JP2017133909A - 三次元測定機の測定方法及び測定制御装置、並びに測定プログラム - Google Patents
三次元測定機の測定方法及び測定制御装置、並びに測定プログラム Download PDFInfo
- Publication number
- JP2017133909A JP2017133909A JP2016013154A JP2016013154A JP2017133909A JP 2017133909 A JP2017133909 A JP 2017133909A JP 2016013154 A JP2016013154 A JP 2016013154A JP 2016013154 A JP2016013154 A JP 2016013154A JP 2017133909 A JP2017133909 A JP 2017133909A
- Authority
- JP
- Japan
- Prior art keywords
- measurement
- probe
- measured
- group
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Abstract
Description
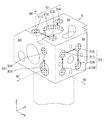
図1は、三次元測定機(CMM:Coordinate Measuring Machine)10の外観斜視図である。三次元測定機10は、プローブ24aの位置及び姿勢を変位させながら被測定物9(ワークともいう、既述の図13参照)の測定位置における座標値(X軸方向の座標値、Y軸方向の座標値、及びZ軸方向の座標値)を測定する測定機であり、座標測定機又は三次元座標測定機とも称される。なお、図1中のX軸、Y軸、及びZ軸は、三次元測定機10に固有の機械座標原点に基づいて定められる座標系である機械座標系である。また、本例では既述の図13に示した被測定物9を測定するが、測定対象の被測定物9の種類は特に限定はされない。
図3は、コンピュータ32の機能ブロック図である。図3に示すように、コンピュータ32のCPU(Central Processing Unit)及びメモリ等により構成される制御部40は、ソフトウエアプログラム32aを実行する。これにより、制御部40は、表示制御部42と、記憶部43と、CAD(computer aided design)データ取得部44と、ワーク座標系設定部45と、要素及び課題作成部46と、法線ベクトル検出部47と、グループ化部48と、ソート部49と、パートプログラム作成部50と、ワーク座標系測定部51と、測定要素測定部52として機能する。
ワーク座標系設定部45は、CADデータ取得部44が被測定物9のCADデータ55を取得できなかった場合、三次元測定機10で被測定物9を実測した結果に基づき、被測定物9を基準とするワーク座標系57を設定する。ワーク座標系57は、被測定物9の原点及び基準軸(XYZ軸)を設定したものである。
一方、CADデータ取得部44が被測定物9のCADデータ55を取得した場合、このCADデータ55から測定対象の測定要素Eの位置座標、形状、法線ベクトル60等を取得することができる。このため、前述のワーク座標系設定部45によるワーク座標系57の設定と、要素及び課題作成部46による測定要素情報及び課題情報の作成と、法線ベクトル検出部47による法線ベクトル60の検出と、をコンピュータ32上で行うことができる。すなわち、三次元測定機10で被測定物9の測定(プローブ24aの選択及び校正を含む)を行うことなく、オフライン状態のコンピュータ32によりワーク座標系57の設定から法線ベクトル60の検出までを行うことができる。
ワーク座標系測定部51は、本発明の位置姿勢測定部を構成するものであり、三次元測定機10のテーブル14上にセットされた被測定物9の測定要素Eの測定開始前に、テーブル14上にセットされた被測定物9の位置及び姿勢を測定する。このワーク座標系測定部51は、最初に表示制御部42を制御して、被測定物9のZ面62とY面63とX面64(他の3面でも可)に対するプロービングを促す表示を表示部38に表示させる。
図10に示すように、回転処理は、プローブ24a(スタイラス24b)の姿勢を、グループG1〜G3の中で測定対象のグループ(以下、測定対象グループという)の測定要素Eの法線ベクトル60(図7参照)の方向に合わせて回転させる処理である。すなわち、プローブ24aの姿勢(向き)を、プローブ24aの先端の接触子24cが測定対象グループの測定要素Eに対向し且つ測定要素Eの法線ベクトル60に平行となる姿勢(以下、平行姿勢という)に回転させる。
校正処理は、プローブ24a(スタイラス24b)の姿勢を校正する処理であり、前述の回転処理後で且つ測定対象グループの測定要素Eの測定前に行われる。ここでいう姿勢の校正とは、プローブ24aの姿勢が、測定対象グループの測定要素Eに対応した平行姿勢からずれている場合に、このずれを補正することである。
グループ内測定処理は、測定対象グループ内の測定要素Eを、ソート部49が第1ソート処理で定めた測定順番に従って測定する処理である。測定要素測定部52は、三次元測定機10が自動測定モードであれば、ワーク座標系測定部51からの位置及び姿勢の測定結果に基づきパートプログラム37を実行し、駆動コントローラ28を介して第1駆動部35及び第2駆動部36を駆動する。これにより、測定対象グループ内の測定要素Eをパートプログラム37で定められている測定順番及び課題に従ってプローブ24aで自動測定することができる。この自動測定の測定結果(座標値)は、駆動コントローラ28を介して測定要素測定部52に入力される。
次に、図11及び図12を用いて上記構成の三次元測定機10、駆動コントローラ28、及びコンピュータ32による被測定物9の測定要素Eの測定処理(測定方法)について説明を行う。
図11に示すように、最初にオペレータはパートプログラム37の作成を開始する。オペレータは、被測定物9のCADデータ55が存在しない場合には、被測定物9の測定に用いるプローブ24a(スタイラス24b)の作成又は選択を行った後、このプローブ24aをプローブヘッド24に取り付ける(ステップS1)。
パートプログラム37の作成及び記憶後、被測定物9の測定対象の測定要素Eの測定が開始される。最初にオペレータは、三次元測定機10のテーブル14上に測定を行う被測定物9をセットする(ステップS7)。
以上のように本実施形態では、被測定物9の測定対象の測定要素Eを法線ベクトル60の方向ごとにグループ化して、測定要素Eの測定順番をグループごとに測定する順番に決定し、決定した測定順番に従って測定対象の測定要素Eをグループごとに測定するので、プローブ24aの回転回数を最小限に抑えることができる。
上記実施形態では、門移動型の三次元測定機10を例に挙げて説明を行ったが、各種タイプの三次元測定機に本発明を適用可能であり、三次元測定機10で使用するプローブの種類も特に限定はされない。また、上記実施形態では、三次元測定機10と駆動コントローラ28とコンピュータ32とがそれぞれ別体であるが、三次元測定機10と、駆動コントローラ28及びコンピュータ32の少なくとも一方とが一体化されていてもよい。
Claims (11)
- 位置及び姿勢を変位自在なプローブにより被測定物に形成された複数の測定要素を測定する三次元測定機の測定方法において、
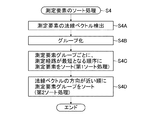
前記測定要素の法線ベクトルを検出する法線ベクトル検出ステップと、
前記法線ベクトル検出ステップの検出結果に基づき、前記測定要素を前記法線ベクトルの方向ごとにグループ化するグループ化ステップと、
前記測定要素の測定順番を、前記グループ化ステップでグループ化したグループごとに測定する順番に決定する測定順番決定ステップと、
前記三次元測定機内での前記被測定物の位置及び姿勢を測定する位置姿勢測定ステップと、
前記位置姿勢測定ステップの測定結果に基づき、前記プローブにより前記測定要素を、前記測定順番決定ステップで決定した前記測定順番に従って前記グループごとに測定する測定要素測定ステップと、
を有する三次元測定機の測定方法。 - 前記測定要素測定ステップは、
前記プローブの姿勢を、測定対象の前記グループの前記法線ベクトルの方向に合わせて回転させる回転処理と、
前記回転処理された前記プローブの姿勢を校正する校正処理と、
前記校正処理された前記プローブにより測定対象の前記グループ内の前記測定要素を測定するグループ内測定処理と、を前記グループごとに繰り返し行う請求項1に記載の三次元測定機の測定方法。 - 前記測定順番決定ステップは、前記グループ内の前記測定要素を前記プローブの移動距離が最短となる順番にソートする第1ソート処理を、前記グループごとに行って前記測定順番を決定し、
前記グループ内測定処理は、前記第1ソート処理でソートされた前記測定要素の順番に従って、前記グループ内の前記測定要素の測定を行う請求項2に記載の三次元測定機の測定方法。 - 前記測定順番決定ステップは、前記グループ化ステップで生成された個々の前記グループを、最初に測定する前記グループに対して前記法線ベクトルの方向が近い順にソートする第2ソート処理を行って前記測定順番を決定し、
前記測定要素測定ステップは、前記第2ソート処理でソートされた前記グループの順番に従って、前記グループごとの測定を行う請求項1から3のいずれか1項に記載の三次元測定機の測定方法。 - 前記被測定物を基準としたワーク座標系を設定するワーク座標系設定ステップと、
前記ワーク座標系設定ステップで設定した前記ワーク座標系と、前記測定順番決定ステップで決定した前記測定順番とに基づき、前記被測定物を基準とした前記プローブの測定経路を設定する測定経路設定ステップと、を有し、
前記測定要素測定ステップでは、前記測定経路設定ステップで設定された前記測定経路と、前記位置姿勢測定ステップの測定結果とに基づき、前記プローブにより前記測定要素を前記グループごとに測定する請求項1から4のいずれか1項に記載の三次元測定機の測定方法。 - 前記ワーク座標系設定ステップでは、前記被測定物の設計図面を基に前記ワーク座標系を設定する請求項5に記載の三次元測定機の測定方法。
- 前記法線ベクトル検出ステップでは、前記被測定物の設計図面を基に前記法線ベクトルを検出する請求項1から6のいずれか1項に記載の三次元測定機の測定方法。
- 位置及び姿勢を変位自在なプローブにより被測定物に形成された複数の測定要素を測定する三次元測定機の測定制御装置において、
前記測定要素の法線ベクトルを検出する法線ベクトル検出部と、
前記法線ベクトル検出部の検出結果に基づき、前記測定要素を前記法線ベクトルの方向ごとにグループ化するグループ化部と、
前記測定要素の測定順番を、前記グループ化部がグループ化したグループごとに測定する順番に決定する測定順番決定部と、
前記三次元測定機内での前記被測定物の位置及び姿勢を測定する位置姿勢測定部と、
前記位置姿勢測定部の測定結果に基づき、前記プローブにより前記測定要素を、前記測定順番決定部が決定した前記測定順番に従って前記グループごとに測定する測定要素測定部と、
を備える三次元測定機の測定制御装置。 - 前記測定要素測定部は、
前記プローブの姿勢を、測定対象の前記グループ内の前記測定要素の前記法線ベクトルの方向に合わせて回転させる回転処理と、
前記回転処理された前記プローブの姿勢を校正する校正処理と、
前記校正処理された前記プローブにより測定対象の前記グループ内の前記測定要素を測定するグループ内測定処理と、を前記グループごとに繰り返し行う請求項8に記載の三次元測定機の測定制御装置。 - 位置及び姿勢を変位自在なプローブにより被測定物に形成された複数の測定要素を測定する三次元測定機における測定プログラムにおいて、
前記測定要素の法線ベクトルを検出する法線ベクトル検出ステップと、
前記法線ベクトル検出ステップの検出結果に基づき、前記測定要素を前記法線ベクトルの方向ごとにグループ化するグループ化ステップと、
前記測定要素の測定順番を、前記グループ化ステップでグループ化したグループごとに測定する順番に決定する測定順番決定ステップと、
前記三次元測定機内での前記被測定物の位置及び姿勢を測定する位置姿勢測定ステップと、
前記位置姿勢測定ステップの測定結果に基づき、前記プローブにより前記測定要素を、前記測定順番決定ステップで決定した前記測定順番に従って前記グループごとに測定する測定要素測定ステップと、をコンピュータに実行させる測定プログラム。 - 前記測定要素測定ステップは、
前記プローブの姿勢を、測定対象の前記グループの前記法線ベクトルの方向に合わせて回転させる回転処理と、
前記回転処理された前記プローブの姿勢を校正する校正処理と、
前記校正処理された前記プローブにより測定対象の前記グループ内の前記測定要素を測定するグループ内測定処理と、を前記グループごとに繰り返し行う請求項10に記載の測定プログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016013154A JP6583730B2 (ja) | 2016-01-27 | 2016-01-27 | 三次元測定機の測定方法及び測定制御装置、並びに測定プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016013154A JP6583730B2 (ja) | 2016-01-27 | 2016-01-27 | 三次元測定機の測定方法及び測定制御装置、並びに測定プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017133909A true JP2017133909A (ja) | 2017-08-03 |
| JP6583730B2 JP6583730B2 (ja) | 2019-10-02 |
Family
ID=59503656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016013154A Active JP6583730B2 (ja) | 2016-01-27 | 2016-01-27 | 三次元測定機の測定方法及び測定制御装置、並びに測定プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6583730B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019138820A (ja) * | 2018-02-14 | 2019-08-22 | トヨタ自動車株式会社 | 3次元測定装置 |
| JP2019152485A (ja) * | 2018-03-01 | 2019-09-12 | 株式会社東京精密 | 測定プログラムの管理方法及び管理装置、並びに測定システム |
| JP2020071091A (ja) * | 2018-10-30 | 2020-05-07 | 株式会社ミツトヨ | パートプログラム生成装置及びプログラム |
| CN111649914A (zh) * | 2020-03-28 | 2020-09-11 | 武汉精毅通电子技术有限公司 | 一种手动旋转多角度定点检测装置和面板检测设备 |
| JP2020165668A (ja) * | 2019-03-28 | 2020-10-08 | 株式会社東京精密 | 三次元座標測定機及び三次元座標測定方法 |
| JP7458579B2 (ja) | 2020-03-30 | 2024-04-01 | 株式会社東京精密 | 三次元測定機、及び三次元測定機の測定方法、 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000304528A (ja) * | 1999-04-19 | 2000-11-02 | Honda Motor Co Ltd | 三次元測定機の制御方法および形状検証方法 |
| JP2015075431A (ja) * | 2013-10-10 | 2015-04-20 | 株式会社東京精密 | 三次元測定機を用いた円測定方法 |
| JP2015222196A (ja) * | 2014-05-22 | 2015-12-10 | 株式会社東京精密 | 三次元測定機、及びこれを用いた形状測定方法 |
-
2016
- 2016-01-27 JP JP2016013154A patent/JP6583730B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000304528A (ja) * | 1999-04-19 | 2000-11-02 | Honda Motor Co Ltd | 三次元測定機の制御方法および形状検証方法 |
| JP2015075431A (ja) * | 2013-10-10 | 2015-04-20 | 株式会社東京精密 | 三次元測定機を用いた円測定方法 |
| JP2015222196A (ja) * | 2014-05-22 | 2015-12-10 | 株式会社東京精密 | 三次元測定機、及びこれを用いた形状測定方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019138820A (ja) * | 2018-02-14 | 2019-08-22 | トヨタ自動車株式会社 | 3次元測定装置 |
| JP2019152485A (ja) * | 2018-03-01 | 2019-09-12 | 株式会社東京精密 | 測定プログラムの管理方法及び管理装置、並びに測定システム |
| JP7206574B2 (ja) | 2018-03-01 | 2023-01-18 | 株式会社東京精密 | 測定プログラムの管理方法 |
| JP2020071091A (ja) * | 2018-10-30 | 2020-05-07 | 株式会社ミツトヨ | パートプログラム生成装置及びプログラム |
| JP7211764B2 (ja) | 2018-10-30 | 2023-01-24 | 株式会社ミツトヨ | パートプログラム生成装置及びプログラム |
| JP2020165668A (ja) * | 2019-03-28 | 2020-10-08 | 株式会社東京精密 | 三次元座標測定機及び三次元座標測定方法 |
| JP7228762B2 (ja) | 2019-03-28 | 2023-02-27 | 株式会社東京精密 | 三次元座標測定機及び三次元座標測定方法 |
| CN111649914A (zh) * | 2020-03-28 | 2020-09-11 | 武汉精毅通电子技术有限公司 | 一种手动旋转多角度定点检测装置和面板检测设备 |
| JP7458579B2 (ja) | 2020-03-30 | 2024-04-01 | 株式会社東京精密 | 三次元測定機、及び三次元測定機の測定方法、 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6583730B2 (ja) | 2019-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6583730B2 (ja) | 三次元測定機の測定方法及び測定制御装置、並びに測定プログラム | |
| CN112683215B (zh) | 提供关于坐标测量机传感器链的信息的方法、坐标测量机 | |
| JP4504818B2 (ja) | 加工物検査方法 | |
| JP6199870B2 (ja) | 測定方法 | |
| US9506736B2 (en) | Measurement system | |
| JP5425267B2 (ja) | 座標測定装置 | |
| JP5069287B2 (ja) | 誤差補正の方法 | |
| JP2008275624A (ja) | 座標測定方法および座標測定装置 | |
| JP2010223865A (ja) | 補正ボール径算出方法および形状測定装置 | |
| US10508895B2 (en) | Method for single-point scanning of a workpiece and coordinate measuring machine | |
| US9733056B2 (en) | Method for compensating lobing behavior of a CMM touch probe | |
| JP2019509902A (ja) | キャリブレーション装置およびキャリブレーション方法 | |
| JP7113814B2 (ja) | 物体を測定するための方法および装置 | |
| CN113733102A (zh) | 一种用于工业机器人的误差标定装置和方法 | |
| JP2015064235A (ja) | 真円度測定機 | |
| JP2018084488A (ja) | 三次元測定機の測定方法及び三次元測定機 | |
| US20220357143A1 (en) | Workpiece diameter measurement method and workpiece circularity measurement machine | |
| JP6425009B2 (ja) | 三次元測定機、及びこれを用いた形状測定方法 | |
| JP7228762B2 (ja) | 三次元座標測定機及び三次元座標測定方法 | |
| JP2022145077A (ja) | 測定データ処理装置、方法及びプログラム並びに三次元測定機 | |
| JP4652011B2 (ja) | 三次元座標測定システム及びそれに用いるパートプログラム | |
| JP2005121556A (ja) | ワーク曲面の測定方法とそのプログラムおよび媒体 | |
| JP2009288227A (ja) | 三次元測定機 | |
| JP2018072202A (ja) | 形状測定装置及び形状測定方法 | |
| JP7033844B2 (ja) | 形状測定方法及び形状測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181025 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6583730 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |