JP2017144441A - 溶接条件設定支援装置及び溶接条件設定支援方法 - Google Patents
溶接条件設定支援装置及び溶接条件設定支援方法 Download PDFInfo
- Publication number
- JP2017144441A JP2017144441A JP2016025648A JP2016025648A JP2017144441A JP 2017144441 A JP2017144441 A JP 2017144441A JP 2016025648 A JP2016025648 A JP 2016025648A JP 2016025648 A JP2016025648 A JP 2016025648A JP 2017144441 A JP2017144441 A JP 2017144441A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- image
- setting
- welding condition
- sectional shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 272
- 238000000034 method Methods 0.000 title claims description 25
- 239000011324 bead Substances 0.000 claims abstract description 59
- 238000003860 storage Methods 0.000 claims abstract description 16
- 230000035515 penetration Effects 0.000 claims description 55
- 239000000463 material Substances 0.000 claims description 27
- 238000005493 welding type Methods 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 abstract 2
- 238000010586 diagram Methods 0.000 description 23
- 230000014509 gene expression Effects 0.000 description 14
- 210000001503 joint Anatomy 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 2
- 101100366711 Arabidopsis thaliana SSL13 gene Proteins 0.000 description 1
- 101100366561 Panax ginseng SS11 gene Proteins 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images













Abstract
Description
そこで、高い溶接品質を得る溶接条件の設定を、作業者によらず容易に行える工夫が提案されており、一例が特許文献1に記載されている。
また、多数ある溶接パラメータをどのような手順で決めていけば最良の結果が得られるかが視覚的に提示されない。
そのため、溶接知識の少ない使用者にとって、特許文献1に記載された溶接条件設定装置は、設定操作に慣れるまでに長い時間を要するものであり、溶接条件の設定をさらに容易にするという観点で改善の余地があった。
1) 複数の溶接項目の組として設定された溶接条件の複数種類と、前記溶接条件の複数種類それぞれで溶接したときのビード断面形状の画像データと、が紐づけして収められた形状データ情報ファイルを記憶する記憶部と、
前記溶接条件を作業者が設定可能とする溶接条件欄画像を生成する画像生成部と、
少なくとも設定中の前記溶接条件に対応する前記ビード断面形状の画像データを、前記形状データ情報ファイルから検索取得する検索部と、
前記検索部が検索取得した前記画像データで示される前記ビード断面形状に、そのビード断面形状に関連づけ可能な前記溶接項目を形状関連情報として重畳した重畳画像を生成する重畳画像生成部と、
を備えたことを特徴とする溶接条件設定支援装置である。
2) 前記重畳画像は、前記ビード断面形状における前記溶接項目に該当する部位に重畳された寸法線又は引き出し線の指示表示と、前記指示表示の近傍に重畳された前記溶接項目を特定する項目欄と、を含むことを特徴とする1)に記載の溶接条件設定支援装置である。
3) 前記画像生成部は、前記溶接条件欄画像と前記重畳画像とを含む設定画面の画像を生成することを特徴とする1)又は2)に記載の溶接条件設定支援装置である。
4) 前記形状データ情報ファイルは、少なくとも継手と被溶接材の材質との組で分類されていることを特徴とする1)〜3)のいずれか一つに記載の溶接条件設定支援装置である。
5) 前記重畳画像の前記溶接項目として、前記ビード断面形状の溶け込み幅を含むことを特徴とする2)〜4)のいずれか一つに記載の溶接条件設定支援装置である。
6) 複数の溶接項目の組として設定された溶接条件の複数種類と、前記溶接条件の複数種類それぞれで溶接したときのビード断面形状の画像データと、を紐づけして形状データ情報ファイルとする形状データ情報ファイル作成ステップと、
少なくとも設定中の前記溶接条件に対応する前記ビード断面形状の画像データを、前記形状データ情報ファイルから検索取得する検索取得ステップと、
前記検索取得ステップで取得した前記画像データで示される前記ビード断面形状に、そのビード断面形状に関連づけ可能な前記溶接項目を形状関連情報として重畳した重畳画像を生成する重畳画像生成ステップと、
を含むことを特徴とする溶接条件設定支援方法である。
7) 前記重畳画像生成ステップは、前記重畳画像を、前記ビード断面形状における前記溶接項目に該当する部位に寸法線又は引き出し線の指示表示を重畳すると共に、前記指示表示の近傍に前記溶接項目を特定する項目欄を重畳して生成することを特徴とする6)に記載の溶接条件設定支援方法である。
8) 前記溶接項目に、前記ビード断面形状の溶け込み幅を含めて前記重畳画像を生成することを特徴とする7)に記載の溶接条件設定支援方法である。
9) 前記溶接条件を設定するための設定欄画像と前記重畳画像とを含む設定画面の画像を生成する設定画面生成ステップを含むことを特徴とする6)〜8)のいずれか一つに記載の溶接条件設定支援方法である。
10) 前記形状データ情報ファイルを、少なくとも継手と被溶接材の材質との組で分類しておくことを特徴とする6)〜9)のいずれか一つに記載の溶接条件設定支援方法である。
溶接ロボットMは、例えば垂直多関節型の6軸の自由度を有する腕部Maと、腕部Maの先端に取り付けられた溶接トーチMbと、ロボット制御装置CTと、を備えた産業用ロボットである。溶接トーチMbは、レーザ光を出射するノズルMb1を交換可能に有している。
ロボット制御装置CTには、溶接条件を設定する作業者(以下、単に作業者と称する)が、溶接ロボットMで行う溶接の条件設定をする際に、その支援をする設定支援装置51が含まれる。
設定支援装置51は、中央処理装置(CPU)1a,検索部1b,画像生成部1c.及び重畳画像生成部1dを有する制御部1を備えている。また、設定支援装置51は、作業者がデータや選択情報を入力操作する入力部2a及び画像生成部1cで生成された目次画面G1(図7)などの画像を表示する出力部2bを有する入出力部2と、データベースDB1及び溶接関連情報ファイルF(いずれも詳細は後述)を格納した記憶部3と、を備えている。
作業者は、入力部2aのキーボードや目次画面G1などに表示されたアイコンなどの選択肢表示を指でタッチすることにより、データや選択内容を入力できる。
入力部2aは、入力された情報(以下、入力情報J1とも称する)を、制御部1に向け出力する。
具体的には、複数の溶け込み形状データが収められた形状データ情報ファイルF1、及び複数の溶け込み特性の数式が収められた数式情報ファイルFmである。
また、継手B1〜B6は、それぞれ形状データ情報ファイルF11〜F16が関連づけられている。
溶接条件は、複数の溶接項目の組として設定されるものであり、ここで示された材質及び継手も溶接項目である。
従って、形状データ情報ファイルは、少なくとも継手と被溶接材の材質との組で分類されている。
継手B1〜B6は、例えばそれぞれ重ね、角片引き、角半引き、突き合わせ、重ね隅肉、隅肉が当てられている。
換言するならば、溶接項目の異なる複数種類の溶接条件それぞれと、各溶接条件での溶接で得られるビード断面形状の画像データと、が、紐付けして収められている。
例えば、溶け込み形状データファイルF21には、材質A2を用いた継手B1の溶接における溶接ビード断面形状の画像データが、512種類収められている。
具体的には、溶接速度と溶け込み深さとの関係を示す関係式ファイルFmaと、溶接速度と溶け込み幅との関係を示す関係式ファイルFmbと、溶接速度とビード幅との関係を示す関係式ファイルFmcと、である。
ビード幅は、ビードの表面の幅であり、溶け込み幅は、ビードの表面とは反対側(奥側)の幅である。
焦点位置は、例えば、0〜50mmの範囲における、0〜20mmでの5mm間隔の5種、20を超え50迄の10mm間隔の3種、の合計8種である。
焦点位置は、基準となる位置を0として+値側と−値側とで規定してもよい。
この例では、取りえる範囲の最小値を0として、+値側で範囲を規定している。従って、0〜50mmの範囲におけるいわゆる基準位置は25mmとなる。
各数式は、実測に基づいて近似された、又は理論に基づいて推定された近似式を用いる。
具体的には、図5に示されるように、6種の継手B1〜B6それぞれと焦点位置8種とを組み合わせた、合計48種の基本テーブルT1〜T48が格納されている。
例えば基本テーブルT48は、継手B6における焦点位置50mmでの、溶接条件の組み合わせがテーブル化されたものである。
「深さ→速度」テーブルTs1は、板厚とレーザ出力との組み合わせ毎に、溶け込み深さを変数として、各溶け込み深さに対応する溶接速度を示す細目テーブルである。
「速度→幅」テーブルTs2は、溶接速度を変数として、各溶接速度に対応する溶け込み幅及びビード幅を示す細目テーブルである。
「幅→速度」テーブルTs3は、溶け込み幅を変数として、各溶け込み幅に対応する溶接速度を示す細目テーブルである。
「速度→深さ&幅」テーブルTs4は、溶接速度を変数として、各溶接速度に対応する溶け込み深さ及びビード幅を示す細目テーブルである。
板厚とレーザ出力とは、例えば板厚を0.5mm刻み、レーザ出力を既述のように100W刻みとして組み合わせ、マトリックス化する。
「速度→幅」テーブルTs2に示される関係は、関係式ファイルFmb,Fmcに収容された式を用いて取得する。
「幅→速度」テーブルTs3に示される関係は、関係式ファイルFmbに収容された式を用いて取得する。
「速度→深さ&幅」テーブルTs4に示される関係は、関係式ファイルFmaに収容された式を用いて取得する。
設定支援装置51は、作業者が行う溶接条件の設定を、溶け込み深さを基準として行うモードAと、溶接速度を基準にして行うモードBと、のいずれかで行うように誘導支援する。
そのために、制御部1は、モードAとモードBとのいずれで設定するかを、設定初期段階で作業者に選択させて溶接条件の設定を支援する。
他の条件値が一定の場合、溶け込み深さを大きく(深く)すると溶接速度が遅くなる(溶接時間が長くなる)、或いは、溶接速度を速くする(溶接時間を短くする)と、溶け込み深さが小さく(浅く)なる、というようにこの二つの判断要素は互いに相反する。
そのため、溶接条件の設定に不慣れな初心者にとって、製品に要求された溶接品質を維持しつつ短時間で効率的に溶接を行う、といった市場要望と生産者目標との両方を満たす最適の溶接条件を設定することは決して容易ではない。
そして、選択入力の結果に基づいて、以降の設定作業を行うための設定画面を異なる画面として表示するようになっている。
具体的には、モードAでは溶接条件欄画像G5A及び溶接断面画像G8Aを表示し、モードBでは溶接条件欄画像G5B及び溶接断面画像G8Bを表示する(図10,図11及び図14参照:詳細は後述)。
これにより、作業者は、その時点の溶接条件での溶接結果を、視覚的に把握できる。
これにより、作業者は、溶接条件の変更内容をリアルタイムで視覚的に把握できる。
これにより、溶接経験の少ない作業者にも、溶接結果を確実に把握できると共に、誤設定が防止される。
これにより、作業者は、溶接結果と溶接条件とが関連づけられた状態で変更入力ができ、溶接経験の少ない作業者でも、確実に条件変更ができ、誤変更が防止される。
複数の画面は、具体的には、目次画面G1,設定導入画面G2,及び設定本画面G3である。
設定支援装置51は、作業者の指示により溶接条件設定作業を開始したら、まず初めに目次画面G1を表示する(S1)。
目次画面G1は、溶接条件を設定しようとする作業者に、継手選択と設定モード選択と、を実行させるよう誘導支援する画面である。
継手選択において、作業者は、6種類の継手から1つを選択する。
設定モード選択では、作業者は、継手選択で選択した継手における溶接条件設定を、「溶け込み深さ」を基本に設定を進めるか、「溶接速度」を基本に設定を進めるか、を、選択する。
さらに、制御部1は、継手種類画像G1a〜G1fそれぞれに、設定モードの選択肢となる「溶け込み」表示G1g1と「速度」表示G1g2とを、入力用画像G1gとして表示する。この例では、「溶け込み」がAモードであり、「速度」がモードBとなる。
作業者は、12(2×6)個の入力用画像G1gのいずれかを、指タッチやカーソル選択することで、継手選択とモード選択とを同時に設定入力できる。
これにより、溶接条件設定の経験が少ない作業者でも、視覚的に継手種類を把握でき継手選択が容易になり、継手の誤選択が防止される。
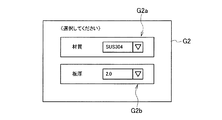
そのために、画像生成部1cは、設定導入画面G2を、材質を入力するためのプルダウンメニュー表示可能な材質入力画像G2aと、板厚を入力するためのプルダウンメニュー表示可能な板厚入力画像G2bと、を含めて生成する。
プルダウンメニューに表示される板厚は、データベースDB1(図5)の基本テーブルT1〜T48において、レーザ出力と組み合わされている板厚の範囲及び刻みとされる。すなわち、この例では、範囲0.5mm〜6.0mmにおける0.5mm刻みの12種類である。
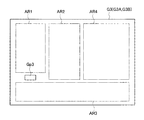
設定本画面G3Aと設定本画面G3Bとでは、溶接条件設定領域AR1に表示される溶接条件欄画像G5と、溶接ビード断面形状表示領域AR4に表示される溶接断面画像G8と、がそれぞれ一部異なる。設定本画面G3Aでは溶接条件欄画像G5A及び溶接断面画像G8Aが表示され、設定本画面G3Bでは溶接条件欄画像G5B及び溶接断面画像G8Bが表示される(図10,図11,図14、及び図15参照)。
すなわち、溶接条件設定領域AR1には、設定項目欄G5aと、その設定項目それぞれに設定されている設定値を表示する設定値欄G5bと、を含む溶接条件欄画像G5Aが表示される。
設定値欄G5bのうち、内容の変更が可能な欄は、太枠とされ、設定可能な値又は選択肢を表示するプルダウン釦Gp1が設けられている。
「溶接速度(cm/min)」は、溶け込み率を含む他の設定値から得られる値を表示するのみで、この画面において設定入力できないようになっている。
溶接条件欄画像G5Bは、溶接条件欄画像G5Aと次の点で異なる。
すなわち、溶接条件欄画像G5Bでは、溶接条件欄画像G5Aで表示される「溶け込み率%」が、板厚tと乗算した「溶け込み深さD(mm)」として設定入力不可項目として表示される。
替わりに、溶接条件欄画像G5Aにおいて設定不可項目として表示される「溶接速度(cm/min)」が、溶接条件欄画像G5Bでは、設定入力可能な項目として表示される。
ノズル仕様欄G6cの各項目は、種類選択欄G6aと共に内容変更可能で太枠とされ、設定可能な値又は選択肢を表示するプルダウン釦Gp1が設けられている。
この登録保存は、選択した継手とモードとを組み合わせた組ごとに独立して行われる。
登録は、設定本画面G3に表示された登録釦Gp3(図9参照)を押す(タッチ又はカーソル選択)ことで行うことができる。
この登録条件として、設定支援装置51の製造者が、予め基準となる溶接条件組を用意し、記憶部3に登録保存しておいてもよい。
溶接断面画像G8には、溶接条件欄画像G5に示される継手及び溶接条件に対応した溶接ビード断面形状としての断面形状画像G8aが含まれる。
図14に示される溶接断面画像G8における断面形状画像G8aは、検索部1bにより、図10又は図11に示された継手種類及び溶接条件に基づいて形状データ情報ファイルF1から検索取得された溶け込み形状データが、画像生成部1cにより画像化されて表示される。
図14において、形状関連情報J3には「ビード幅W」,「ビード表面」,「板厚t」,「溶け込み深さD」,「溶け込み幅W1」,及び「引張り強度FT」が溶接項目として含められている。これらの表示は、寸法線と項目欄とその項目として設定されている数値又は選択肢(語句)を表示する設定欄とされる。
一方、モードBで表示される溶接断面画像G8Bでは、溶け込み率が設定入力不可項目とされていることから、溶け込み深さの設定欄J3d3での入力はできないようになっている。すなわち、作業者は、設定欄J3b3〜J3c3での入力が可能である。
この場合、「突き合わせ」は継手B4に対応付けられているので、検索部1bは、溶け込み形状データファイルF14(図3)の中から、その時点での溶接条件に該当する溶け込み形状データを読み込み、画像生成部1cは、その読み込まれた溶け込み形状データを断面形状画像G8aとして生成する。
すなわち、図15に示された溶接断面画像G8では、断面形状画像G8aとして突き合せ継手の画像が表示されている。
作業者は、設定本画面G3Aに表示された条件で設定登録と溶接実行する、と決定したら、登録釦Gp3により登録する。
以下、モードAの場合と同様に、制御部1は、登録入力有無を判定し(S12)、登録入力有と判定したら、その時点の溶接条件に登録番号を付与し、記憶部3に記憶させる。また、次に実行する溶接加工条件として設定する(S13)。
特に、バランスを持った設定が難しい二つの溶接パラメータである「溶け込み深さ」に直接関係する「溶け込み率」と、「溶接速度」と、について、予めどちらを基準にして設定を進めていくかを、設定初期段階で専用の画面である目次画面G1を生成表示して選択設定させるようになっている。
これにより、ベテランの作業者はもちろんのこと、溶接知識及び経験の少ない作業者でも、要求される溶接品質と溶接効率とを満たすバランスのとれた溶接条件の設定が可能である。
また、設定操作に慣れの要素が介入する余地が少なく、設定が短時間で容易に行える。
これにより、ベテランの作業者はもちろんのこと、溶接知識及び経験の少ない作業者でも、確実に溶接条件を確実に把握でき、要件未達の項目を的確に把握できる。
溶け込み幅W1は、内部形状であって、作業者が目視で確認できない項目である。この目視確認できない内部形状を表示することにより、溶接知識及び経験の少ない作業者でも、溶接条件の設定入力を容易に、かつ誤りなく行うことができる。
これにより、ベテランの作業者はもちろんのこと、溶接知識及び経験の少ない作業者でも、溶接条件の設定入力を容易に、かつ誤りなく行うことができる。
目次画面G1などを表示する画像表示装置も、設定支援装置51に備えられてなくてもよく、外部の装置として設定支援装置51と無線又は有線で信号授受が可能となっているものでもよい。
記憶部3は、設定支援装置51が備えるものでなくてもよく、外部に備えられたものでもよい。
1a 中央処理装置(CPU)、 1b 検索部、 1c 画像生成部
1d 重畳画像生成部
2 入出力部、 2a 入力部、 2b 出力部
3 記憶部
51 設定支援装置(溶接条件設定支援装置)
AR1 溶接条件設定領域、 AR2 ノズル仕様設定領域
AR3 登録済み設定条件表示領域、 AR4 溶接ビード断面形状表示領域
A1〜An 材質、 B1〜B6 継手
CT ロボット制御装置、 DB1 データベース
E1〜E4 登録番号
F 溶接関連情報ファイル
F1 形状データ情報ファイル
F11〜F16,F21〜F26,Fn1〜Fn6 溶け込み形状データファイル、 Fm 数式情報ファイル、 Fma〜Fmc 関係式ファイル
G1 目次画面
G1a〜G1f 継手種類画像、 G1g 入力用画像
G1g1 「溶け込み」表示、 G1g2 「速度」表示
G1m1 名称、 G1m2 模式図、 Gp1 プルダウン釦
Gp3 登録釦
G2 設定導入画面、 G2a 材質入力画像、 G2b 板厚入力画像
G3,G3A,G3B 設定本画面
G5,G5A,G5B 溶接条件欄画像
G5a 設定項目欄、 G5b 設定値欄、 G6 ノズル仕様画像
G6a 種類選択欄、 G6b ノズル外観表示欄
G6c ノズル仕様欄
G7 登録条件一覧画像
G8,G8A,G8B 溶接断面画像、 G8a 断面形状画像
J1 入力情報
J3 形状関連情報
J3a 「ビード幅W」項目、 J3b 「ビード表面」項目
J3c 「板厚t」項目、 J3d 「溶け込み深さD」項目
J3e 「溶け込み幅W1」項目、 J3f 「引張り強度FT」項目
J3a1,J3c1〜J3e1 寸法線、 J3b1 引き出し線
J3a2〜J3f2 項目欄、 J3a3〜J3f3 設定欄
M 溶接ロボット
Ma 腕部、 Mb 溶接トーチ、 Mb1 ノズル
Ts1 「深さ→速度」テーブル(細目テーブル)
Ts2 「速度→幅」テーブル(細目テーブル)
Ts3 「幅→速度」テーブル(細目テーブル)
Ts4 「速度→深さ&幅」テーブル(細目テーブル)
T1〜T48 基本テーブル
Claims (10)
- 複数の溶接項目の組として設定された溶接条件の複数種類と、前記溶接条件の複数種類それぞれで溶接したときのビード断面形状の画像データと、が紐づけして収められた形状データ情報ファイルを記憶する記憶部と、
前記溶接条件を作業者が設定可能とする溶接条件欄画像を生成する画像生成部と、
少なくとも設定中の前記溶接条件に対応する前記ビード断面形状の画像データを、前記形状データ情報ファイルから検索取得する検索部と、
前記検索部が検索取得した前記画像データで示される前記ビード断面形状に、そのビード断面形状に関連づけ可能な前記溶接項目を形状関連情報として重畳した重畳画像を生成する重畳画像生成部と、
を備えたことを特徴とする溶接条件設定支援装置。 - 前記重畳画像は、前記ビード断面形状における前記溶接項目に該当する部位に重畳された寸法線又は引き出し線の指示表示と、前記指示表示の近傍に重畳された前記溶接項目を特定する項目欄と、を含むことを特徴とする請求項1記載の溶接条件設定支援装置。
- 前記画像生成部は、前記溶接条件欄画像と前記重畳画像とを含む設定画面の画像を生成することを特徴とする請求項1又は請求項2記載の溶接条件設定支援装置。
- 前記形状データ情報ファイルは、少なくとも継手と被溶接材の材質との組で分類されていることを特徴とする請求項1〜3のいずれか1項に記載の溶接条件設定支援装置。
- 前記重畳画像の前記溶接項目として、前記ビード断面形状の溶け込み幅を含むことを特徴とする請求項2〜4のいずれか1項記載の溶接条件設定支援装置。
- 複数の溶接項目の組として設定された溶接条件の複数種類と、前記溶接条件の複数種類それぞれで溶接したときのビード断面形状の画像データと、を紐づけして形状データ情報ファイルとする形状データ情報ファイル作成ステップと、
少なくとも設定中の前記溶接条件に対応する前記ビード断面形状の画像データを、前記形状データ情報ファイルから検索取得する検索取得ステップと、
前記検索取得ステップで取得した前記画像データで示される前記ビード断面形状に、そのビード断面形状に関連づけ可能な前記溶接項目を形状関連情報として重畳した重畳画像を生成する重畳画像生成ステップと、
を含むことを特徴とする溶接条件設定支援方法。 - 前記重畳画像生成ステップは、前記重畳画像を、前記ビード断面形状における前記溶接項目に該当する部位に寸法線又は引き出し線の指示表示を重畳すると共に、前記指示表示の近傍に前記溶接項目を特定する項目欄を重畳して生成することを特徴とする請求項6記載の溶接条件設定支援方法。
- 前記溶接項目に、前記ビード断面形状の溶け込み幅を含めて前記重畳画像を生成することを特徴とする請求項7記載の溶接条件設定支援方法。
- 前記溶接条件を設定するための溶接条件欄画像と前記重畳画像とを含む設定画面の画像を生成する設定画面生成ステップを含むことを特徴とする請求項6〜8のいずれか1項に記載の溶接条件設定支援方法。
- 前記形状データ情報ファイルを、少なくとも継手と被溶接材の材質との組で分類しておくことを特徴とする請求項6〜9のいずれか1項に記載の溶接条件設定支援方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025648A JP6696666B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接条件設定支援装置及び溶接条件設定支援方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025648A JP6696666B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接条件設定支援装置及び溶接条件設定支援方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144441A true JP2017144441A (ja) | 2017-08-24 |
| JP6696666B2 JP6696666B2 (ja) | 2020-05-20 |
Family
ID=59682673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025648A Active JP6696666B2 (ja) | 2016-02-15 | 2016-02-15 | 溶接条件設定支援装置及び溶接条件設定支援方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6696666B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020006378A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社神戸製鋼所 | 溶接設計支援用データベースの生成方法、溶接設計支援方法、及びプログラム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11170048A (ja) * | 1997-12-12 | 1999-06-29 | Yaskawa Electric Corp | 溶接結果表示装置 |
| JP2007029995A (ja) * | 2005-07-27 | 2007-02-08 | Fanuc Ltd | アーク溶接用プログラミング装置 |
| WO2012035718A1 (ja) * | 2010-09-17 | 2012-03-22 | パナソニック株式会社 | 溶接条件決定方法および溶接装置 |
-
2016
- 2016-02-15 JP JP2016025648A patent/JP6696666B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11170048A (ja) * | 1997-12-12 | 1999-06-29 | Yaskawa Electric Corp | 溶接結果表示装置 |
| JP2007029995A (ja) * | 2005-07-27 | 2007-02-08 | Fanuc Ltd | アーク溶接用プログラミング装置 |
| WO2012035718A1 (ja) * | 2010-09-17 | 2012-03-22 | パナソニック株式会社 | 溶接条件決定方法および溶接装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020006378A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社神戸製鋼所 | 溶接設計支援用データベースの生成方法、溶接設計支援方法、及びプログラム |
| JP7068950B2 (ja) | 2018-07-03 | 2022-05-17 | 株式会社神戸製鋼所 | 溶接設計支援方法、及びプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6696666B2 (ja) | 2020-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3178618B1 (en) | Offline teaching device | |
| US10295987B2 (en) | Machining program editing assist apparatus | |
| JP6619288B2 (ja) | 溶接および施工条件設定システム、溶接ロボットシステム、溶接および施工条件設定方法ならびに溶接および施工条件設定プログラム | |
| WO2016136831A1 (ja) | 設定支援装置、設定支援方法及びプログラム | |
| US20240001491A1 (en) | Welding location and order monitoring in welding systems | |
| JP2021039657A (ja) | Cadデータによるマシニングセンタの自動運転装置 | |
| JP6860529B2 (ja) | 数値制御装置及びデータ編集方法 | |
| JP6623389B2 (ja) | オフライン教示装置 | |
| JP6696666B2 (ja) | 溶接条件設定支援装置及び溶接条件設定支援方法 | |
| KR20190082118A (ko) | 철골구조 건축자재의 천공 가공 설계 방법 | |
| JP6022394B2 (ja) | 作業経路情報設定装置、プログラム、および作業経路情報設定方法 | |
| WO2016075883A1 (ja) | 溶接条件設定方法 | |
| US20210370429A1 (en) | Welding sequence guidance using three dimensional models | |
| JPH02172652A (ja) | 数値制御情報作成装置における加工方法の決定方式 | |
| KR101189700B1 (ko) | 벨트컨베이어 구조물의 설계장치 및 설계방법, 그리고 그 방법을 저장한 기록매체 | |
| JPH11296215A (ja) | 産業用ロボットの自動プログラミング方法 | |
| JP7304242B2 (ja) | 板金の溶接加工に用いるケガキ線情報生成装置およびケガキ線情報生成方法 | |
| JPS62198906A (ja) | 数値制御装置における加工プログラムのチエツク方法 | |
| US20220147014A1 (en) | Operating device and method | |
| JP7119545B2 (ja) | 情報処理装置及びプログラム | |
| JP3896621B2 (ja) | 書類作成装置及び方法 | |
| WO2019069934A1 (ja) | プログラム作成装置、溶接システム、及びプログラム作成方法 | |
| JPS59194214A (ja) | テイ−チング情報表示装置 | |
| JPH0358202A (ja) | シミュレーション機能付数値制御装置 | |
| JP2002108427A (ja) | 物品の製造用データ作成システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6696666 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |