JP2017148863A - エレクトロスラグ溶接用Ni基溶接材料 - Google Patents
エレクトロスラグ溶接用Ni基溶接材料 Download PDFInfo
- Publication number
- JP2017148863A JP2017148863A JP2016223613A JP2016223613A JP2017148863A JP 2017148863 A JP2017148863 A JP 2017148863A JP 2016223613 A JP2016223613 A JP 2016223613A JP 2016223613 A JP2016223613 A JP 2016223613A JP 2017148863 A JP2017148863 A JP 2017148863A
- Authority
- JP
- Japan
- Prior art keywords
- less
- wire
- welding
- flux
- electroslag welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Abstract
【課題】Ni基溶接材料を用いて大入熱溶接を施しても、強度および極低温靭性に優れた溶接継手を得ることが可能な溶接技術を提供する。【解決手段】本発明のエレクトロスラグ溶接用ワイヤは、質量%で、C:0%以上、0.300%以下、Si:0%以上、3.0%以下、Mn:1.20%以上、4.2%以下、Ni:49.0%以上、70%、Cr:9%以上、18.5%以下、Mo:0%以上、24.0%以下、Al:0%以上、0.13%以下、W:1.0%以上、14.0%以下、Fe:0%以上、6.0%以下、Mg:0%以上、1%以下、Nb:0%以上、4.0%以下、N:0%以上、0.2%以下、およびZr:0%以上、0.05%以下を含有する。【選択図】なし
Description
本発明は、エレクトロスラグ溶接に用いられるワイヤおよび投入れフラックス、並びにこれらの溶接材料を用いて得られる溶接継手に関する。
9%Ni鋼は、高い強度と、液体窒素温度(−196℃)程度の優れた極低温靱性を有している。そのため、9%Ni鋼は、液化天然ガス(Liquefied Natural Gas、LNG)などのように低温で貯蔵される貯蔵タンクを溶接により製造するための母材として汎用されている。これらの貯蔵タンクでは、LNGなどの液体の温度域である−162℃以下の温度域での極低温靭性に優れることが要求される。そのため、9%Ni鋼を溶接して形成される溶接継手の溶接金属(溶接接合部)においても、同様に、優れた極低温靭性を有していることが要求される。
従来、9%Ni鋼の溶接に際し、Ni基溶接材料を用いた被覆アーク溶接、サブマージアーク溶接、自動TIG(Tungsten Inert Gas)溶接などの溶接方法が適用されてきた。これらの溶接方法で得られた溶接金属は極低温靭性に優れるものの、溶接の入熱量が低く、施工効率に劣るという問題がある。そのため、大入熱溶接が可能なNi基溶接材料の開発が進められている。
例えば特許文献1には、入熱量が4.0kJ/mm以上の大入熱溶接で溶接継手を製造した場合でも、690MPa以上の引張強さと400MPa以上の降伏強さを兼ね備え、さらに、−196℃におけるシャルピー吸収エネルギーが平均値で55J以上という優れた低温靭性を有する溶接継手およびそのような溶接継手を得るための溶接材料が開示されている。具体的には、Ni−Mo系合金を基本とする溶接材料を用い、マグ溶接またはエレクトロガスアーク溶接を施して溶接継手を製造する方法が記載されている。
しかしながら、上記特許文献1で適用される入熱量は最大でも11.52kJ/mmであり、未だ不十分である。
本発明は上記事情に鑑みてなされたものであり、その目的は、Ni基溶接材料を用いて、入熱量が例えば約13kJ/mm以上の大入熱溶接を施しても、強度および極低温靭性に優れた溶接継手を得ることが可能な溶接技術を提供することにある。
上記課題を解決し得る本発明の第1のエレクトロスラグ溶接用ワイヤは、質量%で、C:0%以上、0.300%以下、Si:0%以上、3.0%以下、Mn:1.20%以上、4.2%以下、Ni:49.0%以上、70%以下、Cr:9%以上、18.5%以下、Mo:0%以上、24.0%以下、Al:0%以上、0.13%以下、W:1.0%以上、14.0%以下、Fe:0%以上、6.0%以下、Mg:0%以上、1%以下、Nb:0%以上、4.0%以下、N:0%以上、0.2%以下、およびZr:0%以上、0.05%以下を含有する点に要旨を有する。
本発明の好ましい実施形態において、前記第1のエレクトロスラグ溶接用ワイヤは、質量%で、更に希土類元素:0%以上、1.0%以下を含有する。
本発明の好ましい実施形態において、前記第1のエレクトロスラグ溶接用ワイヤはCuめっきが施されたものである。
本発明の好ましい実施形態において、前記第1のエレクトロスラグ溶接用ワイヤは、ソリッドワイヤまたはメタル系フラックス入りワイヤである。
本発明の好ましい実施形態において、前記第1のエレクトロスラグ溶接用ワイヤはスラグ系フラックス入りワイヤである。
本発明の好ましい実施形態において、前記フラックス中に、前記スラグ系フラックス入りワイヤ全質量に対し、スラグ形成剤を0%超、20%以下含むものである。
本発明の好ましい実施形態において、前記第1のエレクトロスラグ溶接用ワイヤは立向き1パスでのエレクトロスラグ溶接に用いられるものである。
上記課題を解決し得る本発明の第2のエレクトロスラグ溶接用ワイヤは、質量%で、C:0%以上、0.300%以下、Si:0%以上、3.0%以下、Mn:1.20%以上、4.2%以下、Ni:49.0%以上、70%以下、Cr:9%以上、18.5%以下、Mo:0%以上、24.0%以下、Al:0%以上、0.13%以下、W:4.6%以上、14.0%以下、Fe:0%以上、6.0%以下、Mg:0%以上、1%以下、Nb:0%以上、0.50%以下、N:0%以上、0.2%以下、Zr:0%以上、0.05%以下、および希土類元素:0%超、1.0%以下を含有するものである。
本発明の好ましい実施形態において、前記第2のエレクトロスラグ溶接用ワイヤはCuめっきが施されたものである。
本発明の好ましい実施形態において、前記第2のエレクトロスラグ溶接用ワイヤは、ソリッドワイヤまたはメタル系フラックス入りワイヤである。
本発明の好ましい実施形態において、前記第2のエレクトロスラグ溶接用ワイヤはスラグ系フラックス入りワイヤである。
本発明の好ましい実施形態において、前記フラックス中に、前記スラグ系フラックス入りワイヤ全質量に対し、スラグ形成剤を0%超、20%以下含むものである。
本発明の好ましい実施形態において、前記第2のエレクトロスラグ溶接用ワイヤは立向き1パスでのエレクトロスラグ溶接に用いられるものである。
上記課題を解決し得る本発明の投入れフラックスは、上記のいずれかに記載の第1、第2のエレクトロスラグ溶接用ワイヤと共にエレクトロスラグ溶接に用いられる投入れフラックスであって、質量%で、SiO2:15%以上、50%以下、CaO:10%以上、40%以下、CaF2:5%以上、15%以下、MgO:0%以上、12%以下、Al2O3:0%以上、14%以下、MnO:0%以上、25%以下、TiO2:0%以上、10%以下、およびZrO2:0%以上、10%以下を含有する点に要旨を有する。
また、上記課題を解決し得る本発明の第1の溶接継手は、上記のいずれかに記載の第1のエレクトロスラグ溶接用ワイヤ、および前記エレクトロスラグ溶接用投入れフラックスを用い、エレクトロスラグ溶接により作製される溶接継手であって、溶接金属は、質量%で、C:0%以上、0.260%以下、Si:0%以上、3.0%以下、Mn:1.0%以上、4.00%以下、Ni:40.0%以上、70.0%以下、Cr:7%以上、15.0%以下、Mo:0%以上、20.0%以下、W:0.50%以上、13.0%以下、Fe:0%以上、32%以下、Nb:0%以上、2.5%以下、N:0.01%以上、0.11%以下、およびO:0%以上、0.055%以下を含有する点に要旨を有する。
本発明の好ましい実施形態において、前記溶接金属は、質量%で、O:0%以上、0.025%以下を含有する。
前記第1の溶接継手は、母材として質量%で5%以上、10%以下のNiを含有する鋼板を用いるものである。
また、上記課題を解決し得る本発明の第2の溶接継手は、上記のいずれかに記載の第2のエレクトロスラグ溶接用ワイヤ、および前記エレクトロスラグ溶接用投入れフラックスを用い、エレクトロスラグ溶接により作製される溶接継手であって、前記溶接金属が、質量%で、C:0%以上、0.260%以下、Si:0%以上、3.0%以下、Mn:1.0%以上、4.00%以下、Ni:40.0%以上、70.0%以下、Cr:7%以上、15.0%以下、Mo:0%以上、20.0%以下、W:4.50%以上、13.0%以下、Fe:0%以上、32%以下、Nb:0%以上、0.30%以下、N:0.01%以上、0.11%以下、およびO:0%以上、0.025%以下を含有し、溶接金属中の金属間化合物が3500個/mm2以下である。
前記第2の溶接継手は、母材として質量%で5%以上、10%以下のNiを含有する鋼板を用いるものである。
本発明によれば、入熱量が例えば約13kJ/mm以上の大入熱溶接時であっても強度および極低温靭性に優れた溶接金属を有する溶接継手を提供することができる。
本発明者らは、上記課題を解決するため、Ni基溶接材料を用いた大入熱溶接法として、従来検討されていなかったエレクトロスラグ溶接を適用して検討を行なった。その結果、成分が適切に調整された溶接材料を用いれば、入熱量が例えば約13kJ/mm以上の大入熱溶接時であっても強度および極低温靭性に優れた溶接金属を有する溶接継手が得られることを見出し、本発明を完成した。
ここでエレクトロスラグ溶接は、溶融したスラグ浴の中に溶接ワイヤを入れ、主に溶融スラグのジュール熱を熱源として母材と溶接ワイヤを溶融させて溶接する方法である。エレクトロスラグ溶接によれば、造船や産業機械分野などのように板厚が大きい構造物の立向き溶接を1パスで行なうことが可能である。上記構造物の立向き溶接は、これまでエレクトロガスアーク溶接で行なわれてきたが、溶接作業者にとってアーク放射熱、ヒューム、スパッタ等の作業環境上の問題があった。さらに板厚が増すとシールドが劣化し、溶接部の機械的性能が劣化するなどの問題もある。これに対し、エレクトロスラグ溶接では、エレクトロガスアーク溶接のように露出したアークではなく溶融スラグ内で熱が発生してワイヤ及び母材を溶融するので、アーク放射熱が発生せず、またヒューム、スパッタの発生も少なく、作業環境が改善される。また溶融スラグで溶接金属を大気から遮蔽するのでシールドガスが不要であり、板厚が大きくなってもシールド効果が劣化することがなく、大気に存在する窒素などの溶融金属内への侵入を板厚に関係なく効果的に防止できるので、溶接金属の機械的な劣化も発生しない。
なお、前述した特許文献1にも本願発明と同様の観点から、エレクトロガスアーク溶接を用いて作製された溶接継手が開示されている。しかしながら、前述したとおり、上記特許文献1の実施例では、最大でも11.52kJ/mmの入熱しか行なっておらず、未だ不十分である。
また、特許文献1のワイヤは本発明に比べてワイヤ中のAl量が著しく多いため、本発明のような大入熱溶接を行なうと極低温靭性が大きく低下すると考えられる。具体的には特許文献1ではワイヤのAl量を1.2〜3.0%と規定しているのに対し、本発明におけるAl量は0.13%以下であり、特許文献1に比べて著しく少ない。本発明者らの検討結果によれば、Al量が本発明の上限(0.13%)をほんの僅かに超えた0.138%のワイヤを用いて、特許文献1よりも入熱量の大きい約17kJ/mmの大入熱溶接を行なうと、溶接金属の極低温靭性が著しく低下することが判明した(後記する実施例の表5−2のNo.35を参照)。Alは酸化物を形成し易い元素であり、本発明のように入熱量の大きい大入熱溶接を行なうと、高温下に長時間曝されるため、Al酸化物の凝集・合体により当該酸化物は益々粗大化する。そのため、極低温靭性が著しく低下すると考えられる。このような大入熱溶接下でのAl酸化物の超粗大化に伴う極低温靭性の著しい低下は、特許文献1のように、せいぜい、約11kJ/mm程度の入熱しか行なっていないときには予想されなかった事項である。また、本発明で規定するAl量の範囲は、溶接金属の強度向上のためにAlを1.2%以上含有することしか教示していない特許文献1の技術から決して得られるものではない。
更に両者は、Cu量も相違している。特許文献1においてCuは、Alと同様、溶接金属の強度向上に必須の成分であり、強度確保のためにCuを0.5%以上含有しているのに対し、本発明ではCuは実質的に含有していない。本発明では後述するとおり、好ましくはフラックス入りワイヤを用いており、当該フラックス入りワイヤはCuめっきで施されていることが多いが、Cuめっき由来のCuがワイヤ中に混入することはあっても特許文献1で規定するCu量の範囲にはならない。
更に本発明の好ましい態様ではワイヤ中に所定量のREMを含有しており、REMの脱酸作用により溶接金属中の酸素(O)濃度が著しく低下して結果的に極低温靭性が大きく向上するが、上記特許文献1では、ワイヤ中に所定量のREMを添加するという構成、および上記構成による極低温靭性の著しい向上作用について何ら開示されていない。
本明細書では、エレクトロスラグ溶接用ワイヤを単にワイヤと呼ぶ場合がある。
以下、本発明について詳しく説明する。以下、%は特に断りのない限り、質量%を意味する。
(エレクトロスラグ溶接用ワイヤ)
本発明に係るエレクトロスラグ溶接用ワイヤは、第1のエレクトロスラグ溶接用ワイヤと第2のエレクトロスラグ溶接用ワイヤに大別できる。第2のエレクトロスラグ溶接用ワイヤは、第1のエレクトロスラグ溶接用ワイヤのうち、希土類元素を必須成分として含有し、且つ、W量の下限が4.6%以上と高く、Nb量の上限が0.50%以下と低く制御されたものである。本明細書では、上記第1のエレクトロスラグ溶接用ワイヤ、第2のエレクトロスラグ溶接用ワイヤを、単に第1、第2のワイヤと略記する場合がある。
本発明に係るエレクトロスラグ溶接用ワイヤは、第1のエレクトロスラグ溶接用ワイヤと第2のエレクトロスラグ溶接用ワイヤに大別できる。第2のエレクトロスラグ溶接用ワイヤは、第1のエレクトロスラグ溶接用ワイヤのうち、希土類元素を必須成分として含有し、且つ、W量の下限が4.6%以上と高く、Nb量の上限が0.50%以下と低く制御されたものである。本明細書では、上記第1のエレクトロスラグ溶接用ワイヤ、第2のエレクトロスラグ溶接用ワイヤを、単に第1、第2のワイヤと略記する場合がある。
なお、本発明では、後述するようにフラックス入りワイヤが好ましく用いられるが、その場合における第1、第2のエレクトロスラグ溶接用ワイヤの成分は、フラックス入りワイヤ(フープ+フラックス)に含まれる各成分の質量%を当該フラックス入りワイヤの全質量に対する割合で規定したものである。
まず、本発明に係る第1のエレクトロスラグ溶接用ワイヤについて説明する。本発明に係る第1のエレクトロスラグ溶接用ワイヤの成分は以下のとおりである。即ち、C:0%以上、0.300%以下、Si:0%以上、3.0%以下、Mn:1.20%以上、4.2%以下、Ni:49.0%以上、70%以下、Cr:9%以上、18.5%以下、Mo:0%以上、24.0%以下、Al:0%以上、0.13%以下、W:1.0%以上、14.0%以下、Fe:0%以上、6.0%以下、Mg:0%以上、1%以下、Nb:0%以上、4.0%以下、N:0%以上、0.2%以下、およびZr:0%以上、0.05%以下を含有するものである。
C:0%以上、0.300%以下
Cは、固溶強化および化合物を形成して強度確保に寄与する元素である。上記作用を有効に発揮させるため、C量は0.005%以上であることが好ましい。但し、C量を過剰に添加すると化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、C量を0.300%以下とする。C量は、0.05%以下であることが好ましく、0.040%以下であることがより好ましい。
Cは、固溶強化および化合物を形成して強度確保に寄与する元素である。上記作用を有効に発揮させるため、C量は0.005%以上であることが好ましい。但し、C量を過剰に添加すると化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、C量を0.300%以下とする。C量は、0.05%以下であることが好ましく、0.040%以下であることがより好ましい。
Si:0%以上、3.0%以下
Siは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性の向上作用を有する。上記作用を有効に発揮させるため、Si量は0.015%以上であることが好ましく、0.020%以上であることがより好ましい。但し、Siの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Si量を3.0%以下とする。Si量は、1.5%以下であることが好ましく、1.0%以下であることがより好ましい。
Siは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性の向上作用を有する。上記作用を有効に発揮させるため、Si量は0.015%以上であることが好ましく、0.020%以上であることがより好ましい。但し、Siの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Si量を3.0%以下とする。Si量は、1.5%以下であることが好ましく、1.0%以下であることがより好ましい。
Mn:1.20%以上、4.2%以下
Mnは、固溶強化により強度確保に寄与する元素である。Mn量が不足すると、所定の強度が得られないため、Mn量を1.20%以上とする。Mn量は1.6%以上であることが好ましく、1.8%以上であることがより好ましい。但し、Mnの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Mn量を4.2%以下とする。Mn量は、3.8%以下であることが好ましく、3.5%以下であることがより好ましい。
Mnは、固溶強化により強度確保に寄与する元素である。Mn量が不足すると、所定の強度が得られないため、Mn量を1.20%以上とする。Mn量は1.6%以上であることが好ましく、1.8%以上であることがより好ましい。但し、Mnの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Mn量を4.2%以下とする。Mn量は、3.8%以下であることが好ましく、3.5%以下であることがより好ましい。
Ni:49.0%以上、70%以下
Niは、低温靭性の確保に必須の元素であり、Ni量を49.0%以上とする。Ni量は57%以上であることが好ましく、58%以上であることがより好ましい。但し、Niの過剰添加は強度の低下を招くため、Ni量を70%以下とする。Ni量は、68%以下であることが好ましく、65%以下であることがより好ましい。
Niは、低温靭性の確保に必須の元素であり、Ni量を49.0%以上とする。Ni量は57%以上であることが好ましく、58%以上であることがより好ましい。但し、Niの過剰添加は強度の低下を招くため、Ni量を70%以下とする。Ni量は、68%以下であることが好ましく、65%以下であることがより好ましい。
Cr:9%以上、18.5%以下
Crは、固溶強化および化合物形成により強度確保に寄与する元素である。Cr量が不足すると、所定の強度が得られないため、Cr量を9%以上とする。Cr量は10%以上であることが好ましく、11%以上であることがより好ましい。但し、Crの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Cr量を18.5%以下とする。Cr量は、18%以下であることが好ましく、16%以下であることがより好ましい。
Crは、固溶強化および化合物形成により強度確保に寄与する元素である。Cr量が不足すると、所定の強度が得られないため、Cr量を9%以上とする。Cr量は10%以上であることが好ましく、11%以上であることがより好ましい。但し、Crの過剰添加は強度の過大な上昇を招き、極低温靭性が低下するため、Cr量を18.5%以下とする。Cr量は、18%以下であることが好ましく、16%以下であることがより好ましい。
Mo:0%以上、24.0%以下
Moは、固溶強化および化合物形成により強度確保に寄与する元素である。Mo量が不足すると、所定の強度が得られないため、Mo量は、5%以上であることが好ましく、8%以上であることがより好ましい。但し、Moの過剰添加は化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、Mo量を24.0%以下とする。Mo量は、20%以下であることが好ましく、18%以下であることがより好ましい。
Moは、固溶強化および化合物形成により強度確保に寄与する元素である。Mo量が不足すると、所定の強度が得られないため、Mo量は、5%以上であることが好ましく、8%以上であることがより好ましい。但し、Moの過剰添加は化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、Mo量を24.0%以下とする。Mo量は、20%以下であることが好ましく、18%以下であることがより好ましい。
Al:0%以上、0.13%以下
Alは脱酸元素であり、溶接金属中の酸素濃度を低下させて極低温靭性の改善作用を有する。このような作用を有効に発揮させるため、Al量は0.010%以上であることが好ましい。しかしながら、本発明のように入熱量の大きい大入熱施工を対象とする場合、前述したように溶接後の冷却速度が低いため、酸化物の凝集・合体による粗大化が進行しやすい。そのため、Alを過剰に添加すると溶接金属中の粗大酸化物が増加し、所定の極低温靭性が確保できない。よって、Al量を0.13%以下とする。Al量は、0.10%以下であることが好ましく、0.08%以下であることがより好ましい。
Alは脱酸元素であり、溶接金属中の酸素濃度を低下させて極低温靭性の改善作用を有する。このような作用を有効に発揮させるため、Al量は0.010%以上であることが好ましい。しかしながら、本発明のように入熱量の大きい大入熱施工を対象とする場合、前述したように溶接後の冷却速度が低いため、酸化物の凝集・合体による粗大化が進行しやすい。そのため、Alを過剰に添加すると溶接金属中の粗大酸化物が増加し、所定の極低温靭性が確保できない。よって、Al量を0.13%以下とする。Al量は、0.10%以下であることが好ましく、0.08%以下であることがより好ましい。
W:1.0%以上、14.0%以下
Wは、固溶強化により強度確保に寄与する元素である。Wの添加量が不足すると所定の強度が得られないため、W量を1.0%以上とする。W量は、1.2%以上であることが好ましく、1.5%以上であることがより好ましい。但し、Wの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、W量を14.0%以下とする。W量は、12%以下であることが好ましく、11%以下であることがより好ましい。
Wは、固溶強化により強度確保に寄与する元素である。Wの添加量が不足すると所定の強度が得られないため、W量を1.0%以上とする。W量は、1.2%以上であることが好ましく、1.5%以上であることがより好ましい。但し、Wの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、W量を14.0%以下とする。W量は、12%以下であることが好ましく、11%以下であることがより好ましい。
Fe:0%以上、6.0%以下
Feは強度を低下させる元素であり、Feの過剰添加は強度低下を招くため、Fe量を6.0%以下とする。Fe量は、5.5%以下であることが好ましく、5.0%以下であることがより好ましい。
Feは強度を低下させる元素であり、Feの過剰添加は強度低下を招くため、Fe量を6.0%以下とする。Fe量は、5.5%以下であることが好ましく、5.0%以下であることがより好ましい。
Mg:0%以上、1%以下
Mgは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性を改善する作用を有する。このような作用を有効に発揮させるためには、Mg量は0.01%以上であることが好ましく、0.04%以上であることがより好ましい。但し、Mgの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、Mg量を1%以下とする。Mg量は、0.7%以下であることが好ましく、0.6%以下であることがより好ましい。
Mgは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性を改善する作用を有する。このような作用を有効に発揮させるためには、Mg量は0.01%以上であることが好ましく、0.04%以上であることがより好ましい。但し、Mgの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、Mg量を1%以下とする。Mg量は、0.7%以下であることが好ましく、0.6%以下であることがより好ましい。
Nb:0%以上、4.0%以下
Nbは、固溶強化および化合物を形成して強度向上に寄与する元素である。このような作用を有効に発揮させるためには、Nb量は0.5%以上であることが好ましく、0.7%以上であることがより好ましい。但し、Nbの過剰添加は化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、Nb量を4.0%以下とする。Nb量は、3%以下であることが好ましく、2.5%以下であることがより好ましい。
Nbは、固溶強化および化合物を形成して強度向上に寄与する元素である。このような作用を有効に発揮させるためには、Nb量は0.5%以上であることが好ましく、0.7%以上であることがより好ましい。但し、Nbの過剰添加は化合物粒子数の増加を招き、当該化合物粒子がシャルピー試験時のボイド形成の起点として作用して極低温靭性が低下するため、Nb量を4.0%以下とする。Nb量は、3%以下であることが好ましく、2.5%以下であることがより好ましい。
N:0%以上、0.2%以下
Nは、固溶強化により強度確保に寄与する元素である。N量が不足すると、所定の強度が得られないため、N量は0.0010%以上であることが好ましく、0.0015%以上であることが好ましい。但し、Nを過剰に添加すると作業性の著しい低下を招くため、0.2%以下であることが好ましい。N量は、0.15%以下であることが好ましく、0.10%以下であることがより好ましい。
Nは、固溶強化により強度確保に寄与する元素である。N量が不足すると、所定の強度が得られないため、N量は0.0010%以上であることが好ましく、0.0015%以上であることが好ましい。但し、Nを過剰に添加すると作業性の著しい低下を招くため、0.2%以下であることが好ましい。N量は、0.15%以下であることが好ましく、0.10%以下であることがより好ましい。
Zr:0%以上、0.05%以下
Zrは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性を改善する作用を有する。このような作用を有効に発揮させるためには、Zr量は0.005%以上であることが好ましく、0.010%以上であることがより好ましい。但し、Zrの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、Zr量を0.05%以下とする。Zr量は、0.015%以下であることが好ましく、0.012%以下であることがより好ましい。
Zrは脱酸元素であり、溶接金属中の酸素濃度を低下させることで極低温靭性を改善する作用を有する。このような作用を有効に発揮させるためには、Zr量は0.005%以上であることが好ましく、0.010%以上であることがより好ましい。但し、Zrの過剰添加は強度の過大な上昇を招いて極低温靭性が低下するため、Zr量を0.05%以下とする。Zr量は、0.015%以下であることが好ましく、0.012%以下であることがより好ましい。
本発明に係る第1のエレクトロスラグ溶接用ワイヤの組成は上記のとおりであり、残部:不可避的不純物である。不可避的不純物として、例えばP、S、As、Sb、Sn、Biなどが挙げられる。
更に本発明の第1のエレクトロスラグ溶接用ワイヤは、以下の選択成分を含有することができる。
希土類元素:0%超、1.0%以下
希土類元素(Rare earth metal;REM)は強い脱酸作用を有する元素であり、極低温靭性の向上に寄与する。詳細には、REMの脱酸作用により溶接金属中の酸素濃度が著しく低下して、極低温靭性の向上に悪影響を及ぼす酸化物粒子の個数が減少することにより極低温靭性が顕著に向上する。このような作用を有効に発揮させるため、REM量は0.01%以上であることが好ましく、0.1%以上であることがより好ましく、0.2%以上であることが更に好ましい。但し、REMの過剰添加は、溶接金属の溶け込み不足を招くため、REM量は1.0%以下であることが好ましい。REM量は、0.8%以下であることが好ましく、0.7%以下であることがより好ましい。
希土類元素(Rare earth metal;REM)は強い脱酸作用を有する元素であり、極低温靭性の向上に寄与する。詳細には、REMの脱酸作用により溶接金属中の酸素濃度が著しく低下して、極低温靭性の向上に悪影響を及ぼす酸化物粒子の個数が減少することにより極低温靭性が顕著に向上する。このような作用を有効に発揮させるため、REM量は0.01%以上であることが好ましく、0.1%以上であることがより好ましく、0.2%以上であることが更に好ましい。但し、REMの過剰添加は、溶接金属の溶け込み不足を招くため、REM量は1.0%以下であることが好ましい。REM量は、0.8%以下であることが好ましく、0.7%以下であることがより好ましい。
本発明においてREMとは、原子番号57〜71の全ての元素を意味する。REMは上記元素を単独で含んでいても良いし、二種以上を含んでいても良い。上記REM量とは、単独で含むときはその含有量であり、二種以上の元素を含むときはそれらの合計量である。
或は、本発明の作用を阻害しない範囲で、例えばO、F、Na、K、Ca、Ti、Cu、Ta、Co、Bなどの元素を選択成分として添加しても良い。これら元素の合計含有量は、おおむね、0〜3%であることが好ましい。
上記成分を満足する本発明に係る第1のエレクトロスラグ溶接用ワイヤを用いてエレクトロスラグ溶接を行えば、入熱量が例えば約13kJ/mm以上の大入熱溶接時であっても強度が600MPa超で、吸収エネルギーIVが40J以上の極低温靭性に優れた溶接金属を有する溶接継手を提供できる。
次に、本発明に係る第2のエレクトロスラグ溶接用ワイヤについて説明する。本発明者らが更に検討したところ、上記第1のエレクトロスラグ溶接用ワイヤのうち、必須元素として希土類元素を含有したうえで、Nb量を一段と低減し、W量を一段と増加させた第2のエレクトロスラグ溶接用ワイヤを用いれば、入熱量が例えば約13kJ/mm以上の大入熱溶接時であっても、強度が700MPa超と一層高く、吸収エネルギーIVが60J以上と極低温靭性に一層優れた溶接金属を提供できることが明らかとなった。その理由としては、上記第2のワイヤを用いることにより溶接金属中の金属間化合物(更には酸化物)の個数密度を低減できたことが挙げられる。即ち、Ni基溶接金属のシャルピー衝撃試験破面は100%の延性破面を呈し、ディンプル(くぼみ模様と呼ばれることがある)の底には金属間化合物や酸化物の粒子が観察される。これらの粒子がディンプルの起点として作用することで、シャルピー衝撃試験時の延性破壊が助長され、吸収エネルギーが低下する。よって、吸収エネルギーを高めて極低温靭性を改善するためには、Ni基溶接金属に含まれる金属間化合物などの粒子数(個数密度)を低減することが有効である。後述するように金属間化合物はNbを主成分として含有するが、本発明者らの検討結果によれば、Nbの量が0.50%以下に低減されたワイヤを用いると溶接金属中の金属間化合物を低減できることが判明した。また、希土類元素は強い脱酸作用を有するため、希土類元素を含むワイヤを用いると溶接金属中の酸化物を低減できる。なお、Wは金属間化合物の主成分ではないが、第1のワイヤの欄で述べたように固溶強化により強度向上に寄与する元素であり、Wを4.6%以上含むワイヤを用いると溶接金属の強度が向上する。よって、Nb、希土類元素、Wの各含有量が適切に制御された上記第2のワイヤを用いることにより、良好な強度と極低温靭性に優れた溶接金属が得られる。
以下、第2のワイヤを特徴付ける希土類元素、Nb、Wについて詳述する。
希土類元素は、前述したように強い脱酸作用を有する元素であり、溶接金属中の酸素濃度が低下し、極低温靭性の向上に悪影響を及ぼす酸化物の個数密度低減に寄与する。そのため、上記第2のエレクトロスラグ溶接用ワイヤにおいては、上記第1のエレクトロスラグ溶接用ワイヤでは選択成分としていた希土類元素を必須成分として0%超、1.0%以下の範囲で含有する。希土類元素量の好ましい範囲は、上記第1のエレクトロスラグ溶接用ワイヤと同じである。
Nbは、極低温靭性の向上に悪影響を及ぼす金属間化合物の個数密度低減に寄与する。そのため、上記第2のエレクトロスラグ溶接用ワイヤにおいては、Nb:0%以上、0.50%以下とする。Nb量は、好ましくは0.20%以下、より好ましくは0.15%以下である。Nbはできるだけ低減することが好ましく、最も好ましくは0%である。
Wは、固溶強化により強度確保に寄与する元素であり、Nb量低減による強度低下分を補うために、Wを4.6%以上含有させる必要がある。W量は、5.0%以上であることが好ましく、5.3%以上であることがより好ましい。但し、W量が多くなり過ぎると強度の過大な上昇を招いて極低温靭性が低下するため、W量を14.0%以下とする。W量は、12%以下であることが好ましく、11%以下であることがより好ましい。
上記以外の他の成分(例えば、C、Si、Mn、Ni、Cr、Mo、Al、Fe、Mg、N、Zrなど)は、上述した第1のエレクトロスラグ溶接用ワイヤの成分組成と同じである。
上記第2のエレクトロスラグ溶接用ワイヤを用いてエレクトロスラグ溶接を行えば、入熱量が例えば約13kJ/mm以上の大入熱溶接時であっても700MPa超の強度および吸収エネルギーIVが60J以上の極低温靭性に優れた溶接金属を有する溶接継手を提供できる。
次に、第1のエレクトロスラグ溶接用ワイヤ、第2のエレクトロスラグ溶接用ワイヤの共通事項について説明する。
本発明のエレクトロスラグ溶接用ワイヤは、通電性を高めるため、表面にCuめっきが施されていることが好ましい。上記作用を有効に発揮させるため、エレクトロスラグ溶接用ワイヤ全体に占めるCu量は0.005%以上であることが好ましく、0.01%以上であることがより好ましい。但し、Cu量が過剰にあると、ワイヤ送給性が低下するなどの問題がある。エレクトロスラグ溶接用ワイヤ全体に占めるCu量は、0.25%以下であることが好ましく、0.20%以下であることがより好ましい。
本発明のエレクトロスラグ溶接用ワイヤは、ソリッドワイヤまたはフラックス入りワイヤの両方を含む。フラックス入りワイヤは、スラグ系形成剤の有無により、スラグ系形成剤を含まず金属成分を主体とするメタル系とスラグ系形成剤を含むスラグ系のフラックス入りワイヤに分類される。このうちフラックス入りワイヤは、外皮(フープ)にフラックスが充填されたものであり、成分設計がし易く、また溶着速度および溶着効率などにも優れている。本発明で対象とするエレクトロガスアーク溶接では、一般的にフラックス入りワイヤが使用されている。
上記フープの組成は、フラックス入り溶接ワイヤの組成が上記範囲であれば特に限定されず、軟鋼、ステンレス鋼のいずれであっても良い。但し、フラックス入り溶接ワイヤ自体に耐食性を付与して錆を防止する観点から、ステンレス鋼が好ましい。
上記フラックスは酸化物系および金属系に大別されるが、溶接金属における酸素濃度低減などを考慮すると、金属系フラックスが好ましく用いられる。金属系フラックス入りワイヤは特に、メタルコアドワイヤと呼ばれることがある。上記フラックスの組成は、フラックス入り溶接ワイヤの組成が上記範囲であれば特に限定されない。
フラックス入りワイヤのフラックス充填率は、約5〜33%であることが好ましい。これらの範囲を外れると、作業性が劣化する。ここで上記フラックス充填率は、フープ内に充填されるフラックスの充填率を、ワイヤ(フープ+フラックス)の全質量に対する割合で規定したものである。
上記フラックス入りワイヤは、作業性の観点からはフラックス中にスラグ形成剤が配合されていることが好ましく、特に酸化物系成分をフラックスの主体とするスラグ系(酸化物系)フラックス入りワイヤがより好ましい。ここでスラグ形成剤としては、例えばTiO2、SiO2、ZrO2、Al2O3等が挙げられる。スラグ形成剤の使用により、エレクトロスラグ溶接時に当該スラグ形成剤が溶融してスラグ化し、スラグがビード表面と当金との間に介在することで当金の円滑な摺動を保証すると共に、ビード外観が良好に保たれる。スラグ形成剤による上記作用を有効に発揮させるため、スラグ系(酸化物系)フラックス入りワイヤ全質量に対するスラグ形成剤の含有量は0.5%以上であることが好ましく、1%以上であることがより好ましく、3%以上であることが更に好ましい。但し、過剰に添加すると溶接金属中の酸素濃度が過剰となるため、フラックス入りワイヤ全質量に対するスラグ形成剤の含有量は20%以下であることが好ましい。より好ましくは15%以下であり、更に好ましくは13%以下である。
フラックス入り溶接ワイヤの製造方法は特に限定されず、一般的な工程で製造すれば良い。例えば、軟鋼またはステンレスのフープをU字状に成型し、U字状成型フープにフラックスを充填した後、フラックスを内部に充填した筒状型に成型し、目的の径まで伸線して製造される。
(投入れフラックス)
エレクトロスラグ溶接に用いられる投入れフラックスは、上記第1のエレクトロスラグ溶接用ワイヤ、第2のエレクトロスラグ溶接用ワイヤ共に共通である。エレクトロスラグ溶接では、溶接が進むにつれて減少する溶融スラグを補うためにフラックスが追加投入されるが、このフラックスを本明細書では投入れフラックスという。エレクトロスラグ溶接では、溶接が進行するにつれて溶融金属は冷却されて溶接金属となり、溶融スラグ浴の一部は溶融スラグ層となるが、溶接の進行につれて溶融スラグ層が冷却されて固化スラグとなって溶融スラグが消費する。この溶融スラグ浴の減少を補うため、投入れフラックスが用いられる。投入れフラックスは、溶融型フラックスとボンド型(焼成型)フラックスに大別される。溶融型フラックスは、種々の原料を電気炉などで溶解し、粉砕することにより製造される。一方、焼成型フラックスは、種々の原料をケイ酸アルカリなどのバインダーにより結合し、造粒した後、焼成することにより製造される。これらのうち、焼成型フラックスはビード外観やビード形状の劣化などの問題があるのに対し、溶融型フラックスは偏析が少ないため、好ましく用いられる。
エレクトロスラグ溶接に用いられる投入れフラックスは、上記第1のエレクトロスラグ溶接用ワイヤ、第2のエレクトロスラグ溶接用ワイヤ共に共通である。エレクトロスラグ溶接では、溶接が進むにつれて減少する溶融スラグを補うためにフラックスが追加投入されるが、このフラックスを本明細書では投入れフラックスという。エレクトロスラグ溶接では、溶接が進行するにつれて溶融金属は冷却されて溶接金属となり、溶融スラグ浴の一部は溶融スラグ層となるが、溶接の進行につれて溶融スラグ層が冷却されて固化スラグとなって溶融スラグが消費する。この溶融スラグ浴の減少を補うため、投入れフラックスが用いられる。投入れフラックスは、溶融型フラックスとボンド型(焼成型)フラックスに大別される。溶融型フラックスは、種々の原料を電気炉などで溶解し、粉砕することにより製造される。一方、焼成型フラックスは、種々の原料をケイ酸アルカリなどのバインダーにより結合し、造粒した後、焼成することにより製造される。これらのうち、焼成型フラックスはビード外観やビード形状の劣化などの問題があるのに対し、溶融型フラックスは偏析が少ないため、好ましく用いられる。
本発明に用いられる投入れフラックスの組成は以下のとおりである。
SiO2:15%以上、50%以下
SiO2は酸性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。SiO2量が15%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、SiO2量を15%以上とする。SiO2量は22%以上であることが好ましく、25%以上であることがより好ましい。但し、SiO2量が50%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、SiO2量を50%以下とする。SiO2量は45%以下であることが好ましく、40%以下であることがより好ましい。
SiO2は酸性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。SiO2量が15%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、SiO2量を15%以上とする。SiO2量は22%以上であることが好ましく、25%以上であることがより好ましい。但し、SiO2量が50%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、SiO2量を50%以下とする。SiO2量は45%以下であることが好ましく、40%以下であることがより好ましい。
CaO:10%以上、40%以下
CaOは塩基性成分であり、溶融スラグの粘性及び融点を調節するために有効な成分であると共に、溶接金属の酸素量を低減させる効果が高い。CaO量が10%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、CaO量を10%以上とする。CaO量は15%以上であることが好ましく、17%以上であることがより好ましい。但し、CaO量が40%を超えると、アンダーカット及びスラグ巻き込みが発生するため、CaO量を40%以下とする。CaO量は35%以下であることが好ましく、32%以下であることがより好ましい。
CaOは塩基性成分であり、溶融スラグの粘性及び融点を調節するために有効な成分であると共に、溶接金属の酸素量を低減させる効果が高い。CaO量が10%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、CaO量を10%以上とする。CaO量は15%以上であることが好ましく、17%以上であることがより好ましい。但し、CaO量が40%を超えると、アンダーカット及びスラグ巻き込みが発生するため、CaO量を40%以下とする。CaO量は35%以下であることが好ましく、32%以下であることがより好ましい。
CaF2:5%以上、15%以下
CaF2も塩基性成分であり、溶融スラグの粘性及び融点を調節するために有効な成分である。CaF2量が5%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、CaF2量を5%以上とする。CaF2量は8.5%以上であることが好ましく、9%以上であることがより好ましい。但し、CaF2量が15%を超えると、アンダーカット及びスラグ巻き込みが発生し易くなると共に、スラグ剥離性が劣化するため、CaF2量を15%以下とする。CaF2量は13%以下であることが好ましく、12%以下であることがより好ましい。
CaF2も塩基性成分であり、溶融スラグの粘性及び融点を調節するために有効な成分である。CaF2量が5%未満の場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化するため、CaF2量を5%以上とする。CaF2量は8.5%以上であることが好ましく、9%以上であることがより好ましい。但し、CaF2量が15%を超えると、アンダーカット及びスラグ巻き込みが発生し易くなると共に、スラグ剥離性が劣化するため、CaF2量を15%以下とする。CaF2量は13%以下であることが好ましく、12%以下であることがより好ましい。
MgO:0%以上、12%以下
MgOも塩基性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。MgOを含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。MgO量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、MgO量が12%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、MgO量を12%以下とする。MgO量は8%以下であることが好ましい。
MgOも塩基性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。MgOを含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。MgO量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、MgO量が12%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、MgO量を12%以下とする。MgO量は8%以下であることが好ましい。
Al2O3:0%以上、14%以下
Al2O3も塩基性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。Al2O3を含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。Al2O3量は1%以上であることが好ましい。一方、Al2O3量が5%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、14%以下とする。Al2O3量は5%以下であることが好ましい。
Al2O3も塩基性成分であり、溶融スラグの粘性及び融点を調整するために有効な成分である。Al2O3を含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。Al2O3量は1%以上であることが好ましい。一方、Al2O3量が5%を超えると、溶融スラグの粘性が高くなり、溶込み不良が生じるため、14%以下とする。Al2O3量は5%以下であることが好ましい。
MnO:0%以上、25%以下
MnOは、溶融スラグの粘性及び融点を調整するために有効な成分である。MnOを含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。MnO量は3%以上であることが好ましく、10%以上であることがより好ましい。一方、MnO量が25%を超えると、スラグ剥離性が低下し、ビード外観が悪化するため、25%以下する。MnO量は22%以下であることが好ましい。
MnOは、溶融スラグの粘性及び融点を調整するために有効な成分である。MnOを含有しない場合、溶融スラグの粘性が不足して、凸ビードとなり、ビード外観が悪化する。MnO量は3%以上であることが好ましく、10%以上であることがより好ましい。一方、MnO量が25%を超えると、スラグ剥離性が低下し、ビード外観が悪化するため、25%以下する。MnO量は22%以下であることが好ましい。
TiO2:0%以上、10%以下
TiO2は、溶融スラグの融点を調整するために有効な成分である。このような作用を有効に発揮させるため、TiO2量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、TiO2量が10%を超えると、融点付近で粘度が急激に高くなるため、スラグ巻込みが発生しやすくなる。そのため、TiO2量を10%以下とする。TiO2量は8%以下であることが好ましい。
TiO2は、溶融スラグの融点を調整するために有効な成分である。このような作用を有効に発揮させるため、TiO2量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、TiO2量が10%を超えると、融点付近で粘度が急激に高くなるため、スラグ巻込みが発生しやすくなる。そのため、TiO2量を10%以下とする。TiO2量は8%以下であることが好ましい。
ZrO2:0%以上、10%以下
ZrO2は、溶融スラグの融点を調整するために有効な成分である。このような作用を有効に発揮させるため、ZrO2量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、ZrO2量が10%を超えると、融点付近で粘度が急激に高くなるため、スラグ巻込みが発生しやすくなるため、10%以下とする。ZrO2量は8%以下であることが好ましい。
ZrO2は、溶融スラグの融点を調整するために有効な成分である。このような作用を有効に発揮させるため、ZrO2量は1%以上であることが好ましく、3%以上であることがより好ましい。但し、ZrO2量が10%を超えると、融点付近で粘度が急激に高くなるため、スラグ巻込みが発生しやすくなるため、10%以下とする。ZrO2量は8%以下であることが好ましい。
本発明に係る投入れフラックスの組成は上記のとおりであり、残部:FeOである。
(溶接継手)
本発明の第1の溶接継手は、上記第1のエレクトロスラグ溶接用ワイヤおよび投入れフラックスを用い、エレクトロスラグ溶接により作製される。一方、本発明の第2の溶接継手は、上記第2のエレクトロスラグ溶接用ワイヤおよび投入れフラックスを用い、エレクトロスラグ溶接により作製される。
本発明の第1の溶接継手は、上記第1のエレクトロスラグ溶接用ワイヤおよび投入れフラックスを用い、エレクトロスラグ溶接により作製される。一方、本発明の第2の溶接継手は、上記第2のエレクトロスラグ溶接用ワイヤおよび投入れフラックスを用い、エレクトロスラグ溶接により作製される。
まず、第1の溶接継手について説明する。上記第1の溶接継手における溶接金属の組成は以下のとおりである。以下の記載において、前述した第1のエレクトロガス溶接用ワイヤと重複する成分の作用は、説明の重複を避けるため省略して、好ましい範囲のみ記載する。
なお、上述した第1のエレクトロスラグ溶接用ワイヤと第1の溶接継手における溶接金属とは組成が相違しており、第1のワイヤに含まれるAl、Mg、Zr、およびREMは、溶接の過程で大部分が酸化物などを形成してスラグとして抜けていくため、溶接金属での含有量は極めて少なくなる。
C:0%以上、0.260%以下
好ましい上限:0.12%、より好ましい上限:0.06%
好ましい下限:0.003%、より好ましい下限:0.005%
好ましい上限:0.12%、より好ましい上限:0.06%
好ましい下限:0.003%、より好ましい下限:0.005%
Si:0%以上、3.0%以下
好ましい上限:0.5%、より好ましい上限:0.30%
好ましい下限:0.08%、より好ましい下限:0.1%
好ましい上限:0.5%、より好ましい上限:0.30%
好ましい下限:0.08%、より好ましい下限:0.1%
Mn:1.0%以上、4.00%以下
好ましい上限:3.5%、より好ましい上限:3.0%
好ましい下限:1.6%、より好ましい下限:1.8%
好ましい上限:3.5%、より好ましい上限:3.0%
好ましい下限:1.6%、より好ましい下限:1.8%
Ni:40.0%以上、70.0%以下
好ましい上限:65%、より好ましい上限:60%
好ましい下限:42%、より好ましい下限:44%
好ましい上限:65%、より好ましい上限:60%
好ましい下限:42%、より好ましい下限:44%
Cr:7%以上、15.0%以下
好ましい上限:13%、より好ましい上限:12%
好ましい下限:8%、より好ましい下限:9%
好ましい上限:13%、より好ましい上限:12%
好ましい下限:8%、より好ましい下限:9%
Mo:0%以上、20.0%以下
好ましい上限:19%、より好ましい上限:15%
好ましい下限:8%、より好ましい下限:8.5%
好ましい上限:19%、より好ましい上限:15%
好ましい下限:8%、より好ましい下限:8.5%
W:0.50%以上、13.0%以下
好ましい上限:12%、より好ましい上限:11%
好ましい下限:1%、より好ましい下限:1.2%
好ましい上限:12%、より好ましい上限:11%
好ましい下限:1%、より好ましい下限:1.2%
Fe:0%以上、32%以下
好ましい上限:30%、より好ましい上限:28%
好ましい下限:4%、より好ましい下限:10%
好ましい上限:30%、より好ましい上限:28%
好ましい下限:4%、より好ましい下限:10%
Nb:0%以上、2.5%以下
好ましい上限:2.2%、より好ましい上限:2.0%
好ましい下限:0.1%、より好ましい下限:0.3%
好ましい上限:2.2%、より好ましい上限:2.0%
好ましい下限:0.1%、より好ましい下限:0.3%
N:0.01%以上、0.11%以下
好ましい上限:0.08%、より好ましい上限:0.07%
好ましい下限:0.02%、より好ましい下限:0.025%
好ましい上限:0.08%、より好ましい上限:0.07%
好ましい下限:0.02%、より好ましい下限:0.025%
O:
第1のワイヤ中にREMを含有しないときは0%以上、0.055%以下
第1のワイヤ中に好ましくは所定量のREMを含有するときは0%以上、0.025%以下
Oは酸化物を形成し、当該酸化物がシャルピー試験時のボイド形成の起点として作用するため、極低温靭性が低下する。そのため、第1のワイヤ中にREMを含まないときは、O量を0.055%以下とする。好ましくは0.05%以下であり、より好ましくは0.045%以下である。一方、第1のワイヤ中に所定量のREMを含むときは、O量は好ましくは0.025%以下であり、より好ましくは0.022%以下、更に好ましくは0.020%以下である。
第1のワイヤ中にREMを含有しないときは0%以上、0.055%以下
第1のワイヤ中に好ましくは所定量のREMを含有するときは0%以上、0.025%以下
Oは酸化物を形成し、当該酸化物がシャルピー試験時のボイド形成の起点として作用するため、極低温靭性が低下する。そのため、第1のワイヤ中にREMを含まないときは、O量を0.055%以下とする。好ましくは0.05%以下であり、より好ましくは0.045%以下である。一方、第1のワイヤ中に所定量のREMを含むときは、O量は好ましくは0.025%以下であり、より好ましくは0.022%以下、更に好ましくは0.020%以下である。
本発明に係る溶接金属の基本組成は上記のとおりであり、残部:鉄および不可避的不純物である。不可避的不純物として、例えばP、S、As、Sb、Sn、Bi等が挙げられる。
本発明の溶接金属は、本発明の作用を阻害しない範囲で、例えば、Al、Mg、Ca、Ti、Cu、Zr、Ta、Co、B、REMなどを含有しても良い。これら元素の合計含有量は、おおむね、0〜10%であることが好ましい。
次に、第2の溶接継手について説明する。上記第2の溶接継手における溶接金属は、W:4.50%以上、13.0%以下、Nb:0%以上、0.30%以下、O:0%以上、0.025%以下を含有するところに特徴があり、W、Nb、O以外の成分組成は、上述した第1の溶接継手における溶接金属の成分組成と同じである。以下の記載において、前述した第1のエレクトロガス溶接用ワイヤと重複する成分の作用は、説明の重複を避けるため省略し、W、Nb、およびOの好ましい範囲のみ記載する。
W:4.50%以上、13.0%以下
好ましい上限:12%、より好ましい上限:11%
好ましい下限:4.8%、より好ましい下限:5.0%
好ましい上限:12%、より好ましい上限:11%
好ましい下限:4.8%、より好ましい下限:5.0%
Nb:0%以上、0.30%以下
好ましい上限:0.12%、より好ましい上限:0.05%
好ましい上限:0.12%、より好ましい上限:0.05%
O:0%以上、0.025%以下
より好ましい上限:0.022%以下、更に好ましい上限:0.020%以下
より好ましい上限:0.022%以下、更に好ましい上限:0.020%以下
上記第2の溶接継手は、溶接金属中の金属間化合物が3500個/mm2以下に低減されており、その結果、極低温靭性が向上する。上記金属間化合物の個数密度は、好ましくは3000個/mm2以下、より好ましくは2500個/mm2以下である。
本発明において上記金属間化合物とは、二種類以上の金属が結合した化合物であって、NbまたはMoを主成分として含有する化合物を意味する。ここで主成分とは、金属間化合物を構成する金属のうち含有量が最も多い金属を意味する。上記金属間化合物にはNiも含まれるが、Niは主成分ではなく、NiよりもNbまたはMoがより多く含まれる。上記金属間化合物には、上記Nb、Mo、Niの他に、ワイヤ成分などに由来するW、Cr、Fe等が含まれていても良い。上記金属間化合物は、更に窒素、酸素などの非金属が含まれていても良い。なお、前述したAl酸化物、REM酸化物は、金属間化合物に該当しない。
上記金属間化合物の個数密度は、該溶接金属の溶接方向に垂直な断面を電界放出型走査電子顕微鏡を用いて撮影し、画像解析ソフトは使用せずに目視で画像分析した結果、白色または灰色のコントラストで示されるものを全て金属間化合物として抽出し、これらの個数を測定することにより算出する。ここで、白色のコントラストで観察される金属間化合物はMoを主成分とする金属間化合物であり、例えば42.7%Mo−11.2%Cr−13.4%Fe−2.6%W−30.1%Niなどが例示される。一方、灰色のコントラストで観察される金属間化合物はNbを主成分とする金属間化合物であり、例えば93.7%Nb−2.5%Cr−1.2%Fe−2.6%Niなどが例示される。
上記第1、第2の溶接継手の作製に用いられる母材は、質量%で5〜10%のNiを含有する鋼板を用いることが好ましい。Ni量が5%未満では、極低温靭性が確保できない。Ni量は、より好ましくは5.2%以上であり、更に好ましくは6.5%以上である。但し、Ni量が10%を超えると鋼材コストが上昇するため、Ni量は10%以下であることが好ましい。Ni量は、より好ましくは9.6%以下であり、更に好ましくは9.4%以下である。
上記母材において、Ni以外の組成は特に限定されないが、例えば、好ましい化学成分は以下のとおりである。なお、上記母材の残部は、鉄および不可避的不純物である。
C:0.02%以上、0.09%以下
Si:0.05%以上、0.30%以下
Mn:0.4%以上、1.4%以下
P:0%超、0.020%以下
S:0%超、0.020%以下
Al:0%超、0.050%以下
Cu:0%超、1.0%以下
Cr:0%超、1.5%以下
Mo:0%超、0.6%以下
C:0.02%以上、0.09%以下
Si:0.05%以上、0.30%以下
Mn:0.4%以上、1.4%以下
P:0%超、0.020%以下
S:0%超、0.020%以下
Al:0%超、0.050%以下
Cu:0%超、1.0%以下
Cr:0%超、1.5%以下
Mo:0%超、0.6%以下
以下、本発明で好ましく用いられるエレクトロスラグ溶接について説明する。本発明では、特願2015−100415号に記載のエレクトロガス溶接方法およびエレクトロガス溶接装置(以下、先願発明と呼ぶ場合がある。)を用いることが好ましい。先願発明によれば、摺動式当て金を用いたエレクトロスラグ溶接において、スラグ浴深さを予め定めた深さに保ちながら溶接を行い、健全な溶込みを確保して溶接金属の機械的性質の劣化を防止することができる。
以下、先願発明について詳しく説明する。
先願発明は、エレクトロスラグ溶接において、コンタクトチップ先端からスラグ浴までの溶接ワイヤの長さが予め定めた長さとなるようにフラックスを供給し、基準電流値に対して溶接電流が予め定めた関係となるように溶接トーチと摺動式当て金とを搭載した走行台車の走行速度を調整し、スラグ浴深さを予め定めた深さに保ちつつ溶接を行うエレクトロスラグ溶接方法である。
上記先願発明は、溶接ワイヤに給電するコンタクトチップを有する溶接トーチと、摺動式当て金と、溶接トーチ及び摺動式当て金を搭載した走行台車と、走行台車制御装置と、スラグ浴検出器と、フラックス供給装置と、フラックス供給制御装置とを備え、スラグ浴検出器は、コンタクトチップの先端から予め定めた長さの位置にスラグ浴が上昇してきた場合にスラグ浴を検出し、フラックス供給制御装置は、コンタクトチップの先端からスラグ浴までの溶接ワイヤの長さが予め定めた長さとなるように、スラグ浴検出器がスラグ浴を検出した場合にはフラックスの供給を停止し、スラグ浴検出器がスラグ浴を検出していない場合にはフラックスの供給を行うようにフラックス供給装置を制御し、走行台車制御装置は、ワイヤ送給速度に応じて定められた基準電流値に対して溶接電流が予め定めた関係となるように走行台車の走行速度を制御し、スラグ浴深さを予め定めた深さに保ちつつ溶接を行うエレクトロスラグ溶接装置である。
また、走行台車制御装置は、予め定めた関係として、溶接電流が基準電流値より大きくなると走行台車の走行速度を増大させ、溶接電流が基準電流値より小さくなると走行台車の走行速度を減少させるように制御することを特徴とすることができる。
さらに、スラグ浴検出器は、スラグ浴検出器の検出端子がスラグ浴と接触したときに溶接電圧を検知して、スラグ浴を検出することを特徴とすることができる。
そして、スラグ浴検出器は、検知した溶接電圧を、ウィービング周期の1/2〜2倍を時定数とするフィルタで処理して、スラグ浴を検出したか否かの判定を行うことを特徴とすることができる。
また、検出端子は、溶接トーチと連結されていることを特徴とすることができる。
さらに、スラグ浴検出器は、スラグ浴検出器の検出端子に直流電源から抵抗を通して電圧を印加し、検出端子がスラグ浴と接触したとき、検出端子の電圧が低下することによりスラグ浴を検出することを特徴とすることができる。
そして、スラグ浴検出器は、フォトセンサーを有し、スラグ浴の光を検出して、スラグ浴を検出することを特徴とすることができる。
また、フラックス供給装置は、ソレノイドにより駆動される弁によりフラックスを供給することを特徴とすることができる。
さらに、フラックス供給装置は、モータによって駆動されるスクリューによりフラックスを供給することを特徴とすることができる。
そして、基準電流値は、ワイヤ送給速度を変更した場合、ワイヤ送給速度と基準電流値との関係を示す予め定められた関数をもとに、自動的に変更されることを特徴とすることができる。
また、基準電流値は、溶接ワイヤの種別に応じて定められる関数により種別ごとに求められることを特徴とすることができる。
また、走行台車制御装置は、予め定めた関係として、溶接電流が基準電流値より大きくなると走行台車の走行速度を増大させ、溶接電流が基準電流値より小さくなると走行台車の走行速度を減少させるように制御することを特徴とすることができる。
さらに、スラグ浴検出器は、スラグ浴検出器の検出端子がスラグ浴と接触したときに溶接電圧を検知して、スラグ浴を検出することを特徴とすることができる。
そして、スラグ浴検出器は、検知した溶接電圧を、ウィービング周期の1/2〜2倍を時定数とするフィルタで処理して、スラグ浴を検出したか否かの判定を行うことを特徴とすることができる。
また、検出端子は、溶接トーチと連結されていることを特徴とすることができる。
さらに、スラグ浴検出器は、スラグ浴検出器の検出端子に直流電源から抵抗を通して電圧を印加し、検出端子がスラグ浴と接触したとき、検出端子の電圧が低下することによりスラグ浴を検出することを特徴とすることができる。
そして、スラグ浴検出器は、フォトセンサーを有し、スラグ浴の光を検出して、スラグ浴を検出することを特徴とすることができる。
また、フラックス供給装置は、ソレノイドにより駆動される弁によりフラックスを供給することを特徴とすることができる。
さらに、フラックス供給装置は、モータによって駆動されるスクリューによりフラックスを供給することを特徴とすることができる。
そして、基準電流値は、ワイヤ送給速度を変更した場合、ワイヤ送給速度と基準電流値との関係を示す予め定められた関数をもとに、自動的に変更されることを特徴とすることができる。
また、基準電流値は、溶接ワイヤの種別に応じて定められる関数により種別ごとに求められることを特徴とすることができる。
以下、添付図面を参照して、先願発明の実施の形態について詳細に説明する。
<溶接装置の構成>
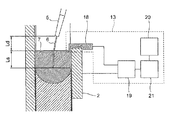
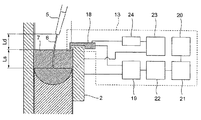
まず、本実施の形態に係るエレクトロスラグ溶接装置100について説明する。図1は、本実施の形態に係るエレクトロスラグ溶接装置100の概略構成の一例を示す図である。図1において、矢印Zの示す方向を垂直方向(上下方向)の上方向とし、矢印Xの示す方向を板厚方向(左右方向)の右方向とするとともに、紙面に対して垂直に裏面より表面に向かう方向を水平横方向Yの手前方向とする。また、図2は、図1に示すエレクトロスラグ溶接装置100を矢印Tから見た図である。すなわち、図2は、エレクトロスラグ溶接装置100を上方より見下ろした図である。ただし、図2では、後述する溶接トーチ4、フラックス供給装置14、フラックス供給制御装置15、走行台車16、走行台車制御装置17等を省略している。先願発明における「フラックス」は、本発明における投入れフラックスである。
まず、本実施の形態に係るエレクトロスラグ溶接装置100について説明する。図1は、本実施の形態に係るエレクトロスラグ溶接装置100の概略構成の一例を示す図である。図1において、矢印Zの示す方向を垂直方向(上下方向)の上方向とし、矢印Xの示す方向を板厚方向(左右方向)の右方向とするとともに、紙面に対して垂直に裏面より表面に向かう方向を水平横方向Yの手前方向とする。また、図2は、図1に示すエレクトロスラグ溶接装置100を矢印Tから見た図である。すなわち、図2は、エレクトロスラグ溶接装置100を上方より見下ろした図である。ただし、図2では、後述する溶接トーチ4、フラックス供給装置14、フラックス供給制御装置15、走行台車16、走行台車制御装置17等を省略している。先願発明における「フラックス」は、本発明における投入れフラックスである。
図1に示すように、本実施の形態に係るエレクトロスラグ溶接装置100は、固定の銅当て金1及び摺動式銅当て金2と、溶接トーチ4と、溶融スラグ浴検出器13と、フラックス供給装置14と、フラックス供給制御装置15と、走行台車16と、走行台車制御装置17とを備える。
エレクトロスラグ溶接装置100において、開先の裏側には固定の銅当て金1が配置されており、開先の表側には摺動式銅当て金2が配置される。ここで、裏側の銅当て金1の代わりに、耐熱性のセラミックスから構成される裏当て材を用いても良い。また、表側の摺動式銅当て金2は、上下方向に摺動する銅当て金であり、水冷されている。ただし、摺動式銅当て金2として、銅の代わりのものを用いても良い。
溶接トーチ4は、溶接電源(不図示)から供給される溶接電流8により溶接ワイヤ6を給電して溶接母材3を溶接する。また、溶接トーチ4は、コンタクトチップ5を有しており、コンタクトチップ5は、溶接ワイヤ6を案内するとともに溶接ワイヤ6に溶接電流8を供給する。
溶融スラグ浴検出器13は、溶融スラグ浴7の位置を検出する。
フラックス供給装置14は、溶融スラグ浴7にフラックス12を投入する。フラックス12は溶融して溶融スラグになるため、フラックス12を投入することにより、溶融スラグ浴7の量が増えることとなる。
フラックス供給制御装置15は、フラックス供給装置14の動作を制御し、溶融スラグ浴7に投入されるフラックス12の量を調整する。
走行台車16は、摺動式銅当て金2、溶接トーチ4、溶融スラグ浴検出器13、フラックス供給装置14、フラックス供給制御装置15、走行台車制御装置17を搭載しており、上方向(矢印zの示す方向)に移動する。すなわち、走行台車16は、摺動式銅当て金2、溶接トーチ4、溶融スラグ浴検出器13、フラックス供給装置14、フラックス供給制御装置15、走行台車制御装置17と一体となって移動するため、それぞれの相対的な位置関係は変わらない。走行台車16が上昇することにより、上方向に沿って溶接が行われる。
走行台車制御装置17は、走行台車16の走行速度を増大させたり減少させたりして、走行台車16の動作を制御する。
そして、溶接母材3、銅当て金1及び摺動式銅当て金2に囲まれた開先内に、溶接トーチ4のコンタクトチップ5から溶接ワイヤ6が送給され、開先内に形成された溶融スラグ浴7内に送り込まれる。溶接電流8は、溶接ワイヤ6から溶融スラグ浴7を通して溶融金属9に流れる。このとき、溶融スラグ浴7を流れる溶接電流8及び溶融スラグ浴7の抵抗により、ジュール熱が発生し、溶接ワイヤ6及び溶接母材3を溶融しながら溶接が進行する。
溶接が進行するにつれて、溶融金属9は冷却されて溶接金属10となり、溶融スラグ浴7の一部は、銅当て金1と溶接金属10との間、及び摺動式銅当て金2と溶接金属10との間に形成された溶融スラグ層となり、この溶融スラグ層が冷却されて固化スラグ11となる。このようにして、溶融スラグ浴7は、その一部がビード表面を覆う固化スラグ11となるので、溶接の進行につれて消費され、溶融スラグ浴7の深さLsが減少していくことになる。この溶融スラグ浴7の減少を補うためには、溶融して溶融スラグ浴7となるフラックス12を追加投入する必要がある。
ビード表面を覆う固化スラグ11の量は、ビード幅や溶接開先の幅によって変動する。また、固化スラグ11の量は、銅当て金1及び摺動式銅当て金2の密着度合や冷却状態によっても変動する。そのため、固化スラグ11の量は一定ではなく、溶融スラグ浴7の深さLsを一定に保つためには投入するフラックス12の量も変化させる必要がある。しかしながら、溶融スラグ浴7の深さLsがわからないために、フラックス12の投入量が適切でない場合には、溶融スラグ浴7の深さLsが変動することになる。
そこで、本実施の形態では、溶融スラグ浴7の深さLsを一定にするための制御を行う。ここで、一定とは、溶融スラグ浴7の深さLsが常に1つの値になる場合に限られず、誤差を考慮して溶融スラグ浴7の深さLsが一定の範囲内の値を示す場合も含まれる。すなわち、溶融スラグ浴7の深さLsは、予め定めた深さに保つように制御される。
そして、溶融スラグ浴7の深さLsを一定にするための第1の要件は、コンタクトチップ5の先端から溶融スラグ浴7の上面までの溶接ワイヤ長Ld(以下、ドライエクステンションLdと称する)が予め定めた長さになるように制御することである。また、溶融スラグ浴7の深さLsを一定にするための第2の要件は、ワイヤ送給速度に応じて定められた基準電流値に対して溶接電流8が予め定めた関係、すなわち、基準電流値と溶接電流8とが等しくなるように、走行台車制御装置17が走行台車16の走行速度を制御することである。
<溶融スラグ浴の深さを一定にする要件>
まず、溶融スラグ浴7の深さLsを一定にするための第1の要件について説明する。フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出していない場合、すなわち、摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触していない場合には、フラックス12を投入するようにフラックス供給装置14を制御する。一方、フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出している場合、すなわち、摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触している場合には、フラックス12の投入を停止するようにフラックス供給装置14を制御する。このように、フラックス供給装置14は、溶融スラグ浴検出器13が溶融スラグ浴7を検出するようにフラックス12を投入し、溶融スラグ浴7の深さLsを調整する。
まず、溶融スラグ浴7の深さLsを一定にするための第1の要件について説明する。フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出していない場合、すなわち、摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触していない場合には、フラックス12を投入するようにフラックス供給装置14を制御する。一方、フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出している場合、すなわち、摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触している場合には、フラックス12の投入を停止するようにフラックス供給装置14を制御する。このように、フラックス供給装置14は、溶融スラグ浴検出器13が溶融スラグ浴7を検出するようにフラックス12を投入し、溶融スラグ浴7の深さLsを調整する。
ここで、溶接トーチ4、摺動式銅当て金2、溶融スラグ浴検出器13は全て走行台車16に搭載されており、走行台車16が移動しても、相対的な位置関係は変わらない。そのため、コンタクトチップ5の先端と溶融スラグ浴検出器13との間の距離も変わらない。そして、コンタクトチップ5の先端から予め定めた長さの位置(すなわち、溶融スラグ浴検出器13の位置)に溶融スラグ浴7が上昇してきた場合に、溶融スラグ浴検出器13は溶融スラグ浴7を検出する。フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出するようにフラックス12の投入量を制御するため、コンタクトチップ5先端から溶融スラグ浴7の上面までの距離、すなわちドライエクステンションLdは、予め定めた長さになるように制御される。
次に、溶融スラグ浴7の深さLsを一定にするための第2の要件について説明する。図3−1〜図3−3は、溶融スラグ浴7の深さ、溶接ワイヤ6の長さ、溶接電流8、溶込み幅の相関関係を示す図である。ここで、図3−1〜図3−3に示すように、ドライエクステンションLdが予め定めた長さに制御された状態において、溶融スラグ浴7の深さLsが、Ls1>Ls2>Ls3と変化すると、溶接ワイヤ6が溶融スラグ浴7に浸漬している長さ(以下、ウェットエクステンションLwと称する)は、ほぼ比例してLw1>Lw2>Lw3と変化し、溶込み幅Lmは、Lm1<Lm2<Lm3と変化する。一方、溶接電流8の値をIwとすると、溶接電流Iwとワイヤ送給速度Vwとの関係は、次の数1式のように表される。
数1式において、K1〜K4は溶接ワイヤ6の径、構造及び材質により定まる定数である。
さらに、ワイヤ送給速度Vwを一定にして溶接している状態で、上述の第1の要件で示したようにフラックス供給制御装置15によりドライエクステンションLdが予め定めた長さに制御される条件下では、数1式は、次の数2式のように表される。
すなわち、数2式より、溶接電流Iwは、ウェットエクステンションLwに逆比例して変化し、ウェットエクステンションLwが大きくなると、溶接電流Iwは小さくなる。また、上述したように、溶融スラグ浴7の深さLsは、ウェットエクステンションLwに比例することから、適切な溶融スラグ浴7の深さLs2のときの溶接電流Iwを基準電流値Iw2として設定しておく。そして、溶接の進行に伴って、溶接電流Iwが基準電流値Iw2より大きくなった場合は、溶融スラグ浴7の深さLsがLs2より小さくなり、溶込み幅LmがLm2より大きくなったと判断して、走行台車制御装置17は走行台車16の走行速度を増大させる。走行台車16の走行速度が増大することにより、ワイヤ突き出し長(Ld+Lw)が大きくなり、溶接電流Iwが小さくなって基準電流値Iw2になるように制御される。一方、溶接電流Iwが基準電流値Iw2より小さくなった場合は、溶融スラグ浴7の深さLsがLs2より大きくなり、溶込み幅LmがLm2より小さくなったと判断して、走行台車制御装置17は走行台車16の走行速度を減少させる。
付言すると、初めに、溶融スラグ浴7の深さLsは、予め定めた深さとしてLs2に調整されて、溶接が開始される。また、走行台車16の走行速度は、溶接電流Iwの大きさに合わせて決定される。そして、溶接の進行に伴い、溶融スラグ浴7の一部は固化スラグ11となり消費されるため、溶融スラグ浴7の深さLsは減少する。摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触しない程度まで減少すると、フラックス供給制御装置15は、フラックス12を投入するようにフラックス供給装置14を制御する。しばらく投入し、フラックス供給制御装置15は、溶融スラグ浴検出器13が溶融スラグ浴7を検出する場合、すなわち、摺動式銅当て金2の上部に設置された溶融スラグ浴検出器13が溶融スラグ浴7の上面に接触すると、フラックス12の投入を停止するようにフラックス供給装置14を制御する。このように、コンタクトチップ5先端から溶融スラグ浴7の上面までの距離、すなわちドライエクステンションLdは、予め定めた長さになるように制御される。一方、適切な溶融スラグ浴深さの場合の溶接電流Iwが基準電流値Iw2として設定されているため、ドライエクステンションLdが上記の制御で一定となれば、ウェットエクステンションLwも一定となり、スラグ浴深さも一定となる。
このように、走行台車制御装置17は、溶接電流Iwが基準電流値Iw2と等しくなるように走行台車16の走行速度を制御することにより、溶融スラグ浴7の深さLsが適切な深さLs2で一定になるように制御され、適切な溶込み幅Lm2を得ることができる。また、安定した機械的性質を有する溶接金属を得ることができる。
また、基準電流値Iw2を決定するにあたり、まず、エレクトロスラグ溶接装置100において、ある溶接ワイヤ6を用いて、ワイヤ送給速度Vwを固定として溶接すると、ドライエクステンションLdは予め定めた長さに制御される。ここで何種類かの溶接電流Iwを用いて溶接を行うと、それぞれ異なったウェットエクステンションLw及び溶込み幅Lmの溶接が行われる。このとき最適な溶込み幅Lm2が得られたときの溶接電流Iwが、ワイヤ送給速度Vwの基準電流値Iw2として決定される。
次に、ワイヤ送給速度Vwを変更して、同様に最適な基準電流値Iw2を求める。これを繰り返して、基準電流値Iw2をワイヤ送給速度Vwの関数として得ることができる。この関数(基準電流値Iw2とワイヤ送給速度Vwとの関係を示す関数)を走行台車制御装置17に記憶させておき、ワイヤ送給速度設定器の出力、あるいはワイヤ送給速度の検出値を用いて、基準電流値Iw2を設定するように制御すれば、ワイヤ送給速度Vwに応じて基準電流値Iw2が設定される。ワイヤ送給速度Vwを変更した場合には、変更後のワイヤ送給速度Vwに合わせて自動的に基準電流値Iw2も変更される。そして、自動的に最適な溶込みの得られるウェットエクステンションLw(または溶融スラグ浴7の深さLs)で溶接することができる。
また、溶接ワイヤ6を変更して、上記手順を行うことで、各種溶接ワイヤ6についても、ワイヤ送給速度Vwに応じた基準電流値Iw2を求めることができる。ここで、基準電流値Iw2は、例えば、溶接ワイヤ6の径、構造及び材質などの溶接ワイヤ6の種別ごとに、ワイヤ送給速度Vwの関数で求められることとなる。付言すると、ワイヤ送給速度Vwの関数は、溶接ワイヤ6の種別に応じて定められ、基準電流値Iw2は、溶接ワイヤ6の種別ごとの関数により求められる。
<溶融スラグ浴検出器の構成>
次に、溶融スラグ浴検出器13の構成について詳細に説明する。図4は、溶融スラグ浴検出器13の構成例を示す図である。図4に示すように、本実施の形態に係る溶融スラグ浴検出器13は、検出端子18、差動増幅器19、接触判定基準信号設定器20、比較器21を有し、検出端子18は導電性金属である銅からなり、一般には水冷されている。検出端子18は、溶融スラグ浴7に接触すると溶接電圧の一部の電圧を検出する。
次に、溶融スラグ浴検出器13の構成について詳細に説明する。図4は、溶融スラグ浴検出器13の構成例を示す図である。図4に示すように、本実施の形態に係る溶融スラグ浴検出器13は、検出端子18、差動増幅器19、接触判定基準信号設定器20、比較器21を有し、検出端子18は導電性金属である銅からなり、一般には水冷されている。検出端子18は、溶融スラグ浴7に接触すると溶接電圧の一部の電圧を検出する。
差動増幅器19は、検出端子18の電圧と、摺動式銅当て金2の電圧とを入力として、両電圧の差を出力する。摺動式銅当て金2は溶接母材3と接触しているので、摺動式銅当て金2の電圧は母材電圧である。
接触判定基準信号設定器20は、検出端子18が溶融スラグ浴7に接触したときに検出する電圧の半分程度の電圧を、基準信号として出力する。例えば、図5に溶融スラグ浴7表面の溶接電圧分布の一例を示すが、検出端子18は通常6ボルト(電圧の単位:V)程度の溶接電圧を検出するので、例えば、基準信号としてはその半分の約3Vの電圧に設定される。検出端子18が溶融スラグ浴7に接触していないときは、溶接電圧が検出端子18にかからないので、検出端子18の電圧は0Vである。
比較器21は、差動増幅器19の出力信号と接触判定基準信号設定器20の基準信号とを入力として、差動増幅器19の出力信号が接触判定基準信号設定器20の基準信号より大きくなったとき、検出端子18と溶融スラグ浴7とが接触したと判断した信号を作成する。作成された信号は、フラックス供給制御装置15に送られ、フラックス供給装置14によりフラックス12の供給及び停止が行われ、溶融スラグ浴7の上面がコンタクトチップ5の先端から予め定めた長さに位置するように制御され、ドライエクステンションLdが予め定めた長さに保たれる。
また、図6−1〜図6−3は、溶接トーチ4を板厚方向に揺動させた場合の溶融スラグ浴7表面の溶接電圧分布の一例を示す図である。まず、図6−2に示す溶接電圧分布は、溶接ワイヤ6が板厚中央にいるときのものであり、検出端子18が検出する溶接電圧は6V程度である。そこで、板厚方向の溶込みを均一化するために溶接トーチ4を揺動させ、溶接トーチ4が銅当て金1の近傍にいるときは、摺動式銅当て金2の近傍に配置されている検出端子18の検出する電圧は、図6−1に示すように、6Vの半分の3V程度に低下する。逆に、図6−3に示すように、溶接トーチ4が摺動式銅当て金2の近傍に来たときには、検出端子18の検出する溶接電圧は、12V程度と高くなる。
ここで、接触判定基準信号設定器20の基準信号の電圧を1.5V程度に設定すれば、比較器21は溶融スラグ浴7と検出端子18とが接触していることを正しく判断できるが、基準信号の値が小さいため、溶接の状態あるいは外部ノイズ等で正しい判断ができない可能性もある。この誤検知を防止するため、溶融スラグ浴検出装置13は、差動増幅器19の後にフィルタ回路22が設置され、フィルタ回路22により処理をした溶接電圧をもとに溶融スラグ浴7を検出したか否かの判定を行うこととしても良い。図7は、図4に示す溶融スラグ浴検出装置13にフィルタ回路22を設けた構成例を示す図である。フィルタ回路22は、溶接トーチ4の揺動周期程度、すなわち周期の1/2から2倍程度の時定数をもったフィルタ回路22とすることが望ましい。
図8は、フィルタ回路22がない場合の溶接電圧波形の一例を示す図であり、図9は、フィルタ回路22を介した場合の溶接電圧波形の一例を示す図である。具体的には、図8に示す波形は、サンプリング周期250msのフィルタのない場合に検出された溶接電圧波形である。また、図9に示す波形は、27データの移動平均、すなわち6.75秒(6750ms)の区間の移動平均の溶接電圧波形である。ここで、縦軸の1目盛りは3.000Vを示し、横軸の1目盛りは1秒(sec)を示している。また、図8及び図9に示す例では溶接トーチ4の揺動周期が8秒であるので、溶接電圧波形は溶接トーチ4の揺動周期と同等である。
これらの溶接電圧波形から明らかなように、フィルタがない場合には、溶接トーチ4が銅当て金1の近傍にあるときは、検出端子18が検出する電圧は3V程度まで低下し、溶接トーチ4が摺動式銅当て金2の近傍にあるときは、12V程度の検出電圧となる。また、検出された溶接電圧は大きな変動をもっている。これに対して、フィルタを介した溶接電圧波形は、9Vから12Vの範囲に平均化されている。そのため、フィルタ回路22を用いた場合には、接触判定の基準信号を3V〜6Vとすることができ、誤判定のリスクは大きく減少する。ここでは、揺動周期とほぼ同等な時定数を用いた例を示したが、揺動周期の1/2から2倍程度の時定数を用いたフィルタでも効果が確認された。
また、検出端子18は、溶接トーチ4と連結させることとしても良い。図10は、検出端子18を溶接トーチ4に連結させた構成の一例を説明するための図である。図10に示す例では、差動増幅器19、接触判定基準信号設定器20、比較器21、フィルタ回路22の構成は、図7に示す構成と同様であるが、検出端子18は溶接トーチ4と連結されている。そして、溶接トーチ4が揺動したときは、検出端子18も溶接トーチ4とともに揺動するため、検出端子18は、常に溶接ワイヤ6の近傍に位置する。このため、図6−1〜図6−3に示す溶接電圧分布を参照すると、検出端子18が溶融スラグ浴7と接触したときには、24V程度の溶接電圧を検出することができ、かつ溶接トーチ4の揺動にかかわらず、略一定の電圧を検出することができる。したがって、ノイズ等の影響を受けるリスクが減少する。
<溶融スラグ浴検出器の他の構成例>
次に、溶融スラグ浴検出器13の他の構成例について説明する。図11及び図12は、溶融スラグ浴検出器13の他の構成例を示す図である。図11に示す例では、溶融スラグ浴検出器13は、検出端子18、直流電源23、抵抗24、差動増幅器19、フィルタ回路22、接触判定基準信号設定器20、比較器21を有している。直流電源23は、例えば100V〜200V程度の電源であり、この直流電源23の出力は、抵抗24を通して検出端子18に接続される。ここで抵抗24の値は、例えば20kΩ〜500kΩである。
次に、溶融スラグ浴検出器13の他の構成例について説明する。図11及び図12は、溶融スラグ浴検出器13の他の構成例を示す図である。図11に示す例では、溶融スラグ浴検出器13は、検出端子18、直流電源23、抵抗24、差動増幅器19、フィルタ回路22、接触判定基準信号設定器20、比較器21を有している。直流電源23は、例えば100V〜200V程度の電源であり、この直流電源23の出力は、抵抗24を通して検出端子18に接続される。ここで抵抗24の値は、例えば20kΩ〜500kΩである。
検出端子18が溶融スラグ浴7に接触していない場合には、電流が流れないので、ほぼ直流電源23の電圧が検出端子18に印加される。一方、検出端子18が溶融スラグ浴7と接触すると、検出端子18から溶融スラグ浴7を通して摺動式銅当て金2に電流が流れるので、直流電源23の電圧が抵抗24によりドロップして、検出端子18の電圧は溶接電圧の一部、すなわち3V〜12V程度まで低下する。この変化を差動増幅器19、フィルタ回路22、接触判定基準信号設定器20、比較器21で判定して、溶融スラグ浴7を検出する。これらの動作については、前述の方法と同様であるので説明を省略する。この方法によれば、検出端子18と溶融スラグ浴7とが接触していないときの検出端子18の電圧は100V〜200Vであるのに対して、検出端子18と溶融スラグ浴7とが接触しているときの検出端子18の電圧は3V〜12Vとなり、両電圧の差が大きいので、信頼性のある動作が期待される。
また、図12に示す例では、溶融スラグ浴検出器13は、フォトセンサーとして、溶融スラグ浴7の表面から放たれる光を受光する受光器25と、受光器25の光量があるレベルになったときを判定する受光判定器26とを有する。光量の判定レベルはあらかじめ決められたものとし、受光器25の角度等を調整して、ドライエクステンションLdが目標とする予め定めた長さとなるように調整する。また、この判定結果は、フラックス供給制御装置15に送られ、ドライエクステンションLdが一定になるようにフラックス12が供給される。
付言すると、受光判定器26が受光器25の光量があるレベルに達していると判定した場合、溶融スラグ浴7がコンタクトチップ5の先端から予め定めた長さの位置まで上昇してきたこととなる。この場合、ドライエクステンションLdは予め定めた長さ以下になるため、フラックス供給制御装置15はフラックス12の投入を停止するように制御する。一方、受光判定器26が受光器25の光量があるレベルに達していないと判定した場合、溶融スラグ浴7はコンタクトチップ5の先端から予め定めた長さの位置まで上昇していないこととなる。この場合、ドライエクステンションLdは予め定めた長さより大きい状態であり、フラックス供給制御装置15はフラックス12を投入するように制御する。
<フラックス供給装置の構成>
次に、フラックス供給装置14の構成について詳細に説明する。図13−1及び図13−2は、フラックス供給装置14の構成例を示す図である。図13−1に示すように、本実施の形態に係るフラックス供給装置14は、ソレノイド27が矢印28のように往復動することにより、回転軸29を中心として、弁30が矢印31のように回転し、フラックス供給ノズル32が開閉する。この動作により、フラックスホッパー33のフラックス12が溶融スラグ浴7に供給される。ここで、図13−1は、フラックス供給ノズル32が閉じている状態を示している。一方、図13−2は、フラックス供給ノズル32が開いている状態を示しており、フラックス供給ノズル32が開くことにより、フラックスホッパー33のフラックス12がフラックス供給ノズル32を介して溶融スラグ浴7に供給される。
次に、フラックス供給装置14の構成について詳細に説明する。図13−1及び図13−2は、フラックス供給装置14の構成例を示す図である。図13−1に示すように、本実施の形態に係るフラックス供給装置14は、ソレノイド27が矢印28のように往復動することにより、回転軸29を中心として、弁30が矢印31のように回転し、フラックス供給ノズル32が開閉する。この動作により、フラックスホッパー33のフラックス12が溶融スラグ浴7に供給される。ここで、図13−1は、フラックス供給ノズル32が閉じている状態を示している。一方、図13−2は、フラックス供給ノズル32が開いている状態を示しており、フラックス供給ノズル32が開くことにより、フラックスホッパー33のフラックス12がフラックス供給ノズル32を介して溶融スラグ浴7に供給される。
<フラックス供給装置の他の構成例>
次に、フラックス供給装置14の他の構成例について説明する。図14は、フラックス供給装置14の他の構成例を示す図である。図14に示す例では、フラックス供給装置14において、モータ34によって駆動されるスクリュー35の回転により、フラックスホッパー33からフラックス12が押し出され、図示していない経路を経て、溶融スラグ浴7へと供給される。
次に、フラックス供給装置14の他の構成例について説明する。図14は、フラックス供給装置14の他の構成例を示す図である。図14に示す例では、フラックス供給装置14において、モータ34によって駆動されるスクリュー35の回転により、フラックスホッパー33からフラックス12が押し出され、図示していない経路を経て、溶融スラグ浴7へと供給される。
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限されず、前・後記の趣旨に適合し得る範囲で変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
実施例1
本実施例では、第1のワイヤを用いて実験を行った。詳細には、先願発明に記載された図1のエレクトロスラグ溶接装置を用い、母材として9%Ni鋼板(神戸製鋼所製)、および表1〜4の溶接材料を用いて下記の溶接条件にて表5−1および表5−2に示す溶接金属を作製した。下記表3−1および表3−2のワイヤNo.1〜45は、上記第1のエレクトロスラグ溶接用ワイヤに該当する。また、下記表5−1および表5−2の実験No.1〜45は、上記第1の溶接継手における溶接金属に該当する。本実施例ではREM添加に際し、12〜15%のCe、4〜8%のLaを含むSi−REM−Ca−Fe合金を用いた。
本実施例では、第1のワイヤを用いて実験を行った。詳細には、先願発明に記載された図1のエレクトロスラグ溶接装置を用い、母材として9%Ni鋼板(神戸製鋼所製)、および表1〜4の溶接材料を用いて下記の溶接条件にて表5−1および表5−2に示す溶接金属を作製した。下記表3−1および表3−2のワイヤNo.1〜45は、上記第1のエレクトロスラグ溶接用ワイヤに該当する。また、下記表5−1および表5−2の実験No.1〜45は、上記第1の溶接継手における溶接金属に該当する。本実施例ではREM添加に際し、12〜15%のCe、4〜8%のLaを含むSi−REM−Ca−Fe合金を用いた。
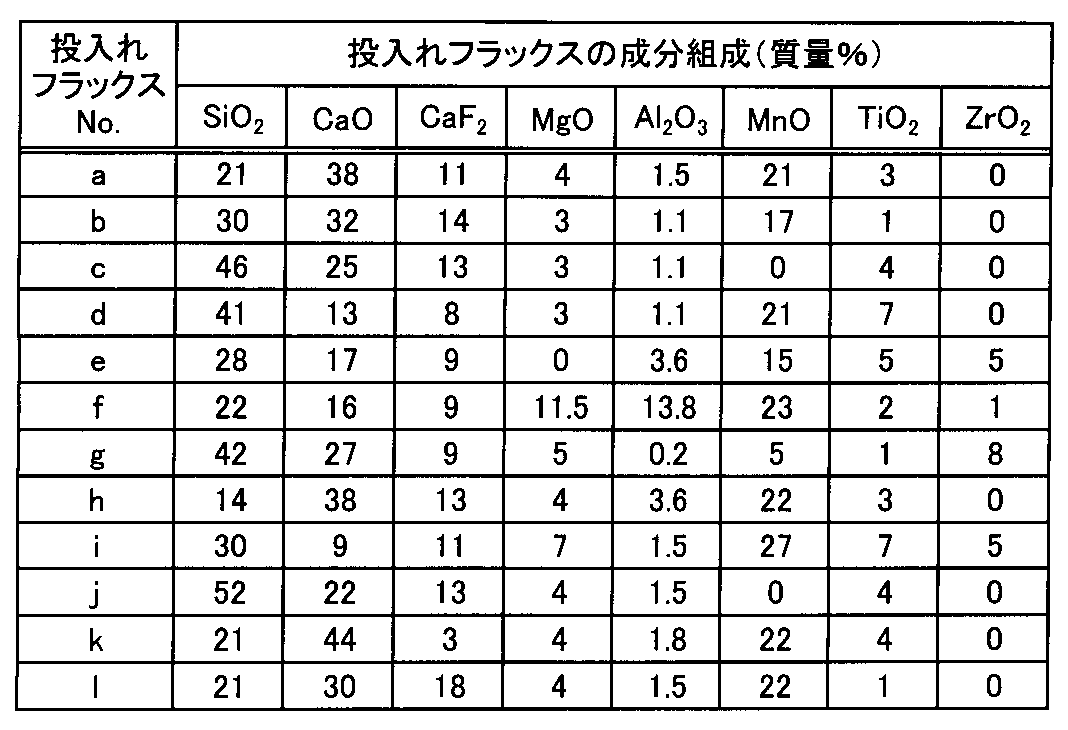
より詳細には溶接材料として、表1に記載の各フープに、表2−1または表2−2に記載の各フラックスが充填された表3−1または表3−2のフラックス入りワイヤ(残部は不可避的不純物。ワイヤ径1.6mm)、および表4の投入れフラックス(残部はFeO)を用いた。フラックス入りワイヤは全て、表面にCuめっきが施されていない。
表3−1または表3−2の各フラックス入りワイヤには、使用した表1のフープ番号と、表2−1または表2−2のフラックス番号と、フラックス入りワイヤ(フープ+フラックス)全質量に対するフラックスの充填率を記載しており、これらに基づいて各フラックス入りワイヤの成分量が決定される。例えば表3−1のフラックス入りワイヤNo.1のC量は、表1−1のフープNo.Aのフープ(C量=0.006%)と表2−1のフラックスNo.1のフラックス(C量=0.017%)を用いた例であり、フラックスの充填率は25%であるため、下記の計算式により0.009%となる。
表3−1のフラックス入りワイヤNo.1のC量
=(0.006%×0.75)+(0.017%×0.25)
≒0.009%
表3−1のフラックス入りワイヤNo.1のC量
=(0.006%×0.75)+(0.017%×0.25)
≒0.009%
また、表2−1および表2−2にはフラックス中に含まれるスラグ形成剤の含有率(%)を、表3−1および表3−2にはフラックス入りワイヤに対するスラグ形成剤の含有率(%)をそれぞれ示している。例えば表3−1のフラックス入りワイヤNo.1は、表2−1のフラックスNo.1のフラックス(フラックス中のスラグ形成剤は12.7%)を用いた例であり、フラックスの充填率は25%であるため、フラックス入りワイヤに対するスラグ形成剤の含有率は、12.7%×0.25≒3%となる。
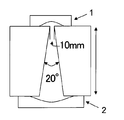
また、図15に示すように、銅当て金1(開先の裏側)及び摺動式銅当て金2(開先の表側)に囲まれた開先の幅は10mmであり、20°V開先溶接を行った。なお、銅当て金1及び摺動式銅当て金2はいずれも、水冷されたものを用いた。
溶接方法:エレクトロスラグ溶接
溶接条件:
母材の板厚:30mm
開先形状:図15を参照
ワイヤ送給速度15.4m/min
チップ母材距離を45mm
スラグ浴深さ25mmで溶接を開始
ワイヤ:フラックス入りワイヤ(FCW、表3−1および表3−2を参照)
ワイヤ径=1.6mm
入熱条件:約17kJ/mm(溶接電流340〜360A−溶接電圧44V、溶接速度5.4cm/min)
溶接姿勢:立向き1パス
溶接条件:
母材の板厚:30mm
開先形状:図15を参照
ワイヤ送給速度15.4m/min
チップ母材距離を45mm
スラグ浴深さ25mmで溶接を開始
ワイヤ:フラックス入りワイヤ(FCW、表3−1および表3−2を参照)
ワイヤ径=1.6mm
入熱条件:約17kJ/mm(溶接電流340〜360A−溶接電圧44V、溶接速度5.4cm/min)
溶接姿勢:立向き1パス
このようにして得られた溶接金属の組成(残部は鉄および不可避的不純物)を表5−1および表5−2に示す。上記溶接金属について、強度、極低温靭性、ビード外観を評価した。
(強度)
溶接金属の中央部より、溶接線方向に平行にJIS Z2202に記載の方法で引張り試験片を採取して、JIS Z2241に記載の方法で引張り試験を行った。本実施例では、引張り強度TS>600MPaの溶接金属を合格とした。
溶接金属の中央部より、溶接線方向に平行にJIS Z2202に記載の方法で引張り試験片を採取して、JIS Z2241に記載の方法で引張り試験を行った。本実施例では、引張り強度TS>600MPaの溶接金属を合格とした。
(極低温靭性)
上記のようにして得られた溶接金属の板厚中央部より、溶接線方向に垂直にシャルピー衝撃試験片(JIS Z3111 4号Vノッチ試験片)を採取し、JIS Z 2242に記載の方法で−196℃でのシャルピー衝撃試験を実施した。同様の試験を3回行い、その平均値を算出したとき、吸収エネルギーIVが40J以上の溶接金属を極低温靭性に優れると評価した。
上記のようにして得られた溶接金属の板厚中央部より、溶接線方向に垂直にシャルピー衝撃試験片(JIS Z3111 4号Vノッチ試験片)を採取し、JIS Z 2242に記載の方法で−196℃でのシャルピー衝撃試験を実施した。同様の試験を3回行い、その平均値を算出したとき、吸収エネルギーIVが40J以上の溶接金属を極低温靭性に優れると評価した。
(ビード外観)
ビード外観は目視にて行い、下記基準で評価した。
合格:ビードの際が揃って直線性に優れているもの
不合格:ビードが大きく蛇行しているもの、またはアンダーカットが発生したもの
ビード外観は目視にて行い、下記基準で評価した。
合格:ビードの際が揃って直線性に優れているもの
不合格:ビードが大きく蛇行しているもの、またはアンダーカットが発生したもの
これらの結果を表5−1および表5−2に併記する。
表5−1および表5−2の結果より、以下のように考察することができる。
まず、表5−1または表5−2の実験No.1〜31、45は、本発明の要件を満足する表3−1または表3−2のワイヤNo.1〜31、45のワイヤを用いた例であり、約17kJ/mmの大入熱溶接を施したにもかかわらず、極低温靭性IVおよび強度TSの両方に優れた溶接金属が得られた。
更に表5−2の実験No.41〜44は、ワイヤ中に所定量のREMを添加した例であり、上記実験No.1〜31に比べて溶接金属中の酸素含有量が一層低減されているため、強度が約645〜693MPaと比較的高いにもかかわらず、同程度の強度を有する例に比べて極低温靭性が著しく向上した。
これらのうち、投入れフラックスとして本発明の組成を満足する表4のa〜gを用いた表5−1または表5−2の実験No.1〜3、9〜30、41〜45は、ビード外観も良好であった。
これに対し、表5−2の実験No.32〜40は、本発明の要件を満足しない表3−2のワイヤNo.32〜40のワイヤを用いた例であり、以下の不具合を有している。
まず、表5−2の実験No.32は、Mn量およびCr量が多い表3−2のワイヤNo.32のワイヤを用いた例であり、溶接金属中のMn量およびCr量も多いため、極低温靭性が低下した。
表5−2の実験No.33は、Ni量が多くCr量が少ない表3−2のワイヤNo.33のワイヤを用いた例であり、溶接金属中のNi量が多くCr量も少ないため、強度が低下した。
表5−2の実験No.34は、Ni量が少ない表3−2のワイヤNo.34のワイヤを用いた例であり、溶接金属中のNi量も少ないため、極低温靭性が低下した。
表5−2の実験No.35は、Al量が多い表3−2のワイヤNo.35のワイヤを用いた例であり、極低温靭性が低下した。
表5−2の実験No.36は、W量が多い表3−2のワイヤNo.36のワイヤを用いた例であり、溶接金属中のW量も多いため、極低温靭性が低下した。
表5−2の実験No.37は、Mo量が多い表3−2のワイヤNo.37のワイヤを用いた例であり、溶接金属中のMo量も多いため、極低温靭性が低下した。
表5−2の実験No.38は、W量が少なくFe量が多い表3−2のワイヤNo.38のワイヤを用いた例であり、溶接金属中のW量が少なくFe量が多いため、強度が低下した。
表5−2の実験No.39は、Mn量が少ない表3−2のワイヤNo.39のワイヤを用いた例であり、溶接金属中のMn量が少なため、強度が低下した。
表5−2の実験No.40は、Si量およびNb量が多い表3−2のワイヤNo.40のワイヤを用いた例であり、溶接金属中のSi量およびNb量も多いため、極低温靭性が低下した。
実施例2
本実施例では、第2のワイヤを用いて前述した実施例1と同様にして実験を行なった。詳細には、上記実施例1と同様に、表1、表4、表6、表7の溶接材料を用いて下記の溶接条件にて表8に示す溶接金属を作製した。下記表7のワイヤNo.46〜51は、上記第2のエレクトロスラグ溶接用ワイヤに該当する。また、下記表8の実験No.46〜51は、上記第2の溶接継手における溶接金属に該当する。本実施例においてもREM添加に際し、12〜15%のCe、4〜8%のLaを含むSi−REM−Ca−Fe合金を用いた。
本実施例では、第2のワイヤを用いて前述した実施例1と同様にして実験を行なった。詳細には、上記実施例1と同様に、表1、表4、表6、表7の溶接材料を用いて下記の溶接条件にて表8に示す溶接金属を作製した。下記表7のワイヤNo.46〜51は、上記第2のエレクトロスラグ溶接用ワイヤに該当する。また、下記表8の実験No.46〜51は、上記第2の溶接継手における溶接金属に該当する。本実施例においてもREM添加に際し、12〜15%のCe、4〜8%のLaを含むSi−REM−Ca−Fe合金を用いた。
より詳細には溶接材料として、表1に記載の各フープに、表6に記載の各フラックスが充填された表7のフラックス入りワイヤ(残部は不可避的不純物。ワイヤ径1.6mm)、および表4の投入れフラックス(残部はFeO)を用いた。フラックス入りワイヤは全て、表面にCuめっきが施されていない。
溶接は、上記実施例1と同じ条件で行った。得られた溶接金属の組成(残部は鉄および不可避的不純物)を表8に示す。上記溶接金属について、上記実施例1と同様、強度、極低温靭性、ビード外観を評価した。また、実施例2においては、更に溶接金属中の金属間化合物の個数密度を測定した。
(金属間化合物の個数密度)
前述した方法で金属間化合物の個数密度を求めた。具体的には、日本電子株式会社製の電界放出型走査電子顕微鏡「JSM−7001F(FE−SEM)」を用い、加速電圧:15kV、観察倍率:1500倍の条件で反射電子像を各試料につき4視野撮影した。白色または灰色のコントラストで示される金属間化合物の個数を測定し、4視野の合計面積=0.0185mm2で除することで、金属間化合物の個数密度を算出した。
前述した方法で金属間化合物の個数密度を求めた。具体的には、日本電子株式会社製の電界放出型走査電子顕微鏡「JSM−7001F(FE−SEM)」を用い、加速電圧:15kV、観察倍率:1500倍の条件で反射電子像を各試料につき4視野撮影した。白色または灰色のコントラストで示される金属間化合物の個数を測定し、4視野の合計面積=0.0185mm2で除することで、金属間化合物の個数密度を算出した。
これらの結果を表8に併記する。
表8から以下のように考察できる。
表8の実験No.46〜51は、本発明の要件を満足する表7のワイヤNo.46〜51のワイヤを用いた例であり、溶接金属中の金属間化合物が3500個/mm2以下に抑えられている。そのため、第1のワイヤを用いた前記実施例1に比べて、引張り強度TSが700MPa超、吸収エネルギーIVが60J以上と、強度および極低温靭性の両方が向上した。
これに対し、前述した実施例1においてNb量が0.50%を超える第1のワイヤを用いて得られた溶接金属の一部(表5−1の実験No.1、2、5)について金属間化合物の個数密度を測定したところ、いずれも溶接金属に含まれるNb量が0.30%を超えているため、金属間化合物の個数密度はそれぞれ、9351個/mm2(実験No.1)、8270個/mm2(実験No.2)、3568個/mm2(実験No.5)と多くなり、前記実験No.46〜51並の高い極低温靭性は得られなかった。
1 銅当て金
2 摺動式銅当て金
3 溶接母材
4 溶接トーチ
5 コンタクトチップ
6 溶接ワイヤ
7 溶融スラグ浴
8 溶接電流
9 溶融金属
10 溶接金属
11 固化スラグ
12 フラックス(投入れフラックス)
13 溶融スラグ浴検出器
14 フラックス供給装置
15 フラックス供給制御装置
16 走行台車
17 走行台車制御装置
18 検出端子
19 差動増幅器
20 接触判定基準信号設定器
21 比較器
22 フィルタ回路
23 直流電源
24 抵抗
25 受光器
26 受光判定器
27 ソレノイド
28 矢印
29 回転軸
30 弁
31 矢印
32 フラックス供給ノズル
33 フラックスホッパー
34 モータ
35 スクリュー
100 エレクトロスラグ溶接装置
2 摺動式銅当て金
3 溶接母材
4 溶接トーチ
5 コンタクトチップ
6 溶接ワイヤ
7 溶融スラグ浴
8 溶接電流
9 溶融金属
10 溶接金属
11 固化スラグ
12 フラックス(投入れフラックス)
13 溶融スラグ浴検出器
14 フラックス供給装置
15 フラックス供給制御装置
16 走行台車
17 走行台車制御装置
18 検出端子
19 差動増幅器
20 接触判定基準信号設定器
21 比較器
22 フィルタ回路
23 直流電源
24 抵抗
25 受光器
26 受光判定器
27 ソレノイド
28 矢印
29 回転軸
30 弁
31 矢印
32 フラックス供給ノズル
33 フラックスホッパー
34 モータ
35 スクリュー
100 エレクトロスラグ溶接装置
Claims (20)
- 質量%で、
C :0%以上、0.300%以下、
Si:0%以上、3.0%以下、
Mn:1.20%以上、4.2%以下、
Ni:49.0%以上、70%以下、
Cr:9%以上、18.5%以下、
Mo:0%以上、24.0%以下、
Al:0%以上、0.13%以下、
W :1.0%以上、14.0%以下、
Fe:0%以上、6.0%以下、
Mg:0%以上、1%以下、
Nb:0%以上、4.0%以下、
N :0%以上、0.2%以下、および
Zr:0%以上、0.05%以下
を含有することを特徴とするエレクトロスラグ溶接用ワイヤ。 - 更に、質量%で
希土類元素:0%超、1.0%以下を含有する請求項1に記載のエレクトロスラグ溶接用ワイヤ。 - 前記ワイヤにCuめっきが施されたものである請求項1または2に記載のエレクトロスラグ溶接用ワイヤ。
- 前記ワイヤは、ソリッドワイヤまたはメタル系フラックス入りワイヤである請求項1〜3のいずれかに記載のエレクトロスラグ溶接用ワイヤ。
- 前記ワイヤはスラグ系フラックス入りワイヤである請求項1〜3のいずれかに記載のエレクトロスラグ溶接用ワイヤ。
- 前記フラックス中に、前記スラグ系フラックス入りワイヤ全質量に対し、スラグ形成剤を0%超、20%以下含む請求項5に記載のエレクトロスラグ溶接用ワイヤ。
- 立向き1パスでのエレクトロスラグ溶接に用いられるものである請求項1〜6のいずれかに記載のエレクトロスラグ溶接用ワイヤ。
- 質量%で、
C :0%以上、0.300%以下、
Si:0%以上、3.0%以下、
Mn:1.20%以上、4.2%以下、
Ni:49.0%以上、70%以下、
Cr:9%以上、18.5%以下、
Mo:0%以上、24.0%以下、
Al:0%以上、0.13%以下、
W :4.6%以上、14.0%以下、
Fe:0%以上、6.0%以下、
Mg:0%以上、1%以下、
Nb:0%以上、0.50%以下、
N :0%以上、0.2%以下、
Zr:0%以上、0.05%以下、および
希土類元素:0%超、1.0%以下
を含有することを特徴とするエレクトロスラグ溶接用ワイヤ。 - 前記ワイヤにCuめっきが施されたものである請求項8に記載のエレクトロスラグ溶接用ワイヤ。
- 前記ワイヤは、ソリッドワイヤまたはメタル系フラックス入りワイヤである請求項8または9に記載のエレクトロスラグ溶接用ワイヤ。
- 前記ワイヤは、スラグ系フラックス入りワイヤである請求項8または9に記載のエレクトロスラグ溶接用ワイヤ。
- 前記フラックス中に、前記スラグ系フラックス入りワイヤ全質量に対し、スラグ形成剤を0%超、20%以下含む請求項11に記載のエレクトロスラグ溶接用ワイヤ。
- 立向き1パスでのエレクトロスラグ溶接に用いられるものである請求項8〜12のいずれかに記載のエレクトロスラグ溶接用ワイヤ。
- 請求項1〜7のいずれかに記載のエレクトロスラグ溶接用ワイヤと共にエレクトロスラグ溶接に用いられる投入れフラックスであって、
前記投入れフラックスは、質量%で、
SiO2:15%以上、50%以下、
CaO:10%以上、40%以下、
CaF2:5%以上、15%以下、
MgO:0%以上、12%以下、
Al2O3:0%以上、14%以下、
MnO:0%以上、25%以下、
TiO2:0%以上、10%以下、および
ZrO2:0%以上、10%以下
を含有することを特徴とするエレクトロスラグ溶接用投入れフラックス。 - 請求項8〜13のいずれかに記載のエレクトロスラグ溶接用ワイヤと共にエレクトロスラグ溶接に用いられる投入れフラックスであって、
前記投入れフラックスは、質量%で、
SiO2:15%以上、50%以下、
CaO:10%以上、40%以下、
CaF2:5%以上、15%以下、
MgO:0%以上、12%以下、
Al2O3:0%以上、14%以下、
MnO:0%以上、25%以下、
TiO2:0%以上、10%以下、および
ZrO2:0%以上、10%以下
を含有することを特徴とするエレクトロスラグ溶接用投入れフラックス。 - 請求項5または6に記載のエレクトロスラグ溶接用ワイヤ、および請求項14に記載のエレクトロスラグ溶接用投入れフラックスを用い、エレクトロスラグ溶接により作製される溶接継手であって、
溶接金属は、質量%で、
C :0%以上、0.260%以下、
Si:0%以上、3.0%以下、
Mn:1.0%以上、4.00%以下、
Ni:40.0%以上、70.0%以下、
Cr:7%以上、15.0%以下、
Mo:0%以上、20.0%以下、
W :0.50%以上、13.0%以下、
Fe:0%以上、32%以下、
Nb:0%以上、2.5%以下、
N :0.01%以上、0.11%以下、および
O :0%以上、0.055%以下
を含有することを特徴とする溶接継手。 - 前記溶接金属は、質量%で、O:0%以上、0.025%以下を含有する請求項16に記載の溶接継手。
- 母材として、質量%で5%以上、10%以下のNiを含有する鋼板を用いるものである請求項16または17に記載の溶接継手。
- 請求項11または12に記載のエレクトロスラグ溶接用ワイヤ、および請求項15に記載のエレクトロスラグ溶接用投入れフラックスを用い、エレクトロスラグ溶接により作製される溶接継手であって、
前記溶接金属は、質量%で、
C :0%以上、0.260%以下、
Si:0%以上、3.0%以下、
Mn:1.0%以上、4.00%以下、
Ni:40.0%以上、70.0%以下、
Cr:7%以上、15.0%以下、
Mo:0%以上、20.0%以下、
W :4.50%以上、13.0%以下、
Fe:0%以上、32%以下、
Nb:0%以上、0.30%以下、
N :0.01%以上、0.11%以下、および
O :0%以上、0.025%以下
を含有し、
溶接金属中の金属間化合物が3500個/mm2以下であることを特徴とする溶接継手。 - 母材として、質量%で5%以上、10%以下のNiを含有する鋼板を用いるものである請求項19に記載の溶接継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/005234 WO2017145854A1 (ja) | 2016-02-25 | 2017-02-14 | エレクトロスラグ溶接用Ni基溶接材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034710 | 2016-02-25 | ||
| JP2016034710 | 2016-02-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017148863A true JP2017148863A (ja) | 2017-08-31 |
Family
ID=59740106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016223613A Pending JP2017148863A (ja) | 2016-02-25 | 2016-11-16 | エレクトロスラグ溶接用Ni基溶接材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017148863A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217963A1 (ja) * | 2019-04-22 | 2020-10-29 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| JP7043668B1 (ja) | 2021-09-09 | 2022-03-29 | 日本ファブテック株式会社 | 鋼材冷却装置及び鋼材冷却方法 |
| WO2023166968A1 (ja) * | 2022-03-04 | 2023-09-07 | 株式会社神戸製鋼所 | エレクトロスラグ溶接方法、エレクトロスラグ溶接装置、およびプログラム |
-
2016
- 2016-11-16 JP JP2016223613A patent/JP2017148863A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217963A1 (ja) * | 2019-04-22 | 2020-10-29 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| JP2020175433A (ja) * | 2019-04-22 | 2020-10-29 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| JP7244340B2 (ja) | 2019-04-22 | 2023-03-22 | 株式会社神戸製鋼所 | Ni基合金フラックス入りワイヤ |
| JP7043668B1 (ja) | 2021-09-09 | 2022-03-29 | 日本ファブテック株式会社 | 鋼材冷却装置及び鋼材冷却方法 |
| JP2023039771A (ja) * | 2021-09-09 | 2023-03-22 | 日本ファブテック株式会社 | 鋼材冷却装置及び鋼材冷却方法 |
| WO2023166968A1 (ja) * | 2022-03-04 | 2023-09-07 | 株式会社神戸製鋼所 | エレクトロスラグ溶接方法、エレクトロスラグ溶接装置、およびプログラム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5205115B2 (ja) | 純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法 | |
| RU2600466C2 (ru) | Решение для сварки корневого прохода | |
| JP5411820B2 (ja) | フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法 | |
| WO2018051823A1 (ja) | エレクトロスラグ溶接用ワイヤ、エレクトロスラグ溶接用フラックス及び溶接継手 | |
| JP4886440B2 (ja) | 低温靭性に優れた高強度溶接金属 | |
| KR102206707B1 (ko) | 플럭스 코어드 와이어 | |
| KR102208029B1 (ko) | 일렉트로슬래그 용접용 와이어, 일렉트로슬래그 용접용 플럭스 및 용접 이음 | |
| JP2008087045A (ja) | エレクトロガスアーク溶接用フラックス入りワイヤ及び2電極エレクトロガスアーク溶接方法 | |
| KR101153572B1 (ko) | 플럭스 내장 와이어 | |
| JP2008149341A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| KR20190038412A (ko) | 함알루미늄 용접 전극 | |
| JP2011131243A (ja) | 亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手 | |
| JP2017148863A (ja) | エレクトロスラグ溶接用Ni基溶接材料 | |
| CN109396688A (zh) | 用于形成奥氏体钢和双相钢焊接金属的电极 | |
| WO2017145854A1 (ja) | エレクトロスラグ溶接用Ni基溶接材料 | |
| JP6875232B2 (ja) | 多電極ガスシールドアーク片面溶接方法 | |
| JP6661516B2 (ja) | 非消耗ノズル式エレクトロスラグ溶接方法及びエレクトロスラグ溶接継手の製造方法 | |
| JP6420215B2 (ja) | 消耗電極式ガスシールドアーク溶接方法 | |
| JP2020157315A (ja) | エレクトロガスアーク溶接用フラックス入りワイヤ | |
| EP3974097A2 (en) | Covered electrode for arc welding high strength steel background | |
| CN113784815B (zh) | 药芯焊丝和焊接方法 | |
| JP6726008B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| KR102484033B1 (ko) | 일렉트로슬래그 용접용 솔리드 와이어 및 용접 이음매 | |
| JP2524774B2 (ja) | ステンレス鋼の潜弧溶接方法 | |
| WO2019221284A1 (ja) | エレクトロスラグ溶接用ソリッドワイヤ及び溶接継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170223 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170322 |