JP2017183459A - 銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 - Google Patents
銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 Download PDFInfo
- Publication number
- JP2017183459A JP2017183459A JP2016067413A JP2016067413A JP2017183459A JP 2017183459 A JP2017183459 A JP 2017183459A JP 2016067413 A JP2016067413 A JP 2016067413A JP 2016067413 A JP2016067413 A JP 2016067413A JP 2017183459 A JP2017183459 A JP 2017183459A
- Authority
- JP
- Japan
- Prior art keywords
- copper foil
- curve
- copper
- roughness
- clad laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0277—Bendability or stretchability details
- H05K1/0283—Stretchable printed circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
- H05K1/0298—Multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/09—Use of materials for the conductive, e.g. metallic pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0335—Layered conductors or foils
- H05K2201/0355—Metal foils
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/06—Lamination
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Parts Printed On Printed Circuit Boards (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Metal Rolling (AREA)
Abstract
Description
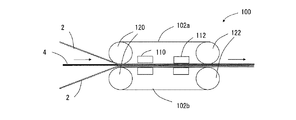
そして、各ベルト102a、102bを密接させて走行させると、入口ロール120側の銅箔2及び樹脂フィルム4が各ベルト102a、102b間に引き込まれ、各ベルト102a、102bで積層及び熱プレスされて出口ロール122側から出るようになる。
各ベルト102a、102b間に加熱加圧装置110、冷却加圧装置112を配置することで、銅箔2及び樹脂フィルム4を熱圧着してCCLを製造できる。
特に、銅箔上に樹脂ワニスを塗工する形成するキャスト法では、銅箔にシワが入ると製造は困難になる。又、ラミネート法ではヒートロールを用いて熱融着を行うが、ロール間の銅箔に張力を掛けると、張力方向と平行にシワが入り易い。
銅箔の表面性状として、粗さ計による表面の高さプロファイル(断面曲線)が挙げられるが、銅箔では一般に0.1〜5mm程度の長さの表面の断面曲線を求め、断面曲線から表面粗さ等の指標を求めている。
ところが、本発明者らが検討した結果、長い距離の銅箔表面の断面曲線から求めた表面性状(うねり曲線)が、樹脂と張り合わせるときに入るシワと大きな相関があることが判明した。
本発明の圧延銅箔は、圧延銅箔であってAg,Zn,Sn及びPの群から選ばれる1種以上の添加元素を合計で10〜2000質量ppm含有することが好ましい。
片面又は両面にCu,Ni,Zn及びCoの群から選ばれる1種以上の元素からなるめっき層が形成されていることが好ましい。
前記断面曲線から、λc=0.25mmで長波長成分をカットオフして粗さ曲線を求めたとき、、該粗さ曲線から計算される算術平均粗さRaが0.01〜0.1μmであり、最大高さ粗さRzが0.1〜0.8μmであることが好ましい。
圧延銅箔は質量率で99.90%以上の銅を含む。このような組成としては、JIS-H3100(C1100)に規格されるタフピッチ銅、又はJIS- H3100 (C1020)に規格される無酸素銅が挙げられる。圧延銅箔が質量率で銅を99.90〜99.999% 、酸素を0〜500質量ppmの範囲で含有すると好ましい。
上記元素の合計量が10質量ppm未満であると、銅箔の屈曲性が低下することがあり、上記元素の合計量が2000質量ppmを超えると導電率の低下が著しくなることがある。
特に、これらの添加元素を10〜500質量ppm含有させると折り曲げ性や屈曲性をさらに向上できる。又、これらの添加元素を500〜2000質量ppm含有させると硬くなり、CCL製造時にシワがより入り難くなる。
銅箔の厚みは3〜8μmとする。厚さ3μm未満の銅箔は製造が困難である。又、銅箔の厚みが8μmを超えるものは、本発明で課題とするシワが生じ難いので、対象外とする。
銅箔の片面又は両面に、Cu,Ni,Zn及びCoの群から選ばれる1種以上の元素からなるめっき層が形成されていてもよい。
これらのめっき層は、樹脂と積層してCCLを製造する際、樹脂との密着性を向上させるものであり、通常、粗化めっき層とする。
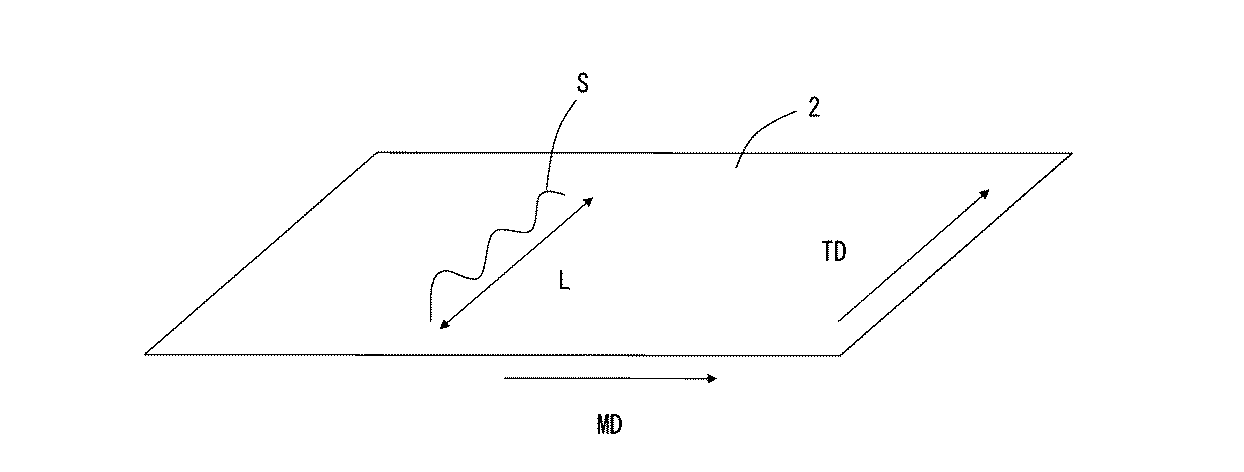
JIS-B0601(2013)に従い、TD方向に沿う50mmの長さの表面の断面曲線から、輪郭曲線フィルタλc=2 mm,輪郭曲線フィルタλf=25mmの条件で短波長及び長波長成分をカットオフしてうねり曲線を求めたとき、うねり曲線要素の平均長さWsmが2.5〜20.0mmである。
ここで、TD(Transverse Direction)方向は、MD方向(Machine Directionm)と直角な方向である。圧延銅箔の場合、TD方向は圧延直角方向である。
次に、「うねり曲線」は以下のようにして求める。まず、断面曲線からλ輪郭曲線フィルタc:2mm(但し、λcはJIS-B0601-2013「3.1.1.2」に記載の「粗さ成分とうねり成分との境界を定義するフィルタ」)より短波長の表面粗さの成分を低域フィルタによって除去する。さらに、この曲線から輪郭曲線フィルタλf:25mm(但し、λfはJIS-B0601-2013「3.1.1.3」に記載の「うねり成分とそれより長い波長成分との境界を定義するフィルタ」)より長波長の表面粗さの成分を高域フィルタによって除去し、うねり曲線が得られる。
うねり曲線要素の最大高さうねりWzは、JIS-B0601-2013「4.1.3」に記載の「輪郭曲線の最大高さ(maximum height of profile)」である。
粗さ曲線は、JIS-B0601-2013「3.1.6」に記載の「粗さ曲線(roughness profile)」である。
算術平均粗さRaは、JIS-B0601-2013「3.1.6」に記載の「輪郭曲線の算術平均高さ(arithmetical mean deviation of the assessed profile)」である。
最大高さ粗さRzは、JIS-B0601-2013「4.1.3」に記載の「輪郭曲線の最大高さ(maximum height of profile)」である。
輪郭曲線フィルタλc=2 mmとした理由は、波長が2mm未満の表面凹凸はシワと相関が無いからである。又、輪郭曲線フィルタλf=25mmとした理由は、波長が25mmを超えるような表面凹凸は、銅箔の表面形状に起因しない測定上の凹凸とみなせるからである。又、波長が25mmを超えるような表面凹凸はシワと相関が無かった。
これは、薄い銅箔を用いてCCLを製造する際、ラミネート法では銅箔が1対のヒートロールに挟まれ、ダブルベルトプレス法では銅箔2が各ベルト102a、102b間(図1参照)に挟まれて熱圧着される。この時に銅箔が適度なうねりを持っていると、ヒートロールや各ベルト102a、102bと銅箔の間に隙間ができ、この隙間がエアの通り道となる。従って、熱圧着時に銅箔にシワが生じる力が働いたときに、この隙間から銅箔が移動して力を分散し、シワになり難いと考えられる。
つまり、Wsmが2.5mm未満であるような小さなうねりは、シワの抑制効果が少なく、Wsmが20.0mmを超えてもシワが発生しやすくなる。
Wzが上記範囲で適度な高さであれば、上述と同様の理由で、ヒートロールや各ベルト102a、102bと銅箔の間に隙間ができ、熱圧着時に銅箔にシワが生じる力が働いたときに、この隙間から銅箔が移動して力を分散し、シワになり難いと考えられる。
このように、適度な高さのうねりを持った銅箔であるとシワを抑制するが、うねりの高さが小さくても大きくてもシワの抑制効果が生じないと考えられる。
つまり、Wzが0.00010mm未満であるような小さなうねりは、シワの抑制効果が少なく、Wzが0.00200mmを超えてもシワが発生しやすくなる。
Ra又はRzが上記範囲未満であると、銅箔表面が平滑過ぎて樹脂層との密着性が低下する場合がある。Ra又はRzが上記範囲を超えると、銅箔の厚み(3〜8μm)に対してRa又はRzが10%を超えて大きくなるため、銅箔の厚みの精度が低下してCCLやFPC用途に適さないことがある。
なお、Ra及びRzも上記断面曲線Sから算出することから、Ra及びRzはTD方向に沿う値である。
なお、最終冷間圧延工程における加工度が高いほど、歪取り焼鈍が軽くて済むが、個々の再結晶粒が大きくなりやすい。この観点から、最終冷間圧延工程における加工度は、通常95%以上99.9%以下、好ましくは96%以上99%以下である。
また、電解銅箔とすることもできる。
樹脂層自体が多層でもよい。又、リジッドPWB用に紙基材フェノール樹脂、紙基材エポキシ樹脂、合成繊維布基材エポキシ樹脂、ガラス布・紙複合基材エポキシ樹脂、ガラス布・ガラス不織布複合基材エポキシ樹脂及びガラス布基材エポキシ樹脂等を使用することができる。
例えばラミネート処理の条件としては、特開2011−148192号公報に記載されているように、予め接着力のある熱可塑性ポリイミドを塗布したポリイミドフィルムと銅箔とを重ねて加熱ロールなどを通して圧着するラミネート法と呼ばれる方法や、銅箔に液体状の樹脂を塗布して銅箔上で乾燥させるキャスト法と呼ばれる方法によって製造することができる。これらの方法で得られたフレキシブル銅張積層板は二層フレキシブル銅張積層板と呼ばれている。又、エポキシ系などの接着剤で銅箔とポリイミドフィルムを接着した三層フレキシブル銅張積層板としてもよい。
樹脂(層)の厚みは特に制限を受けるものではないが、一般的に9〜50μm程度のものが用いられる。又、樹脂の厚みが50μm以上の厚いものも使用される場合がある。樹脂の厚みの上限は特に制限されないが、例えば150μmである。
表1に示す組成の元素を添加したタフピッチ銅又は無酸素銅を原料として厚さ100mmのインゴットを鋳造し、800℃以上で厚さ10mmまで熱間圧延を行い、表面の酸化スケールを面削した。その後、冷間圧延と焼鈍とを繰り返し、0.5mmの厚みの圧延板コイルを得た。
その後、厚さ20μmになった後の冷間圧延において、セラミック焼結体のロールで、その軸方向の表面のWsmが2.5〜20mmの間で異なる圧延ロールで圧延した。この圧延ロールの上記方向の表面のRaを0.04〜0.1μmとした。
比較例2は、厚さ20μmになった後の冷間圧延において、セラミック焼結体のロールで、その上記方向の表面のWsmが20mmを超えた圧延ロールを用いた。この圧延ロールの上記方向のRaを0.04〜0.1μmとした。
得られた銅箔(めっき無し)の表面につき、図2に示すようにして、3次元形状測定機(キーエンス社製、製品名:ワンショット3D形状測定機VR-3200)を用いて断面曲線Sを測定した。そして、同測定機に付属のソフトウェアにて、Wsm、Wzを取得した。
断面曲線S、うねり曲線、粗さ曲線は、JIS-B0601(2013)に従い上述のようにして求めた。Wsm、WzもJIS-B0601(2013)に従い上述のようにして求めた。
Ra、Rzは、接触式表面粗さ計(小坂研究所製、製品名:SE−3400)を用いて測定した。Ra、RzはJIS-B0601(2013)に従い、上述のようにして計算する。
重量法でIPC−TM−650に準拠して測定した。
図3に示す熱ロールラミネート機を用い、ポリイミドフィルム4の両面にそれぞれ銅箔2を重ねて1対の加熱したロール10、10間に送り、熱圧着してラミネートし、二層両面銅張積層板を作製した。ロール10の加熱温度を350℃とし、ロール10の圧着圧力、銅箔2とポリイミドフィルム4の送り速度及びテンション値は同一とした。
熱圧着後の二層両面銅張積層板における表裏の銅箔2のシワの有無を目視し、以下の基準で評価した。評価が◎、○であればラミネート時のシワ発生を有効に抑制できる。
◎:表裏のいずれの銅箔2にもシワの発生しなかったもの
○:光の当て方によっては、表裏のいずれかに目視で確認できる薄いシワが発生したもの
×:光の当て方によらず表裏の少なくともいずれかで明らかに目視で確認できるシワが発生したもの
まず、銅箔の片面に、以下の粗化処理めっき(国際特許公開2013108414)を行った。
粗化処理めっき:3元系銅−コバルト−ニッケル合金めっき
めっき浴組成:Cu10〜20g/L、Co1〜10g/L、Ni1〜10g/L
めっき浴pH:1〜4
めっき温度:40〜50℃
めっき電流密度:20〜30A/dm2
めっき電解時間:1〜5秒
このFPCにつき、スライド屈曲試験を行って屈曲性を評価した。具体的には、摺動試験機(応用技研産業株式会社製,TK-107型)を用い、スライド半径r(mm)は実施例9についてはr=4mm 、その他の実施例及び比較例についてはr=0.72mmとし、いずれの場合もスライド速度120回/分でFPCを屈曲させた。
以下の基準で評価した。評価が◎、○であれば屈曲性に優れる。
◎:試験前に比べて銅箔の回路の電気抵抗が5%増加したときの屈曲回数が、10万回以上
○:試験前に比べて銅箔の回路の電気抵抗が10%増加したときの屈曲回数が、10万回以上
×:試験前に比べて銅箔の回路の電気抵抗が10%増加したときの屈曲回数が、10万回未満
上記屈曲性の評価に用いたのと同様にして、両面CCLを作製した。このCCLにつき、片面の銅箔を全てエッチングで除去した後,反対面の銅箔に、下記の回路パターンを形成した。その後、JIS-C6471(1995)に規定する「銅はくの引きはがし強さ」の方法Aに従って測定し、密着性を評価した。なお、両面CCLの寸法及び銅箔に形成する回路パターンは、JIS-C6471(1995)の付図4に従った。
以下の基準で評価した。評価が○であれば屈曲性に優れる。
○:0.7kN/m以上
×:0.7kN/m未満
特に、Wzが0.00010〜0.00200mmである実施例1〜16の場合、その他の実施例に比べ、ラミネート処理における銅箔のシワの発生をさらに有効に抑制できた。
又、比較例2の場合、Ra及び Rzが規定範囲未満となり、銅箔表面が平坦過ぎて密着性も低下した。
L TD方向に沿う50mmの長さ
S 断面曲線
Claims (8)
- 質量率で99.90%以上の銅を含む厚み3〜8μmの銅箔であって、
JIS-B0601(2013)に従い、TD方向に沿う50mmの長さの表面の断面曲線から、輪郭曲線フィルタλc=2 mm,輪郭曲線フィルタλf=25mmの条件で短波長及び長波長成分をカットオフしてうねり曲線を求めたとき、うねり曲線要素の平均長さWsmが2.5〜20.0mmであることを特徴とする銅箔。 - 前記うねり曲線の最大高さうねりWzが0.00010〜0.00200mmであることを特徴とする請求項1記載の銅箔 。
- 圧延銅箔であってAg,Zn,Sn及びPの群から選ばれる1種以上の添加元素を合計で10〜2000質量ppm含有することを特徴とする請求項1又は2に記載の銅箔。
- 片面又は両面にCu,Ni,Zn及びCoの群から選ばれる1種以上の元素からなるめっき層が形成されていることを特徴とする請求項1〜3のいずれか一項に記載の銅箔。
- 前記断面曲線から、λc=0.25mmで長波長成分をカットオフして粗さ曲線を求めたとき、、該粗さ曲線から計算される算術平均粗さRaが0.01〜0.1μmであり、最大高さ粗さRzが0.1〜0.8μmであることを特徴とする請求項1〜4のいずれか一項に記載の銅箔。
- 請求項1〜5のいずれか一項に記載の銅箔と、樹脂層とを積層してなる銅張積層板。
- 請求項6に記載の銅張積層板を用い、前記銅箔に回路を形成してなるフレキシブルプリント基板。
- 請求項7に記載のフレキシブルプリント基板を用いた電子機器。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067413A JP6612168B2 (ja) | 2016-03-30 | 2016-03-30 | 銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 |
| TW106104689A TWI660838B (zh) | 2016-03-30 | 2017-02-14 | 銅箔、覆銅積層板、以及可撓性印刷基板及電子機器 |
| KR1020170029383A KR102021175B1 (ko) | 2016-03-30 | 2017-03-08 | 동박, 구리 피복 적층판, 그리고 플렉시블 프린트 기판 및 전자 기기 |
| CN201710201765.5A CN107278015B (zh) | 2016-03-30 | 2017-03-30 | 铜箔、覆铜层叠板、以及柔性印刷基板和电子设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067413A JP6612168B2 (ja) | 2016-03-30 | 2016-03-30 | 銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017183459A true JP2017183459A (ja) | 2017-10-05 |
| JP6612168B2 JP6612168B2 (ja) | 2019-11-27 |
Family
ID=60008231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016067413A Active JP6612168B2 (ja) | 2016-03-30 | 2016-03-30 | 銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6612168B2 (ja) |
| KR (1) | KR102021175B1 (ja) |
| CN (1) | CN107278015B (ja) |
| TW (1) | TWI660838B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020158841A (ja) * | 2019-03-27 | 2020-10-01 | Jx金属株式会社 | 圧延銅箔コイル |
| JP2022035805A (ja) * | 2020-08-21 | 2022-03-04 | Agc株式会社 | 積層板の製造方法及び積層板 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6856688B2 (ja) * | 2019-03-26 | 2021-04-07 | Jx金属株式会社 | フレキシブルプリント基板用銅箔、それを用いた銅張積層体、フレキシブルプリント基板、及び電子機器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007105635A1 (ja) * | 2006-03-10 | 2007-09-20 | Mitsui Mining & Smelting Co., Ltd. | 表面処理電解銅箔及びその製造方法 |
| JP2009176768A (ja) * | 2008-01-21 | 2009-08-06 | Ube Ind Ltd | セミアディティブ法による銅配線絶縁フィルムの製造法、及びこれらから製造された銅配線絶縁フィルム |
| WO2010090352A1 (ja) * | 2009-02-09 | 2010-08-12 | 新日本製鐵株式会社 | 熱間圧延用チタン素材およびその製造方法 |
| JP2013191638A (ja) * | 2012-03-12 | 2013-09-26 | Jx Nippon Mining & Metals Corp | プリント配線板用圧延銅箔 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4410021B2 (ja) | 2004-04-19 | 2010-02-03 | 株式会社カネカ | 生産性が向上されたフレキシブル金属張積層板の製造方法ならびにそれにより得られるフレキシブル金属張積層板 |
| JP4941407B2 (ja) | 2008-06-02 | 2012-05-30 | 東洋紡績株式会社 | 銅張積層板および銅張積層板の製造方法 |
| JP5094834B2 (ja) * | 2009-12-28 | 2012-12-12 | Jx日鉱日石金属株式会社 | 銅箔の製造方法、銅箔及び銅張積層板 |
| JP2011230308A (ja) | 2010-04-23 | 2011-11-17 | Panasonic Electric Works Co Ltd | フレキシブル銅張積層板及びフレキシブルプリント配線板 |
| CN102586831B (zh) * | 2012-03-12 | 2014-11-19 | 山东金宝电子股份有限公司 | 一种降低电解铜箔粗糙度的表面处理工艺 |
| JP5261595B1 (ja) * | 2012-06-29 | 2013-08-14 | Jx日鉱日石金属株式会社 | 圧延銅箔及びその製造方法、並びに、積層板 |
| JP6393126B2 (ja) * | 2013-10-04 | 2018-09-19 | Jx金属株式会社 | 表面処理圧延銅箔、積層板、プリント配線板、電子機器及びプリント配線板の製造方法 |
-
2016
- 2016-03-30 JP JP2016067413A patent/JP6612168B2/ja active Active
-
2017
- 2017-02-14 TW TW106104689A patent/TWI660838B/zh active
- 2017-03-08 KR KR1020170029383A patent/KR102021175B1/ko active IP Right Grant
- 2017-03-30 CN CN201710201765.5A patent/CN107278015B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007105635A1 (ja) * | 2006-03-10 | 2007-09-20 | Mitsui Mining & Smelting Co., Ltd. | 表面処理電解銅箔及びその製造方法 |
| JP2009176768A (ja) * | 2008-01-21 | 2009-08-06 | Ube Ind Ltd | セミアディティブ法による銅配線絶縁フィルムの製造法、及びこれらから製造された銅配線絶縁フィルム |
| WO2010090352A1 (ja) * | 2009-02-09 | 2010-08-12 | 新日本製鐵株式会社 | 熱間圧延用チタン素材およびその製造方法 |
| JP2013191638A (ja) * | 2012-03-12 | 2013-09-26 | Jx Nippon Mining & Metals Corp | プリント配線板用圧延銅箔 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020158841A (ja) * | 2019-03-27 | 2020-10-01 | Jx金属株式会社 | 圧延銅箔コイル |
| KR20200115281A (ko) | 2019-03-27 | 2020-10-07 | 제이엑스금속주식회사 | 압연 동박 코일 |
| CN111757598A (zh) * | 2019-03-27 | 2020-10-09 | 捷客斯金属株式会社 | 轧制铜箔线圈 |
| JP2022035805A (ja) * | 2020-08-21 | 2022-03-04 | Agc株式会社 | 積層板の製造方法及び積層板 |
| JP7476721B2 (ja) | 2020-08-21 | 2024-05-01 | Agc株式会社 | 積層板の製造方法及び積層板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6612168B2 (ja) | 2019-11-27 |
| CN107278015B (zh) | 2019-10-18 |
| TW201733797A (zh) | 2017-10-01 |
| CN107278015A (zh) | 2017-10-20 |
| KR102021175B1 (ko) | 2019-09-11 |
| KR20170113092A (ko) | 2017-10-12 |
| TWI660838B (zh) | 2019-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2383113B1 (en) | Metal foil with carrier | |
| JP5611355B2 (ja) | 金属張積層板 | |
| CN112839812B (zh) | 覆金属层压板以及用于制造覆金属层压板的方法 | |
| JP6612168B2 (ja) | 銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 | |
| JPWO2017150678A1 (ja) | 金属張積層板およびその製造方法 | |
| TW201902695A (zh) | 覆金屬積層板及其製造方法 | |
| JP2017179393A (ja) | 圧延銅箔、銅張積層板、並びにフレキシブルプリント基板及び電子機器 | |
| TW200533264A (en) | Method for producing flexible laminate | |
| JP5217321B2 (ja) | フレキシブル金属積層板の製造方法 | |
| JP2007109694A (ja) | 片面フレキシブル金属積層板の製造方法 | |
| JP6170516B2 (ja) | 圧延銅箔及びその製造方法、銅張積層板、並びにフレキシブルプリント基板及び電子機器 | |
| KR20060111619A (ko) | 연성 적층판의 제조 방법 | |
| JP4706283B2 (ja) | 耐熱性フレキシブル金属積層板の製造方法 | |
| JP6504868B2 (ja) | 圧延銅箔及びその製造方法、銅張積層板、並びにフレキシブルプリント基板及び電子機器 | |
| JP2008074037A (ja) | 耐熱性フレキシブル金属積層板の製造方法 | |
| JP4389627B2 (ja) | フレキシブル金属積層板の製造方法 | |
| JP2009071021A (ja) | 多層配線回路基板の製造方法 | |
| JP2002052614A (ja) | 積層板の製造方法 | |
| JP6827022B2 (ja) | フレキシブルプリント基板用銅箔、それを用いた銅張積層体、フレキシブルプリント基板、及び電子機器 | |
| JP2007223053A (ja) | 耐熱性フレキシブル金属積層板の製造方法 | |
| JP2023127191A (ja) | 金属張積層板及びその製造方法 | |
| KR20230074141A (ko) | 금속장 적층판 및 그 제조 방법 | |
| JP2009269267A (ja) | 金属積層板の製造方法 | |
| JP2003118060A (ja) | 耐熱性フレキシブル積層板の製造方法 | |
| JP2013256053A (ja) | 金属樹脂積層体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191021 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6612168 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |