JP2017171469A - 荷揃えシステム - Google Patents
荷揃えシステム Download PDFInfo
- Publication number
- JP2017171469A JP2017171469A JP2016060481A JP2016060481A JP2017171469A JP 2017171469 A JP2017171469 A JP 2017171469A JP 2016060481 A JP2016060481 A JP 2016060481A JP 2016060481 A JP2016060481 A JP 2016060481A JP 2017171469 A JP2017171469 A JP 2017171469A
- Authority
- JP
- Japan
- Prior art keywords
- product
- order
- cold storage
- container
- instruction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Abstract
Description
[構成]
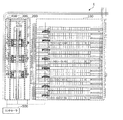
まず、図1及び図2を用いて、本発明の実施の形態1における荷揃えシステム1の構成の概要を説明する。
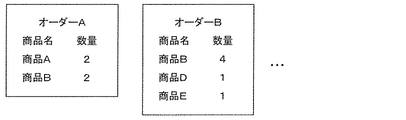
次に、荷揃えシステム1の動作について、図3〜図7を用いて説明する。図3は、実施の形態1における荷揃えシステムの動作を示すフローチャートである。図4は、荷揃えシステムにおける動作の流れを説明するための図である。図5は、外部から取得するオーダーの一例を示す図である。図6は、ピッキングステーションの指示装置の一例を示す図である。図7は、荷合わせステーションの指示装置の一例を示す図である。
次に、実施の形態2について説明する。
上記実施の形態1及び2では、冷凍倉庫100は、自動倉庫であるとしたが、自動倉庫に限らずに、搬送車を有していない冷凍環境に設けられたラックのみを有する倉庫であってもよい。この場合、冷凍倉庫100には作業者に商品出庫指示するための指示装置が配置されていてもよい。当該指示装置は、商品出庫指示に応じてオーダーに応じた在庫商品を出庫することを作業者に促す指示が表示される表示部を備えた装置である。
10 在庫商品
20、20a、20b 保冷容器
21 蓄冷プレート
30 出荷用容器
100 冷凍倉庫
200 ピッキングステーション
201、401 指示装置
202、402 表示部
203、403 バーコードリーダ
300 保管装置
400 荷合わせステーション
500 コントローラ
501 オーダー取得部
502 商品出庫指示部
503 移し替え指示部
504 容器出庫指示部
505 荷合わせ指示部
600 返却装置
Claims (3)
- 冷凍環境で在庫商品を保管する冷凍倉庫と、
前記冷凍倉庫から取り出した前記在庫商品が搬入され、当該在庫商品のうちの必要数量の商品が保冷容器に移し替えられるピッキングステーションと、
前記商品が移し替えられた保冷容器が入庫される保管装置と、
前記保管装置から出庫された前記保冷容器が搬入される荷合わせステーションと、
コントローラと、を備える荷揃えシステムであって、
前記コントローラは、
商品及び当該商品の数量を含むオーダーを発注者から取得するオーダー取得部と、
前記オーダー取得部に取得された前記オーダーのうち第1オーダーに含まれる所定の商品を含む所定の在庫商品を前記冷凍倉庫から出庫させる指示を行う商品出庫指示部と、
前記第1オーダーに含まれる前記所定の商品の数量を、前記ピッキングステーションにおいて前記保冷容器に移し替えるべき前記必要数量として指示する移し替え指示部と、
前記保管装置において前記第1オーダーに含まれる商品が移し替えられた、全ての前記保冷容器が揃うと、前記全ての前記保冷容器を前記保管装置から出庫させる指示を行う容器出庫指示部と、
前記荷合わせステーションにおいて、前記保管装置から出庫された保冷容器であって、前記第1オーダーに含まれる前記商品が収容された前記全ての保冷容器を認識させる指示を行う荷合わせ指示部と、を備える
荷揃えシステム。 - 前記移し替え指示部は、さらに、前記ピッキングステーションにおいて前記保冷容器へ移し替える作業の1つが完了すると、当該作業において移し替えた在庫商品と同じ商品を含む、前記第1オーダーとは別の第2オーダーに含まれる前記同じ商品の数量を、前記在庫商品から別の保冷容器へ移し替えるべき必要数量として指示する
請求項1に記載の荷揃えシステム。 - さらに、
前記荷合わせステーションにおいて荷物が取り出された空の保冷容器を前記ピッキングステーションに供給する返却装置を備える
請求項1または2に記載の荷揃えシステム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016060481A JP6711062B2 (ja) | 2016-03-24 | 2016-03-24 | 荷揃えシステム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016060481A JP6711062B2 (ja) | 2016-03-24 | 2016-03-24 | 荷揃えシステム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017171469A true JP2017171469A (ja) | 2017-09-28 |
| JP6711062B2 JP6711062B2 (ja) | 2020-06-17 |
Family
ID=59970378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016060481A Active JP6711062B2 (ja) | 2016-03-24 | 2016-03-24 | 荷揃えシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6711062B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022099021A (ja) * | 2020-12-22 | 2022-07-04 | トーヨーカネツ株式会社 | 物流システム |
| JP7436252B2 (ja) | 2020-03-18 | 2024-02-21 | ヤマト運輸株式会社 | 保冷物品の配送方法及び配送システム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05124711A (ja) * | 1991-11-01 | 1993-05-21 | Matsuda Hiyuutec:Kk | 保冷・保温商品の仕分け方法 |
| JPH0659312U (ja) * | 1993-01-26 | 1994-08-19 | 西部電機株式会社 | 冷凍物品の取扱設備 |
| JP2001002368A (ja) * | 1999-06-18 | 2001-01-09 | Hachiyo Engneering Kk | 倉庫型冷蔵庫 |
| JP2002012309A (ja) * | 2000-06-30 | 2002-01-15 | Solvex Co | 冷蔵冷凍倉庫など寒冷域における集中表示式商品格納・ピッキングシステム |
| JP2011207569A (ja) * | 2010-03-30 | 2011-10-20 | Daifuku Co Ltd | ピッキング設備およびピッキング方法 |
-
2016
- 2016-03-24 JP JP2016060481A patent/JP6711062B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05124711A (ja) * | 1991-11-01 | 1993-05-21 | Matsuda Hiyuutec:Kk | 保冷・保温商品の仕分け方法 |
| JPH0659312U (ja) * | 1993-01-26 | 1994-08-19 | 西部電機株式会社 | 冷凍物品の取扱設備 |
| JP2001002368A (ja) * | 1999-06-18 | 2001-01-09 | Hachiyo Engneering Kk | 倉庫型冷蔵庫 |
| JP2002012309A (ja) * | 2000-06-30 | 2002-01-15 | Solvex Co | 冷蔵冷凍倉庫など寒冷域における集中表示式商品格納・ピッキングシステム |
| JP2011207569A (ja) * | 2010-03-30 | 2011-10-20 | Daifuku Co Ltd | ピッキング設備およびピッキング方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7436252B2 (ja) | 2020-03-18 | 2024-02-21 | ヤマト運輸株式会社 | 保冷物品の配送方法及び配送システム |
| JP2022099021A (ja) * | 2020-12-22 | 2022-07-04 | トーヨーカネツ株式会社 | 物流システム |
| JP7318860B2 (ja) | 2020-12-22 | 2023-08-01 | トーヨーカネツ株式会社 | 物流システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6711062B2 (ja) | 2020-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10824991B2 (en) | Order filling system | |
| JP5876447B2 (ja) | 荷役設備内でアイテムのレセプタクルを処理する方法、装置、及び荷役設備の制御用プログラムを備えた媒体 | |
| JP4883616B2 (ja) | 仕分装置 | |
| JP6742241B2 (ja) | 選別項目としての包装材 | |
| US20200138207A1 (en) | A system for efficiently supplying, transporting and dispensing consumable merchandise and novel racks therefor | |
| KR20160119828A (ko) | 픽킹 스테이션을 위한 중간 유지 설비 | |
| US20150291357A1 (en) | Robotic pickup point for order fulfillment system | |
| JP2014141313A (ja) | 商品自動ピッキングシステム | |
| US20170278176A1 (en) | Apparatus and method for order fulfillment with portable item containers | |
| JP5565035B2 (ja) | ピッキング設備およびピッキング方法 | |
| US11195244B2 (en) | Operation method for location recommendation and apparatus therefor | |
| ES2689951T3 (es) | Estación estacionaria o móvil para proporcionar bienes de consumo, en particular alimentos frescos y congelados | |
| KR101098580B1 (ko) | 다종의 의약품 배송을 위한 검품방법 및 이를 이용한 주문 배송 시스템 | |
| JP2023058723A (ja) | ネットスーパー物流センターにおけるオーダーピッキング・パッキングシステム | |
| WO2023146953A1 (en) | Systems and methods of decanting inventory products from cases at a retail facility | |
| JP6711062B2 (ja) | 荷揃えシステム | |
| JP2009196818A (ja) | ピッキング自動倉庫 | |
| JP2003118842A (ja) | 物流システム | |
| KR20220033461A (ko) | 로봇을 이용한 배송거점 기반 물류관리 시스템 | |
| JP2002179224A (ja) | ピッキング設備及び方法 | |
| JPH1017118A (ja) | 自動倉庫における商品の在庫管理方法 | |
| JP2007233531A (ja) | 値付け装置 | |
| US20240086824A1 (en) | System and method for distribution of temperature-sensitive products | |
| US20220122032A1 (en) | Work instruction device and work instruction system | |
| JP2016074544A (ja) | トレイ積み鶏卵の受け入れ保管方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200511 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6711062 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |