JP2017192932A - 隣接する複数領域を均一な厚みで塗膜を形成する塗装方法 - Google Patents
隣接する複数領域を均一な厚みで塗膜を形成する塗装方法 Download PDFInfo
- Publication number
- JP2017192932A JP2017192932A JP2016105900A JP2016105900A JP2017192932A JP 2017192932 A JP2017192932 A JP 2017192932A JP 2016105900 A JP2016105900 A JP 2016105900A JP 2016105900 A JP2016105900 A JP 2016105900A JP 2017192932 A JP2017192932 A JP 2017192932A
- Authority
- JP
- Japan
- Prior art keywords
- boundary line
- region
- outer boundary
- arbitrary point
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/205—Ink jet for printing a discrete number of tones
- B41J2/2054—Ink jet for printing a discrete number of tones by the variation of dot disposition or characteristics, e.g. dot number density, dot shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
- B41J2/2132—Print quality control characterised by dot disposition, e.g. for reducing white stripes or banding
Abstract
Description
。
PQ=P×(2L1−m)/2L1
前記被塗装面の前記第1の領域(A)とこれに隣接する他の第3の領域(C)との間の境界線T2の内側に位置する当該第1の領域(A)内に前記境界線T2から前記距離L1を隔てた位置に仮想的な第2の内側境界線T2iを想定すると共に、前記第2の境界線T2の外側に位置する前記第3の領域(C)内に当該境界線T2から前記距離L1と等距離を隔てた位置に仮想的な第2の外側境界線T2oを想定し、前記第1の内側境界線T1iと前記第1の外側境界線T1o及び前記第2の内側境界線T2iと前記第2の外側境界線T2oをそれぞれ延長することによって形成される4つの交点(a,b,c,d)を頂点とする四角形の4つの辺のうち、前記第2の外側境界線T2oによって形成される辺(bc)の中点eを通り且つ前記第2の領域(B)と前記第3の領域(C)との間の境界線T3に平行な仮境界線T3’を想定し、さらに前記第2の外側境界線T2oと前記第1の内側境界線T1iとの交点bを通って前記仮境界線T3’と平行な第3の内側境界線T3’iを想定すると共に、前記第2の外側境界線T2oと前記第1の外側境界線T1oとの交点cを通って前記仮境界線T3’と平行な第3の外側境界線T3’oを想定し、前記第3の内側境界線T3’iと前記仮境界線T3’との間の距離及び前記第3の外側境界線T3’oとの間の距離をそれぞれL2とし、前記被塗装面上の任意の点Qが前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に存在する場合における前記第1の内側境界線T1iからの距離をmとし、前記任意の点Qが前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に存在する場合における前記第2の内側境界線T2iからの距離をnとし、前記点Qが前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に存在する場合における前記第3の内側境界線T3’iからの距離をsとし、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、前記第1から第3の各領域(A,B,C)の塗装は、それぞれ前記任意の点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行うことにより前記被塗装面を全体として均一な所定の厚さの塗膜で塗装することを特徴とする隣接する複数領域を均一な厚みで塗膜を形成する塗装方法を提供する。
(1)第1の領域(A)の塗装
前記任意の点Qが、前記第1の内側境界線T1iと前記第2の内側境界線T2iの内側の当該第1の領域(A)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に位置する場合
PQ=P×(2L1−m)/2L1
前記任意の点Qが、前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に位置する場合
PQ=P×(2L1−n)/2L1
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
(2)第2の領域(B)の塗装
前記任意の点Qが、前記第1の外側境界線T1oと第3の外側境界線T3’oの内側の当該第2の領域(B)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の外側境界線T1oと前記第1の内側境界線T1iとの間に位置する場合
PQ=P×m/2L1
前記任意の点Qが、前記第3の外側境界線T3’oと前記第3の内側境界線T3’iとの間に位置する場合
PQ=P×s/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×m/2L1
(3)第3の領域(C)の塗装
前記任意の点Qが、前記第2の外側境界線T2oと前記第3の内側境界線T3’iの内側の当該第3の領域(C)内に位置する場合
PQ=P
前記任意の点Qが、前記第2の外側境界線T2oと前記第2の内側境界線T2iとの間に位置する場合
PQ=P×n/2L1
前記任意の点Qが、前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に位置する場合
PQ=P×(2L2−s)/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×(n/2L1)
(1)第1の領域(A)の塗装
前記任意の点Qが、前記第1の内側境界線T1iと前記第2の内側境界線T2iの内側の当該第1の領域(A)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に位置する場合
PQ=P×(2L1−m)/2L1
前記任意の点Qが、前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に位置する場合
PQ=P×(2L1−n)/2L1
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
(2)第2の領域(B)の塗装
前記任意の点Qが、前記第1の外側境界線T1oと第4の外側境界線T4’oの内側の当該第2の領域(B)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の外側境界線T1oと前記第1の内側境界線T1iとの間に位置する場合
PQ=P×m/2L1
前記任意の点Qが、前記第4の外側境界線T4’oと前記第4の内側境界線T4’iとの間に位置する場合
PQ=P×t/2L3
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−n)/2L1}×(m/2L1)
(3)第3の領域(C)の塗装
前記任意の点Qが、前記第2の外側境界線T2oと前記第3の内側境界線T3’iの内側の当該第3の領域(C)内に位置する場合
PQ=P
前記任意の点Qが、前記第2の外側境界線T2oと前記第2の内側境界線T2iとの間に位置する場合
PQ=P×n/2L1
前記任意の点Qが、前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に位置する場合
PQ=P×(2L2−s)/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×(n/2L1)
(4)第4の領域(D)の塗装
前記任意の点Qが、前記第3の外側境界線T3’oと第4の内側境界線T4’iの内側の当該第4の領域(D)内に位置する場合
PQ=P
前記任意の点Qが、前記第3の外側境界線T3’oと前記第3の内側境界線T3’iとの間に位置する場合
PQ=P×s/2L2
前記任意の点Qが、前記第4の内側境界線T4’iと前記第4の外側境界線T4’oとの間に位置する場合
PQ=P×(2L3−t)/2L3
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×(m/2L1)×(n/2L1)
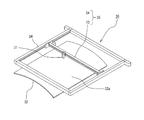
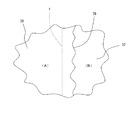
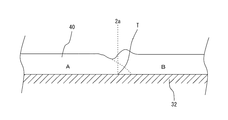
初めに、図1は塗装面を互いに交差しない境界線でA〜Dの各領域に分割した状態を示す図、図2は図1における領域A及び領域Bの境界線付近を示す説明図である。被塗装面2aとしては、例えば、後述する図16に示す自動車のボンネットのような湾曲した表面を有する被塗装物2の表面である。図1に示すように、被塗装面2aは領域Aと、領域Aに隣接する領域Bと、領域Bに隣接する領域Cと、領域Cに隣接する領域Dの4つの領域に分割されている。そして、図2に示すように、T1は領域Aと領域Bの境界線、T1iは領域Aの内側にあって境界線T1と所定の距離L1を隔てて想定される内側境界線(以下、「内側平行線」ともいう。)、T1oは領域Aの外側にあって境界線T1と上記所定の距離を隔てて想定される外側境界線(以下、「外側平行線」ともいう。)である。
PQ=P×(2L1−m)/2L1
但し、図18(a)の内側平行線T1iから外側平行線T1oまでの領域において塗料が外側平行線T1o側(図18(a)では右側)に移動(流出)するのを防ぐため、境界線Tから内側平行線T1iまでの距離L1及び境界線T1から外側平行線T1oまでの距離L1はそれぞれ所定の塗膜の厚さの50倍以上の長さとする。
PQ=P×(2L1−0)/2L1
=P×2L1/2L1
=P×1
=P
すなわち、Pの100%となる。
PQ=P×(2L1−L1)/2L1
=P×L1/2L1
=P×1/2
=0.5P
すなわち、Pの50%となる。
PQ=P×(2L1−2L1)/2L1
=P×0/2L1
=P×0/2L1
=0
すなわち、Pの0%となる。
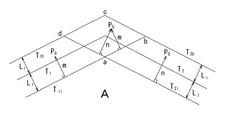
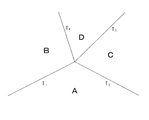
次に、3つの領域が一つの交点(O)を有して互いに隣接する複数領域を均一な厚みで塗膜を形成する塗装方法について説明する。図4は被塗装面を隣接するA〜Cの3つ領域に分割した状態を示す図である。分割された領域Aは領域B,Cと隣接し、領域Bは領域A,Cと隣接し、領域Cは領域A,Bと隣接しており、領域A〜Cがそれぞれ一つの交点(O)を有して互いに隣接した状態となっている。そして、T1は領域Aと領域Bとの境界線、T2は領域Aと領域Cとの境界線、T3は領域Bと領域Cとの境界線である。このように分割された各領域A〜Cをそれぞれインクジェットプリントヘッドによって塗装を行う。
はじめに、領域Aをインクジェットプリントヘッド1によって塗装する場合について説明する。領域Aの塗装を行う場合には、図5に示すように、領域Aとこれに隣接する領域Bとの間の境界線T1の内側に位置する領域A内に境界線T1から少なくとも塗膜の厚さの50倍以上の長さの距離L1を隔てた位置に仮想的な第1の内側境界線(以下、「内側平行線」ともいう。)T1iを想定する。そして、境界線T1の外側に位置する領域B内に境界線T1から距離L1と等距離を隔てた位置に仮想的な第1の外側境界線(以下、「外側平行線」ともいう。)T1oを想定する。
PQ=P
すなわち、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量Pの100%で塗装を行う。
PQ=P×(2L1−m)/2L1
すなわち、第1の内側境界線T1i上では塗料吐出量Pの100%で塗装を行い、第1の内側境界線T1iから第1の外側境界線T1oに向かって塗料の吐出量を次第に漸減させ、第1の外側境界線T1o上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×(2L1−n)/2L1
すなわち、第2の内側境界線T2i上では塗料吐出量Pの100%で塗装を行い、第2の内側境界線T2iから第2の外側境界線T2oに向かって塗料の吐出量を次第に漸減させ、第2の外側境界線T2o上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
すなわち、四角形(a,b,c,d)の範囲内は重複して塗装が行われることになるので均一の厚さの塗膜を形成するためにはその分の吐出量を調整する必要があることに加えて、四角形(a,b,c,d)の範囲内は、後述するように、領域B,Cの塗装を行う場合も同様に重複して塗装が行われるため最終的に被塗装面2aの全体が均一の厚みで塗装されるようにするためにこのような吐出量の調整を行うようにしたものである。
PQ=P×(2L1−L1)/2L1
=100%×1/2
=50%
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
=100%×(1/2)×(1/2)
=25%
以下、同様にして領域Aを塗装する際の塗料吐出量Pに対する任意の点Qにおける塗料吐出量PQの割合を算出することができる。
次に、領域Bをインクジェットプリントヘッド1によって塗装する場合について説明する。領域Bの塗装を行う場合には、図7に示すように、4つの交点(a,b,c,d)を頂点とする四角形の4つの辺のうち、第2の外側境界線T2oによって形成される辺(bc)の中点eを通り且つ領域Bと領域Cとの間の境界線T3に平行な仮境界線T3’を想定する。また、第2の外側境界線T2oと第1の内側境界線T1iとの交点bを通って仮境界線T3’と平行な第3の内側境界線T3’iを想定すると共に、第2の外側境界線T2oと第1の外側境界線T1oとの交点cを通って仮境界線T3’と平行な第3の外側境界線T3’oを想定する。そして、第3の内側境界線T3’iと仮境界線T3’との間の距離及び第3の外側境界線T3’oと仮境界線T3’との間の距離をそれぞれL2とする。そして、点Qが第3の内側境界線T3’iと第3の外側境界線T3’oとの間に存在する場合における第3の内側境界線T3’iからの距離をsとする。そして、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、任意の点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行う。
PQ=P
すなわち、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量Pの100%で塗装を行う。
PQ=P×m/2L1
すなわち、第1の外側境界線T1o上では塗料吐出量Pの100%で塗装を行い、第1の外側境界線T1oから第1の内側境界線T1iに向かって塗料の吐出量を次第に漸減させ、第1の内側境界線T1i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×s/2L2
すなわち、第3の外側境界線T3’o上では塗料吐出量Pの100%で塗装を行い、第3の外側境界線T3’oから第3の内側境界線T3’iに向かって塗料の吐出量を次第に漸減させ、第3の内側境界線T3’i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×m/2L1
すなわち、四角形(a,b,c,d)の範囲内は、述したように、終的に被塗装面2aの全体が均一の厚みで塗装されるようにするためにこのような吐出量の調整を行う。
PQ=P×m/2L1
=100%×(1/2)
=50%
PQ=P×s/2L2
=100%×(1/2)
=50%
PQ=P×m/2L1
=100%×(1/2)
=50%
以下、同様にして領域Bを塗装する際の塗料吐出量Pに対する任意の点Qにおける塗料吐出量PQの割合を算出することができる。
次に、領域Cをインクジェットプリントヘッド1によって塗装する場合について図9を参照しつつ説明する。
PQ=P
すなわち、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量Pの100%で塗装を行う。
PQ=P×n/2L1
すなわち、第2の外側境界線T2o上では塗料吐出量Pの100%で塗装を行い、第2の外側境界線T2oから第2の内側境界線T2iに向かって塗料の吐出量を次第に漸減させ、第2の内側境界線T2i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×(2L2−s)/2L2
すなわち、第3の内側境界線T3’i上では塗料吐出量Pの100%で塗装を行い、第3の内側境界線T3’iから第3の外側境界線T3’oに向かって塗料の吐出量を次第に漸減させ、第3の外側境界線T3’o上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×{(2L1−m)/2L1}×(n/2L1)
すなわち、四角形(a,b,c,d)の範囲内は、述したように、終的に被塗装面2aの全体が均一の厚みで塗装されるようにするためにこのような吐出量の調整を行う。
PQ=P×n/2L1
=100%×(1/2)
=50%
PQ=P×{(2L1−m)/2L1}×(n/2L1)
=100%×(1/2)×(1/2)
=25%
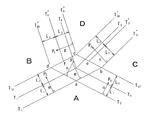
次に、4つの領域が一つの交点(O)を有して互いに隣接する複数領域を均一な厚みで塗膜を形成する塗装方法について説明する。図12は、被塗装面を隣接するA〜Dの4つ領域に分割した状態を示す図である。分割された領域Aは領域B,Cと隣接し、領域Bは領域A,Dと隣接し、領域Cは領域A,Cと隣接し、領域Dは領域B,Cと隣接ており、領域A〜Dがそれぞれ一つの交点(O)を有して互いに隣接した状態となっている。そして、T1は領域Aと領域Bとの境界線、T2は領域Aと領域Cとの境界線、T3は領域Cと領域Dとの境界線、T4は領域Bと領域Dとの境界線である。このように分割された各領域A〜Dをそれぞれインクジェットプリントヘッドによって塗装を行う。
領域Aと領域Cの塗装については上述した実施例2である3つの領域が隣接する場合と同様である事からその説明を省略する。
次に、領域Bをインクジェットプリントヘッド1によって塗装する場合について説明する。領域Bの塗装を行う場合には、図13に示すように、4つの交点(a,b,c,d)を頂点とする四角形の4つの辺のうち、第1の外側境界線T1oによって形成される辺(cd)の中点fを通り且つ領域Bと領域Dとの間の境界線T4に平行な仮境界線T4’を想定する。また、第1の外側境界線T1oと第2の外側境界線T2oとの交点cを通って仮境界線T4’と平行な第4の内側境界線T4’iを想定すると共に、第1の外側境界線T1oと第2の内側境界線T2iとの交点dを通って仮境界線T4’と平行な第4の外側境界線T4’oを想定する。そして、第4の内側境界線T4’iと仮境界線T4’との間の距離及び第4の外側境界線T4’oとの間の距離をそれぞれL3とする。そして、任意の点Qが第4の内側境界線T4’iと第4の外側境界線T4’oとの間に存在する場合における第4の内側境界線T4’iからの距離をtとする。そして、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、任意の点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行う。
PQ=P
すなわち、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量Pの100%で塗装を行う。
PQ=P×m/2L1
すなわち、第1の外側境界線T1o上では塗料吐出量Pの100%で塗装を行い、第1の外側境界線T1oから第1の内側境界線T1iに向かって塗料の吐出量を次第に漸減させ、第1の内側境界線T1i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×t/2L3
すなわち、第4の外側境界線T4’o上では塗料吐出量Pの100%で塗装を行い、第4の外側境界線T4’oから第4の内側境界線T4’iに向かって塗料の吐出量を次第に漸減させ、第4の内側境界線T4’i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×{(2L1−n)/2L1}×(m/2L1)
すなわち、四角形(a,b,c,d)の範囲内は、述したように、最終的に被塗装面2aの全体が均一の厚みで塗装されるようにするためにこのような吐出量の調整を行う。
PQ=P×t/2L3
=100%×(1/2)
=50%
PQ=P×{(2L1−n)/2L1}×(m/2L1)
=100%×(1/2)×(1/2)
=25%
以下、同様にして領域Bを塗装する際の塗料吐出量Pに対する任意の点Qにおける塗料吐出量PQの割合を算出することができる。
次に、領域Dをインクジェットプリントヘッド1によって塗装する場合について図13を参照しつつ説明する。
PQ=P
すなわち、所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量Pの100%で塗装を行う。
PQ=P×s/2L2
すなわち、第3の外側境界線T3’o上では塗料吐出量Pの100%で塗装を行い、第3の外側境界線T3’oから第3の内側境界線T3’iに向かって塗料の吐出量を次第に漸減させ、第3の内側境界線T3’i上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×(2L3−t)/2L3
すなわち、第4の内側境界線T4’i上では塗料吐出量Pの100%で塗装を行い、第4の内側境界線T4’iから第4の外側境界線T4’oに向かって塗料の吐出量を次第に漸減させ、第4の外側境界線T4’o上では塗料吐出量Pの0%となるように塗料の吐出量を制御して塗装を行う。
PQ=P×(m/2L1)×(n/2L1)
すなわち、四角形(a,b,c,d)の範囲内は、述したように、終的に被塗装面2aの全体が均一の厚みで塗装されるようにするためにこのような吐出量の調整を行う。
PQ=P×(2L3−t)/2L3
=100%×(1/2)
=50%
PQ=P×(m/2L1)×(n/2L1)
=100%×(1/2)×(1/2)
=25%
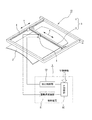
次に、本発明に係る隣接する複数領域を均一な厚みで塗膜を形成する塗装方法を実施するための好ましいインクジェットプリント装置について説明する。図19は本発明に係る塗装方法を実施するためインクジェットプリント装置の一実施形態を示す構成図である。図示されたインクジェットプリント装置10は、概略として、インクジェットプリントヘッド1と、図示しない駆動用モータによってインクジェットプリントヘッド1をX軸方向へ往復動させるX軸移動機構3と、図示しない駆動用モータによってインクジェットプリントヘッド1をY軸方向へ往復動させるY軸移動機構4と、X軸移動機構3及びY軸移動機構4の図示しない駆動用モータの制御及びインクジェットプリントヘッド1の塗料の吐出を制御する制御装置5を備えて構成されている。X軸移動機構3とY軸移動機構4とによってX−Yテーブル6が構成され、このX−Yテーブル6にインクジェットプリントヘッド1が取り付けられている。そして、制御装置5に予め保存されているプログラムに従ってX軸移動機構3及びY軸移動機構4を制御することによりインクジェットプリントヘッド1の吐出が制御され、その複数のノズルから被塗装物2に向けて塗料が吐出されて塗装が行われる。また、X−Yテーブル6の下方には被塗装物2を載置する図示しない載置台が配置されており、この載置台は被塗装物2の被塗装面を複数の領域に分割した各領域をインクジェットプリントヘッド1からの距離を近接させることができるように被塗装物2の保持位置を変えることができるようになっている。
次に、インクジェットプリント装置10の塗装制御について図3及び図17を参照して説明する。図3は実施例1の塗装方法の一実施形態のフローチャート、図17は実施例2の塗装方法の一実施形態を示すフローチャートである。初めに、実施例1の場合について説明する。被塗装物2の被塗装面2aを図1に示すように複数の領域に分割して塗装を行う場合、予め駆動部5の主制御装置50に上述した点Qにおける塗料吐出量PQを算出するための式に基づく塗料吐出量の制御プログラム、例えば領域A〜Dと各境界線T1、塗装の膜厚、塗装量、塗装色等の各種の情報を入力した後、塗装制御を開始する。尚、境界線T1に対する内側平行線T1i及び外側平行線T1oまでの距離については適宜入力してもよいし、膜厚から算出するように構成してもよい。そして、主制御装置50は入力された各種の情報に基づき、駆動系制御装置51を制御し、X軸移動機構3及びY軸移動機構4を駆動してインクジェットプリントヘッド1を塗装開始位置へ移動させると共に図示しない載置台を可動させて領域Aがインクジェットプリントヘッド1に近接する位置に保持位置を変える。次に、主制御装置50はX軸移動機構3の駆動を開始すると共に、図18(a)に示す所定の均一な厚さの塗膜を得るために必要な単位面積当たりの塗料吐出量Pとなるように吐出制御装置52を制御し、インクジェットプリントヘッド1から塗料を吐出させる(ステップS1)。そして、インクジェットプリントヘッド1が図18(a)に示す内側平行線T1iに到達したら(ステップS2)、吐出制御装置52により塗料の吐出量の制御を実施する(ステップS3)。すなわち、主制御装置50は、予めプログラミングされた式に基づく塗料吐出量に基づいて、例えば、境界線T1における塗料吐出量をPの50%、外側平行線T1oにおける塗料吐出量をPの0%と次第に漸減するように吐出制御装置52を制御する。
2 被塗装物
2a 被塗装面
3 X軸移動機構
4 Y軸移動機構
5 制御装置
6 X−Yテーブル
7〜9 塗膜
10 インクジェットプリント装置
50 主制御部
51 駆動系制御部
52 吐出制御部
A〜D 領域
P 均一な厚さの塗膜を得るために必要な単位面積当たりの塗料吐出量
PQ 任意の点Qにおける塗料吐出量
T1〜T4 境界線
Claims (4)
- 被塗装面を複数の領域に分割し、分割された各領域をそれぞれインクジェットプリントヘッドから吐出される塗料が散逸しない距離で前記インクジェットプリントヘッドに近接対向させた状態で前記インクジェットプリントヘッドから吐出される塗料によって塗装する塗装方法であって、
所定の領域とこれに隣接する他の領域との境界線の両側、または、前記境界線と前記他の領域同士の境界線に基づいて仮想的に設定された仮想境界線の両側の少なくとも塗膜の厚さの50倍以上の長さ隔てた位置に前記境界線、または、前記境界線と仮想境界線に平行な内側境界線及び外側境界線をそれぞれ想定し、前記内側境界線と前記外側境界線との間の塗装は塗装対象である所定の領域内に存在する内側境界線又は外側境界線からそれとは反対側の外側境界線又は内側境界線に向かって塗料の吐出量を次第に漸減させて反対側の外側境界線又は内側境界線上でゼロとなるように塗料の吐出量を制御することにより前記被塗装面を全体として均一な所定の厚さの塗膜で塗装することを特徴とする隣接する複数領域を均一な厚みで塗膜を形成する塗装方法。 - 被塗装面を複数の領域に分割し、分割された各領域をそれぞれインクジェットプリントヘッドから吐出される塗料が散逸しない距離で前記インクジェットプリントヘッドに近接対向させた状態で前記インクジェットプリントヘッドから吐出される塗料によって塗装する塗装方法であって、
前記被塗装面を分割したある領域とこれに隣接する領域との間の境界線Tの内側の当該ある領域内に前記境界線Tから少なくとも塗膜の厚さの50倍以上の長さの所定の距離Lを隔てて想定される仮想的な内側境界線T1iと、前記境界線T1の外側であって前記ある領域に隣接する領域内に当該境界線T1から前記所定の距離L1と等距離を隔てて想定される仮想的な外側境界線T1oとの間に存在する点Qの前記内側境界線T1iからの距離をL1とし、前記所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行うことにより前記境界線Tを介して隣接する領域を均一の塗膜で塗装することを特徴とする隣接する複数領域を均一な厚みで塗膜を形成する塗装方法。
PQ=P×(2L1−m)/2L1
- 被塗装面を複数の領域に分割し、分割された各領域をそれぞれインクジェットプリントヘッドから吐出される塗料が散逸しない距離で前記インクジェットプリントヘッドに近接対向させた状態で前記インクジェットプリントヘッドから吐出される塗料によって塗装する塗装方法であって、
3つの前記領域が一つの交点(O)を有して互いに隣接する場合において、
前記3つの領域のうちの所定の領域である前記第1の領域(A)とこれに隣接する第2の領域(B)との間の境界線T1の内側に位置する当該第1の領域(A)内に前記境界線T1から少なくとも塗膜の厚さの50倍以上の長さの距離L1を隔てた位置に仮想的な第1の内側境界線T1iを想定すると共に、前記第1の境界線T1の外側に位置する前記第2の領域(B)内に当該境界線T1から前記所定の距離L1と等距離を隔てた位置に仮想的な第1の外側境界線T1oを想定し、
前記被塗装面の前記第1の領域(A)とこれに隣接する他の第3の領域(C)との間の境界線T2の内側に位置する当該第1の領域(A)内に前記境界線T2から前記距離L1を隔てた位置に仮想的な第2の内側境界線T2iを想定すると共に、前記第2の境界線T2の外側に位置する前記第3の領域(C)内に当該境界線T2から前記距離L1と等距離を隔てた位置に仮想的な第2の外側境界線T2oを想定し、
前記第1の内側境界線T1iと前記第1の外側境界線T1o及び前記第2の内側境界線T2iと前記第2の外側境界線T2oをそれぞれ延長することによって形成される4つの交点(a,b,c,d)を頂点とする四角形の4つの辺のうち、前記第2の外側境界線T2oによって形成される辺(bc)の中点eを通り且つ前記第2の領域(B)と前記第3の領域(C)との間の境界線T3に平行な仮境界線T3’を想定し、さらに前記第2の外側境界線T2oと前記第1の内側境界線T1iとの交点bを通って前記仮境界線T3’と平行な第3の内側境界線T3’iを想定すると共に、前記第2の外側境界線T2oと前記第1の外側境界線T1oとの交点cを通って前記仮境界線T3’と平行な第3の外側境界線T3’oを想定し、前記第3の内側境界線T3’iと前記仮境界線T3’との間の距離及び前記第3の外側境界線T3’oとの間の距離をそれぞれL2とし、
前記被塗装面上の任意の点Qが前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に存在する場合における前記第1の内側境界線T1iからの距離をmとし、前記任意の点Qが前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に存在する場合における前記第2の内側境界線T2iからの距離をnとし、前記点Qが前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に存在する場合における前記第3の内側境界線T3’iからの距離をsとし、
所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、前記第1から第3の各領域(A,B,C)の塗装は、それぞれ前記任意の点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行うことにより前記被塗装面を全体として均一な所定の厚さの塗膜で塗装することを特徴とする隣接する複数領域を均一な厚みで塗膜を形成する塗装方法。
(1)第1の領域(A)の塗装
前記任意の点Qが、前記第1の内側境界線T1iと前記第2の内側境界線T2iの内側の当該第1の領域(A)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に位置する場合
PQ=P×(2L1−m)/2L1
前記任意の点Qが、前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に位置する場合
PQ=P×(2L1−n)/2L1
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
(2)第2の領域(B)の塗装
前記任意の点Qが、前記第1の外側境界線T1oと第3の外側境界線T3’oの内側の当該第2の領域(B)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の外側境界線T1oと前記第1の内側境界線T1iとの間に位置する場合
PQ=P×m/2L1
前記任意の点Qが、前記第3の外側境界線T3’oと前記第3の内側境界線T3’iとの間に位置する場合
PQ=P×s/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×m/2L1
(3)第3の領域(C)の塗装
前記任意の点Qが、前記第2の外側境界線T2oと前記第3の内側境界線T3’iの内側の当該第3の領域(C)内に位置する場合
PQ=P
前記任意の点Qが、前記第2の外側境界線T2oと前記第2の内側境界線T2iとの間に位置する場合
PQ=P×n/2L1
前記任意の点Qが、前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に位置する場合
PQ=P×(2L2−s)/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×(n/2L1)
- 被塗装面を複数の領域に分割し、分割された各領域をそれぞれインクジェットプリントヘッドから吐出される塗料が散逸しない距離で前記インクジェットプリントヘッドに近接対向させた状態で前記インクジェットプリントヘッドから吐出される塗料によって塗装する塗装方法であって、
4つの前記領域が一つの交点(O)を有して互いに隣接する場合において、
前記4つの領域のうちの所定の領域である第1の領域(A)とこれに隣接する第2の領域(B)との間の境界線T1の内側に位置する当該第1の領域(A)内に前記境界線T1から少なくとも塗膜の厚さの50倍以上の長さの距離L1を隔てた位置に仮想的な第1の内側境界線T1iを想定すると共に、前記第1の境界線T1の外側に位置する前記第2の領域(B)内に当該境界線T1から前記所定の距離L1と等距離を隔てた位置に仮想的な第1の外側境界線T1oを想定し、
前記被塗装面の前記第1の領域(A)とこれに隣接する他の第3の領域(C)との間の境界線T2の内側に位置する当該第1の領域(A)内に前記境界線T2から前記距離L1を隔てた位置に仮想的な第2の内側境界線T2iを想定すると共に、前記第2の境界線T2の外側に位置する前記第3の領域(C)内に当該境界線T2から前記距離L1と等距離を隔てた位置に仮想的な第2の外側境界線T2oを想定し、
前記第1の内側境界線T1iと前記第1の外側境界線T1o及び前記第2の内側境界線T2iと前記第2の外側境界線T2oをそれぞれ延長することによって形成される4つの交点(a,b,c,d)を頂点とする四角形の4つの辺のうち、前記第2の外側境界線T2oによって形成される辺(bc)の中点eを通り且つ前記第3の領域(C)と前記第4の領域(D)との間の境界線T3に平行な仮境界線T3’を想定し、さらに前記第2の外側境界線T2oと前記第1の内側境界線T1iとの交点bを通って前記仮境界線T3’と平行な第3の内側境界線T3’iを想定すると共に、前記第2の外側境界線T2oと前記第1の外側境界線T1oとの交点cを通って前記仮境界線T3’と平行な第3の外側境界線T3’oを想定し、前記第3の内側境界線T3’iと前記仮境界線T3’との間の距離及び前記第3の外側境界線T3’oとの間の距離をそれぞれL2とし、
前記四角形(a,b,c,d)の4つの辺のうち、前記第1の外側境界線T1oによって形成される辺(cd)の中点fを通り且つ前記第2の領域(B)と前記第4の領域(D)との間の境界線T4に平行な仮境界線T4’を想定し、さらに前記第1の外側境界線T1oと前記第2の外側境界線T2oとの交点cを通って前記仮境界線T4’と平行な第4の内側境界線T4’iを想定すると共に、前記第1の外側境界線T1oと前記第2の内側境界線T2iとの交点dを通って前記仮境界線T4’と平行な第4の外側境界線T4’oを想定し、前記第4の内側境界線T4’iと前記仮境界線T4’との間の距離及び前記第4の外側境界線T4’oとの間の距離をそれぞれL3とし、
前記被塗装面上の任意の点Qが前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に存在する場合における前記第1の内側境界線T1iからの距離をmとし、前記任意の点Qが前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に存在する場合における前記第2の内側境界線T2iからの距離をnとし、前記点Qが前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に存在する場合における前記第3の内側境界線T3’iからの距離をsとし、前記点Qが前記第4の内側境界線T4’iと前記第4の外側境界線T4’oとの間に存在する場合における前記第4の内側境界線T4’iからの距離をtとし、
所定の厚さの塗膜を形成するために必要な単位面積当たりのインクジェットプリントヘッドからの塗料吐出量をPとした場合、前記第1から前記第4の各領域(A,B,C,D)の塗装は、それぞれ前記任意の点Qにおける塗料吐出量PQを以下の式に従って算出して塗装を行うことにより前記被塗装面を全体として均一な所定の厚さの塗膜で塗装することを特徴とする隣接する複数領域を均一な厚みで塗膜を形成する塗装方法。
(1)第1の領域(A)の塗装
前記任意の点Qが、前記第1の内側境界線T1iと前記第2の内側境界線T2iの内側の当該第1の領域(A)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の内側境界線T1iと前記第1の外側境界線T1oとの間に位置する場合
PQ=P×(2L1−m)/2L1
前記任意の点Qが、前記第2の内側境界線T2iと前記第2の外側境界線T2oとの間に位置する場合
PQ=P×(2L1−n)/2L1
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×{(2L1−n)/2L1}
(2)第2の領域(B)の塗装
前記任意の点Qが、前記第1の外側境界線T1oと第4の外側境界線T4’oの内側の当該第2の領域(B)内に位置する場合
PQ=P
前記任意の点Qが、前記第1の外側境界線T1oと前記第1の内側境界線T1iとの間に位置する場合
PQ=P×m/2L1
前記任意の点Qが、前記第4の外側境界線T4’oと前記第4の内側境界線T4’iとの間に位置する場合
PQ=P×t/2L3
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−n)/2L1}×(m/2L1)
(3)第3の領域(C)の塗装
前記任意の点Qが、前記第2の外側境界線T2oと前記第3の内側境界線T3’iの内側の当該第3の領域(C)内に位置する場合
PQ=P
前記任意の点Qが、前記第2の外側境界線T2oと前記第2の内側境界線T2iとの間に位置する場合
PQ=P×n/2L1
前記任意の点Qが、前記第3の内側境界線T3’iと前記第3の外側境界線T3’oとの間に位置する場合
PQ=P×(2L2−s)/2L2
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×{(2L1−m)/2L1}×(n/2L1)
(4)第4の領域(D)の塗装
前記任意の点Qが、前記第3の外側境界線T3’oと第4の内側境界線T4’iの内側の当該第4の領域(D)内に位置する場合
PQ=P
前記任意の点Qが、前記第3の外側境界線T3’oと前記第3の内側境界線T3’iとの間に位置する場合
PQ=P×s/2L2
前記任意の点Qが、前記第4の内側境界線T4’iと前記第4の外側境界線T4’oとの間に位置する場合
PQ=P×(2L3−t)/2L3
但し、前記任意の点Qが、前記四角形(a,b,c,d)の内側に位置する場合
PQ=P×(m/2L1)×(n/2L1)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016082593 | 2016-04-18 | ||
| JP2016082593 | 2016-04-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017192932A true JP2017192932A (ja) | 2017-10-26 |
| JP6821951B2 JP6821951B2 (ja) | 2021-01-27 |
Family
ID=60154437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016105900A Active JP6821951B2 (ja) | 2016-04-18 | 2016-05-27 | 隣接する複数領域を均一な厚みで塗膜を形成する塗装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6821951B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019201367A1 (de) * | 2018-04-17 | 2019-10-24 | Buestgens Burkhard | Drop-on-demand - beschichtung von oberflächen |
| FR3087705A1 (fr) * | 2018-10-26 | 2020-05-01 | Psa Automobiles Sa | Impression a jet d'encre sur une surface complexe |
| WO2020261443A1 (ja) * | 2019-06-26 | 2020-12-30 | アーベーベー・シュバイツ・アーゲー | 塗装機および塗装方法 |
| JP2021122795A (ja) * | 2020-02-06 | 2021-08-30 | トヨタ車体株式会社 | 塗装装置、塗装方法及びプログラム |
-
2016
- 2016-05-27 JP JP2016105900A patent/JP6821951B2/ja active Active
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019201367A1 (de) * | 2018-04-17 | 2019-10-24 | Buestgens Burkhard | Drop-on-demand - beschichtung von oberflächen |
| CN112912253A (zh) * | 2018-04-17 | 2021-06-04 | 埃克塞尔工业公司 | 按需喷墨-表面涂层 |
| CN112912253B (zh) * | 2018-04-17 | 2022-10-21 | 埃克塞尔工业公司 | 按需喷墨-表面涂层 |
| US11679597B2 (en) | 2018-04-17 | 2023-06-20 | Exel Industries S.A. | Drop-on-demand—coating of surfaces |
| FR3087705A1 (fr) * | 2018-10-26 | 2020-05-01 | Psa Automobiles Sa | Impression a jet d'encre sur une surface complexe |
| WO2020261443A1 (ja) * | 2019-06-26 | 2020-12-30 | アーベーベー・シュバイツ・アーゲー | 塗装機および塗装方法 |
| JPWO2020261443A1 (ja) * | 2019-06-26 | 2021-09-13 | アーベーベー・シュバイツ・アーゲーABB Schweiz AG | 塗装機および塗装方法 |
| US11491788B2 (en) | 2019-06-26 | 2022-11-08 | Abb Schweiz Ag | Ink-jet coater and coating method |
| JP7285827B2 (ja) | 2019-06-26 | 2023-06-02 | アーベーベー・シュバイツ・アーゲー | 塗装機および塗装方法 |
| JP2021122795A (ja) * | 2020-02-06 | 2021-08-30 | トヨタ車体株式会社 | 塗装装置、塗装方法及びプログラム |
| CN115052686A (zh) * | 2020-02-06 | 2022-09-13 | 丰田车体株式会社 | 涂装装置、涂装方法及程序 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6821951B2 (ja) | 2021-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017192932A (ja) | 隣接する複数領域を均一な厚みで塗膜を形成する塗装方法 | |
| JP6270809B2 (ja) | 物体の印刷方法 | |
| JP6399736B2 (ja) | 対象物の表面を画像形成及び/又は塗装する方法 | |
| CN107089060A (zh) | 用于在对象表面的至少一个弯曲区域喷墨印刷的方法 | |
| US20160303805A1 (en) | Linear-immersed Sweeping Accumulation for 3D Printing | |
| EP3789123B1 (en) | Coating machine and coating method | |
| JP2014012240A (ja) | 加飾部品の製造装置及び製造方法 | |
| Jin et al. | Droplet deviation modeling and compensation scheme of inkjet printing | |
| US20160167300A1 (en) | Three-dimensional object and method of manufacturing thereof | |
| JP2024036337A (ja) | 塗装装置、塗装膜および塗装方法 | |
| JP6248039B2 (ja) | 噴霧ジェットの非対称に対する補償を伴うコーティング方法およびコーティング機器 | |
| US11383540B2 (en) | Printing apparatus | |
| US10308017B2 (en) | Liquid discharge device and liquid discharge method | |
| JP6857807B2 (ja) | インクジェット印刷方法 | |
| JP2017144641A (ja) | インクジェット装置とインク塗布方法 | |
| US10369783B2 (en) | Ink jet printing method printing a test substrate and a printing target | |
| JP2013043105A (ja) | 塗布装置及び塗布方法 | |
| JP2019109573A (ja) | 膜形成装置及び膜形成方法 | |
| JP2019171867A (ja) | 対象物の表面に印刷を施す方法 | |
| JP7453246B2 (ja) | 塗装膜、自動車および塗装方法 | |
| WO2021157128A1 (ja) | 塗装装置、塗装方法及びプログラム | |
| JP5817882B2 (ja) | 液滴吐出装置 | |
| KR102416875B1 (ko) | 미세 정렬모듈이 구비된 슬롯 다이 코팅장치 | |
| JP6131845B2 (ja) | 液膜又は液柱塗装方法 | |
| EP4023344A1 (en) | Painting device, painted film, and painting method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20190325 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190325 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190325 |
|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20190508 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190508 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201221 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6821951 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |