JP2019158048A - かしめ加工用ピン及び動力伝達構造 - Google Patents
かしめ加工用ピン及び動力伝達構造 Download PDFInfo
- Publication number
- JP2019158048A JP2019158048A JP2018047288A JP2018047288A JP2019158048A JP 2019158048 A JP2019158048 A JP 2019158048A JP 2018047288 A JP2018047288 A JP 2018047288A JP 2018047288 A JP2018047288 A JP 2018047288A JP 2019158048 A JP2019158048 A JP 2019158048A
- Authority
- JP
- Japan
- Prior art keywords
- neck
- caulking
- pair
- stop pin
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Landscapes
- Mechanical Operated Clutches (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
Description
で定義されるかしめ率が、素材形状におけるかしめ率より小さくなるような変形部を有している。
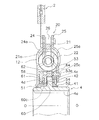
クラッチディスク組立体1は、摩擦係合によりフライホイールからトルクが入力されるクラッチディスク2と、クラッチディスク2から入力されるトルク変動を減衰及び吸収するダンパ機構3と、スプラインハブ4と、を有している。
クラッチディスク2は、図示しないプレッシャプレートによってフライホイールに押し付けられる。クラッチディスク2は、クッショニングプレート6と、クッショニングプレート6の両面にリベット7によって固定される1対の摩擦フェーシング8と、を有している。クッショニングプレート6はダンパ機構3の外周部に固定されている。
ダンパ機構3は、エンジンから伝達されるトルク変動を効果的に減衰及び吸収するために、図3に示すように、正側(駆動側の回転方向)及び負側において4段の捩り特性を有している。具体的には、捩り特性の正側及び負側において、1段目(L1)領域及び2段目(L2)領域は低捩り剛性及び低ヒステリシストルクの領域であり、3段目(H3)領域及び4段目(H4)領域は高捩り剛性及び高ヒステリシストルクの領域である。
高剛性ダンパ12は、図4に示すように、入力側回転部材20と、ハブフランジ21と、複数の高剛性スプリング22と、を有している。
入力側回転部材20には、クラッチディスク2を介してエンジンからトルクが入力され、クラッチプレート24(第1回転部材)及びリティニングプレート25(第2回転部材)を有している。
ハブフランジ21は、略円板状の部材であり(図9参照)、スプラインハブ4の外周に配置されている。ハブフランジ21は、クラッチプレート24とリティニングプレート25との軸方向間に配置され、これらの両プレート24,25と所定の角度範囲内で相対回転可能である。図5に示すように、ハブフランジ21とスプラインハブ4とは、互いの内周部及び外周部に形成された複数の歯21c,4cによって噛み合っている。なお、互いの歯21c,4cの間には所定の隙間G1が設定されている。すなわち、ハブフランジ21とスプラインハブ4とは、歯21c,4cの隙間G1の角度分(低捩り角度領域(L1+L2)に相当)だけ相対回転が可能である。
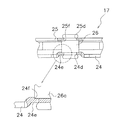
ストッパ機構17は、図5に示すように、ハブフランジ21の外周部に形成された複数のストッパ用切欠21dと、前述のストップピン26と、から構成されている。ストッパ用切欠21dは、所定の角度範囲にわたって形成されており、径方向外方に開いている。そして、このストッパ用切欠21dをストップピン26が軸方向に貫通している。
(かしめ加工後の径方向幅W1,W2)/(かしめ加工前の径方向幅W0)
とすると、
(実際のストップピン26のかしめ率=W1/W0)<(素材形状のストップピン26’のかしめ率=W2/W0)
となる。また、この場合は、かしめ加工した際の孔24d,25dに作用する径方向の圧力が、変形部26cを設けることによって、素材形状のままかしめ加工した際の孔24d,25dに作用する径方向の圧力よりも小さくなる。
低剛性ダンパ11は、図8及び図9に示すように、第1入力プレートとしてのサブプレート34及び第2入力プレートとしてのスプリングホルダ35と、出力プレートとしてのドライブプレート36と、弾性部材としての複数の低剛性スプリング37と、を有している。
サブプレート34は、クラッチプレート24とハブフランジ21との軸方向間に配置され、ほぼ矩形であって、角部が円弧状に形成されている。サブプレート34は、図9に示すように、中央部に円形の開口を有しており、それぞれ2個の第1保持部34a及び第2保持部34bと、4個の第1係合突起34cと、第1係合突起34cより突起長さが短い4個の第2係合突起34dと、環状溝34eと、を有している。
スプリングホルダ35は、サブプレート34とハブフランジ21との軸方向間で、サブプレート34と間隔をあけて対向して配置されている。スプリングホルダ35はサブプレート34とほぼ同様の形状である。スプリングホルダ35は、中央部に円形の開口を有しており、それぞれ2個の第1保持部35a及び第2保持部35bと、4個のボス部35cと、4個の切欠35dと、を有している。各ボス部35cには切欠35eが形成されている。また、第2保持部35bの円周方向両端には、円周方向に延びる円弧状溝35fが形成されている。
ドライブプレート36は、サブプレート34とスプリングホルダ35との軸方向間に配置され、サブプレート34及びスプリングホルダ35と所定の角度範囲内で相対回転可能である。ドライブプレート36は、中央部に開口を有しており、それぞれ2個の第1窓孔36a及び第2窓孔36bと、ドライブプレート36の内周面に形成された複数の係合凹部36cと、を有している。
スプラインハブ4は、クラッチプレート24及びリティニングプレート25の内周側に配置されている。スプラインハブ4は、図4及び図8に示すように、軸方向に延びる筒状のボス41と、ボス41から径方向外側に延びるフランジ42と、を有している。ボス41の内周部には、トランスミッションの入力シャフト(図示せず)に係合するスプライン孔4aが形成されている。
L−Hヒス発生機構13は、捩り角度領域の全領域(L1+L2+H3+H4)においてヒステリシストルクHを発生する。
Lヒス発生機構14は、1段目領域及び2段目領域である低捩り角度領域の全領域(L1+L2)でのみヒステリシストルクhLを発生する。
L2ヒス発生機構15は、2段目の捩り角度領域(L2)でのみヒステリシストルクhL2を発生する。
Hヒス発生機構16は、3段目領域及び4段目領域である高捩り角度領域(H3+H4)でのみヒステリシストルクhHを発生する。
2段目領域(L2):H+hL+hL2(L2ヒス発生機構15)
3段目領域及び4段目領域(H3+H4):H+hH(Hヒス発生機構16)
以上のヒステリシストルク発生機構13〜16によるヒステリシストルクについて、低捩り角度領域(L1+L2)におけるL−Hヒス発生機構13によるヒステリシストルクHと、Lヒス発生機構14によるヒステリシストルクhLと、の割合は、ヒステリシストルクhLが50%以上であることが望ましい。
本実施形態のクラッチディスク組立体1の捩り特性は、角度範囲の大きさは異なるが基本的に正側と負側とで対称である。したがって、ここでは正側のみの動作を説明し、負側の動作についての説明は省略する。
伝達トルク及びトルク変動が小さい場合は、本装置は捩り特性の1段目(L1)で作動する。この1段目では、剛性の低い第1及び第2低剛性スプリング37a,37bのうち、自由長が長い第1低剛性スプリング37aのみが圧縮される。このため、サブプレート34及びスプリングホルダ35と、ドライブプレート36と、が相対回転する。一方で、第1及び第2高剛性スプリング22a,22bは剛性が高いためにほとんど圧縮されない。したがって、入力側回転部材20(クラッチプレート24及びリティニングプレート25)とハブフランジ21とは一体回転する。
伝達トルク又はトルク変動がより大きくなると、第1低剛性スプリング37aが圧縮されつつ、さらに自由長の短い第2低剛性スプリング37bも圧縮され始める。第1低剛性スプリング37aと第2低剛性スプリング37bとは並列に配置されているので、第2低剛性スプリング37bが圧縮され始めると、第1低剛性スプリング37aのみが圧縮されている場合(1段目)に比較して捩り剛性は高くなる。すなわち、捩り特性の2段目に移行する。
伝達トルク又はトルク変動がさらに大きくなると、第1及び第2低剛性スプリング37a,37bがさらに圧縮され、スプラインハブ4に対して入力側回転部材20がさらに回転する。すると、ハブフランジ21の歯21cとスプラインハブ4の歯4cとが当接し、ハブフランジ21とスプラインハブ4とは一体に回転することになる。この状態では、第1及び第2低剛性スプリング37a,37bは先の状態以上に圧縮されることはなく、高剛性スプリング22のうちの自由長の長い第1高剛性スプリング22aの圧縮が開始される。第1高剛性スプリング22aは第1及び第2低剛性スプリング37a,37bよりも剛性が高いので、2段目よりもさらに高い3段目の捩り剛性が得られる。
伝達トルク又はトルク変動がさらに大きくなると、第1高剛性スプリング22aが圧縮されつつ、さらに自由長の短い第2高剛性スプリング22bも圧縮され始める。第1高剛性スプリング22aと第2高剛性スプリング22bとは並列に配置されているので、第2高剛性スプリング22bが圧縮され始めると、第1高剛性スプリング22aのみが圧縮されている場合(3段目)に比較して捩り剛性は高くなる。すなわち、捩り特性の4段目に移行する。
そして、さらに伝達トルク又はトルク変動が大きくなると、クラッチプレート24及びリティニングプレート25とハブフランジ21との相対回転角度が大きくなる。すると、ストップピン26がストッパ用切欠21dの側面に当接し、クラッチプレート24及びリティニングプレート25とハブフランジ21との相対回転が停止する。
以上のように、本実施形態のクラッチディスク組立体1では、以下のような特徴を有している。
本発明は以上のような実施形態に限定されるものではなく、本発明の範囲を逸脱することなく種々の変形又は修正が可能である。
となる。また、この場合は、かしめ加工した際の孔24d,25dに作用する径方向の圧力が、変形部65cを設けることによって、素材形状のままかしめ加工した際の孔24d,25dに作用する径方向の圧力よりも小さくなる。
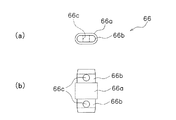
となる。また、この場合は、かしめ加工した際の孔24d,25dに作用する径方向の圧力が、変形部66cを設けることによって、素材形状のままかしめ加工した際の孔24d,25dに作用する径方向の圧力よりも小さくなる。
となる。また、この場合は、かしめ加工した際の孔24d,25dに作用する径方向の圧力が、変形部67cを設けることによって、素材形状のままかしめ加工した際の孔24d,25dに作用する径方向の圧力よりも小さくなる。
2 クラッチディスク
24 クラッチプレート(第1回転部材)
25 リティニングプレート(第2回転部材)
24d,25d,71,72 孔(連結用孔)
26 ストップピン(かしめ加工用ピン)
26’ ストップピン素材形状
26a,65a,66a,67a 胴部
26b,65b,66b,67b 首部
26c,65c,66c,67c 変形部
Claims (10)
- 間隔をあけて配置され、それぞれに軸方向に貫通する複数の連結用孔が形成された1対のプレートを連結するためのかしめ加工用ピンであって、
前記1対のプレートの間に配置される胴部と、
前記胴部より小径であって、前記胴部の軸方向両端から延び前記1対のプレートの連結用孔に挿入される1対の首部と、
を備え、
前記1対の首部のうちの少なくとも一方の先端部は、軸方向に沿った方向視における第1方向において、かしめ加工前に第1幅を有するとともに、かしめ加工後に第2幅を有し、
(第2幅)/(第1幅)
で定義されるかしめ率が、素材形状におけるかしめ率より小さくなるような変形部を有している、
かしめ加工用ピン。 - 間隔をあけて配置され、それぞれに軸方向に貫通する複数の連結用孔が形成された1対のプレートを連結するためのかしめ加工用ピンであって、
前記1対のプレートの間に配置される胴部と、
前記胴部より小径であって、前記胴部の軸方向両端から延び前記1対のプレートの連結用孔に挿入される1対の首部と、
を備え、
前記1対の首部のうちの少なくとも一方は変形部を有し、かしめ加工した際の前記連結用孔に作用する第1方向の圧力が、前記変形部により、素材形状のままかしめ加工した際の前記連結用孔に作用する前記第1方向の圧力よりも小さい、
かしめ加工用ピン。 - 前記胴部及び前記首部は、前記第1方向の幅が前記第1方向と直交する第2方向の幅に比較して短い、請求項1又は2に記載のかしめ加工用ピン。
- 前記変形部は、前記首部の先端面に前記第2方向に延びて形成され、前記首部の前記第2方向の中央部が前記胴部側に凹むように湾曲する凹部である、請求項3に記載のかしめ加工用ピン。
- 前記変形部は、前記首部の前記第1方向の両側部に形成され、前記首部の前記第2方向の中央部の径方向幅が狭くなるように湾曲する凹部である、請求項3に記載のかしめ加工用ピン。
- 前記変形部は、前記首部に形成され、前記第1方向に貫通する孔である、請求項3に記載のかしめ加工用ピン。
- 前記変形部は、前記首部の前記第2方向の中央部に形成され、先端面から所定の深さの溝である、請求項3に記載のかしめ加工用ピン。
- 前記1対のプレートは、同じ回転軸の回りに回転する回転部材であり、
前記第1方向は、前記首部を前記回転部材の貫通孔に挿入した状態での前記回転部材の径方向であり、
前記第2方向は、前記首部を前記回転部材の貫通孔に挿入した状態での前記回転部材の円周方向である、
請求項1から7のいずれかに記載のかしめ加工用ピン。 - 回転軸心及び前記回転軸心の軸方向に貫通する複数の第1連結用孔を有する第1回転部材と、
前記第1回転部材と軸方向に間隔を開けて配置され、前記第1回転部材の回転軸心の回りに回転可能で、前記複数の第1連結用孔と対応する位置に複数の第2連結用孔を有する第2回転部材と、
前記第1連結用孔に挿入された第1首部と、前記第2連結用孔に挿入された第2首部と、前記第1首部と前記第2首部との間に設けられ前記第1及び第2首部よりも大径の胴部と、を有し、少なくとも前記第1首部の先端部をかしめ加工して前記第1回転部材と前記第2回転部材とを相対回転不能かつ軸方向移動不能に連結するかしめ加工用ピンと、
を備え、
前記第1連結用孔と前記第1首部との間の径方向の隙間は、円周方向の隙間より大きい、
動力伝達構造。 - 前記かしめ加工用ピンの胴部、第1首部、及び第2首部は、径方向の幅が円周方向の幅に比較して短い、請求項9に記載の動力伝達構造。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018047288A JP2019158048A (ja) | 2018-03-14 | 2018-03-14 | かしめ加工用ピン及び動力伝達構造 |
| CN201920301257.9U CN209818581U (zh) | 2018-03-14 | 2019-03-08 | 铆接加工用销以及动力传递结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018047288A JP2019158048A (ja) | 2018-03-14 | 2018-03-14 | かしめ加工用ピン及び動力伝達構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019158048A true JP2019158048A (ja) | 2019-09-19 |
| JP2019158048A5 JP2019158048A5 (ja) | 2021-04-08 |
Family
ID=67994757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018047288A Pending JP2019158048A (ja) | 2018-03-14 | 2018-03-14 | かしめ加工用ピン及び動力伝達構造 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2019158048A (ja) |
| CN (1) | CN209818581U (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0868443A (ja) * | 1994-08-26 | 1996-03-12 | Aisin Seiki Co Ltd | 連結ピン |
| JPH11182576A (ja) * | 1997-12-22 | 1999-07-06 | Exedy Corp | ストップピン及びダンパーディスク組立体 |
| JP2004278727A (ja) * | 2003-03-18 | 2004-10-07 | Aisin Seiki Co Ltd | 捩れ緩衝装置 |
| JP2018141504A (ja) * | 2017-02-27 | 2018-09-13 | アイシン精機株式会社 | ダンパ装置 |
-
2018
- 2018-03-14 JP JP2018047288A patent/JP2019158048A/ja active Pending
-
2019
- 2019-03-08 CN CN201920301257.9U patent/CN209818581U/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0868443A (ja) * | 1994-08-26 | 1996-03-12 | Aisin Seiki Co Ltd | 連結ピン |
| JPH11182576A (ja) * | 1997-12-22 | 1999-07-06 | Exedy Corp | ストップピン及びダンパーディスク組立体 |
| JP2004278727A (ja) * | 2003-03-18 | 2004-10-07 | Aisin Seiki Co Ltd | 捩れ緩衝装置 |
| JP2018141504A (ja) * | 2017-02-27 | 2018-09-13 | アイシン精機株式会社 | ダンパ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN209818581U (zh) | 2019-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5705935B2 (ja) | ダンパディスク組立体 | |
| WO2010047193A1 (ja) | ダンパー機構 | |
| JP7053390B2 (ja) | ダンパ装置 | |
| JP2019158048A (ja) | かしめ加工用ピン及び動力伝達構造 | |
| JP7040974B2 (ja) | ダンパ装置 | |
| JP7040962B2 (ja) | ダンパ装置 | |
| JP7012564B2 (ja) | ダンパ装置 | |
| JP6976874B2 (ja) | 動力伝達構造及び動力伝達装置 | |
| JP7384654B2 (ja) | ダンパ装置 | |
| JP7299828B2 (ja) | ダンパ装置 | |
| JP7376334B2 (ja) | ダンパ装置 | |
| JP2009019745A (ja) | ダンパー機構 | |
| JP7148419B2 (ja) | ダンパ装置 | |
| JP2019132288A (ja) | 動力伝達装置 | |
| JP2021134835A (ja) | スプリングシート及びダンパ装置 | |
| JP3986266B2 (ja) | クラッチディスク組立体 | |
| JP6545972B2 (ja) | ダンパーディスク組立体 | |
| JPH084835A (ja) | ダンパ用コイルスプリング | |
| JP7306890B2 (ja) | ダンパ装置 | |
| JPH11101268A (ja) | クラッチディスク組立体 | |
| JP6782349B2 (ja) | ダンパーディスク組立体 | |
| KR100524393B1 (ko) | 다중마찰부재를 갖는 클러치 댐퍼 디스크 어셈블리 | |
| JP2021004638A (ja) | フリクションワッシャ | |
| JP2021162142A (ja) | ダンパ装置 | |
| JP3727186B2 (ja) | ダンパーディスク組立体およびそのプレート部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210217 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220111 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220628 |