JP2020121439A - 樹脂成形装置、樹脂成形品及び樹脂成形品の製造方法 - Google Patents
樹脂成形装置、樹脂成形品及び樹脂成形品の製造方法 Download PDFInfo
- Publication number
- JP2020121439A JP2020121439A JP2019013334A JP2019013334A JP2020121439A JP 2020121439 A JP2020121439 A JP 2020121439A JP 2019013334 A JP2019013334 A JP 2019013334A JP 2019013334 A JP2019013334 A JP 2019013334A JP 2020121439 A JP2020121439 A JP 2020121439A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- resin
- support
- convex portion
- convex
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
以上によれば、中空状の樹脂成形品を成形するための凸部を複数の支持部材によって支持できるので、溶融樹脂の射出圧等によって凸部が変位することを防ぐことができる。また支持部材は、進退自在に設けられているので、溶融樹脂の硬化前に後退させれば、樹脂充填空間全域に溶融樹脂を行き渡らせることができる。凸段部は、前記後退位置とされた支持部材の先端部よりも突出するとともに前記凹部の底側部位に至るように前記第1方向に延びるように設けられているので、支持部材が離型時に邪魔することなく、スムーズに離型できる。よって、離型時に出っ張った支持部材によって樹脂成形品に削れが発生するおそれがない。
以上によれば、中空状の樹脂成形品を成形するための凸部を複数の支持部材によって支持できるので、溶融樹脂の射出圧等によって凸部が変位することを防ぐことができる。また支持部材は、進退自在に設けられているので、硬化前に前記後退位置まで後退させれば、樹脂充填空間内に溶融樹脂を行き渡らせることができる。さらに離型時には、第2金型が離型可能な位置まで支持部材を後退させれば、支持部材が邪魔することなく、スムーズに離型できる。
以上によれば、樹脂成形品の機能として影響のない位置に支持跡部や溝部を形成することで、偏肉や成形不良が起こりにくい有底の中空パイプでなる樹脂成形品とすることができる。
以上によれば、中空状の樹脂成形品を成形するための凸部を複数の支持部材によって支持できるので、溶融樹脂の射出圧等によって凸部が変位することを防ぐことができる。また支持部材を溶融樹脂の充填中又は充填後、前記後退位置まで後退させ、硬化すれば、孔が形成されることなく、中空状の樹脂成形品を製造することができる。さらに樹脂成形装置には上述の構成とされた凸段部が設けられているので、離型時に凸部を支持していた支持部材の先端部が邪魔することがなく、スムーズに離型できる。
以上によれば、中空状の樹脂成形品を成形するための凸部を複数の支持部材によって支持できるので、溶融樹脂の射出圧等によって凸部が変位することを防ぐことができる。また支持部材は、進退自在に設けられているので、硬化前に前記後退位置まで後退させれば、樹脂充填空間内に溶融樹脂を行き渡らせることができる。さらに離型時には、第2金型が離型可能な位置まで支持部材を後退させれば、支持部材が邪魔することなく、スムーズに離型できる。
第1実施形態に係る樹脂成形装置及び樹脂成形品の製造方法について、図1〜図4に基づいて説明する。
<樹脂成形装置>
まず樹脂成形装置の基本構成について説明する。
樹脂成形装置1は、中空状に成形された有底パイプからなる樹脂成形品50を成形する装置であって、図例のものは略円筒状の樹脂成形品50を成形することができる。
樹脂成形品50に用いられる合成樹脂としては、例えば、ポリエチレンやポリプロピレン、ABS、アクリル、ポリカーボネート、ポリアミド、ポリアセタール、ポリフェニレンサルファイド、ポリエーテルエーテルケトン等の熱可塑性樹脂がよい。さらに合成樹脂としては、種々の添加剤が添加されたものでもよく、また、例えば、炭素繊維やガラス繊維等の強化繊維を含む繊維強化樹脂でもよい。そして、樹脂成形品50は、主として合成樹脂製であればよく、インサート成形等によって一部に金属製の部材を含んだ構成とされたものでもよい。
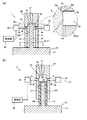
具体的には、樹脂成形装置1は、図1(a)等に示すように第1方向D1(型割方向)に沿って突出する凸部12を有した第1金型10と、凸部12を受け入れ凸部12とによって樹脂充填空間23を区画する凹部22が第1方向D1に沿って開口するように設けられた第2金型20と、凸部12を支持する複数の支持部材30と、複数の支持部材30の進退を制御する制御部40とを備えている。よって、凸部12及び凹部22は、凹部22の底側部位24が底部51(図3(b)参照)となる有底パイプを成形する構成とされている。
第2金型20は、その下側部位が、凸部12を受け入れる周壁部21により囲まれた円筒状の凹部22を有する。この凹部22は、第1金型10の凸部12に対するキャビティとされる。また、凹部22を区画する周壁部21の内周面22aの相対向する位置には、2本の支持部材30に対応して上述した凸段部25が形成されている(図1(a)参照)。この凸段部25の凸部12に向けて突出する突出面25aの形状は、円弧状とされ、図例のものは、凹湾曲面状とされている(図3(a)参照)。なお、凸段部25の突出面25aの形状は、円弧状に限定されず、離型しやすい形状であれば、図示してないが、例えば平面状としてもよい。
以上によれば、凸段部25によって形成される樹脂成形品50の一部の面である溝部54の形状を円弧状(図3(c)参照)または平面状(不図示)とすることができる。
なお、この凸段部25の作用については、後述する樹脂成形品の製造方法の説明において詳述する。
制御部40は、この油圧シリンダ32を制御する構成とされる。制御部40の構成は、図例に限らず、この制御部40によって、第1金型10と第2金型20との型締め、型開き(離型)を制御する構成してもよい。また、樹脂成形装置1として、制御部40とは別に設けられた第1金型10と第2金型の可動を制御する装置と制御部40とを接続し、いずれかもしくは双方を操作することで、制御可能に構成してもよい。
<樹脂成形品の製造方法>
次に、この樹脂成形装置1を用いた樹脂成形品50の製造方法について説明する。
まず、図1(a)に示すように金型同士が待機状態にあるときに2つの支持部材30を待機位置P1に配しておく。
次に、図1(b)に示すように、第2金型20及び2つの支持部材30を第1方向D1に沿って充填可能位置まで移動させ、2つの支持部材30を待機位置P1より可動させて、第2方向D2に沿って挿通孔26を介して支持位置P2まで進出させ、支持部材30で凸部12を支持させる。なお、第1方向D1への動作と、第2方向D2への動作は同時になされるように制御部40によって制御するようにしてもよい。
そして、支持部材30が支持位置P2に到達した後、図1(b)に示すように、溶融樹脂5を樹脂注入路27を通じて凹部22内の樹脂充填空間23に充填していく。
ここで後退位置P3とは、上述したように、支持部材30が支持位置P2よりも後退した位置であり、かつ第2金型20の凹部22の内周面22aよりも突出した位置であり、さらに具体的には、図2(a)の拡大図に示すように、凸段部25の突出面25aよりも後退した位置にある。
支持部材30をこの後退位置P3に保持させた状態で溶融樹脂5を保圧、冷却して硬化させる。そして硬化後に、2つの支持部材30が後退位置P3の状態で、図2(b)に示すように離型する。
支持跡部53は円形に凹んだ形状とされ、その底面は支持部材30の先端面31aの形状におうじて凸湾曲した形状とされる。また、溝部54の溝底は凸段部25の凸部12に向けて突出する形状に応じて図例のものは、凸湾曲した形状とされる。このように樹脂成形品50の機能として影響のない位置に支持跡部53や溝部54を形成することで、偏肉や不良が起こりにくい成形性がよい有底の中空パイプでなる樹脂成形品50を成形することができる。
次に、第2実施形態に係る樹脂成形装置1及び樹脂成形品50Aの製造方法について、図5、図6に基づいて説明する。上記第1実施形態との相違点について主に説明し、同様の構成については、同一符号を付し、その説明を省略または簡略に説明する。
第2実施形態の樹脂成形装置1は、第1金型10と、第2金型20と、凸部12を支持する複数の支持部材30と、複数の支持部材30の進退を制御する制御部40とを少なくとも備えている点は、第1実施形態と同様である。しかし、複数の支持部材30のうち、段階的に後退させる支持部材30を備えている点と、第2金型20に凸段部25を備えていない点で異なる。よって、第2実施形態にかかる樹脂成形装置1及び製造方法によって得られる樹脂成形品50Aは、貫通孔56(図7(c)参照)が形成される点が上記第1実施形態と異なるが、中空状の有底パイプを成形する樹脂成形装置1及び製造方法に好適である点は同様である。
図例のものは2つの支持部材30A,30Bを有しており、そのうちの一方の支持部材30Aが上述したように後退位置P3及び退避位置P4で停止されるように構成されている。そして他方の支持部材30Bは、後退位置P3で停止しない支持部材であり、支持部材30Bを支持位置P2に進出させて凸部12を支持させた状態で前記溶融樹脂を硬化させる。言い換えると、一方の支持部材30Aが後退しても、貫通孔56を備えた樹脂成形品50Aとするため、他方の支持部材30Bは、保圧、冷却する硬化工程で後退させないように制御部40によって制御される。
次に、この樹脂成形装置1を用いた、樹脂成形品50Aの製造方法について説明する。
まず、図5(a)に示すように金型同士が待機状態にあるときに2つの支持部材30A,30Bを待機位置P1に配しておく。
次に、図5(b)に示すように、第2金型20及び2つの支持部材30A,30Bを第1方向D1に沿って充填可能位置まで移動させ、2つの支持部材30A,30Bを待機位置P1より可動させて、第2方向D2に沿って挿通孔26を介して支持位置P2まで進出させ、支持部材30A,30Bで凸部12を支持させる。なお、第1方向D1への動作と、第2方向D2への動作は同時になされるように制御部40によって制御するようにしてもよい。
そして、支持部材30A,30Bが支持位置P2に到達した後、図5(b)に示すように、溶融樹脂5を樹脂注入路27を通じて凹部22内の樹脂充填空間23に充填していく。
2つの支持部材30A,30Bが上記位置の状態で溶融樹脂5を保圧、冷却して硬化させる。そして硬化後に、図6(b)に示すように、2つの支持部材30A,30Bを退避位置P4に移動させ、その後、離型する。
なお、第1実施形態と異なり、第2金型20に凸段部25がないので、図3(c)に示すような溝部54が樹脂成形品50Aに形成されない。
例えば、樹脂成形品50,50Aの長手方向の長さや径の大きさ、中空部55の大きさ、さらには支持跡部53、溝部54、貫通孔56の形成位置、大きさ、数等も図例に限定されず、支持部材30の本数、構成も限定されない。上記実施形態では有底パイプでなる樹脂成形品50,50Aについて説明したが、底のない中空パイプを成型する樹脂成型装置、製造方法としても適用可能である。支持部材30は、成形する樹脂成形品50,50Aの形状、大きさ等によって、適宜設けられる。よって、第1実施形態では、第2実施形態で説明した貫通孔56が形成されない例を説明したが、複数の支持部材30に、支持位置P2から後退位置P3に移動しない支持部材を含ませ、貫通孔56を形成する場合にも適用可能である。この場合、貫通孔56を形成するための支持部材30に隣接する第2金型の凸段部は不要である。また樹脂成形品50,50Aの長手方向に貫通孔56が複数形成されるように複数の支持部材を配置してもよい。また逆に第2実施形態で貫通孔56が形成される例を説明したが、貫通孔56が形成されない場合にも適用可能である。この場合は、樹脂充填空間23に溶融樹脂5を充填後、又は充填中で凸部12の位置が定まる頃にすべての支持部材30を後退位置P3まで後退させればよい。この場合、支持跡部53が支持部材30の数だけ形成されることになるが、離型時に樹脂成形品に傷をつけてしまうことはない。
10 第1金型
11 基台部
12 凸部
20 第2金型
21 周壁部
22 凹部
22a 内周面
23 樹脂充填空間
24 底側部位
25 凸段部
25a 突出面
26 挿通孔
30 支持部材
31 先端部
31a 先端面
40 制御部
P1 待機位置
P2 支持位置
P3 後退位置
P4 退避位置
5 溶融樹脂
D1 第1方向
D2 第2方向
50 樹脂成形品
51 底部
52 周壁部
53 支持跡部
54 溝部
55 中空部
56 貫通孔
Claims (10)
- 中空状の樹脂成形品を成形する樹脂成形装置であって、
第1方向に沿って突出する凸部を有した第1金型と、
前記凸部を受け入れ該凸部とによって樹脂充填空間を区画する凹部が前記第1方向に沿って開口するように設けられた第2金型と、
前記第2金型の凹部の内面から前記凸部に向けて前記第1方向とは異なる第2方向に進退自在に設けられ、前記凸部を支持する複数の支持部材と、
前記複数の支持部材の進退を制御し、前記複数の支持部材のうちの少なくとも一つの支持部材を、その先端部が前記第2金型の凹部の内面よりも突出した後退位置において停止させる制御部と、を備えており、
前記第2金型の凹部の内面には、前記後退位置とされる支持部材の前記第1方向に隣接した位置において、前記凸部に向けて突出する凸段部が設けられており、
前記凸段部は、前記後退位置とされた前記支持部材の先端部よりも突出するとともに、前記凹部の底側部位に至るように前記第1方向に延びるように設けられていることを特徴とする樹脂成形装置。 - 中空状の樹脂成形品を成形する樹脂成形装置であって、
第1方向に沿って突出する凸部を有した第1金型と、
前記凸部を受け入れ該凸部とによって樹脂充填空間を区画する凹部が前記第1方向に沿って開口するように設けられた第2金型と、
前記第2金型の凹部の内面から前記凸部に向けて前記第1方向とは異なる第2方向に進退自在に設けられ、前記凸部を支持する複数の支持部材と、
前記複数の支持部材の進退を制御し、前記複数の支持部材のうちの少なくとも一つの支持部材を、その先端部が前記第2金型の凹部の内面から突出した後退位置と、前記第2金型が離型可能な退避位置とにおいて停止させる制御部と、を備えていることを特徴とする樹脂成形装置。 - 請求項1において、
前記凸段部の前記凸部に向けて突出する突出面の形状は、円弧状または平面状であることを特徴とする樹脂成形装置。 - 請求項1〜請求項3のいずれか1項において、
前記凸部及び前記凹部は、前記凹部の底側部位が底部となる有底パイプを成形する構成とされていることを特徴とする樹脂成形装置。 - 請求項1〜請求項4のいずれか1項において、
前記複数の支持部材の先端面は、前記凸部の先端側部位の側面に面接触する形状とされることを特徴とする樹脂成形装置。 - 請求項1〜請求項5のいずれか1項において、
前記複数の支持部材は、前記凸部の側面における周方向に間隔を空けた位置に当接されるように設けられていることを特徴とする樹脂成形装置。 - 凸部によって中空状に成形された有底パイプからなる樹脂成形品であって、
前記有底パイプの底側の周壁部の外面には、前記凸部を支持するために成形時に形成される支持跡部と、前記支持跡部と連なり且つ前記支持跡部の部位よりもさらに窪むとともに前記底側に向けて切欠状とされた溝部とが設けられていることを特徴とする樹脂成形品。 - 第1方向に沿って突出する凸部を有した第1金型と、前記凸部を受け入れ該凸部とによって樹脂充填空間を区画する凹部が前記第1方向に沿って開口するように設けられた第2金型と、前記第2金型の凹部の内面から前記凸部に向けて前記第1方向とは異なる第2方向に進退自在に設けられ、前記凸部を支持する複数の支持部材と、を備え、前記第2金型の凹部の内面に、前記複数の支持部材のうちの少なくとも一つの支持部材の前記第1方向に隣接した位置において前記凸部に向けて突出する凸段部を設け、前記凸段部は、前記第2金型の凹部の内面から突出した位置を後退位置と設定された支持部材の先端部よりも突出するとともに、前記凹部の底側部位に至るように前記第1方向に延びるように設けられている樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記複数の支持部材を進出させて前記凸部を支持させた状態で、前記樹脂充填空間に溶融樹脂を充填中又は充填した後、前記凸段部が隣接して設けられた支持部材を、その先端部が前記第2金型の凹部の内面から突出した前記後退位置において停止させた状態で、前記溶融樹脂を硬化させることを特徴とする樹脂成形品の製造方法。 - 第1方向に沿って突出する凸部を有した第1金型と、前記凸部を受け入れ該凸部とによって樹脂充填空間を区画する凹部が前記第1方向に沿って開口するように設けられた第2金型と、前記第2金型の凹部の内面から前記凸部に向けて前記第1方向とは異なる第2方向に進退自在に設けられ、前記凸部を支持する複数の支持部材と、を備えた樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記複数の支持部材を進出させて前記凸部を支持させた状態で、前記樹脂充填空間に溶融樹脂を充填中又は充填した後、前記複数の支持部材のうちの少なくとも一つの支持部材を、その先端部が前記第2金型の凹部の内面から突出された後退位置において停止させた状態で前記溶融樹脂を硬化させ、次いで、前記後退位置とされた支持部材を、その先端部が前記第2金型が離型可能な退避位置までさらに後退させ離型することを特徴とする樹脂成形品の製造方法。 - 請求項8又は請求項9に記載の樹脂成形品の製造方法において、
前記複数の支持部材には、前記後退位置で停止しない支持部材が含まれており、
前記支持部材を進出させて前記凸部を支持させた状態で前記溶融樹脂を硬化させることを特徴とする樹脂成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019013334A JP7222532B2 (ja) | 2019-01-29 | 2019-01-29 | 樹脂成形装置及び樹脂成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019013334A JP7222532B2 (ja) | 2019-01-29 | 2019-01-29 | 樹脂成形装置及び樹脂成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020121439A true JP2020121439A (ja) | 2020-08-13 |
| JP7222532B2 JP7222532B2 (ja) | 2023-02-15 |
Family
ID=71993357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019013334A Active JP7222532B2 (ja) | 2019-01-29 | 2019-01-29 | 樹脂成形装置及び樹脂成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7222532B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0462126A (ja) * | 1990-06-26 | 1992-02-27 | Mitsubishi Materials Corp | 樹脂成形金型におけるコア型の保持装置 |
| JPH07290519A (ja) * | 1994-04-27 | 1995-11-07 | Katsuzo Hasegawa | 筒形プラスチック製品の製造方法 |
| JPH10286844A (ja) * | 1997-04-17 | 1998-10-27 | Tohoku Munekata Kk | 成形品の一部に小孔を射出成形する方法及びこの成形方法に用いられる射出成形用金型 |
| JP2001047475A (ja) * | 1999-08-11 | 2001-02-20 | Citizen Electronics Co Ltd | 筒状物の射出成形方法 |
| WO2018185129A1 (de) * | 2017-04-07 | 2018-10-11 | Fostag Formenbau Ag | Spritzgusswerkzeug und verfahren zur herstellung eines spritzgusserzeugnisses mit einem langen, dünnen kanal |
-
2019
- 2019-01-29 JP JP2019013334A patent/JP7222532B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0462126A (ja) * | 1990-06-26 | 1992-02-27 | Mitsubishi Materials Corp | 樹脂成形金型におけるコア型の保持装置 |
| JPH07290519A (ja) * | 1994-04-27 | 1995-11-07 | Katsuzo Hasegawa | 筒形プラスチック製品の製造方法 |
| JPH10286844A (ja) * | 1997-04-17 | 1998-10-27 | Tohoku Munekata Kk | 成形品の一部に小孔を射出成形する方法及びこの成形方法に用いられる射出成形用金型 |
| JP2001047475A (ja) * | 1999-08-11 | 2001-02-20 | Citizen Electronics Co Ltd | 筒状物の射出成形方法 |
| WO2018185129A1 (de) * | 2017-04-07 | 2018-10-11 | Fostag Formenbau Ag | Spritzgusswerkzeug und verfahren zur herstellung eines spritzgusserzeugnisses mit einem langen, dünnen kanal |
| JP2020512945A (ja) * | 2017-04-07 | 2020-04-30 | フォスタッグ、フォルメンボー、アクチエンゲゼルシャフトFostag, Formenbau Ag | 射出成形ツール、及び細長いチャネルを有する射出成形製品を製造するための方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7222532B2 (ja) | 2023-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5749065B2 (ja) | 射出成形機および射出成形方法 | |
| EP0529080B2 (en) | Injection molding method for molding a hollow article. | |
| KR102464919B1 (ko) | 구성요소들 또는 프로파일들을 생성하기 위한 방법 및 장치 | |
| JP2013230672A (ja) | 成形品の製造方法、成形用金型およびフレネルレンズを有する光学部材 | |
| JP2020512945A (ja) | 射出成形ツール、及び細長いチャネルを有する射出成形製品を製造するための方法 | |
| JP2020121439A (ja) | 樹脂成形装置、樹脂成形品及び樹脂成形品の製造方法 | |
| JP2010058461A (ja) | 光学部品製造装置 | |
| JP5187216B2 (ja) | カウンタープレッシャー工法用成形型 | |
| JP6189371B2 (ja) | 中空成形品の成形方法 | |
| JP5760555B2 (ja) | アパーチャアレイの製造装置及び製造方法 | |
| JP6679470B2 (ja) | 金型装置、インサート成形品の製造方法、及びインサート成形品 | |
| JP3802825B2 (ja) | 多孔体の製造装置 | |
| JP2007136823A (ja) | アンダーカットコア可動金具、可動スライダ及び可動用治具並びにこれらを備えた二重成形金型 | |
| US20220134619A1 (en) | Injection molding method and apparatus | |
| JP2003053784A (ja) | 射出成形方法および射出成形用金型装置 | |
| JP2006062110A (ja) | 首曲がり容器の樹脂成形方法および樹脂成形装置 | |
| JP3802819B2 (ja) | 多孔体の製造装置及び製造方法 | |
| JP2016129971A (ja) | 射出成形金型、光学素子の製造方法、および光学素子 | |
| KR101455575B1 (ko) | 슬라이드 코어를 구비한 금형 어셈블리 및 이를 이용한 수지 성형 방법 | |
| JPH08290486A (ja) | 熱可塑性樹脂製軸一体型歯車、その成形金型及び中空射出成形方法 | |
| JP4222281B2 (ja) | 発泡成形品の製造方法 | |
| JPH08276469A (ja) | 熱可塑性樹脂製歯車の成形金型及び中空射出成形方法 | |
| JP3136416B2 (ja) | 中空成形型物の射出成形方法 | |
| JP2023131908A (ja) | 流体アシスト成形用の金型 | |
| JP2016087795A (ja) | ブロー成形方法及びブロー成形用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7222532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |