JP2017128667A - 自己融着性樹脂組成物及び自己融着性絶縁電線 - Google Patents
自己融着性樹脂組成物及び自己融着性絶縁電線 Download PDFInfo
- Publication number
- JP2017128667A JP2017128667A JP2016009298A JP2016009298A JP2017128667A JP 2017128667 A JP2017128667 A JP 2017128667A JP 2016009298 A JP2016009298 A JP 2016009298A JP 2016009298 A JP2016009298 A JP 2016009298A JP 2017128667 A JP2017128667 A JP 2017128667A
- Authority
- JP
- Japan
- Prior art keywords
- self
- resin composition
- heat
- layer
- fusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011342 resin composition Substances 0.000 title claims abstract description 91
- 230000004927 fusion Effects 0.000 claims abstract description 55
- 229920006287 phenoxy resin Polymers 0.000 claims abstract description 47
- 239000013034 phenoxy resin Substances 0.000 claims abstract description 47
- 239000004020 conductor Substances 0.000 claims abstract description 35
- 229910052751 metal Inorganic materials 0.000 claims abstract description 35
- 239000002184 metal Substances 0.000 claims abstract description 35
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 33
- 239000004593 Epoxy Substances 0.000 claims abstract description 30
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims abstract description 27
- 230000002093 peripheral effect Effects 0.000 claims abstract description 15
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 claims abstract description 13
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 153
- 239000012793 heat-sealing layer Substances 0.000 claims description 39
- 150000001875 compounds Chemical class 0.000 claims description 15
- 239000004088 foaming agent Substances 0.000 description 62
- 238000010438 heat treatment Methods 0.000 description 42
- 238000001723 curing Methods 0.000 description 41
- 239000003094 microcapsule Substances 0.000 description 40
- 229920005989 resin Polymers 0.000 description 34
- 239000011347 resin Substances 0.000 description 34
- 238000007789 sealing Methods 0.000 description 27
- 239000000126 substance Substances 0.000 description 27
- 238000000034 method Methods 0.000 description 25
- 239000000203 mixture Substances 0.000 description 24
- 238000005187 foaming Methods 0.000 description 17
- 229920001187 thermosetting polymer Polymers 0.000 description 16
- 239000004840 adhesive resin Substances 0.000 description 13
- 229920006223 adhesive resin Polymers 0.000 description 13
- 238000000576 coating method Methods 0.000 description 13
- 229920005992 thermoplastic resin Polymers 0.000 description 13
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 11
- 239000011162 core material Substances 0.000 description 11
- 239000011248 coating agent Substances 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000002904 solvent Substances 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 239000002966 varnish Substances 0.000 description 8
- -1 ester imide Chemical class 0.000 description 7
- 239000011159 matrix material Substances 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 238000000354 decomposition reaction Methods 0.000 description 6
- KZTYYGOKRVBIMI-UHFFFAOYSA-N diphenyl sulfone Chemical compound C=1C=CC=CC=1S(=O)(=O)C1=CC=CC=C1 KZTYYGOKRVBIMI-UHFFFAOYSA-N 0.000 description 6
- 239000003822 epoxy resin Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 229920000647 polyepoxide Polymers 0.000 description 6
- 238000004073 vulcanization Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 5
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 4
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 238000009835 boiling Methods 0.000 description 4
- 125000003700 epoxy group Chemical group 0.000 description 4
- 229920003986 novolac Polymers 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 239000002671 adjuvant Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- 229920003055 poly(ester-imide) Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- VWGKEVWFBOUAND-UHFFFAOYSA-N 4,4'-thiodiphenol Chemical compound C1=CC(O)=CC=C1SC1=CC=C(O)C=C1 VWGKEVWFBOUAND-UHFFFAOYSA-N 0.000 description 2
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 2
- 229930185605 Bisphenol Natural products 0.000 description 2
- 239000004604 Blowing Agent Substances 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- ZRALSGWEFCBTJO-UHFFFAOYSA-N Guanidine Chemical compound NC(N)=N ZRALSGWEFCBTJO-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- SMWDFEZZVXVKRB-UHFFFAOYSA-N Quinoline Chemical compound N1=CC=CC2=CC=CC=C21 SMWDFEZZVXVKRB-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000001099 ammonium carbonate Substances 0.000 description 2
- 230000003712 anti-aging effect Effects 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- PPQREHKVAOVYBT-UHFFFAOYSA-H dialuminum;tricarbonate Chemical compound [Al+3].[Al+3].[O-]C([O-])=O.[O-]C([O-])=O.[O-]C([O-])=O PPQREHKVAOVYBT-UHFFFAOYSA-H 0.000 description 2
- WCRDXYSYPCEIAK-UHFFFAOYSA-N dibutylstannane Chemical compound CCCC[SnH2]CCCC WCRDXYSYPCEIAK-UHFFFAOYSA-N 0.000 description 2
- 238000007865 diluting Methods 0.000 description 2
- DMBHHRLKUKUOEG-UHFFFAOYSA-N diphenylamine Chemical compound C=1C=CC=CC=1NC1=CC=CC=C1 DMBHHRLKUKUOEG-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 150000003949 imides Chemical class 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- OCWMFVJKFWXKNZ-UHFFFAOYSA-L lead(2+);oxygen(2-);sulfate Chemical compound [O-2].[O-2].[O-2].[Pb+2].[Pb+2].[Pb+2].[Pb+2].[O-]S([O-])(=O)=O OCWMFVJKFWXKNZ-UHFFFAOYSA-L 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- CRSOQBOWXPBRES-UHFFFAOYSA-N neopentane Chemical compound CC(C)(C)C CRSOQBOWXPBRES-UHFFFAOYSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- YEXPOXQUZXUXJW-UHFFFAOYSA-N oxolead Chemical compound [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 235000013824 polyphenols Nutrition 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- UMGDCJDMYOKAJW-UHFFFAOYSA-N thiourea Chemical compound NC(N)=S UMGDCJDMYOKAJW-UHFFFAOYSA-N 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 235000014692 zinc oxide Nutrition 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- UJPKMTDFFUTLGM-UHFFFAOYSA-N 1-aminoethanol Chemical compound CC(N)O UJPKMTDFFUTLGM-UHFFFAOYSA-N 0.000 description 1
- CQSQUYVFNGIECQ-UHFFFAOYSA-N 1-n,4-n-dimethyl-1-n,4-n-dinitrosobenzene-1,4-dicarboxamide Chemical compound O=NN(C)C(=O)C1=CC=C(C(=O)N(C)N=O)C=C1 CQSQUYVFNGIECQ-UHFFFAOYSA-N 0.000 description 1
- RUFPHBVGCFYCNW-UHFFFAOYSA-N 1-naphthylamine Chemical compound C1=CC=C2C(N)=CC=CC2=C1 RUFPHBVGCFYCNW-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- ICGLPKIVTVWCFT-UHFFFAOYSA-N 4-methylbenzenesulfonohydrazide Chemical compound CC1=CC=C(S(=O)(=O)NN)C=C1 ICGLPKIVTVWCFT-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- OMRGOCGKDHSKAY-UHFFFAOYSA-N C(C1=CC=CC=C1)(=O)[O-].[NH4+].[S] Chemical compound C(C1=CC=CC=C1)(=O)[O-].[NH4+].[S] OMRGOCGKDHSKAY-UHFFFAOYSA-N 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 102000016559 DNA Primase Human genes 0.000 description 1
- 108010092681 DNA Primase Proteins 0.000 description 1
- XBPCUCUWBYBCDP-UHFFFAOYSA-N Dicyclohexylamine Chemical compound C1CCCCC1NC1CCCCC1 XBPCUCUWBYBCDP-UHFFFAOYSA-N 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- CHJJGSNFBQVOTG-UHFFFAOYSA-N N-methyl-guanidine Natural products CNC(N)=N CHJJGSNFBQVOTG-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229920000491 Polyphenylsulfone Polymers 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- FZWLAAWBMGSTSO-UHFFFAOYSA-N Thiazole Chemical compound C1=CSC=N1 FZWLAAWBMGSTSO-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Natural products NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910000004 White lead Inorganic materials 0.000 description 1
- FMRLDPWIRHBCCC-UHFFFAOYSA-L Zinc carbonate Chemical compound [Zn+2].[O-]C([O-])=O FMRLDPWIRHBCCC-UHFFFAOYSA-L 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 229940118662 aluminum carbonate Drugs 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 235000012538 ammonium bicarbonate Nutrition 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- AGXUVMPSUKZYDT-UHFFFAOYSA-L barium(2+);octadecanoate Chemical compound [Ba+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O AGXUVMPSUKZYDT-UHFFFAOYSA-L 0.000 description 1
- VJRITMATACIYAF-UHFFFAOYSA-N benzenesulfonohydrazide Chemical compound NNS(=O)(=O)C1=CC=CC=C1 VJRITMATACIYAF-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- MOOAHMCRPCTRLV-UHFFFAOYSA-N boron sodium Chemical compound [B].[Na] MOOAHMCRPCTRLV-UHFFFAOYSA-N 0.000 description 1
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- CXKCTMHTOKXKQT-UHFFFAOYSA-N cadmium oxide Inorganic materials [Cd]=O CXKCTMHTOKXKQT-UHFFFAOYSA-N 0.000 description 1
- GWOWVOYJLHSRJJ-UHFFFAOYSA-L cadmium stearate Chemical compound [Cd+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O GWOWVOYJLHSRJJ-UHFFFAOYSA-L 0.000 description 1
- CFEAAQFZALKQPA-UHFFFAOYSA-N cadmium(2+);oxygen(2-) Chemical compound [O-2].[Cd+2] CFEAAQFZALKQPA-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- DKVNPHBNOWQYFE-UHFFFAOYSA-N carbamodithioic acid Chemical compound NC(S)=S DKVNPHBNOWQYFE-UHFFFAOYSA-N 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- SWSQBOPZIKWTGO-UHFFFAOYSA-N dimethylaminoamidine Natural products CN(C)C(N)=N SWSQBOPZIKWTGO-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000012990 dithiocarbamate Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- ZOOODBUHSVUZEM-UHFFFAOYSA-N ethoxymethanedithioic acid Chemical compound CCOC(S)=S ZOOODBUHSVUZEM-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 229940042795 hydrazides for tuberculosis treatment Drugs 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- QWTDNUCVQCZILF-UHFFFAOYSA-N iso-pentane Natural products CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- RYZCLUQMCYZBJQ-UHFFFAOYSA-H lead(2+);dicarbonate;dihydroxide Chemical compound [OH-].[OH-].[Pb+2].[Pb+2].[Pb+2].[O-]C([O-])=O.[O-]C([O-])=O RYZCLUQMCYZBJQ-UHFFFAOYSA-H 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 235000012245 magnesium oxide Nutrition 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000008301 phosphite esters Chemical class 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 150000008442 polyphenolic compounds Chemical class 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000006077 pvc stabilizer Substances 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- XJKVPKYVPCWHFO-UHFFFAOYSA-N silicon;hydrate Chemical compound O.[Si] XJKVPKYVPCWHFO-UHFFFAOYSA-N 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 239000012279 sodium borohydride Substances 0.000 description 1
- 229910000033 sodium borohydride Inorganic materials 0.000 description 1
- 239000004328 sodium tetraborate Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920006259 thermoplastic polyimide Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- 229960002447 thiram Drugs 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- CYRMSUTZVYGINF-UHFFFAOYSA-N trichlorofluoromethane Chemical compound FC(Cl)(Cl)Cl CYRMSUTZVYGINF-UHFFFAOYSA-N 0.000 description 1
- 229940029284 trichlorofluoromethane Drugs 0.000 description 1
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000003871 white petrolatum Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
- 239000011667 zinc carbonate Substances 0.000 description 1
- 235000004416 zinc carbonate Nutrition 0.000 description 1
- 229910000010 zinc carbonate Inorganic materials 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images


Landscapes
- Insulated Conductors (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Organic Insulating Materials (AREA)
Abstract
Description
本発明の一態様に係る自己融着性樹脂組成物は、フェノキシ樹脂を主成分とする自己融着性樹脂組成物であって、硬化処理後の200℃における弾性率が1MPa以上200MPa以下である。
以下、本発明に係る自己融着性絶縁電線の実施形態について、図面を参照しつつ詳説する。
<自己融着性絶縁電線>
図1の自己融着性絶縁電線1は、線状の金属導体2と、この金属導体2の外周面に積層される絶縁層3と、この絶縁層3の外周面に積層され、最外層を構成する熱融着層4とを備える。また、熱融着層4は、当該自己融着性樹脂組成物から構成される。
金属導体2は、例えば断面が円形状の丸線とされるが、断面が正方形状の角線又は長方形状の平角線や、複数の素線を撚り合わせた撚り線であってもよい。
絶縁層3は、絶縁性を有する樹脂組成物で形成される。絶縁層3を形成する樹脂組成物としては、特に限定されないが、例えばポリビニルホルマール、熱硬化ポリウレタン、熱硬化アクリル、エポキシ、熱硬化ポリエステル、熱硬化ポリエステルイミド、熱硬化ポリエステルアミドイミド、芳香族ポリアミド、熱硬化ポリアミドイミド、熱硬化ポリイミド等の熱硬化性樹脂や、例えば熱可塑性ポリイミド、ポリフェニルサルフォン、ポリフェニレンスルフィド、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリエーテルサルフォン等の熱可塑性樹脂を主成分とするものが使用できる。絶縁層3は2種類以上の樹脂の複合体又は積層体であってもよく、また熱硬化性樹脂と熱可塑性樹脂との複合体又は積層体であってもよい。
熱融着層4は、後述する自己融着性樹脂組成物で構成される。熱融着層4の平均厚さの下限としては、1μmが好ましく、3μmがより好ましい。一方、熱融着層4の平均厚さの上限としては、200μmが好ましく、150μmがより好ましい。熱融着層4の平均厚さが上記下限に満たない場合、当該自己融着性絶縁電線間の固着が不十分となるおそれがある。逆に、熱融着層4の平均厚さが上記上限を超える場合、当該自己融着性絶縁電線1を用いて形成されるコイル等の占積率が低くなり、モーター等の効率が低下するおそれがある。
当該自己融着性絶縁電線1は、絶縁層3の主成分が熱硬化性樹脂である場合、金属導体2の外周面に溶媒で希釈した絶縁層形成用樹脂組成物を塗布する工程と、加熱により溶媒を揮発させて、塗布した絶縁層形成用樹脂組成物を硬化する工程と、上記絶縁層形成用樹脂組成物の硬化することにより得られた絶縁層3の外周面に、溶媒で希釈した自己融着性樹脂組成物を塗布する工程と、加熱により溶媒を揮発させて自己融着性樹脂組成物から構成される熱融着層4を最外層に形成する工程とを備える方法により製造できる。
絶縁層形成用樹脂組成物塗布工程では、金属導体2の外周面に絶縁層形成用樹脂組成物を塗布する。絶縁層形成用樹脂組成物を金属導体2の外周面に塗布する方法としては例えば液状の絶縁層形成用樹脂組成物を貯留した液状組成物槽と塗布ダイスとを備える塗布装置を用いた方法を挙げることができる。この塗布装置によれば、導体が液状組成物槽内を挿通することで液状組成物が導体外周面に付着し、その後塗布ダイスを通過することで、この液状組成物が略均一な厚さに塗布される。また、絶縁層形成用樹脂組成物塗布工程においては、押出しなど公知の手法により熱可塑性樹脂を塗布してもよい。さらに、熱可塑性樹脂と熱硬化性樹脂との積層構造となるように塗布してもよい。
絶縁層形成用樹脂組成物硬化工程では、加熱することによって溶媒に希釈した絶縁層形成用樹脂組成物の溶媒を揮発させるとともに樹脂組成物を硬化させて、絶縁層3を形成する。この加熱に用いる装置としては、特に限定されないが、例えば導体の走行方向に長い筒状の焼付炉を用いることができる。加熱方法は特に限定されないが、例えば熱風加熱、赤外線加熱、高周波加熱等、従来公知の方法により行うことができる。また、加熱温度としては、例えば300℃以上600℃以下とされる。
自己融着性樹脂組成物塗布工程では、溶媒で希釈した自己融着性樹脂組成物を上記絶縁層3の外周面に塗布する。塗布方法としては上記絶縁層形成用樹脂組成物塗布工程と同様の方法を用いることができる。
自己融着性樹脂組成物乾燥工程では、加熱することによって溶媒を揮発させて自己融着性樹脂組成物から構成される熱融着層4を最外層に形成する。この加熱に用いる装置としては、特に限定されないが、絶縁層形成用樹脂組成物硬化工程と同様のものを用いることができる。加熱方法は特に限定されないが、絶縁層形成用樹脂組成物硬化工程と同様に従来公知の方法により行うことができる。また、加熱温度としては、例えば200℃以上400℃以下とされる。なお、この際の加熱温度とは、加熱工程の環境温度であり、自己融着性樹脂組成物自体の温度ではない。
当該自己融着性絶縁電線は、例えば当該自己融着性絶縁電線を捲線加工して、当該自己融着性絶縁電線の熱融着層同士を固着させるコイル用電線としての用途、平行に配置された複数の当該自己融着性絶縁電線の熱融着層同士を固着させた状態とするような用途、当該自己融着性絶縁電線とモーターのコア部分との融着及び固定等に用いることができる。
当該自己融着性樹脂組成物は、熱融着前の可とう性を備えつつ、熱融着後においては高い耐熱性を有し、高温下における固着力に優れる熱融着層を得ることができる。従って、上記熱融着層が当該自己融着性樹脂組成物から構成される自己融着性絶縁電線は、熱融着後の高温下における自己融着性絶縁電線同士の高い固着力を有するので、電線同士の固着の信頼性が高い。また、当該自己融着性絶縁電線は、モーターのコア部分との融着及び固定等に用いることができる。従って、自動車用モーター、発電機等、耐熱性が要求される用途に使用することができる。
<自己融着性絶縁電線>
本発明の第2実施形態に係る自己融着性絶縁電線は、化学発泡剤又は熱膨張性マイクロカプセルを含有する当該自己融着性樹脂組成物から形成される熱融着層を備える。すなわち第2実施形態に係る自己融着性樹脂組成物は、フェノキシ樹脂を主成分とする第1実施形態に係る自己融着性樹脂組成物に、さらに発泡剤として、化学発泡剤又は熱膨張性マイクロカプセルを含有させたものである。
この熱融着層14は、後述する自己融着性樹脂組成物で構成される。熱融着層14は、加熱により発泡剤16が膨張することによって全体的に膨張する。
発泡剤16としては化学発泡剤又は熱膨張性マイクロカプセルを用いることができる。
発泡剤16として用いられる化学発泡剤は、加熱することにより分解して、例えば窒素ガス、炭酸ガス、一酸化炭素、アンモニアガス等を発生するものであり、有機発泡剤又は無機発泡剤が使用できる。
発泡剤16として用いられる熱膨張性マイクロカプセルは、内部発泡剤からなる芯材(内包物)と、この芯材を包む外殻とを有し、芯材の膨張によって外殻が膨張する。
当該自己融着性絶縁電線10の製造方法としては、例えば第1実施形態の当該自己融着性絶縁電線1の製造方法の自己融着性樹脂組成物塗布工程において、発泡剤16を含有する自己融着性樹脂組成物を溶媒で希釈して塗布する方法等が挙げられる。
当該自己融着性樹脂組成物が化学発泡剤又は熱膨張性マイクロカプセルを含有することによって、上記第1実施形態に係る自己融着性樹脂組成物の効果と併せて、発泡剤16の膨張に伴って熱融着層14を膨張させることができる。当該自己融着性絶縁電線10においては、熱融着層14が、マトリックス15中に発泡剤16を分散して形成されていることによって、発泡剤16の膨張に伴って熱融着層14が確実かつ比較的均一に膨張することができる。その結果、熱融着層14同士をより強く圧着し、電線間及び電線−コア間の固着をより確実にできる。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記実施形態の構成に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
プライマー処理層は、層間の密着性を高めるために設けられる層であり、例えば公知の樹脂組成物により形成することができる。
直径1.0mmの銅線に、平均厚さ40μmの絶縁層及び平均厚さ12.5μmの熱融着層をこの順に積層することによって、自己融着性絶縁電線No.1〜No.14を試作した。絶縁層及び熱融着層は、それぞれ下記に記載する組成の樹脂組成物を塗布ダイスにより塗布し、炉長3mの横炉を用いて絶縁層と融着層とを形成した。
絶縁層形成用樹脂としては、ポリエステルイミドを使用した。
自己融着性絶縁電線No.1〜No.14について、表1に示すように、フェノキシ樹脂及び硬化剤を材料として自己融着性樹脂組成物の調製を行った。
自己融着性絶縁電線No.1〜No.14のフェノキシ樹脂としては、ビスフェノールA型エポキシとビスフェノールS型フェノキシとの共重合体(新日鉄住金化学株式会社の「YPS007−A30」)を用いた。
硬化剤としては、表1に示すように自己融着性絶縁電線No.1〜No.14について以下の硬化剤(多官能エポキシ化合物、シアネート樹脂、エステルイミド樹脂)を使用した。
以上のようにして得られた自己融着性絶縁電線No.1〜No.14について、熱融着前の可とう性と、熱融着後の熱融着層の200℃における弾性率並びに固着力とを評価した。
自己融着性絶縁電線No.1〜No.14の硬化後の熱融着層について、200℃での貯蔵弾性率を測定して耐熱性を評価した。貯蔵弾性率は、「JIS−K−0129(2005)に準拠して動的粘弾性測定(DMA)の引張モードにより測定した。
固着力は、以下のように評価した。始めに同じ長さ(50cm)の自己融着性絶縁電線を8本用意する。上記8本の中の2本を第1自己融着性絶縁電線とし、残りの6本を第2自己融着性絶縁電線とする。次に、2本の第1自己融着性絶縁電線の端面同士を対向するように接触させて直線状に配置する。次に、2本の第1自己融着性絶縁電線を中央にし、これらの第1自己融着性絶縁電線の接触部分を、第2自己融着性絶縁電線の端部から25cmの中心部で取り囲むように6本の第2自己融着性絶縁電線を揃えて配置し、ピアノ線で外れないように固定する。次に、210℃で20分間硬化処理を行い、第1自己融着性絶縁電線及び第2自己融着性絶縁電線の熱融着層を融着して自己融着性絶縁電線同士を固着したものを試料とする。そして、6本の第2自己融着性絶縁電線から突出した2本の第1自己融着性絶縁電線の両端部を汎用の引張試験機を用いて引張り、上記試料の中央部の第1自己融着性絶縁電線の熱融着層とこれらを取り囲む第2自己融着性絶縁電線の熱融着層とが破断して中央部の2本の第1自己融着性絶縁電線の同士が外れた時の引張りせん断力を測定し、これを自己融着性絶縁電線間の固着力の指標とした。
線径1mmの自己融着性絶縁電線を3倍径の3mmの鉄心の周り30回巻き付け、皮膜割れ(熱融着層に顕在する割れ)の発生の有無を目視により確認し、皮膜割れが発見されなかったものを「A」、皮膜割れが発見されたものを「B」とした。
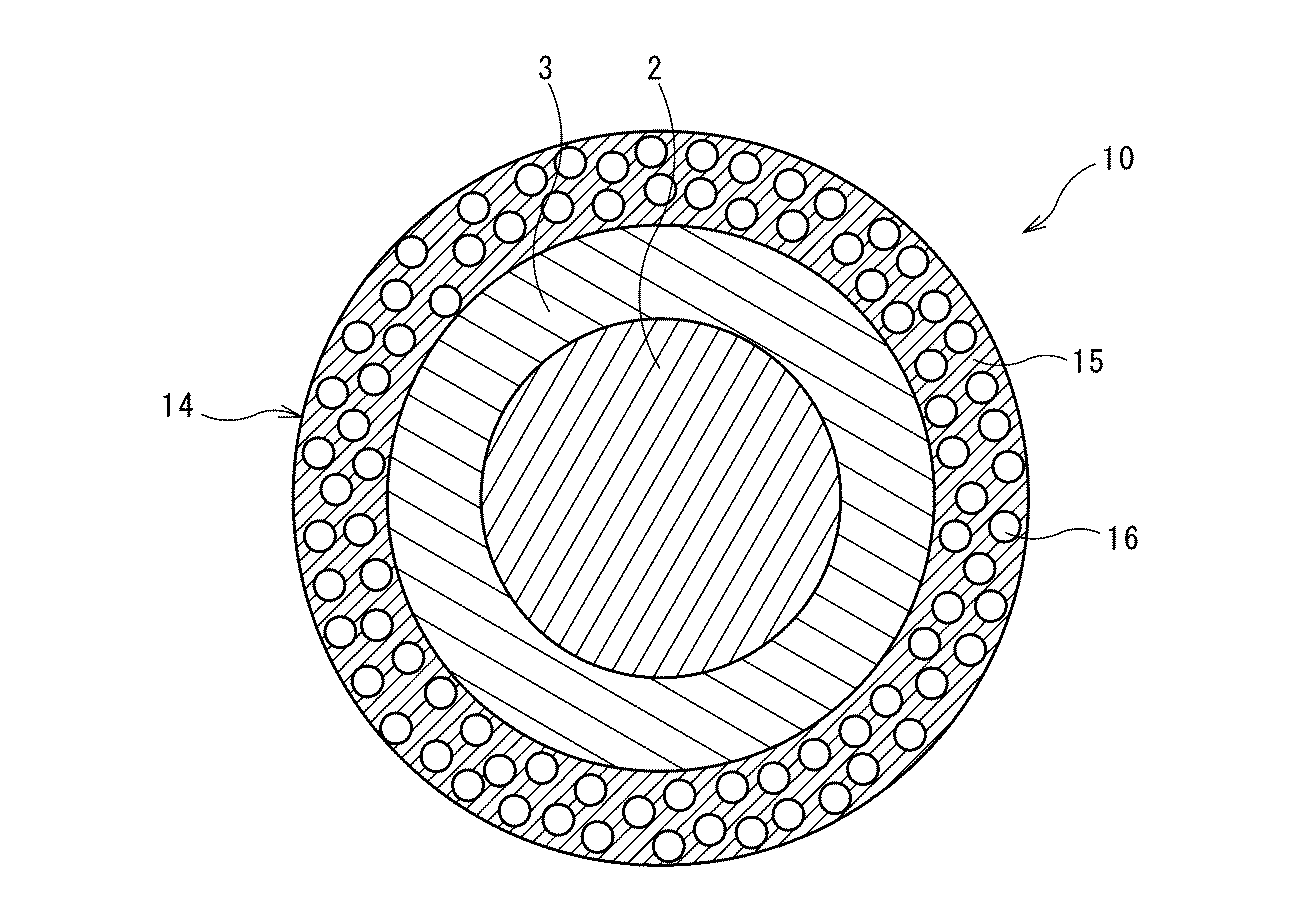
2 金属導体
3 絶縁層
4、14 熱融着層
15 マトリックス
16 発泡剤
Claims (6)
- フェノキシ樹脂を主成分とする自己融着性樹脂組成物であって、
硬化処理後の200℃における弾性率が1MPa以上200MPa以下である自己融着性樹脂組成物。 - 上記フェノキシ樹脂が、ビスフェノールA型エポキシに由来する構造とビスフェノールS型フェノキシに由来する構造とを有する請求項1に記載の自己融着性樹脂組成物。
- 1又は複数の硬化剤をさらに含有する請求項1又は請求項2に記載の自己融着性樹脂組成物。
- 上記硬化剤として、多官能エポキシ化合物を含む請求項3に記載の自己融着性樹脂組成物。
- 上記フェノキシ樹脂に対する上記硬化剤の含有率が5質量%以上80質量%以下である請求項3又は請求項4に記載の自己融着性樹脂組成物。
- 線状の金属導体と、この金属導体の外周面側に積層され、最外層を構成する熱融着層とを備える自己融着性絶縁電線であって、
上記熱融着層が、請求項1から請求項5のいずれか1項に記載の自己融着性樹脂組成物から構成される自己融着性絶縁電線。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009298A JP6714366B2 (ja) | 2016-01-20 | 2016-01-20 | 自己融着性樹脂組成物及び自己融着性絶縁電線 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009298A JP6714366B2 (ja) | 2016-01-20 | 2016-01-20 | 自己融着性樹脂組成物及び自己融着性絶縁電線 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017128667A true JP2017128667A (ja) | 2017-07-27 |
| JP6714366B2 JP6714366B2 (ja) | 2020-06-24 |
Family
ID=59394510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016009298A Active JP6714366B2 (ja) | 2016-01-20 | 2016-01-20 | 自己融着性樹脂組成物及び自己融着性絶縁電線 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6714366B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019044977A1 (ja) * | 2017-08-31 | 2019-03-07 | 三菱瓦斯化学株式会社 | 樹脂組成物、プリプレグ、金属箔張積層板、樹脂シート及びプリント配線板 |
| WO2019102929A1 (ja) * | 2017-11-24 | 2019-05-31 | 住友電工ウインテック株式会社 | 自己融着性樹脂組成物及び自己融着性絶縁電線 |
| WO2021256390A1 (ja) * | 2020-06-16 | 2021-12-23 | 住友電気工業株式会社 | 樹脂組成物、自己融着性絶縁電線及び巻線束 |
| CN114255909A (zh) * | 2020-09-22 | 2022-03-29 | 阿斯塔导线有限公司 | 一种植物油变压器用耐热等级140换位导线的制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59159640A (ja) * | 1983-02-28 | 1984-09-10 | Fujikura Ltd | 自己接着性絶縁電線およびこれを用いた密閉形圧縮機用電動機 |
| JPH0992040A (ja) * | 1995-09-26 | 1997-04-04 | Fujikura Ltd | 自己接着性絶縁電線 |
| JP2010108758A (ja) * | 2008-10-30 | 2010-05-13 | Sumitomo Electric Wintec Inc | フェノキシ樹脂絶縁ワニス及びこれを用いた絶縁電線 |
| JP2010153099A (ja) * | 2008-12-24 | 2010-07-08 | Sumitomo Electric Wintec Inc | 絶縁電線 |
| JP2010170711A (ja) * | 2009-01-20 | 2010-08-05 | Sumitomo Electric Wintec Inc | 自己融着性絶縁電線、及び圧縮機駆動用モータ |
-
2016
- 2016-01-20 JP JP2016009298A patent/JP6714366B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59159640A (ja) * | 1983-02-28 | 1984-09-10 | Fujikura Ltd | 自己接着性絶縁電線およびこれを用いた密閉形圧縮機用電動機 |
| KR840007648A (ko) * | 1983-02-28 | 1984-12-08 | 가가야 세이이찌(외 1) | 자기접착성 에나멜(enamele) 전선과 이것을 사용한 밀폐형 압축기 모우터 |
| US4542064A (en) * | 1983-02-28 | 1985-09-17 | Fujikura Ltd. | Self-bonding enameled wire and hermetic compressor motor using the same |
| JPH0992040A (ja) * | 1995-09-26 | 1997-04-04 | Fujikura Ltd | 自己接着性絶縁電線 |
| JP2010108758A (ja) * | 2008-10-30 | 2010-05-13 | Sumitomo Electric Wintec Inc | フェノキシ樹脂絶縁ワニス及びこれを用いた絶縁電線 |
| JP2010153099A (ja) * | 2008-12-24 | 2010-07-08 | Sumitomo Electric Wintec Inc | 絶縁電線 |
| JP2010170711A (ja) * | 2009-01-20 | 2010-08-05 | Sumitomo Electric Wintec Inc | 自己融着性絶縁電線、及び圧縮機駆動用モータ |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019044977A1 (ja) * | 2017-08-31 | 2019-03-07 | 三菱瓦斯化学株式会社 | 樹脂組成物、プリプレグ、金属箔張積層板、樹脂シート及びプリント配線板 |
| JP6504533B1 (ja) * | 2017-08-31 | 2019-04-24 | 三菱瓦斯化学株式会社 | 樹脂組成物、プリプレグ、金属箔張積層板、樹脂シート及びプリント配線板 |
| WO2019102929A1 (ja) * | 2017-11-24 | 2019-05-31 | 住友電工ウインテック株式会社 | 自己融着性樹脂組成物及び自己融着性絶縁電線 |
| WO2021256390A1 (ja) * | 2020-06-16 | 2021-12-23 | 住友電気工業株式会社 | 樹脂組成物、自己融着性絶縁電線及び巻線束 |
| CN115516037A (zh) * | 2020-06-16 | 2022-12-23 | 住友电气工业株式会社 | 树脂组合物、自粘性绝缘电线以及绕组束 |
| CN114255909A (zh) * | 2020-09-22 | 2022-03-29 | 阿斯塔导线有限公司 | 一种植物油变压器用耐热等级140换位导线的制作方法 |
| CN114255909B (zh) * | 2020-09-22 | 2023-08-18 | 阿斯塔导线有限公司 | 一种植物油变压器用耐热等级140换位导线的制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6714366B2 (ja) | 2020-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101771884B1 (ko) | 접착 시트 | |
| JP6714366B2 (ja) | 自己融着性樹脂組成物及び自己融着性絶縁電線 | |
| JP5584657B2 (ja) | 自己修復性積層構造体及び自己融着絶縁電線 | |
| JP2017016840A (ja) | 絶縁電線及び巻線束 | |
| JP5785795B2 (ja) | 熱硬化性接着剤、熱硬化性接着シート、及び、相間絶縁シート | |
| JP6059701B2 (ja) | 自己融着性絶縁電線、コイル用電線及び巻線束 | |
| JP2022113240A (ja) | 発泡性接着シートおよび回転電機用ステータ | |
| WO2016017648A1 (ja) | 自己融着性絶縁電線及びコイル用電線 | |
| JP6496143B2 (ja) | 絶縁電線 | |
| WO2021256390A1 (ja) | 樹脂組成物、自己融着性絶縁電線及び巻線束 | |
| KR20220156002A (ko) | 발포성 접착 시트 및 물품의 제조 방법 | |
| WO2019102929A1 (ja) | 自己融着性樹脂組成物及び自己融着性絶縁電線 | |
| JP6548399B2 (ja) | 接着シート | |
| JP2018170299A (ja) | 絶縁電線 | |
| JP6923493B2 (ja) | 絶縁電線 | |
| JP2017183076A (ja) | 絶縁電線 | |
| JP6059690B2 (ja) | 自己融着性絶縁電線及びコイル用電線 | |
| JPH04245110A (ja) | 自己融着性絶縁電線及びそれを用いたコイル | |
| JP2016046061A (ja) | 絶縁電線及び絶縁電線の製造方法 | |
| JP6795555B2 (ja) | 絶縁電線、絶縁層形成用樹脂組成物及び絶縁電線の製造方法 | |
| JP2017199478A (ja) | 絶縁電線及び絶縁電線の製造方法 | |
| WO2024063029A1 (ja) | 発泡性接着シートおよび構造体の製造方法 | |
| JP7280986B1 (ja) | 物品の製造方法、接着剤組成物および発泡性接着シート | |
| JP2016110847A (ja) | 絶縁電線及び絶縁電線の製造方法 | |
| WO2023132356A1 (ja) | 発泡性接着シートおよび物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180821 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190528 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190703 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200424 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6714366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |