JP2017100391A - 複合構造体 - Google Patents
複合構造体 Download PDFInfo
- Publication number
- JP2017100391A JP2017100391A JP2015236345A JP2015236345A JP2017100391A JP 2017100391 A JP2017100391 A JP 2017100391A JP 2015236345 A JP2015236345 A JP 2015236345A JP 2015236345 A JP2015236345 A JP 2015236345A JP 2017100391 A JP2017100391 A JP 2017100391A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- composite structure
- resin molded
- iii
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】本発明は、通常時は変形しやすく、衝撃時は硬くなるというダイラタンシー性に優れ、かつ、高い引張剛性を有する複合構造体を提供することを課題とする。
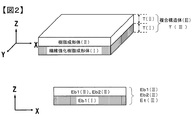
【解決手段】強化繊維(A)とマトリックス樹脂(B)からなる繊維強化樹脂成形体(I)と、該繊維強化樹脂成形体(I)の片面もしくは両面に配置された樹脂成形体(II)からなる複合構造体(III)であって、
JIS K7074(1988)に準拠した、前記樹脂成形体(II)の曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、前記樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が下記式を満たす複合構造体。
Eb2(II)/Eb1(II) ≧ 2 (式1)
0.001GPa≦Eb1(II)≦1GPa (式2)
0.005GPa≦Eb2(II)≦200GPa (式3)
【選択図】なし
【解決手段】強化繊維(A)とマトリックス樹脂(B)からなる繊維強化樹脂成形体(I)と、該繊維強化樹脂成形体(I)の片面もしくは両面に配置された樹脂成形体(II)からなる複合構造体(III)であって、
JIS K7074(1988)に準拠した、前記樹脂成形体(II)の曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、前記樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が下記式を満たす複合構造体。
Eb2(II)/Eb1(II) ≧ 2 (式1)
0.001GPa≦Eb1(II)≦1GPa (式2)
0.005GPa≦Eb2(II)≦200GPa (式3)
【選択図】なし
Description
本発明は、通常時は変形しやすく、衝撃時は硬くなるというダイラタンシー性に優れ、かつ、高い引張剛性を有する繊維強化樹脂成形体と樹脂成形体からなる複合構造体に関する。
近年、高齢化の進行や健康志向の高まりにより、装具や医療用又はスポーツ用サポーターにおける需要が増加している。これらの装具やサポーターは衝撃を受けた時、腕や肘の関節、腰等を保護するために高い剛性が要求され、また変形しやすい箇所に使用されるため柔軟性も有することが必要となる。すなわち通常時は形状追随しやすく、衝撃時には硬くなるというダイラタンシー性を有することが重要となる。
ダイラタンシー性とは、遅い剪断速度では液体のように振る舞い、より早い剪断速度に対してはあたかも固体のような抵抗力を発揮する性質であり、ダイラタンシー性材料はこれまで緩衝剤、防振ゴム、スポーツ用品、医療用品等の様々な分野に提案されてきた。ダイラタンシー性材料としては例えば、電子部品を落下衝撃から保護するためシリコーンオイルを主原料とし、ホウ素を結合させたダイラタンシー性材料をプリント配線基板間の中間層として配置した複合多層配線板(特許文献1)、弾性、耐磨耗性、耐久性等に優れるポリウレタンにダイラタンシー性を持たせたダイラタンシー性ポリウレタン(特許文献2)がある。
一方、繊維強化樹脂材料は航空宇宙用途、スポーツ用途、自動車用途等、軽量性と力学特性が要求される構造体の材料として有用に用いられている。しかし、繊維強化樹脂は高剛性であるため、用途としては形状変形しにくい箇所への適用にほぼ限定されている。繊維強化樹脂材料としては例えば、軽量であり、引張強度や弾性率等の機械特性に優れ、かつ、耐衝撃性が優れるプリプレグおよび繊維強化複合材料(特許文献3)がある。
特許文献1や特許文献2では、シリコーンオイルを主原料とし、ホウ素を結合させた樹脂成形物やポリウレタン樹脂単体でダイラタンシー性を示す固体の樹脂組成物が開示されている。しかしダイラタンシー性や衝撃時の剛性が小さく、引張強度や弾性率等の機械特性が不十分であるという問題があった。
特許文献3では、軽量であり、引張強度や弾性率等の機械特性に優れ、かつ、耐衝撃性が優れるプリプレグおよび繊維強化複合材料を開示しているが、ダイラタンシー性がほとんど無く、展開できる用途は限られていた。
そこで本発明は、通常時は変形しやすく、衝撃時は硬くなるというダイラタンシー性に優れ、かつ、高い引張剛性を有する複合成形体を提供することを課題とする。
本発明者らは、鋭意検討した結果、上記課題を解決することができる複合構造体を発明するに至った。すなわち、本発明は、以下の構成からなる。
強化繊維(A)とマトリックス樹脂(B)からなる繊維強化樹脂成形体(I)と、該繊維強化樹脂成形体(I)の片面もしくは両面に配置された樹脂成形体(II)からなる複合構造体(III)であって、
JIS K7074(1988)に準拠した、前記樹脂成形体(II)の曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、前記樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が下記式を満たす複合構造体。
JIS K7074(1988)に準拠した、前記樹脂成形体(II)の曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、前記樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が下記式を満たす複合構造体。
Eb2(II)/Eb1(II) ≧ 2 (式1)
0.001GPa≦Eb1(II)≦1GPa (式2)
0.005GPa≦Eb2(II)≦200GPa (式3)
0.001GPa≦Eb1(II)≦1GPa (式2)
0.005GPa≦Eb2(II)≦200GPa (式3)
本発明により、通常時は柔軟で形状追随しやく、衝撃時は剛直となり急激な変形を抑制できると共に、引張剛性に優れた複合構造体を提供できる。
本発明の繊維強化樹脂成形体(I)における強化繊維(A)としては、種々の繊維を用いることができるが、炭素繊維、ガラス繊維、アラミド繊維、金属繊維が好ましい。なかでも高強度、高弾性率であるという優れた特性を有するため、炭素繊維が好ましく用いられる。炭素繊維としては、特に限定されないが、例えば、ポリアクリロニトリル(PAN)系、ピッチ系、レーヨン系等の炭素繊維が力学特性の向上、繊維強化樹脂の軽量化効果の観点から好ましく使用でき、これらは1種又は2種以上を併用しても良い。中でも、得られる繊維強化樹脂の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。
強化繊維の単繊維径は0.5μm以上が好ましく、2μm以上がより好ましく、4μm以上がさらに好ましい。また強化繊維の単繊維径は20μm以下が好ましく、15μm以下がより好ましく、10μm以下がさらに好ましい。一方、強化繊維のストランド強度は3GPa以上が好ましく、4GPa以上がより好ましく、4.5GPa以上がさらに好ましい。また強化繊維のストランド弾性率は200GPa以上が好ましく、220GPa以上がより好ましく、240GPa以上がさらに好ましい。強化繊維のストランド強度が3GPa以上又は強化繊維のストランド弾性率が200GPa以上であれば、繊維強化樹脂とした時に、所望の特性を得ることができる。
強化繊維の形態としては、強化繊維を一方向に並べた形態、織物形態、編み物形態であっても良いし、不織布、マット等強化繊維がランダムに配置された形態でも良いが、高強度、高弾性率等機械特性の観点から連続した形態を有することが好ましい。つまり、強化繊維(A)としては連続繊維を用いることが好ましい。
本発明の繊維強化樹脂成形体(I)におけるマトリックス樹脂(B)としては、特に限定されないが、熱硬化性樹脂、熱可塑性樹脂のいずれでも用いることができる。マトリックス樹脂(B)が熱硬化性樹脂の場合には、成形時の加熱により、また必要に応じて成形後に熱硬化性樹脂が硬化する温度にさらに加熱することにより、熱硬化性樹脂が硬化し、繊維強化樹脂が得られる。マトリックス樹脂(B)が熱可塑性樹脂の場合には、成形時の加熱により溶融した樹脂を冷やして固化させることで、繊維強化樹脂が得られる。
熱硬化性樹脂としては、エポキシ樹脂、ビニルエステル樹脂、フェノール樹脂、熱硬化性ポリイミド樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ビスマレイミド樹脂等が好ましく用いられる。エポキシ樹脂単体の他、エポキシ樹脂と熱硬化性樹脂の共重合体、変性体および2種類以上ブレンドした樹脂なども用いることができる。熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアリーレンスルフィド樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルホン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルイミド樹脂、ポリスルホン樹脂が好ましく用いられ、またこれらいずれかの樹脂の前駆体である環状のオリゴマーも好ましく用いられる。
本発明の繊維強化樹脂成形体(I)におけるJIS K7074(1988)に準拠した、曲げ弾性率Eb1(I)は、1GPa以上が好ましく、10GPa以上がより好ましく、100GPa以上がさらに好ましい。繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)が1GPaより小さいと、衝撃時の変形を抑制できないことがある。一方、繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)は、500GPa以下が好ましく、450GPa以上がより好ましく、400GPa以上がさらに好ましい。繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)が500GPaより大きいと、通常時の形状追随性が低下することがある。
本発明の樹脂成形体(II)における下記式(1)で表されるJIS K7074(1988)に準拠した、曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、衝撃曲げ弾性率Eb2(II)の比(以下、Eb2(II)/Eb1(II)を(樹脂成形体(II)の)曲げ弾性率比という)は2以上が好ましく、3以上がより好ましく、4以上がさらに好ましい。樹脂成形体(II)における曲げ弾性率比(Eb2(II)/Eb1(II))が2以上であれば、通常時と衝撃時の剛性変化が大きく、通常時の形状追随性および衝撃時の剛性を高めることができる。また樹脂成形体(II)の曲げ弾性率比(Eb2(II)/Eb1(II))が30以下であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。
Eb2(II)/Eb1(II) (式1)
曲げ弾性率Eb1(II)は、1GPa以下が好ましく、0.8GPa以下より好ましく、0.7GPa以下がさらに好ましい。樹脂成形体(II)の曲げ弾性率Eb1(II)が1GPaより大きいと、通常時の形状追随性が低下することがある。また樹脂成形体(II)の曲げ弾性率Eb1(II)は、0.001GPa以上であれば、通常時の柔軟性が現実的に達成可能である。
Eb2(II)/Eb1(II) (式1)
曲げ弾性率Eb1(II)は、1GPa以下が好ましく、0.8GPa以下より好ましく、0.7GPa以下がさらに好ましい。樹脂成形体(II)の曲げ弾性率Eb1(II)が1GPaより大きいと、通常時の形状追随性が低下することがある。また樹脂成形体(II)の曲げ弾性率Eb1(II)は、0.001GPa以上であれば、通常時の柔軟性が現実的に達成可能である。
衝撃曲げ弾性率Eb2(II)は、0.005GPa以上が好ましく、0.05GPa以上がより好ましく、0.05GPa以上がさらに好ましい。樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が0.005GPaより小さいと、衝撃時の変形を抑制できないことがある。また樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)は、200GPa以下であれば、衝撃時の変形抑制が現実的に達成可能である。なお、曲げ弾性率および衝撃曲げ弾性率の測定方法は後述する。
本発明の樹脂成形体(II)におけるJIS K7244−7(2007)に準拠した、25℃における周波数1Hzでの貯蔵弾性率Gr’(1Hz)および25℃における周波数50Hzでの貯蔵弾性率Gr’(50Hz)の比(Gr’(50Hz)/Gr’(1Hz))は5以上が好ましく、7以上がより好ましく、10以上がさらに好ましい。貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))が5以上であれば、通常時と衝撃時の剛性変化が大きく、通常時の形状追随性および衝撃時の剛性を高めることができる。また貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))が30以下であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。なお、貯蔵弾性率の測定方法は後述する。
周波数50Hzでの貯蔵弾性率Gr’(50Hz)は、10MPa以上が好ましく、100MPa以上がより好ましく、1GPa以上がさらに好ましい。貯蔵弾性率Gr’(50Hz)が10MPa以上であれば、衝撃時の変形を抑制できる。また貯蔵弾性率Gr’(50Hz)が200GPa以下であれば、衝撃時の変形抑制が現実的に達成可能である。
周波数1Hzでの貯蔵弾性率Gr’(1Hz)は、1GPa以下がよく、100MPa以下が好ましく、10MPa以下がより好ましい。貯蔵弾性率Gr’(1Hz)が1GPa以下であれば、通常時、容易に変形できる。また貯蔵弾性率Gr’(1Hz)が10Pa以上であれば、通常時の柔軟性が現実的に達成可能である。
本発明の樹脂成形体(II)におけるマトリックス樹脂の種類は、特に限定されないが、ダイラタンシー性を有する熱硬化性樹脂、又は、ダイラタンシー性を有する熱可塑性樹脂が好適である。ここで、ダイラタンシー性とは、通常時は容易に変形し、衝撃時は剛直で変形を抑制する性質を意味する。なお、本発明の樹脂成形体(II)に含まれる樹脂はダイラタンシー性樹脂と言うこともできる。
樹脂成形体(II)中のマトリックス樹脂として熱硬化性樹脂を用いる場合には、エポキシ樹脂、ビニルエステル樹脂、フェノール樹脂、熱硬化性ポリイミド樹脂、ポリウレタン樹脂、ユリア樹脂、メラミン樹脂、ビスマレイミド樹脂が好ましく用いられる。エポキシ樹脂単体の他、エポキシ樹脂と他の熱硬化性樹脂の共重合体、変性体および2種類以上ブレンドした樹脂等も用いることができる。特に樹脂成形体(II)中のマトリックス樹脂として熱硬化性エポキシ樹脂を用いることが好ましく、その中でも熱硬化性樹脂成形体の曲げ弾性率と衝撃曲げ弾性率および貯蔵弾性率を適度に小さくし、かつ、曲げ弾性率比(Eb2(II)/Eb1(II))および貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))を高めるためには、下記化学式(1)で示されるエポキシ樹脂から選ばれる少なくとも1種のエポキシ樹脂を含むことが好ましい。化学式(1)で示される2官能性エポキシ樹脂は、脂肪族もしくは芳香族炭化水素化合物のジビニルエーテル、又はオキシアルキレン化合物のジビニルエーテルと、2官能性フェノールとをアセタール化反応させて得ることができる。

但し、Xは炭素数1〜6の2価の脂肪族基、Rは炭素原子を6個以上含む2価の脂肪族基を示し、nは1〜6である。
熱硬化性エポキシ樹脂の主鎖の芳香環の合計量は、熱硬化性エポキシ樹脂100質量%に対して40質量%以上が好ましく、45質量%以上がより好ましく、50質量%以上がさらに好ましい。一方、70質量%以下が好ましく、65質量%以下がより好ましく、60質量%以下がさらに好ましい。熱硬化性エポキシ樹脂の主鎖の芳香環の合計量が熱硬化性エポキシ樹脂100質量%に対して40質量%以上70質量%以下であれば、衝撃時の剛性および形状追随性を高めることができる。なお、硬化前後の熱硬化性エポキシ樹脂の主鎖の芳香環の合計量は、同じとみなすことができる。したがって、本発明の樹脂成形体を構成する、硬化後の熱硬化性エポキシ樹脂の主鎖の芳香環の合計量は、硬化前の樹脂構造から求めることができる。
樹脂成形体(II)中のマトリックス樹脂として熱可塑性樹脂を用いる場合には、ポリプロピレン樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアリーレンスルフィド樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルホン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルイミド樹脂、ポリスルホン樹脂が好ましく用いられ、またこれらの樹脂の前駆体である環状のオリゴマーも好ましく用いられる。なお、樹脂に柔軟性を付与する目的として、添加剤を加えても良い。
本発明の樹脂成形体(II)の曲げ弾性率比(Eb2(II)/Eb1(II))および貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))を飛躍的に向上させるためには、樹脂成形体(II)のマトリックス樹脂として、ダイラタンシー性樹脂およびフィラーを含むことが好ましい。該ダイラタンシー性樹脂の曲げ弾性率比(Eb2(II)/Eb1(II))は2以上が好ましく、3以上がより好ましく、4以上がさらに好ましい。曲げ弾性率比(Eb2(II)/Eb1(II))が2以上であれば、フィラーによって樹脂成形体のダイラタンシー性を飛躍的に高めることができる。また曲げ弾性率比(Eb2(II)/Eb1(II))が30以下であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。一方、該ダイラタンシー性樹脂の貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))は3以上が好ましく、4以上がより好ましく、5以上がさらに好ましい。貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))が3以上であれば、フィラーによって樹脂成形体のダイラタンシー性を飛躍的に高めることができる。また貯蔵弾性率比(Gr’(50Hz)/Gr’(1Hz))が30以下であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。
樹脂成形体(II)のマトリックス樹脂としてダイラタンシー性樹脂と併用するのに好適なフィラーの形状としては、粉末、繊維、フレーク、針状から選ばれ、特に限定されない。またフィラーの種類としては特に限定されないが、シリカ、アルミナ、ジルコニア、Y-PSZ、スピネル、タルク、ムライト、コージエライト、炭化ケイ素、ヘマタイト、コバルト、マグネタイト、フェライト、酸化亜鉛、酸化チタン、酸化スズ、チタン酸バリウム等が好ましく用いられる。
また樹脂成形体(II)のマトリックス樹脂としてダイラタンシー性樹脂とフィラーを含む場合、フィラーの含有量は、樹脂成形体(II)中のマトリックス樹脂100体積%に対してフィラーを10体積%以上含むことが好ましく、15体積%以上含むことがより好ましく、20体積%以上含むことがさらに好ましい。一方、50体積%以下含むことが好ましく、45体積%以下含むことがより好ましく、40体積%以下含むことがさらに好ましい。樹脂成形体(II)中のマトリックス樹脂100体積%に対するフィラーの含有量が10体積%以上50体積%以下であれば、フィラー含有によりダイラタンシー性向上効果が得られやすく、樹脂との混練が容易で成形しやすい。
JIS Z8900−1(2008)に準拠した、フィラーのアスペクト比(長軸/短軸)は2以下が好ましく、1.6以下がより好ましく、1.2以下がさらに好ましい。フィラーのアスペクト比(長軸/短軸)が2以下であれば、通常時と衝撃時の剛性変化が大きく、通常時の形状追随性および衝撃時の剛性を高めることができる。
本発明の樹脂成形体(II)は、強化繊維を含むことが好ましい。強化繊維の種類としては制限がないが、炭素繊維、ガラス繊維、アラミド繊維、金属繊維が好ましい。なかでも炭素繊維が好ましい。炭素繊維としては、特に限定されないが、例えば、ポリアクリロニトリル(PAN)系、ピッチ系、レーヨン系等の炭素繊維が力学特性の向上、繊維強化樹脂の軽量化効果の観点から好ましく使用でき、これらは1種又は2種以上を併用しても良い。中でも、得られる繊維強化樹脂の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。
樹脂成形体(II)中の強化繊維の単繊維径は0.5μm以上が好ましく、2μm以上がより好ましく、4μm以上がさらに好ましい。また強化繊維の単繊維径は20μm以下が好ましく、15μm以下がより好ましく、10μm以下がさらに好ましい。強化繊維のストランド強度は3GPa以上が好ましく、4GPa以上がより好ましく、4.5GPa以上がさらに好ましい。強化繊維のストランド弾性率は200GPa以上が好ましく、220GPa以上がより好ましく、240GPa以上がさらに好ましい。強化繊維のストランド強度が3GPa以上又は強化繊維のストランド弾性率が200GPa以上であれば、繊維強化樹脂とした時に、所望の特性を得ることができる。
樹脂成形体(II)中の強化繊維の形態としては、強化繊維を一方向に並べた形態、織物形態、編み物形態であっても良いし、不織布、マット等強化繊維がランダムに配置された形態でも良い。不連続繊維の場合、強化繊維の平均繊維長は、0.1mm以上が好ましく、1mm以上がより好ましく、2mm以上がさらに好ましい。また強化繊維の平均繊維長は、100mm以下が好ましく、50mm以下がより好ましく、10mm以下がさらに好ましい。平均繊維長の測定方法としては、例えば、強化繊維基材から直接強化繊維を摘出する方法や、又はプリプレグの樹脂のみを溶解する溶剤を用いて溶解させ、残った強化繊維を濾別して顕微鏡観察により測定する方法がある(溶解法とも言う。)。樹脂を溶解する溶剤がない場合には、強化繊維が酸化減量しない温度範囲において樹脂のみを焼き飛ばし、強化繊維を分別して顕微鏡観察により測定する方法(焼き飛ばし法とも言う。)等がある。測定は強化繊維を無作為に400本選び出し、その長さを1μm単位まで光学顕微鏡にて測定し、繊維長とその存在割合を測定することができる。なお、強化繊維基材から直接強化繊維を摘出する方法と、プリプレグから焼き飛ばし法や溶解法で強化繊維を摘出する方法とを比較した場合、条件を適切に選定することで、得られる結果に特別な差異を生じることはない。
本発明の複合構造体(III)におけるJIS K7074(1988)に準拠した、曲げ弾性率Eb1(III)およびJIS K7084(1993)に準拠した、衝撃曲げ弾性率Eb2(III)の比(以下、Eb2(III)/Eb1(III)を(複合構造体(III)の)曲げ弾性率比という)は2以上が好ましく、3以上がより好ましく、4以上がさらに好ましい。複合構造体(III)の曲げ弾性率比(Eb2(III)/Eb1(III))が2以上であれば、通常時と衝撃時の剛性変化が大きく、通常時の形状追随性および衝撃時の剛性を高めることができる。また複合構造体(III)の曲げ弾性率比(Eb2(III)/Eb1(III))は20以下であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。
本発明の繊維強化樹脂成形体(I)におけるJIS K7084(1993)に準拠した、曲げ弾性率Eb1(I)および樹脂成形体(II)におけるJIS K7084(1993)に準拠した、曲げ弾性率Eb1(II)の比(Eb1(I)/Eb1(II))は2以上が好ましく、100以上がより好ましく、200以上がさらに好ましい。曲げ弾性率比(Eb1(I)/Eb1(II))が2より小さいと、衝撃時の変形を抑制できないことがある。一方、曲げ弾性率比(Eb1(I)/Eb1(II))は、10000以下が好ましく、5000以下がより好ましく、2000以下がさらに好ましい。曲げ弾性率比(Eb1(I)/Eb1(II))が10000より大きいと、通常時の形状追随性が低下することがある。
本発明の複合構造体(III)の厚さT(III)は、成形性や通常時の変形しやすさの点から10mm以下が好ましい。なお、複合構造体(III)が複雑形状で、場所によって厚さが異なる場合は、厚さの基準は最も薄い箇所とする。つまり、複合構造体(III)が複雑な形状の場合には、複合構造体(III)の厚さT(III)は、該構造体中でもっとも薄い部分の厚みを意味し、この箇所が10mm以下であることが好ましい。
本発明の繊維強化樹脂成形体(I)の厚さT(I)および樹脂成形体(II)の総厚さT(II)の比(T(II)/T(I))は1以上が好ましく、3以上がより好ましく、5以上がさらに好ましい。厚さ比(T(II)/T(I))が1以上であれば、通常時の形状追随性と衝撃時の剛性の両立が現実的に達成可能である。ここで樹脂成形体(I)の厚さT(I)および樹脂成形体(II)の総厚さT(II)とは、繊維強化樹脂成型体(I)の片面のみに樹脂成形体(II)が配置される場合には、該樹脂成形体(II)の厚さが層厚さT(II)となり、繊維強化樹脂成型体(I)の両面に樹脂成形体(II)が配置される場合には、2つの樹脂成形体(II)の厚さの合計が総厚さT(II)となる。なお、繊維強化樹脂成形体(I)および樹脂成形体(II)が複雑形状で、場所によって厚さが異なる場合は、前述の複合構造体(III)の厚さの考え方と同様に、厚さの基準は最も薄い箇所とする。
本発明の複合構造体(III)は、繊維強化樹脂成形体(I)の片面もしくは両面に樹脂成形体(II)を配置することで得られる。配置方法は、特に限定されないが、繊維強化樹脂成形体(I)および樹脂成形体(II)の成形と同時に接着する方法又は繊維強化樹脂成形体(I)および樹脂成形体(II)の成形後に接着する方法を用いることができる。中でも、成形性と性能の観点から、繊維強化樹脂成形体(I)および樹脂成形体(II)の接着は成形後に行うことが好ましい。接着に用いる材料は、種々の接着剤を用いることができるが、接着性を有する樹脂系接着剤を用いることが好適である。中でも、成形性の観点からエポキシ系フィルム状接着剤がさらに好ましい。接着方法としては、繊維強化樹脂成形体(I)の片面もしくは両面に、接着剤を付着し、樹脂成形体(II)を配置させ、熱、圧力を付与し、硬化させることで複合構造体(III)を得ることができる。
本発明の繊維強化樹脂成形体(I)および樹脂成形体(II)および複合構造体(III)は、例えば以下の要領で製造することができる。まず、裁断した成形材料を積層後、圧力を付与しながら、樹脂を硬化することにより、成形体を得る。熱、圧力を付与する方法としては、プレス成形、オートクレーブ成形、真空圧成形、シートワインディング法、内圧成形法が好ましく用いられる。他の繊維強化樹脂の製造法をも用いることができる。例えば、レジン・トランスファー・モールディング(RTM)法を用いる場合、次のような手順で製造することができる。まず、型内に織物形態、編み物形態等の強化繊維を配置する。型を閉じ、液状の熱硬化性樹脂組成物を強化繊維に含浸させた後、硬化させ、成形体を製造する。
以下実施例を用いて本発明の詳細を説明する。各種測定方法、計算方法および評価方法は以下のとおりである。
<フィラー粒径の導出法>
フィラーの個々の粒径は、走査型電子顕微鏡(JSM−6301NF:日本電子(株)製)にて、フィラーを1000倍で観察し、測長した。尚、フィラーが真円でない場合は、長径をそのフィラー粒径として測定した。フィラーの平均粒径は、写真から無作為に選んだ100個のフィラーの直径を測長し、その算術平均を求めることにより算出した。
フィラーの個々の粒径は、走査型電子顕微鏡(JSM−6301NF:日本電子(株)製)にて、フィラーを1000倍で観察し、測長した。尚、フィラーが真円でない場合は、長径をそのフィラー粒径として測定した。フィラーの平均粒径は、写真から無作為に選んだ100個のフィラーの直径を測長し、その算術平均を求めることにより算出した。
<樹脂成形体(II)の貯蔵弾性率Gr’測定法>
樹脂成形体(II)の貯蔵弾性率Gr’は、JIS K7244−7(2007)に準拠し、動的粘弾性測定装置(ARES−G2:TAインスツルメンツ社製)を用い、25℃、歪み量0.1%で、ねじり振動周波数0.1Hz〜50Hzの範囲の貯蔵弾性率Gr’(Pa)を捩りモードで測定した。
樹脂成形体(II)の貯蔵弾性率Gr’は、JIS K7244−7(2007)に準拠し、動的粘弾性測定装置(ARES−G2:TAインスツルメンツ社製)を用い、25℃、歪み量0.1%で、ねじり振動周波数0.1Hz〜50Hzの範囲の貯蔵弾性率Gr’(Pa)を捩りモードで測定した。
<繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)、樹脂成形体(II)の曲げ弾性率Eb1(II)、および複合構造体(III)の曲げ弾性率Eb1(III)測定法>
繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)、樹脂成形体(II)の曲げ弾性率Eb1(II)、および複合構造体(III)の曲げ弾性率Eb1(III)は、JIS K7074(1988)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)、樹脂成形体(II)の曲げ弾性率Eb1(II)、および複合構造体(III)の曲げ弾性率Eb1(III)は、JIS K7074(1988)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
<樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)および複合構造体(III)の衝撃曲げ弾性率Eb2(III)測定法>
樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)および複合構造体(III)の衝撃曲げ弾性率Eb2(III)は、JIS K7084(1993)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)および複合構造体(III)の衝撃曲げ弾性率Eb2(III)は、JIS K7084(1993)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
<複合構造体(III)の引張弾性率Et(III)測定法>
複合構造体(III)の引張弾性率Et(III)は、JIS K7164(2005)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
複合構造体(III)の引張弾性率Et(III)は、JIS K7164(2005)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した。
<形状追随性の評価>
複合構造体(III)の形状追随性は、JIS K7074(1988)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した曲げ剛性を基準に下記のとおり、4段階で評価した。曲げ剛性が小さい方が性能が良い。サンプル幅は20mmとする。
A:曲げ剛性が30kN・mm2未満。
B:曲げ剛性が30kN・mm2以上700kN・mm2未満。
C:曲げ剛性が700kN・mm2以上1000kN・mm2未満。
D:曲げ剛性が1000kN・mm2以上。
複合構造体(III)の形状追随性は、JIS K7074(1988)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した曲げ剛性を基準に下記のとおり、4段階で評価した。曲げ剛性が小さい方が性能が良い。サンプル幅は20mmとする。
A:曲げ剛性が30kN・mm2未満。
B:曲げ剛性が30kN・mm2以上700kN・mm2未満。
C:曲げ剛性が700kN・mm2以上1000kN・mm2未満。
D:曲げ剛性が1000kN・mm2以上。
<衝撃時形状維持(変形抑制)持性の評価>
複合構造体(III)の衝撃時形状維持性は、JIS K7084(1993)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した衝撃曲げ剛性を基準に下記のとおり、4段階で評価した。曲げ剛性が大きい方が性能が良い。
A:曲げ剛性が70kN・mm2以上。
B:曲げ剛性が40kN・mm2以上70kN・mm2未満。
C:曲げ剛性が10kN・mm2以上40kN・mm2未満。
D:曲げ剛性が10kN・mm2未満。
複合構造体(III)の衝撃時形状維持性は、JIS K7084(1993)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した衝撃曲げ剛性を基準に下記のとおり、4段階で評価した。曲げ剛性が大きい方が性能が良い。
A:曲げ剛性が70kN・mm2以上。
B:曲げ剛性が40kN・mm2以上70kN・mm2未満。
C:曲げ剛性が10kN・mm2以上40kN・mm2未満。
D:曲げ剛性が10kN・mm2未満。
<ダイラタンシー性の評価>
複合構造体(III)のダイラタンシー性は、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用い、JIS K7074(1988)に準拠した、複合構造体(III)の曲げ弾性率Eb1(III)と、JIS K7084(1993)に準拠した、複合構造体の衝撃曲げ弾性率Eb2(III)との比(Eb2(III)/Eb1(III))を基準に下記のとおり、4段階で評価した。
A:Eb2(III)/Eb1(III)が6以上。
B:Eb2(III)/Eb1(III)が3以上6未満。
C:Eb2(III)/Eb1(III)が2以上3未満。
D:Eb2(III)/Eb1(III)が2未満。
複合構造体(III)のダイラタンシー性は、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用い、JIS K7074(1988)に準拠した、複合構造体(III)の曲げ弾性率Eb1(III)と、JIS K7084(1993)に準拠した、複合構造体の衝撃曲げ弾性率Eb2(III)との比(Eb2(III)/Eb1(III))を基準に下記のとおり、4段階で評価した。
A:Eb2(III)/Eb1(III)が6以上。
B:Eb2(III)/Eb1(III)が3以上6未満。
C:Eb2(III)/Eb1(III)が2以上3未満。
D:Eb2(III)/Eb1(III)が2未満。
<引張特性の評価>
複合構造体(III)の引張特性は、JIS K7164(2005)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した引張弾性率Et(III)を基準に下記のとおり4段階で評価した。
A:Et(III)が6GPa以上。
B:Et(III)が3GPa以上6GPa未満。
C:Et(III)が1GPa以上3GPa未満。
D:Et(III)が1GPa未満。
複合構造体(III)の引張特性は、JIS K7164(2005)に準拠し、曲げ・引張試験装置(インストロン5565型万能材料試験機:インストロン・ジャパン社製)を用いて測定した引張弾性率Et(III)を基準に下記のとおり4段階で評価した。
A:Et(III)が6GPa以上。
B:Et(III)が3GPa以上6GPa未満。
C:Et(III)が1GPa以上3GPa未満。
D:Et(III)が1GPa未満。
参考例1.強化繊維(A)(炭素繊維)
PANを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単繊維数12,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示すとおりであった。
単繊維径:7μm。
単位長さ当たりの質量:0.8g/m。
比重:1.8g/cm3。
引張強度:4600MPa。
引張弾性率:220GPa。
PANを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単繊維数12,000本の連続炭素繊維を得た。この連続炭素繊維の特性は次に示すとおりであった。
単繊維径:7μm。
単位長さ当たりの質量:0.8g/m。
比重:1.8g/cm3。
引張強度:4600MPa。
引張弾性率:220GPa。
参考例2.マトリックス樹脂(B)(エポキシ樹脂)
三菱化学(株)製“jER(登録商標)”1007を40質量部、“jER(登録商標)”630を20質量部、DIC(株)製“エピクロン(登録商標)”830を40質量部、硬化剤として三菱化学(株)製DICY7を全エポキシ樹脂成分のエポキシ基に対し、活性水素基が0.9当量となる量、硬化促進剤として保土谷化学工業(株)製DCMU99を2質量部用いて、マトリックス樹脂(B)を調製した。
三菱化学(株)製“jER(登録商標)”1007を40質量部、“jER(登録商標)”630を20質量部、DIC(株)製“エピクロン(登録商標)”830を40質量部、硬化剤として三菱化学(株)製DICY7を全エポキシ樹脂成分のエポキシ基に対し、活性水素基が0.9当量となる量、硬化促進剤として保土谷化学工業(株)製DCMU99を2質量部用いて、マトリックス樹脂(B)を調製した。
参考例3.炭素繊維ウェブ(不連続炭素繊維)
参考例1で得られた炭素繊維をカートリッジカッターで所定の長さにカットし、チョップド炭素繊維を得た。水とナカライテクス(株)製界面活性剤(ポリオキシエチレンラウリルエーテル(商品名))からなる濃度0.1質量%の分散液を作製し、この分散液と上記チョップド炭素繊維とを用いて、抄紙基材の製造装置で抄紙基材を製造した。製造装置は、分散槽としての容器下部に開口コックを有する直径1000mmの円筒形状の容器、分散槽と抄紙槽とを接続する直線状の輸送部(傾斜角30°)を備えている。分散槽の上面の開口部には撹拌機が付属し、開口部からチョップド炭素繊維および分散液(分散媒体)を投入可能である。抄紙槽は、底部に幅500mmの抄紙面を有するメッシュコンベアを備える槽であり、炭素繊維基材(抄紙基材)を運搬可能なコンベアをメッシュコンベアに接続している。抄紙は分散液中の炭素繊維濃度を調整することで、単位面積当たりの質量を調整した。抄紙した炭素繊維基材にバインダーとして(株)クラレ製ポリビニルアルコール水溶液(クラレポバール)を5質量%ほど付着させ、140℃の乾燥炉で1時間乾燥し、求める炭素繊維ウェブを得た。平均繊維長は5.8mm、X−Y面の繊維二次元配向角の平均値は47.3°、X−Y面と直交する面の繊維二次元配向角の平均値は80.7°であった。
参考例1で得られた炭素繊維をカートリッジカッターで所定の長さにカットし、チョップド炭素繊維を得た。水とナカライテクス(株)製界面活性剤(ポリオキシエチレンラウリルエーテル(商品名))からなる濃度0.1質量%の分散液を作製し、この分散液と上記チョップド炭素繊維とを用いて、抄紙基材の製造装置で抄紙基材を製造した。製造装置は、分散槽としての容器下部に開口コックを有する直径1000mmの円筒形状の容器、分散槽と抄紙槽とを接続する直線状の輸送部(傾斜角30°)を備えている。分散槽の上面の開口部には撹拌機が付属し、開口部からチョップド炭素繊維および分散液(分散媒体)を投入可能である。抄紙槽は、底部に幅500mmの抄紙面を有するメッシュコンベアを備える槽であり、炭素繊維基材(抄紙基材)を運搬可能なコンベアをメッシュコンベアに接続している。抄紙は分散液中の炭素繊維濃度を調整することで、単位面積当たりの質量を調整した。抄紙した炭素繊維基材にバインダーとして(株)クラレ製ポリビニルアルコール水溶液(クラレポバール)を5質量%ほど付着させ、140℃の乾燥炉で1時間乾燥し、求める炭素繊維ウェブを得た。平均繊維長は5.8mm、X−Y面の繊維二次元配向角の平均値は47.3°、X−Y面と直交する面の繊維二次元配向角の平均値は80.7°であった。
参考例4.炭素繊維プリプレグ(連続炭素繊維)
東レ(株)製“トレカ(登録商標)”プリプレグ(P3051S−5、炭素繊維:T700SC、エポキシ樹脂含浸)を使用した。
東レ(株)製“トレカ(登録商標)”プリプレグ(P3051S−5、炭素繊維:T700SC、エポキシ樹脂含浸)を使用した。
参考例5.炭素繊維織物(連続炭素繊維)
東レ(株)製炭素繊維平織物(CO6343B、炭素繊維:T300B-3K)を使用した。
東レ(株)製炭素繊維平織物(CO6343B、炭素繊維:T300B-3K)を使用した。
参考例6.樹脂1(エポキシ樹脂)
DIC(株)製エポキシ樹脂“エピクロン(登録商標)”EXA−4850−150を100質量部、三菱化学(株)製Dicy7を2.7質量部、保土谷化学(株)製DCMU99を3.0質量部混合した。樹脂の主鎖骨格に含まれる芳香環の割合は39.8質量%であった。
DIC(株)製エポキシ樹脂“エピクロン(登録商標)”EXA−4850−150を100質量部、三菱化学(株)製Dicy7を2.7質量部、保土谷化学(株)製DCMU99を3.0質量部混合した。樹脂の主鎖骨格に含まれる芳香環の割合は39.8質量%であった。
参考例7.樹脂2(エポキシ樹脂)
DIC(株)製エポキシ樹脂“エピクロン(登録商標)”EXA−4850−150を95質量部、三菱化学(株)製“エピコート”825を5質量部、三菱化学(株)製Dicy7を4.5質量部、保土谷化学(株)製DCMU99を3.0質量部混合した。反応前の主鎖骨格に含まれる芳香環の割合は41.1質量%であった。
DIC(株)製エポキシ樹脂“エピクロン(登録商標)”EXA−4850−150を95質量部、三菱化学(株)製“エピコート”825を5質量部、三菱化学(株)製Dicy7を4.5質量部、保土谷化学(株)製DCMU99を3.0質量部混合した。反応前の主鎖骨格に含まれる芳香環の割合は41.1質量%であった。
参考例8.樹脂3(シリコーンゴム)
信越化学工業(株)製のシリコーンゴム(KE−1031−A/B)を使用した。
信越化学工業(株)製のシリコーンゴム(KE−1031−A/B)を使用した。
参考例9.フィラー1(アルミナ粒子)
昭和電工(株)製のアルミナ粒子(CB−P07、平均粒径7μm)を使用した。
昭和電工(株)製のアルミナ粒子(CB−P07、平均粒径7μm)を使用した。
参考例10.フィルム状接着剤
スリーエムジャパン(株)製のフィルム状接着剤(AF163−2、エポキシ樹脂系)を使用した。
スリーエムジャパン(株)製のフィルム状接着剤(AF163−2、エポキシ樹脂系)を使用した。
参考例11.繊維強化樹脂成形体(I)1
参考例4の炭素繊維プリプレグを厚さが0.25mmになるように[0°/90°]sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)1を得た。
参考例4の炭素繊維プリプレグを厚さが0.25mmになるように[0°/90°]sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)1を得た。
参考例12.繊維強化樹脂成形体(I)2
参考例4の炭素繊維プリプレグを厚さが1.25mmになるように[0°/90°]5sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)2を得た。
参考例4の炭素繊維プリプレグを厚さが1.25mmになるように[0°/90°]5sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)2を得た。
参考例13.繊維強化樹脂成形体(I)3
参考例4の炭素繊維プリプレグを厚さが1.5mmになるように[0°/90°]6sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)3を得た。
参考例4の炭素繊維プリプレグを厚さが1.5mmになるように[0°/90°]6sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)3を得た。
参考例14.繊維強化樹脂成形体(I)4
参考例4の炭素繊維プリプレグを厚さが2.25mmになるように[0°/90°]9sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)4を得た。
参考例4の炭素繊維プリプレグを厚さが2.25mmになるように[0°/90°]9sの積層構成で積層し、オートクレーブを用いて、室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)4を得た。
参考例15.繊維強化樹脂成形体(I)5
参考例3で得られた炭素繊維ウェブに参考例2で調製したマトリックス樹脂(B)を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを0.25mmとして、室温から3℃/分で180℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)5を得た。
参考例3で得られた炭素繊維ウェブに参考例2で調製したマトリックス樹脂(B)を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを0.25mmとして、室温から3℃/分で180℃まで昇温後、60分間ホールドし硬化させ繊維強化樹脂成形体(I)5を得た。
参考例16.樹脂成形体(II)1
参考例9の粒子1の含有率が40体積%となるように参考例6で調製した樹脂1と混合し、混合物を得た。厚さが1mmであるスペーサー入りアルミ板の間に混合物を流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)1を得た。
参考例9の粒子1の含有率が40体積%となるように参考例6で調製した樹脂1と混合し、混合物を得た。厚さが1mmであるスペーサー入りアルミ板の間に混合物を流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)1を得た。
参考例17.樹脂成形体(II)2
参考例9の粒子1の含有率が50体積%となるように参考例6で調製した樹脂1と混合し、混合物を得た。厚さが1mmであるスペーサー入りアルミ板の間に混合物を流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)2を得た。
参考例9の粒子1の含有率が50体積%となるように参考例6で調製した樹脂1と混合し、混合物を得た。厚さが1mmであるスペーサー入りアルミ板の間に混合物を流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)2を得た。
参考例18.樹脂成形体(II)3
参考例3で得られた炭素繊維ウェブに参考例6で調製した樹脂1を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを1mmとして、室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)3を得た。
参考例3で得られた炭素繊維ウェブに参考例6で調製した樹脂1を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを1mmとして、室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)3を得た。
参考例19.樹脂成形体(II)4
参考例5の炭素繊維織物に参考例6で調製した樹脂1を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを1mmとして、室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)4を得た。
参考例5の炭素繊維織物に参考例6で調製した樹脂1を含浸させ、オートクレーブを用いて成形した。スペーサー厚さを1mmとして、室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)4を得た。
参考例20.樹脂成形体(II)5
参考例6で調製した樹脂1を厚さ0.375mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)5を得た。
参考例6で調製した樹脂1を厚さ0.375mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)5を得た。
参考例21.樹脂成形体(II)6
参考例6で調製した樹脂1を厚さ1mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)6を得た。
参考例6で調製した樹脂1を厚さ1mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)6を得た。
参考例22.樹脂成形体(II)7
参考例6で調製した樹脂1を2.25mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)7を得た。
参考例6で調製した樹脂1を2.25mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)7を得た。
参考例23.樹脂成形体(II)8
参考例6で調製した樹脂1を5mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)8を得た。
参考例6で調製した樹脂1を5mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)8を得た。
参考例24.樹脂成形体(II)9
参考例7で調製した樹脂2を厚さ1mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)9を得た。
参考例7で調製した樹脂2を厚さ1mmであるスペーサー入りアルミ板の間に流し込み、オーブン内で室温から3℃/分で160℃まで昇温後、60分間ホールドし硬化させ樹脂成形体(II)9を得た。
参考例25.樹脂成形体(II)10
参考例8で調製した樹脂3の混合物を厚さ1mmのスペーサー入りアルミ板の間に流し込み、オーブン内で80℃で120分間硬化させ樹脂成形体(II)10を得た。
参考例8で調製した樹脂3の混合物を厚さ1mmのスペーサー入りアルミ板の間に流し込み、オーブン内で80℃で120分間硬化させ樹脂成形体(II)10を得た。
(実施例1)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例16の樹脂成形体(II)1を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例16の樹脂成形体(II)1を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例2)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例17の樹脂成形体(II)2を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例17の樹脂成形体(II)2を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例3)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例19の樹脂成形体(II)4を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例19の樹脂成形体(II)4を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例4)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例18の樹脂成形体(II)3を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例18の樹脂成形体(II)3を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例5)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例21の樹脂成形体(II)6を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例21の樹脂成形体(II)6を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例6)
参考例13の繊維強化樹脂成形体(I)3の両面に、参考例10のフィルム状接着剤を付着し、参考例20の樹脂成形体(II)5を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例13の繊維強化樹脂成形体(I)3の両面に、参考例10のフィルム状接着剤を付着し、参考例20の樹脂成形体(II)5を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例7)
参考例15の繊維強化樹脂成形体(I)5の両面に、参考例10のフィルム状接着剤を付着し、参考例21の樹脂成形体(II)6を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例15の繊維強化樹脂成形体(I)5の両面に、参考例10のフィルム状接着剤を付着し、参考例21の樹脂成形体(II)6を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例8)
参考例12の繊維強化樹脂成形体(I)2の両面に、参考例10のフィルム状接着剤を付着し、参考例23の樹脂成形体(II)8を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例12の繊維強化樹脂成形体(I)2の両面に、参考例10のフィルム状接着剤を付着し、参考例23の樹脂成形体(II)8を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(実施例9)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例24の樹脂成形体(II)9を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例24の樹脂成形体(II)9を配置させ、120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
(比較例1)
参考例14の繊維強化樹脂成形体(I)4の特性および評価結果を表1および2に示す。
参考例14の繊維強化樹脂成形体(I)4の特性および評価結果を表1および2に示す。
(比較例2)
参考例22の樹脂成形体(II)7の特性および評価結果を表1および2に示す。
参考例22の樹脂成形体(II)7の特性および評価結果を表1および2に示す。
(比較例3)
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例25の樹脂成形体(II)10を配置させ120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
参考例11の繊維強化樹脂成形体(I)1の両面に、参考例10のフィルム状接着剤を付着し、参考例25の樹脂成形体(II)10を配置させ120トンプレス機で成形した。室温から3℃/分で130℃まで昇温後、60分間ホールドし硬化させ複合構造体(III)を得た。得られた複合構造体(III)の特性および評価結果を表1および2に示す。
本発明の樹脂成形体は、スポーツ用途、一般産業用途に用いることができる。より具体的には、義肢装具、肘や膝、腰のサポーター等に好適に用いることができる。
Claims (12)
- 強化繊維(A)とマトリックス樹脂(B)からなる繊維強化樹脂成形体(I)と、該繊維強化樹脂成形体(I)の片面もしくは両面に配置された樹脂成形体(II)からなる複合構造体(III)であって、
JIS K7074(1988)に準拠した、前記樹脂成形体(II)の曲げ弾性率Eb1(II)およびJIS K7084(1993)に準拠した、前記樹脂成形体(II)の衝撃曲げ弾性率Eb2(II)が下記式を満たす複合構造体。
Eb2(II)/Eb1(II) ≧ 2 (式1)
0.001GPa≦Eb1(II)≦1GPa (式2)
0.005GPa≦Eb2(II)≦200GPa (式3) - JIS K7074(1988)に準拠した、前記複合構造体(III)の曲げ弾性率Eb1(III)およびJIS K7084(1993)に準拠した、前記複合構造体(III)の衝撃曲げ弾性率Eb2(III)の比、Eb2(III)/Eb1(III)が2以上である、請求項1に記載の複合構造体。
- JIS K7074(1988)に準拠した、前記繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)が1GPa以上500GPa以下である、請求項1又は2に記載の複合構造体。
- JIS K7244−7(2007)に準拠した、前記樹脂成形体(II)の25℃における周波数1Hzでの貯蔵弾性率Gr’(1Hz)および周波数50Hzでの貯蔵弾性率Gr’(50Hz)が下記式を満たす、請求項1〜3のいずれかに記載の複合構造体。
Gr’(50Hz)/Gr’(1Hz) ≧ 5 (式4)
Gr’(50Hz) ≧ 10MPa (式5)
Gr’(1Hz) ≦ 1GPa (式6) - JIS K7084(1993)に準拠した、前記繊維強化樹脂成形体(I)の曲げ弾性率Eb1(I)および前記樹脂成形体(II)の曲げ弾性率Eb1(II)の比、Eb1(I)/Eb1(II)が2以上10000以下である、請求項1〜4のいずれかに記載の複合構造体。
- 前記複合構造体(III)の厚さT(III)が10mm以下である、請求項1〜5のいずれかに記載の複合構造体。
- 前記繊維強化樹脂成形体(I)の厚さT(I)および前記樹脂成形体(II)の総厚さT(II)の比、T(II)/T(I)が1以上である、請求項1〜6のいずれかに記載の複合構造体。
- 前記樹脂成形体(II)が熱硬化性エポキシ樹脂を含む、請求項1〜7のいずれかに記載の複合構造体。
- 前記熱硬化性エポキシ樹脂100質量%における、熱硬化性エポキシ樹脂の主鎖の芳香環の合計量が40質量%以上70質量%以下である、請求項8に記載の複合構造体。
- 前記樹脂成形体(II)中のマトリックス樹脂100体積%に対するフィラーの含有量が、10体積%以上50体積%以下である、請求項1〜9のいずれかに記載の複合構造体。
- 前記樹脂成形体(II)が強化繊維を含む、請求項1〜10のいずれかに記載の複合構造体。
- 前記繊維強化樹脂成形体(I)の強化繊維(A)が連続繊維である、請求項1〜11のいずれかに記載の複合構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236345A JP2017100391A (ja) | 2015-12-03 | 2015-12-03 | 複合構造体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236345A JP2017100391A (ja) | 2015-12-03 | 2015-12-03 | 複合構造体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017100391A true JP2017100391A (ja) | 2017-06-08 |
Family
ID=59015293
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015236345A Pending JP2017100391A (ja) | 2015-12-03 | 2015-12-03 | 複合構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017100391A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109427245A (zh) * | 2017-08-30 | 2019-03-05 | 琳得科株式会社 | 构成体及其制造方法、显示体以及光学用粘着片 |
| JP2019157563A (ja) * | 2018-03-15 | 2019-09-19 | 帝人株式会社 | 軽量建築材料 |
| WO2020067535A1 (ja) * | 2018-09-28 | 2020-04-02 | 帝人株式会社 | 表面被覆フィルム並びに表面被覆繊維強化樹脂成形品及びその製造方法 |
| JP2021530386A (ja) * | 2018-07-17 | 2021-11-11 | エスティエフ・テクノロジーズ・リミテッド・ライアビリティ・カンパニーSTF Technologies, LLC | 剪断増粘流体層を有する耐衝撃性および損傷許容性の複合材料およびその使用 |
| WO2024210071A1 (ja) * | 2023-04-04 | 2024-10-10 | 日本製鉄株式会社 | 複合積層体、及び自動車用部材 |
-
2015
- 2015-12-03 JP JP2015236345A patent/JP2017100391A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109427245A (zh) * | 2017-08-30 | 2019-03-05 | 琳得科株式会社 | 构成体及其制造方法、显示体以及光学用粘着片 |
| JP2019157563A (ja) * | 2018-03-15 | 2019-09-19 | 帝人株式会社 | 軽量建築材料 |
| JP2021530386A (ja) * | 2018-07-17 | 2021-11-11 | エスティエフ・テクノロジーズ・リミテッド・ライアビリティ・カンパニーSTF Technologies, LLC | 剪断増粘流体層を有する耐衝撃性および損傷許容性の複合材料およびその使用 |
| WO2020067535A1 (ja) * | 2018-09-28 | 2020-04-02 | 帝人株式会社 | 表面被覆フィルム並びに表面被覆繊維強化樹脂成形品及びその製造方法 |
| JPWO2020067535A1 (ja) * | 2018-09-28 | 2021-08-30 | 帝人株式会社 | 表面被覆フィルム並びに表面被覆繊維強化樹脂成形品及びその製造方法 |
| JP6994584B2 (ja) | 2018-09-28 | 2022-01-14 | 帝人株式会社 | 表面被覆フィルム並びに表面被覆繊維強化樹脂成形品及びその製造方法 |
| US20220032558A1 (en) * | 2018-09-28 | 2022-02-03 | Teijin Limited | Surface-coated film, surface-coated fiber-reinforced resin molded product, and manufacturing method thereof |
| US11787129B2 (en) | 2018-09-28 | 2023-10-17 | Teijin Limited | Surface-coated film, surface-coated fiber-reinforced resin molded product, and manufacturing method thereof |
| WO2024210071A1 (ja) * | 2023-04-04 | 2024-10-10 | 日本製鉄株式会社 | 複合積層体、及び自動車用部材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Beylergil et al. | Enhancement of interlaminar fracture toughness of carbon fiber–epoxy composites using polyamide‐6, 6 electrospun nanofibers | |
| JP6007914B2 (ja) | 真空成形用プリプレグ、繊維強化複合材料およびその製造方法 | |
| JP2017100391A (ja) | 複合構造体 | |
| JP4082456B2 (ja) | 靱性を改良するためのインターリーフを備えたシリコーン樹脂系複合材料 | |
| JP6627756B2 (ja) | 樹脂供給材料、プリフォーム、および繊維強化樹脂の製造方法 | |
| CN104974521B (zh) | 预浸料、碳纤维增强复合材料及机械手 | |
| WO2001027190A1 (fr) | Composition de resine epoxy pour matiere composite renforcee par des fibres, pre-impregne et matiere composite renforcee par des fibres ainsi obtenue | |
| WO1997028210A1 (fr) | Compositions de resines pour materiaux composites a renfort de fibres et leurs procedes de fabrication, pre-impregnes, composites a renfort de fibres, et structures en nids d'abeilles | |
| TW201041929A (en) | Epoxy resin composition, prepreg, carbon fiber-reinforced composite material and electronic-electric component casings | |
| JPH045688B2 (ja) | ||
| CN105764964B (zh) | 预浸料、纤维强化复合材料及含有颗粒的树脂组合物 | |
| WO2018003694A1 (ja) | プリプレグおよびその製造方法 | |
| JP6885339B2 (ja) | プリプレグおよび繊維強化複合材料 | |
| KR20140127867A (ko) | 섬유강화 복합 재료 | |
| KR20170066672A (ko) | 프리프레그 | |
| JP2010202727A (ja) | 繊維強化複合材料用エポキシ樹脂組成物およびそれを用いた繊維強化複合材料 | |
| JP2007217665A (ja) | プリプレグおよび炭素繊維強化複合材料 | |
| JP2016199681A (ja) | 繊維強化複合材料 | |
| CN104583284B (zh) | 纤维增强复合材料 | |
| EP2130856B1 (en) | Fiber-reinforced prepreg and composite materials made from the same | |
| JP5138506B2 (ja) | エポキシ樹脂組成物およびプリプレグ | |
| JP2021513578A (ja) | プリプレグシート、及び低ボイド含有量繊維強化複合材料の製造に有用であるプリプレグスタック | |
| JP4655329B2 (ja) | 一方向プリプレグおよび繊維強化複合材料 | |
| JP2008050587A (ja) | プリプレグおよび複合材料 | |
| JP2006265458A (ja) | プリプレグ用樹脂組成物およびプリプレグ |