JP2017122279A - チタン−アルミニウム基合金から成る部材の製造方法及び部材 - Google Patents
チタン−アルミニウム基合金から成る部材の製造方法及び部材 Download PDFInfo
- Publication number
- JP2017122279A JP2017122279A JP2017035960A JP2017035960A JP2017122279A JP 2017122279 A JP2017122279 A JP 2017122279A JP 2017035960 A JP2017035960 A JP 2017035960A JP 2017035960 A JP2017035960 A JP 2017035960A JP 2017122279 A JP2017122279 A JP 2017122279A
- Authority
- JP
- Japan
- Prior art keywords
- particle size
- spherical
- temperature
- volume fraction
- mpa
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
- C22C1/0458—Alloys based on titanium, zirconium or hafnium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
Abstract
【解決手段】
第1段階で出発材料がHIP処理を受け、第2段階で素材が高速塊状変形を受け、それから第3段階で合金の共析温度(Teu)の範囲で焼鈍により、γ,β0,α2を持つ微粒形成が行われ、最終寸法に近い寸法を持つ部材が、次の段階で組織及び機械的材料特性を設定するため後続焼鈍及び/又は安定化焼鈍を受ける。
【選択図】図1
Description
%、モリブデン4at.%未満、及び選択的に少ない濃度で元素マンガン、硼素、珪素、酸素及び窒素、及び残部としてチタンが重要である。
第1段階において、溶融又は粉末冶金で製造される出発材料が、at.%において次の化学組成
アルミニウム(Al) 41〜48
選択的に
ニオブ(Nb) 4〜9
モリブデン(Mo) 0.1〜3.0
マンガン(Mn) 2.4未満
硼素(B) 1.0未満
珪素(Si) 1.0未満
炭素(C) 1.0未満
酸素(O) 0.5未満
窒素(N) 0.5未満
チタン
及び残部として不純物
で製造され、この出発材料が、少なくとも60minの間の加熱後少なくとも1000℃
の温度で少なくとも150MPaへ圧力上昇の際、素材となるように等方圧縮され、
それから第2段階においてHIP素材が、0.4mm/secより大きい速度で高速塊状変形による高温成形を受け、かつ0.3より大きい局部伸びφとして測定される据込みによる変形を受けるが、ここでφは次のように定義され、
φ=ln(hf/ho)、
hf=据込み後の工作物の高さ、ho=据込み前の工作物の高さ
又は後に続く冷却を伴って部材を構成しながら1000℃〜1350℃の範囲にある温度で特に鍛造による同じ大きさの最少変形を伴う他の変形過程を受け、その際700℃の温度に達するまでの期間は最大でも10minであり、小さい部分範囲においてのみ動的に回復されるか又は再結晶されるけれども、高い再結晶エネルギポテンシャルを有する変形組織が形成され、
それから第3段階において、所望の材料特性の設定のため部材が熱処理を受け、この熱処理の際合金の共析温度(Teu)特に1010℃〜1180℃の範囲において、30min〜1000minの期間に、変形組織から、変形及び冷却後の化学的相不平衡から成る組織変えのために蓄えられている変形エネルギ及び駆動力のため、室温で整然とした原子構造を持つ相γ,β0,α2から成る均質な微小球状ミクロ組織が次の構成で形成され、
α2:100nm以上の厚さを持ちかつばらばらにされた粗いγ薄片を含むことができる、1%〜50%の体積割合を持つ1μm〜50μmの粒度を持つ球状
β0:1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ、α2相を包囲する球状
γ:1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ、α2相を包囲する球状
次の段階において選択的に、部材の少なくとも1つの別の熱処理特に後続焼鈍及び/又は安定化焼鈍が行われる。
出発材料がat.%で次の化学組成
Al 42〜44.5
選択的に
Nb 3.5〜4.5
Mo 0.5〜1.5
Mn 2.2未満
B 0.05〜0.2
Si 0.001〜0.01
C 0.001〜1.0
O 0.001〜0.1
N 0.0001〜0.02
チタン
及び残部として不純物を含んでいると有利である。
α2:ばらばらにされかつ100nm以上の厚さを持つ粗いγ薄片を含むことができる10%〜35%の体積割合を持つ1μm〜10μmの粒度を持つ球状
β0:15%〜45%の体積割合を持つ1μm〜10μmの粒度を持ち、α2相を包囲する球状
γ:15%〜60%の体積割合を持つ1μm〜10μmの粒度を持ち、α2相を包囲する球状
選択的に後の段階において、部材の少なくとも1つの別の熱処理特に後続焼鈍及び/又は安定化焼鈍が行われる。
α2:球状に過飽和、場合によっては少し微細γ薄片を含み、25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ、
β0:球状、1%〜25%の体積割合を持つ1μm〜25μmの粒度を持つ、
γ:球状、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ。
α2/γ:なるべく10nm〜1μmの平均薄片間隔を持つα2/γ薄片ミクロ組織を持つ25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ薄片粒
β0:球状で1%〜25%の体積割合を持つ1μm〜25μmの粒度を持つ
γ:球状で1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ
と、材料の著しく改善された機械的高温特性を持つ組織構成が得られる。
α2:球状で、ばらばらにされかつ100nm以上の厚さを持つ比較的粗いγ薄片を含むことができる1%〜50%の体積割合を持つ1μm〜50μmの粒度を持つ
β0:球状でα2相を包囲し、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ
γ:球状でα2相を包囲し、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ
なるべく請求項1又は3に記載の方法により設定され、材料が次の範囲にある次の機械的特性を持っている
室温における強度及び破断伸び
Rp0.2:650〜910MPa
Rm :680〜1010MPa
At :0.5%〜3%
700℃における強度及び破断伸び
Rp0.2:520〜690MPa
Rm :620〜970MPa
At :1%〜3.5%
部材によって達せられる。
α2:球状で過飽和し、場合によっては少し微細なγ薄片を含み、50%〜95%の体積割合を持つ5μm〜80μmの粒度を持つ
β0:球状で、1%〜25%の体積割合を持つ1μm〜20μmの粒度を持つ
γ:球状で1%〜28%の体積割合を持つ1μm〜20μmの粒度を持つ
なるべく請求項4又は5に記載の方法により設定され、材料が次の範囲にある次の機械的特性を持っている
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
Rp0.2:650〜940MPa
Rm :730〜1050MPa
At :0.2%〜2%
700℃における強度及び破断伸び
Rp0.2:430〜620MPa
Rm :590〜940MPa
At :1%〜2.5%
と有利である。
α2/γ:なるべく10nm〜1nmの平均薄片間隔を持つ(α2/γ)薄片微細構造を持つ25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ薄片粒
β0:球状で1%〜25%の体積割合を持つ0.5μm〜25μmの粒度を持つ
γ:球状で1%〜50%の体積割合を持つ0.5μm〜25μmの粒度を持つ
材料が次の範囲にある次の機械的特性を持っている
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
Rp0.2:710〜1020MPa
Rm :800〜1250MPa
At :0.8%〜4%
700℃における強度及び破断伸び
Rp0.2:540〜760MPa
Rm :630〜1140MPa
At :1%〜4.5%
と、すべての方向に同じ程度で高いレベルにある材料の延性、強度及び耐クリープ性に関して特別な利点が得られる。
at.%Mo,0.1at.%Bに由来している。
却される変形部材の組織を示す。
の直径として測って)3.2μm±1.9μmの粒度を持つ球状α2粒と、49%の体積
割合を持つ5.7μmの粒度を持つ球状γ粒から成っていた。
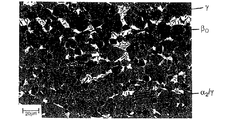
鈍又は1240℃におけるα−トランサス−焼鈍(Tα)後、及びこの場合875℃にお
ける安定化焼鈍が続く強制冷却、それに続く2℃/minの速度を持つ緩慢冷却後、変形された部材の組織を示す。
第1段階において、溶融冶金又は粉末冶金で製造される出発材料が、at.%で表される次の化学的組成、
アルミニウム(Al) 41〜48
選択的に
ニオブ(Nb) 4〜9
モリブデン(Mo) 0.1〜3.0
マンガン(Mn) 2.4未満
硼素(B) 1.0未満
珪素(Si) 1.0未満
炭素(C) 1.0未満
酸素(O) 0.5未満
窒素(N) 0.5未満
残部としてのチタン及び不純物を有し、この出発材料を、少なくとも150MPaの加圧における、そして少なくとも1000℃の温度における少なくとも60分の期間の加熱による等方圧縮して工作物を得、
その後第2段階においてそのHIP工作物を、0.4mm/sec超の速度での高速塊状変形による高温成形に供し、そして次のように定義される局部伸びφが0.3超として測定される据込みによる変形に供されるか、
φ=ln(h f /h o )、
h f =据込み後の工作物の高さ、
h o =据込み前の工作物の高さ
又は、該据込みによる変形と同じ程度の最小変形をもたらす別の方法であって、部材の形成下に1000℃〜1350℃の範囲の温度で鍛造してから冷却し、その際、700℃の温度に達するまでの期間が最大で10minである、該別の方法に供され、その際、小さい部分範囲においてのみ動的に回復されるか又は再結晶できるが、高い再結晶エネルギポテンシャルによる変形組織を有する組織が形成され、
そして所望の材料特性を設定するために第3段階において該部材を熱処理に供し、この熱処理の際、合金の共析温度(T eu )、特に1010℃〜1180℃の範囲における30min〜1000minの期間に、該変形組織から、変形及び冷却後の化学的相不平衡から成る組織変換のために蓄えられている変形エネルギ及び駆動力に起因して、空冷後、室温で整然とした原子構造を有する相γ,β 0 ,α 2 から成る均質な微細球状ミクロ構造が次の構成、
α 2 :100nm超の厚さを有する、ばらばらになった粗いγ薄片を1%〜50%の体積割合で含むことができる、1μm〜50μmの粒度を有する球状の相、
β 0 :1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する、α 2 相を包囲する球状の相、
γ:1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する、α 2 相を包囲する球状の相、
で、形成されており、そして、
次の段階において、選択的に、部材の少なくとも一回の別の熱処理、特に、部材の後続の焼鈍及び/又は安定化焼鈍が行われる。
出発材料がat.%で次の化学的組成、
Al 42〜44.5
選択的に
Nb 3.5〜4.5
Mo 0.5〜1.5
Mn 2.2未満
B 0.05〜0.2
Si 0.001〜0.01
C 0.001〜1.0
O 0.001〜0.1
N 0.0001〜0.02
残部としてのチタン及び不純物を含む場合が有利である。
α 2 :100nm超の厚さを有するばらばらになった粗いγ薄片を10%〜35%の体積割合で含むことができる、1μm〜10μmの粒度を有する球状の相、
β 0 :15%〜45%の体積割合で含み、かつ1μm〜10μmの粒度を有するα 2 相を包囲する球状の相、
γ:15%〜60%の体積割合で含み、かつ1μm〜10μmの粒度を有する、α 2 相を包囲する球状の相、
そして選択的にその後の段階において、少なくとも一回の別の熱処理、特に、部材の後続の焼鈍及び/又は安定化焼鈍が行われる。
α2:過飽和の、場合によっては少量の微細γ薄片を25%〜98%の体積割合で含み、かつ5μm〜100μmの粒度を有する球状の相、
β 0 :1%〜25%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の相、
γ:1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の相。
α 2 /γ:好ましくは、10nm〜1μmの、薄片の平均間隔を有し、α 2 /γ薄片ミクロ構造を25%〜98%の体積割合で含み、かつ5μm〜100μmの粒度を有する薄片粒、
β 0 :1%〜25%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の成分、
γ:1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の成分、
という、材料の著しく改善された機械的高温特性を持つ組織構成が得られる。
α2:100nm超の厚さを有するばらばらになった比較的粗いγ薄片を1%〜50%の体積割合で含むことができる1μm〜50μmの粒度を有する球状の相、
β0:α2相を包囲し、1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の相、
γ:α2相を包囲し、1%〜50%の体積割合で含み、かつ1μm〜25μmの粒度を有する球状の相、
その際、該材料が、次の範囲にある機械的特性を有する、請求項1又は3に記載の方法によって製造された部材。
室温における強度及び破断伸び
Rp0.2: 650〜910MPa
Rm : 680〜1010MPa
At : 0.5%〜3%
700℃における強度及び破断伸び
Rp0.2: 520〜690MPa
Rm : 620〜970MPa
At : 1%〜3.5%
α 2 :過飽和の、場合によっては少量の微細なγ薄片を50%〜95%の体積割合で有しかつ5μm〜80μmの粒度を有する球状の相、
β 0 :1%〜25%の体積割合で含み、かつ1μm〜20μmの粒度を有する球状の相、
γ:1%〜28%の体積割合で含み、かつ1μm〜20μmの粒度有する球状の相、
その際、該材料が次の範囲にある機械的特性、
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
R p0.2 : 650〜940MPa
Rm : 730〜1050MPa
At : 0.2%〜2%
700℃における強度及び破断伸び
R p0.2 : 430〜620MPa
Rm : 590〜940MPa
At : 1%〜2.5%
である、好ましくは、請求項4又は5に記載の方法によって製造された部材が有利である。
α 2 /γ:10nm〜1nmの、薄片の平均間隔を有する(α 2 /γ)薄片微細構造を25%〜98%の体積割合で有しかつ5μm〜100μmの粒度を有する薄片粒、
β 0 :1%〜25%の体積割合で含み、かつ0.5μm〜25μmの粒度を有する球状の成分、
γ:1%〜50%の体積割合で含み、かつ0.5μm〜25μmの粒度を有する球状の成分、
その際、該材料が、次の範囲にある機械的特性、
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
R p0.2 : 710〜1020MPa
Rm : 800〜1250MPa
At : 0.8%〜4%
700℃における強度及び破断伸び
R p0.2 : 540〜760MPa
Rm : 630〜1140MPa
At : 1%〜4.5%
を有する、好ましくは、請求項6又は7に記載の方法によって製造された部材であることにより、すべての方向に同じ程度で高いレベルにある材料の延性、強度及び耐クリープ性に関して特別な利点が得られる。
Claims (10)
- チタン−アルミニウム基合金から部材を製造する方法であって、第1段階において、溶融又は粉末冶金で製造される出発材料が、at.%において次の化学組成
アルミニウム(Al) 41〜48
選択的に
ニオブ(Nb) 4〜9
モリブデン(Mo) 0.1〜3.0
マンガン(Mn) 2.4未満
硼素(B) 1.0未満
珪素(Si) 1.0未満
炭素(C) 1.0未満
酸素(O) 0.5未満
窒素(N) 0.5未満
チタン
及び残部として不純物
で製造され、この出発材料が、少なくとも60minの間の加熱後少なくとも1000℃の温度で少なくとも150MPaへ圧力上昇の際、素材となるように等方圧縮され、
それから第2段階においてHIP素材が、0.4mm/secより大きい速度で高速塊状変形による高温成形を受け、かつ0.3より大きい局部伸びφとして測定される据込みによる変形を受けるが、ここでφは次のように定義され、
φ=ln(hf/ho)、
hf=据込み後の工作物の高さ、ho=据込み前の工作物の高さ
又は後に続く冷却を伴って部材を構成しながら1000℃〜1350℃の範囲にある温度で特に鍛造による同じ大きさの最少変形を伴う他の変形過程を受け、その際700℃の温度に達するまでの期間は最大でも10minであり、小さい部分範囲においてのみ動的に回復されるか又は再結晶されるけれども、高い再結晶エネルギポテンシャルを有する変形組織が形成され、
それから第3段階において、所望の材料特性の設定のため部材が熱処理を受け、この熱処理の際合金の共析温度(Teu)特に1010℃〜1180℃の範囲において、30min〜1000minの期間に、変形組織から、変形及び冷却後の化学的相不平衡から成る組織変えのために蓄えられている変形エネルギ及び駆動力のため、室温で整然とした原子構造を持つ相γ,β0,α2から成る均質な微小球状ミクロ組織が次の構成で形成され、
α2:100nm以上の厚さを持ちかつばらばらにされた粗いγ薄片を含むことができる、1%〜50%の体積割合を持つ1μm〜50μmの粒度を持つ球状
β0:1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ、α2相を包囲する球状
γ:1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ、α2相を包囲する球状
次の段階において選択的に、部材の少なくとも1つの別の熱処理特に後続焼鈍及び/又は安定化焼鈍が行われる、方法。 - 出発材料がat.%で次の化学組成
Al 42〜44.5
選択的に
Nb 3.5〜4.5
Mo 0.5〜1.5
Mn 2.2未満
B 0.05〜0.2
Si 0.001〜0.01
C 0.001〜1.0
O 0.001〜0.1
N 0.0001〜0.02
チタン
及び残部として不純物
を含んでいる、請求項1に記載の方法。 - 所望の材料特性を設定するため部材が、第3段階において、30min〜600minの期間合金の共析温度(Teu)特に1040℃〜1170℃の範囲で行われる熱処理を受け、変形組織から空気で冷却後、室温で整然とした原子構造を持つ相γ,β0,α2から成る均質な微小球状ミクロ組織が、次の構成で形成され、
α2:ばらばらにされかつ100nm以上の厚さを持つ粗いγ薄片を含むことができる10%〜35%の体積割合を持つ1μm〜10μmの粒度を持つ球状
β0:15%〜45%の体積割合を持つ1μm〜10μmの粒度を持ち、α2相を包囲する球状
γ:15%〜60%の体積割合を持つ1μm〜10μmの粒度を持ち、α2相を包囲する球状
選択的に後の段階において、部材の少なくとも1つの別の熱処理特に後続焼鈍及び/又は安定化焼鈍が行われる、請求項2に記載の方法。 - 第3段階で形成されるミクロ組織を持つ部材が、最適化される高温材料特性を設定するため、合金のαトランサス温度(Tα)の近くの範囲で3相空間(α,β,γ)において少なくとも30min〜最大6000minの期間行われる少なくとも1つの後続焼鈍を受け、それから部材が少なくとも10minの期間700℃の温度に、続いて更になるべく空気で冷却され、こうして次のような相構成が形成される、
α2:球状に過飽和、場合によっては少し微細γ薄片を含み、25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ、
β0:球状、1%〜25%の体積割合を持つ1μm〜25μmの粒度を持つ、
γ:球状、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ、
請求項1に記載の方法。 - 第3段階で形成されるミクロ組織を持つ部材が最適化される高温材料特性を設定するため、3相空間(α,β,γ)における合金のαトランサス温度Tα近くの範囲で少なくとも30min〜最大6000minの期間行われる少なくとも1つの後続焼鈍を受け、それから一部が少なくとも10minより小さい期間に700℃の温度になるべく空気で冷却され、こうしてつぎのような相構成が形成される、
αA2:球状で過飽和、場合によっては僅かなγ薄片を含み、50%〜98%の体積割合を持つ5μm〜80μmの粒度を持つ
βA0:球状で1%〜25%の体積割合を持つ1μm〜20μmの粒度を持つ
γ:球状で1%〜28%の体積割合を持つ1μm〜20μmの粒度を持つ
請求項3に記載の方法。 - 部材が、請求項4に記載の後続焼鈍後、700℃〜1000℃の温度範囲場合によっては部材の使用温度以上で、60min〜1000minの期間で少なくとも1つの安定化焼鈍を受け、続いて次の組織成分の設定又は構成のため少なくとも5℃/minなるべく1℃/min以下の速度で行われる低速冷却又は炉冷却を受ける
α2/γ:なるべく10nm〜1μmの平均薄片間隔を持つα2/γ薄片ミクロ組織を持つ25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ薄片粒
β0:球状で1%〜25%の体積割合を持つ1μm〜25μmの粒度を持つ
γ:球状で1%〜50%の体積割合を持ちかつ1μm〜25μmの粒度を持つ
請求項4に記載の方法。 - 部材が、請求項5に記載の後続焼鈍後、700℃〜1000℃の温度範囲、場合によっては部材の使用温度以上で、60min〜1000min少なくとも1つの安定化焼鈍を受け、続いて組織成分の設定又は構成のため5℃/min以下なるべく1℃/min以下の速度で低速冷却又は炉冷却を受ける
α2/γ:なるべく10nm〜30nmの平均薄片間隔及び45%〜90%の体積割合を持つ(α2/γ)薄片微小組織を持つ5μm〜80μmの粒度を持つ薄片粒
β0:球状で、1%〜25%の体積割合を持つ1μm〜20μmの粒度を持つ
γ:球状で1%〜25%の体積割合を持つ1μm〜20μmの粒度を持つ
請求項5に記載の方法。 - 請求項1又は2に記載の化学組成を持ちチタン−アルミニウム基合金から成る部材であって、最終寸法に近い寸法なるべく請求項1又は3に記載の方法で製造され、室温で整然とした原子構造を持つ次の構成の相γ,β0,α2から成る材料の組織で製造され、
α2:球状で、ばらばらにされかつ100nm以上の厚さを持つ比較的粗いγ薄片を含むことができる1%〜50%の体積割合を持つ1μm〜50μmの粒度を持つ
β0:球状でα2相を包囲し、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ
γ:球状でα2相を包囲し、1%〜50%の体積割合を持つ1μm〜25μmの粒度を持つ
なるべく請求項1又は3に記載の方法により設定され、材料が次の範囲にある次の機械的特性を持っている
室温における強度及び破断伸び
Rp0.2:650〜910MPa
Rm :680〜1010MPa
At :0.5%〜3%
700℃における強度及び破断伸び
Rp0.2:520〜690MPa
Rm :620〜970MPa
At :1%〜3.5%
部材。 - 請求項1又は2に記載の化学組成を持ちチタン−アルミニウム基合金から成る部材であって、最終寸法に近い寸法で製造され、次の相から成る材料の組織を持ち
α2:球状に過飽和し、場合によっては少し微細なγ薄片を含み、50%〜95%の体積割合を持つ5μm〜80μmの粒度を持つ
β0:球状で、1%〜25%の体積割合を持つ1μm〜20μmの粒度を持つ
γ:球状で1%〜28%の体積割合を持つ1μm〜20μmの粒度を持つ
なるべく請求項4又は5に記載の方法により設定され、材料が次の範囲にある次の機械的特性を持っている
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
Rp0.2:650〜940MPa
Rm :730〜1050MPa
At :0.2%〜2%
700℃における強度及び破断伸び
Rp0.2:430〜620MPa
Rm :590〜940MPa
At :1%〜2.5%
部材。 - 請求項1又は2に記載の化学組成を持つチタン−アルミニウム基合金から成る母材であって、最終寸法に近い寸法で製造され、なるべく請求項6又は7に記載の方法により設定される構成を持つ成分から成る材料の組織を持ち、
α2/γ:なるべく10nm〜1nmの平均薄片間隔を持つ(α2/γ)薄片微細構造を持つ25%〜98%の体積割合を持つ5μm〜100μmの粒度を持つ薄片粒
β0:球状で1%〜25%の体積割合を持つ0.5μm〜25μmの粒度を持つ
γ:球状で1%〜50%の体積割合を持つ0.5μm〜25μmの粒度を持つ
材料が次の範囲にある次の機械的特性を持っている
室温における(ASTME8M、EN2002−1による)強度及び破断伸び
Rp0.2:710〜1020MPa
Rm :800〜1250MPa
At :0.8%〜4%
700℃における強度及び破断伸び
Rp0.2:540〜760MPa
Rm :630〜1140MPa
At :1%〜4.5%
部材。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA802/2010A AT509768B1 (de) | 2010-05-12 | 2010-05-12 | Verfahren zur herstellung eines bauteiles und bauteile aus einer titan-aluminium-basislegierung |
| ATA802/2010 | 2010-05-12 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011119692A Division JP2011236503A (ja) | 2010-05-12 | 2011-05-12 | チタン−アルミニウム基合金から成る部材の製造方法及び部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017122279A true JP2017122279A (ja) | 2017-07-13 |
| JP6576379B2 JP6576379B2 (ja) | 2019-09-18 |
Family
ID=44118536
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011119692A Pending JP2011236503A (ja) | 2010-05-12 | 2011-05-12 | チタン−アルミニウム基合金から成る部材の製造方法及び部材 |
| JP2017035960A Active JP6576379B2 (ja) | 2010-05-12 | 2017-02-28 | チタン−アルミニウム基合金から成る部材の製造方法及び部材 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011119692A Pending JP2011236503A (ja) | 2010-05-12 | 2011-05-12 | チタン−アルミニウム基合金から成る部材の製造方法及び部材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8864918B2 (ja) |
| EP (1) | EP2386663B1 (ja) |
| JP (2) | JP2011236503A (ja) |
| AT (1) | AT509768B1 (ja) |
| CA (1) | CA2739964C (ja) |
| ES (1) | ES2644256T3 (ja) |
| IL (1) | IL212821A (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012201082B4 (de) | 2012-01-25 | 2017-01-26 | MTU Aero Engines AG | Verfahren zur Herstellung geschmiedeter Bauteile aus einer TiAl-Legierung und entsprechend hergestelltes Bauteil |
| KR20160040447A (ko) * | 2013-02-22 | 2016-04-14 | 더 나노스틸 컴퍼니, 인코포레이티드 | 온간 성형 초고강도 강 |
| US9651524B2 (en) * | 2013-05-31 | 2017-05-16 | Rti International Metals, Inc. | Method of ultrasonic inspection of as-cast titanium alloy articles |
| US9981349B2 (en) * | 2013-05-31 | 2018-05-29 | Arconic Inc. | Titanium welding wire, ultrasonically inspectable welds and parts formed therefrom, and associated methods |
| ES2747155T3 (es) | 2013-09-20 | 2020-03-10 | MTU Aero Engines AG | Aleación de TiAl resistente a la fluencia |
| JP6230885B2 (ja) * | 2013-11-22 | 2017-11-15 | 東邦チタニウム株式会社 | α+β型チタン合金および同合金の製造方法 |
| DE102013020460A1 (de) | 2013-12-06 | 2015-06-11 | Hanseatische Waren Handelsgesellschaft Mbh & Co. Kg | Verfahren zur Herstellung von TiAl-Bauteilen |
| WO2015119927A1 (en) * | 2014-02-05 | 2015-08-13 | Borgwarner Inc. | TiAl ALLOY, IN PARTICULAR FOR TURBOCHARGER APPLICATIONS, TURBOCHARGER COMPONENT, TURBOCHARGER AND METHOD FOR PRODUCING THE TiAl ALLOY |
| CN103898428B (zh) * | 2014-03-14 | 2015-10-28 | 西北工业大学 | 近α钛合金混合组织中片状α的重复退火球化方法 |
| CN104264012A (zh) * | 2014-09-30 | 2015-01-07 | 西北有色金属研究院 | 一种含钼高铌β型γ-TiAl合金铸锭及其制备方法 |
| GB2546057B (en) * | 2014-11-05 | 2021-06-23 | Howmet Aerospace Inc | A Method of Forming a Weld Between First and Second Base Alloy Parts |
| CN104480347B (zh) * | 2014-12-17 | 2017-03-29 | 南京理工大学 | 一种TiAl基合金及其热处理工艺 |
| DE102014226805A1 (de) * | 2014-12-22 | 2016-06-23 | Robert Bosch Gmbh | Turbinenrad und Verfahren zu seiner Herstellung |
| DE102015103422B3 (de) * | 2015-03-09 | 2016-07-14 | LEISTRITZ Turbinentechnik GmbH | Verfahren zur Herstellung eines hochbelastbaren Bauteils aus einer Alpha+Gamma-Titanaluminid-Legierung für Kolbenmaschinen und Gasturbinen, insbesondere Flugtriebwerke |
| JP6884994B2 (ja) * | 2015-09-07 | 2021-06-09 | セイコーエプソン株式会社 | チタン焼結体および装飾品 |
| US20170067137A1 (en) * | 2015-09-07 | 2017-03-09 | Seiko Epson Corporation | Titanium sintered body and ornament |
| DE102015115683A1 (de) * | 2015-09-17 | 2017-03-23 | LEISTRITZ Turbinentechnik GmbH | Verfahren zur Herstellung einer Vorform aus einer Alpha+Gamma-Titanaluminid-Legierung zur Herstellung eines hochbelastbaren Bauteils für Kolbenmaschinen und Gasturbinen, insbesondere Flugtriebwerke |
| ES2667872T3 (es) * | 2016-04-14 | 2018-05-14 | Element 22 GmbH | Procedimiento para la producción pulvimetalúrgica de componentes de titanio o de aleaciones de titanio |
| EP3249064A1 (de) | 2016-05-23 | 2017-11-29 | MTU Aero Engines GmbH | Additive fertigung von hochtemperaturbauteilen aus tial |
| US20180010468A1 (en) * | 2016-07-07 | 2018-01-11 | United Technologies Corporation | Enhanced temperature capability gamma titanium aluminum alloys |
| US20180010213A1 (en) * | 2016-07-07 | 2018-01-11 | United Technologies Corporation | Enhance ductility of gamma titanium aluminum alloys by reducing interstitial contents |
| CN106363021B (zh) * | 2016-08-30 | 2018-08-10 | 西部超导材料科技股份有限公司 | 一种1500MPa级钛合金棒材的轧制方法 |
| ES2753242T3 (es) | 2017-03-10 | 2020-04-07 | MTU Aero Engines AG | Procedimiento para fabricar componentes de TiAl forjados |
| DE102017212082A1 (de) | 2017-07-14 | 2019-01-17 | MTU Aero Engines AG | Schmieden bei hohen temperaturen, insbesondere von titanaluminiden |
| JP6911651B2 (ja) * | 2017-08-31 | 2021-07-28 | セイコーエプソン株式会社 | チタン焼結体、装飾品および時計 |
| DE102018209315A1 (de) * | 2018-06-12 | 2019-12-12 | MTU Aero Engines AG | Verfahren zur Herstellung eines Bauteils aus Gamma - TiAl und entsprechend hergestelltes Bauteil |
| SK288792B6 (sk) * | 2018-07-12 | 2020-11-03 | Ustav Materialov A Mech Strojov Sav | Spôsob kontrolovaného legovania intermetalických zliatin γ-TiAl uhlíkom v priebehu vákuového indukčného tavenia v grafitových téglikoch |
| CN109207892B (zh) * | 2018-11-05 | 2020-08-25 | 贵州大学 | 一种变形双相钛合金的组织控制工艺 |
| JP7093583B2 (ja) * | 2018-12-21 | 2022-06-30 | 国立研究開発法人物質・材料研究機構 | TiAl基合金、タービン用動翼、発電用ガスタービン、航空機用ジェットエンジン、船舶用過給器若しくは各種産業機械用ガスタービン、蒸気タービン |
| CN110643842B (zh) * | 2019-09-30 | 2021-12-14 | 西安欧中材料科技有限公司 | 一种镍基高温合金电极棒的制备方法 |
| CN111020347B (zh) * | 2019-12-30 | 2021-08-17 | 广州航海学院 | 一种高致密复相合金材料及其制备方法 |
| JP7124267B1 (ja) * | 2021-06-30 | 2022-08-24 | 住友電工ハードメタル株式会社 | 切削工具 |
| CN113502412B (zh) * | 2021-07-03 | 2022-05-13 | 西北工业大学 | 一种可抑制有序ω相生成的TiAl合金及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003533594A (ja) * | 2000-05-17 | 2003-11-11 | ゲーエフエー メタレ ウント マテリアーリエン ゲゼルシャフト ミット ベシュレンクテル ハフツング | 段階的ミクロ組織から成る多領域を有したγ‐TiAl合金を主成分とする物質 |
| JP2008520826A (ja) * | 2004-11-23 | 2008-06-19 | ゲーカーエスエス・フォルシュングスツェントルム ゲーストアハト ゲーエムベーハー | チタンアルミニウムを基礎とした合金 |
| WO2009052792A2 (de) * | 2007-10-27 | 2009-04-30 | Mtu Aero Engines Gmbh | Werkstoff für ein gasturbinenbauteil, verfahren zur herstellung eines gasturbinenbauteils sowie gasturbinenbauteil |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59103639D1 (de) | 1990-07-04 | 1995-01-12 | Asea Brown Boveri | Verfahren zur Herstellung eines Werkstücks aus einer dotierstoffhaltigen Legierung auf der Basis Titanaluminid. |
| US5226985A (en) * | 1992-01-22 | 1993-07-13 | The United States Of America As Represented By The Secretary Of The Air Force | Method to produce gamma titanium aluminide articles having improved properties |
| JPH06116692A (ja) * | 1992-10-05 | 1994-04-26 | Honda Motor Co Ltd | 高温強度の優れたTiAl系金属間化合物およびその製造方法 |
| US5442847A (en) * | 1994-05-31 | 1995-08-22 | Rockwell International Corporation | Method for thermomechanical processing of ingot metallurgy near gamma titanium aluminides to refine grain size and optimize mechanical properties |
| JPH0892602A (ja) * | 1994-09-28 | 1996-04-09 | Toyo Alum Kk | TiAl金属間化合物粉末およびその焼結体 |
| JPH08104932A (ja) * | 1994-10-04 | 1996-04-23 | Nkk Corp | TiAl基合金 |
| JP4287991B2 (ja) | 2000-02-23 | 2009-07-01 | 三菱重工業株式会社 | TiAl基合金及びその製造方法並びにそれを用いた動翼 |
| JP4209092B2 (ja) * | 2001-05-28 | 2009-01-14 | 三菱重工業株式会社 | TiAl基合金及びその製造方法並びにそれを用いた動翼 |
| AT5199U1 (de) | 2001-07-19 | 2002-04-25 | Plansee Ag | Formteil aus einem intermetallischen gamma-ti-al-werkstoff |
| AT508323B1 (de) * | 2009-06-05 | 2012-04-15 | Boehler Schmiedetechnik Gmbh & Co Kg | Verfahren zur herstellung eines schmiedestückes aus einer gamma-titan-aluminium-basislegierung |
-
2010
- 2010-05-12 AT ATA802/2010A patent/AT509768B1/de active
-
2011
- 2011-04-26 ES ES11450055.6T patent/ES2644256T3/es active Active
- 2011-04-26 EP EP11450055.6A patent/EP2386663B1/de active Active
- 2011-05-03 US US13/099,970 patent/US8864918B2/en active Active
- 2011-05-11 IL IL212821A patent/IL212821A/en active IP Right Grant
- 2011-05-11 CA CA2739964A patent/CA2739964C/en not_active Expired - Fee Related
- 2011-05-12 JP JP2011119692A patent/JP2011236503A/ja active Pending
-
2017
- 2017-02-28 JP JP2017035960A patent/JP6576379B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003533594A (ja) * | 2000-05-17 | 2003-11-11 | ゲーエフエー メタレ ウント マテリアーリエン ゲゼルシャフト ミット ベシュレンクテル ハフツング | 段階的ミクロ組織から成る多領域を有したγ‐TiAl合金を主成分とする物質 |
| JP2008520826A (ja) * | 2004-11-23 | 2008-06-19 | ゲーカーエスエス・フォルシュングスツェントルム ゲーストアハト ゲーエムベーハー | チタンアルミニウムを基礎とした合金 |
| WO2009052792A2 (de) * | 2007-10-27 | 2009-04-30 | Mtu Aero Engines Gmbh | Werkstoff für ein gasturbinenbauteil, verfahren zur herstellung eines gasturbinenbauteils sowie gasturbinenbauteil |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2739964A1 (en) | 2011-11-12 |
| ES2644256T3 (es) | 2017-11-28 |
| JP2011236503A (ja) | 2011-11-24 |
| EP2386663A1 (de) | 2011-11-16 |
| IL212821A0 (en) | 2011-07-31 |
| US20110277891A1 (en) | 2011-11-17 |
| US8864918B2 (en) | 2014-10-21 |
| IL212821A (en) | 2014-11-30 |
| CA2739964C (en) | 2014-02-18 |
| AT509768A1 (de) | 2011-11-15 |
| EP2386663B1 (de) | 2017-08-02 |
| JP6576379B2 (ja) | 2019-09-18 |
| AT509768B1 (de) | 2012-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6576379B2 (ja) | チタン−アルミニウム基合金から成る部材の製造方法及び部材 | |
| EP1666618B2 (en) | Ni based superalloy and its use as gas turbine disks, shafts and impellers | |
| JP3944271B2 (ja) | ニッケル基超合金における結晶粒度の制御 | |
| JP4287991B2 (ja) | TiAl基合金及びその製造方法並びにそれを用いた動翼 | |
| US5366570A (en) | Titanium matrix composites | |
| US20100000635A1 (en) | Titanium aluminide alloys | |
| US5746846A (en) | Method to produce gamma titanium aluminide articles having improved properties | |
| US5393483A (en) | High-temperature fatigue-resistant nickel based superalloy and thermomechanical process | |
| WO2020203460A1 (ja) | Ni基超耐熱合金及びNi基超耐熱合金の製造方法 | |
| US5417781A (en) | Method to produce gamma titanium aluminide articles having improved properties | |
| Hagiwara et al. | Blended elemental P/M synthesis and property evaluation of Ti-1100 alloy | |
| US5662749A (en) | Supersolvus processing for tantalum-containing nickel base superalloys | |
| JP7233659B2 (ja) | 熱間鍛造用のチタンアルミナイド合金材及びチタンアルミナイド合金材の鍛造方法並びに鍛造体 | |
| Shao et al. | Hot deformation behaviors of a 9Cr oxide dispersion-strengthened steel and its microstructure characterization | |
| JP5645054B2 (ja) | アニーリングツインを含有するニッケル基耐熱超合金と耐熱超合金部材 | |
| JPH0832934B2 (ja) | 金属間化合物の製法 | |
| US20190375017A1 (en) | Ti-Fe-BASED SINTERED ALLOY MATERIAL AND METHOD FOR PRODUCING SAME | |
| JPH05255827A (ja) | TiAl金属間化合物基合金の製造方法 | |
| WO2017123186A1 (en) | Tial-based alloys having improved creep strength by strengthening of gamma phase | |
| US5415831A (en) | Method of producing a material based on a doped intermetallic compound | |
| JP5929251B2 (ja) | 鉄合金 | |
| JPH08144034A (ja) | Ti−Al系金属間化合物基合金の製造方法 | |
| TWI690600B (zh) | 用於粉末冶金製造由鈦或鈦合金製成的構件的方法 | |
| Bhat et al. | Beta phase superplasticity in titanium alloys by boron modification | |
| JP7233658B2 (ja) | 熱間鍛造用のチタンアルミナイド合金材及びチタンアルミナイド合金材の鍛造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180328 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180626 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180925 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190613 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190814 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6576379 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |