JP2017100162A - 砂型の製造方法および砂型 - Google Patents
砂型の製造方法および砂型 Download PDFInfo
- Publication number
- JP2017100162A JP2017100162A JP2015236136A JP2015236136A JP2017100162A JP 2017100162 A JP2017100162 A JP 2017100162A JP 2015236136 A JP2015236136 A JP 2015236136A JP 2015236136 A JP2015236136 A JP 2015236136A JP 2017100162 A JP2017100162 A JP 2017100162A
- Authority
- JP
- Japan
- Prior art keywords
- sand
- mass
- binder
- curing agent
- foundry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004576 sand Substances 0.000 title claims abstract description 308
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 99
- 239000011230 binding agent Substances 0.000 claims abstract description 70
- 239000011347 resin Substances 0.000 claims abstract description 25
- 229920005989 resin Polymers 0.000 claims abstract description 25
- 238000010030 laminating Methods 0.000 claims abstract description 8
- 239000007849 furan resin Substances 0.000 claims description 61
- 239000002243 precursor Substances 0.000 claims description 17
- 238000007711 solidification Methods 0.000 claims description 12
- 230000008023 solidification Effects 0.000 claims description 12
- 230000004048 modification Effects 0.000 abstract description 24
- 238000012986 modification Methods 0.000 abstract description 24
- 238000000034 method Methods 0.000 abstract description 23
- 239000003110 molding sand Substances 0.000 abstract description 8
- 238000000465 moulding Methods 0.000 abstract description 7
- 230000015572 biosynthetic process Effects 0.000 abstract description 3
- 239000011248 coating agent Substances 0.000 abstract 1
- 238000000576 coating method Methods 0.000 abstract 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 322
- XPFVYQJUAUNWIW-UHFFFAOYSA-N furfuryl alcohol Chemical compound OCC1=CC=CO1 XPFVYQJUAUNWIW-UHFFFAOYSA-N 0.000 description 57
- 239000011342 resin composition Substances 0.000 description 39
- 239000000203 mixture Substances 0.000 description 32
- 239000002245 particle Substances 0.000 description 29
- 238000002360 preparation method Methods 0.000 description 27
- 239000002253 acid Substances 0.000 description 24
- 238000005266 casting Methods 0.000 description 18
- 239000000377 silicon dioxide Substances 0.000 description 17
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 14
- 238000003756 stirring Methods 0.000 description 12
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 12
- 239000010433 feldspar Substances 0.000 description 10
- -1 first Chemical compound 0.000 description 10
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 9
- 229910052863 mullite Inorganic materials 0.000 description 9
- 238000002156 mixing Methods 0.000 description 8
- DLHONNLASJQAHX-UHFFFAOYSA-N aluminum;potassium;oxygen(2-);silicon(4+) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[Al+3].[Si+4].[Si+4].[Si+4].[K+] DLHONNLASJQAHX-UHFFFAOYSA-N 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 6
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 5
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 5
- 235000020778 linoleic acid Nutrition 0.000 description 5
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 5
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000012643 polycondensation polymerization Methods 0.000 description 4
- 239000004848 polyfunctional curative Substances 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000003431 cross linking reagent Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 150000007522 mineralic acids Chemical class 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 229910000027 potassium carbonate Inorganic materials 0.000 description 3
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 3
- 229960001755 resorcinol Drugs 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N Furan Chemical compound C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 2
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 229910000323 aluminium silicate Inorganic materials 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 238000005243 fluidization Methods 0.000 description 2
- HYBBIBNJHNGZAN-UHFFFAOYSA-N furfural Chemical compound O=CC1=CC=CO1 HYBBIBNJHNGZAN-UHFFFAOYSA-N 0.000 description 2
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 238000005058 metal casting Methods 0.000 description 2
- 229920002866 paraformaldehyde Polymers 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 2
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 2
- JIRHAGAOHOYLNO-UHFFFAOYSA-N (3-cyclopentyloxy-4-methoxyphenyl)methanol Chemical compound COC1=CC=C(CO)C=C1OC1CCCC1 JIRHAGAOHOYLNO-UHFFFAOYSA-N 0.000 description 1
- OYHQOLUKZRVURQ-NTGFUMLPSA-N (9Z,12Z)-9,10,12,13-tetratritiooctadeca-9,12-dienoic acid Chemical compound C(CCCCCCC\C(=C(/C\C(=C(/CCCCC)\[3H])\[3H])\[3H])\[3H])(=O)O OYHQOLUKZRVURQ-NTGFUMLPSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- MQCPOLNSJCWPGT-UHFFFAOYSA-N 2,2'-Bisphenol F Chemical compound OC1=CC=CC=C1CC1=CC=CC=C1O MQCPOLNSJCWPGT-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- JPYHHZQJCSQRJY-UHFFFAOYSA-N Phloroglucinol Natural products CCC=CCC=CCC=CCC=CCCCCC(=O)C1=C(O)C=C(O)C=C1O JPYHHZQJCSQRJY-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- IKHGUXGNUITLKF-XPULMUKRSA-N acetaldehyde Chemical compound [14CH]([14CH3])=O IKHGUXGNUITLKF-XPULMUKRSA-N 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 229940013361 cresol Drugs 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- CCIVGXIOQKPBKL-UHFFFAOYSA-M ethanesulfonate Chemical compound CCS([O-])(=O)=O CCIVGXIOQKPBKL-UHFFFAOYSA-M 0.000 description 1
- 235000019441 ethanol Nutrition 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 229940015043 glyoxal Drugs 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 229960004337 hydroquinone Drugs 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229940098779 methanesulfonic acid Drugs 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- QCDYQQDYXPDABM-UHFFFAOYSA-N phloroglucinol Chemical compound OC1=CC(O)=CC(O)=C1 QCDYQQDYXPDABM-UHFFFAOYSA-N 0.000 description 1
- 229960001553 phloroglucinol Drugs 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 235000003441 saturated fatty acids Nutrition 0.000 description 1
- 150000004671 saturated fatty acids Chemical class 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 229910052845 zircon Inorganic materials 0.000 description 1
Images


Landscapes
- Mold Materials And Core Materials (AREA)
Abstract
Description
このような方法では、まず、鋳物砂を準備する(準備工程)。
鋳物砂は、図2Aおよび図2Bに示すように、例えば、3次元積層造形装置6により、固化工程および積層工程が実施され、砂型30に作製される。
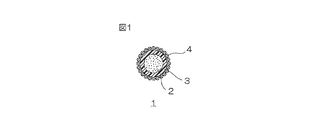
鋳物砂1は、図1に示すように、砂2と、砂2を被覆する樹脂硬化物を含有する表面改質層3とを有し、硬化剤が表面改質層3に付着している。つまり、樹脂硬化物が砂2を被覆し、硬化剤が表面改質層3に付着しているので、硬化剤が砂2と接触することを抑制できる。
式(4):
式(5):
5.変形例
上記の実施形態では、樹脂組成物を硬化する硬化剤が、バインダーを硬化する硬化剤としても兼用されているが、これに限定されない。
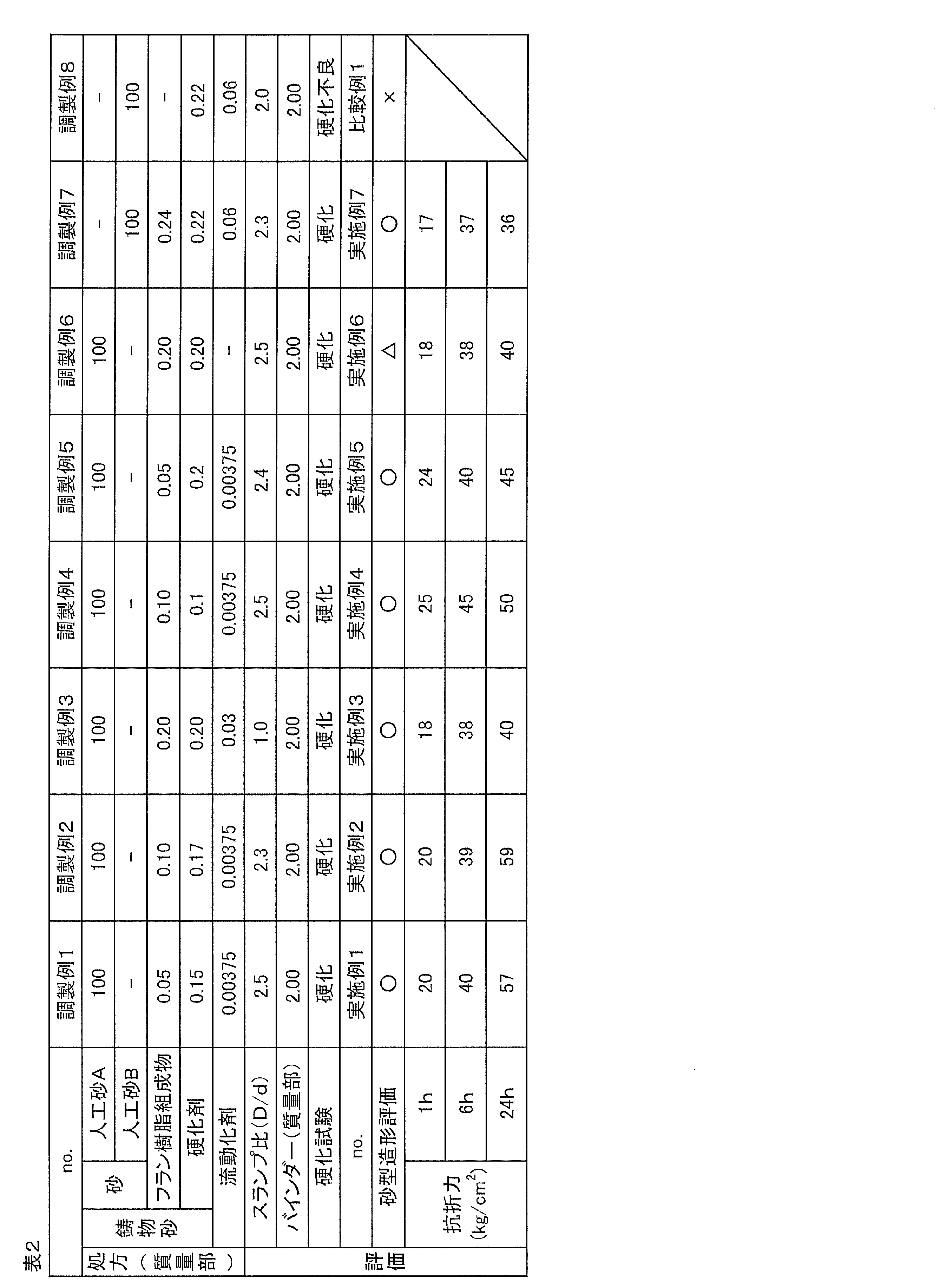
人工砂A(ムライト砂、商品名:エスパール#90L、山川産業社製)と、表1に示すフラン樹脂組成物(樹脂組成物)とを準備した。
フラン樹脂組成物の添加量を0.10質量部に変更したこと、および、硬化剤の添加量を0.17質量部に変更したこと以外は、調製例1と同様にして、鋳物砂を調製した。
フラン樹脂組成物の添加量を0.20質量部に変更したこと、硬化剤の添加量を0.20質量部に変更したこと、および、リノール酸の添加量を0.03質量部に変更したこと以外は、調製例1と同様にして、鋳物砂を調製した。
フラン樹脂組成物の添加量を0.10質量部に変更したこと以外は、調製例1と同様にして、鋳物砂を調製した。
硬化剤の添加量を0.20質量部に変更したこと以外は、調製例1と同様にして、鋳物砂を調製した。
リノール酸を添加しなかったこと以外は、調製例3と同様にして、鋳物砂を調製した。
人工砂Aを人工砂B(ムライト砂、商品名:セラビーズ#550、伊藤忠セラテック社製)に変更したこと、フラン樹脂組成物の添加量を0.24質量部に変更したこと、硬化剤の添加量を0.22質量部に変更したこと、および、リノール酸の添加量を0.06質量部に変更したこと以外は、調製例1と同様にして、鋳物砂を調製した。
フラン樹脂組成物を添加しなかったこと以外は、調製例7と同様にして、鋳物砂を調製した。つまり、鋳物砂は、人工砂Bを被覆する表面改質層を備えておらず、硬化剤が人工砂Bの表面に付着していた。
<硬化試験>
各調製例で得られた鋳物砂100質量部に、表1に示すバインダーを、表2に示す割合で添加した。
<スランプ試験>
特開2013−240799号公報に記載の方法に準拠して、スランプコーンの直径(d)に対する、スランプの直径(D)を測定した。
調製例1〜8で得られた鋳物砂と、表1に示すバインダーとを、3次元積層造形装置(商品名:S−Print、ExOne社製)にセットし、リコータによる鋳物砂の層形成、および、ジェットヘッドによるバインダーの添加を順次繰り返して、バインダーの添加部分を積層して、砂型を調製した。
<抗折力試験>
図3Aに示すように、実施例1〜7および比較例1と同様にして、調製例1〜8で得られた鋳物砂を用いて、一辺Dが22.4mm、長さLが147mmである正四角柱の試験柱を調製した。
2 砂
3 表面改質層
25 第1鋳物砂層
26 第1添加部分
27 第2鋳物砂層
28 第2添加部分
30 砂型
Claims (4)
- 砂と、前記砂を被覆する樹脂硬化物を含有する表面改質層とを有し、前記表面改質層に付着する硬化剤を備える鋳物砂を準備する準備工程と、
前記鋳物砂を層状に形成し、前記鋳物砂の層にバインダーを添加して、前記鋳物砂の層における前記バインダーの添加部分を固める固化工程と、
前記固化工程を繰り返して、前記添加部分を積層する積層工程と、を含むことを特徴とする、砂型の製造方法。 - 前記樹脂硬化物は、フラン樹脂であり、
前記バインダーは、フラン樹脂前駆体を含有していることを特徴とする、請求項1に記載の砂型の製造方法。 - 前記固化工程前において、前記鋳物砂に流動化剤を添加する流動化工程を、さらに含むことを特徴とする、請求項1または2に記載の砂型の製造方法。
- 砂と、前記砂を被覆する樹脂硬化物を含有する表面改質層とを有する鋳物砂と、前記鋳物砂を互いに接着するバインダー硬化物とを含有することを特徴とする、砂型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236136A JP6868333B2 (ja) | 2015-12-02 | 2015-12-02 | 砂型の製造方法および砂型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236136A JP6868333B2 (ja) | 2015-12-02 | 2015-12-02 | 砂型の製造方法および砂型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100162A true JP2017100162A (ja) | 2017-06-08 |
| JP6868333B2 JP6868333B2 (ja) | 2021-05-12 |
Family
ID=59017845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015236136A Active JP6868333B2 (ja) | 2015-12-02 | 2015-12-02 | 砂型の製造方法および砂型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6868333B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020104125A (ja) * | 2018-12-26 | 2020-07-09 | 伊藤忠セラテック株式会社 | 回収砂の再生方法 |
| WO2021254953A1 (en) * | 2020-06-15 | 2021-12-23 | Ask Chemicals Gmbh | Method for the layer-by-layer production of a cured three-dimensional shaped body, shaped body obtainable by the method, and use thereof |
| JP2022071870A (ja) * | 2020-10-28 | 2022-05-16 | 株式会社清田鋳機 | 積層造形用鋳物砂及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142048A (ja) * | 1985-12-13 | 1987-06-25 | Asahi Organic Chem Ind Co Ltd | 酸硬化型有機自硬性砂の製造方法 |
| JPH03134067A (ja) * | 1989-10-10 | 1991-06-07 | Acme Resin Corp | アルカリ性フェノール樹脂で被覆された砂の流動性改善方法 |
| JP2012061517A (ja) * | 2010-09-17 | 2012-03-29 | Kao Corp | 自硬性鋳型用組成物 |
| JP2013240799A (ja) * | 2012-05-17 | 2013-12-05 | Kimura Chuzosho:Kk | 三次元積層造型用の鋳物砂 |
| JP5429516B2 (ja) * | 2008-07-01 | 2014-02-26 | 日立化成株式会社 | 鋳型製造用フラン樹脂組成物及びその用途 |
| JP6027263B1 (ja) * | 2015-03-09 | 2016-11-16 | 技術研究組合次世代3D積層造形技術総合開発機構 | 有機バインダ、粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 |
-
2015
- 2015-12-02 JP JP2015236136A patent/JP6868333B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142048A (ja) * | 1985-12-13 | 1987-06-25 | Asahi Organic Chem Ind Co Ltd | 酸硬化型有機自硬性砂の製造方法 |
| JPH03134067A (ja) * | 1989-10-10 | 1991-06-07 | Acme Resin Corp | アルカリ性フェノール樹脂で被覆された砂の流動性改善方法 |
| JP5429516B2 (ja) * | 2008-07-01 | 2014-02-26 | 日立化成株式会社 | 鋳型製造用フラン樹脂組成物及びその用途 |
| JP2012061517A (ja) * | 2010-09-17 | 2012-03-29 | Kao Corp | 自硬性鋳型用組成物 |
| JP2013240799A (ja) * | 2012-05-17 | 2013-12-05 | Kimura Chuzosho:Kk | 三次元積層造型用の鋳物砂 |
| JP6027263B1 (ja) * | 2015-03-09 | 2016-11-16 | 技術研究組合次世代3D積層造形技術総合開発機構 | 有機バインダ、粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| 硬化触媒ガイド, JPN6020020989, August 1979 (1979-08-01), pages 1 - 3, ISSN: 0004287613 * |
| 鋳砂再生法とその実例集, JPN6020020988, July 1979 (1979-07-01), pages 7 - 8, ISSN: 0004287611 * |
| 鋳鉄工場への人工砂導入のための指針と事例, JPN6020020986, 18 May 2012 (2012-05-18), JP, pages 79 - 82, ISSN: 0004287612 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020104125A (ja) * | 2018-12-26 | 2020-07-09 | 伊藤忠セラテック株式会社 | 回収砂の再生方法 |
| JP7142563B2 (ja) | 2018-12-26 | 2022-09-27 | 伊藤忠セラテック株式会社 | 回収砂の再生方法 |
| WO2021254953A1 (en) * | 2020-06-15 | 2021-12-23 | Ask Chemicals Gmbh | Method for the layer-by-layer production of a cured three-dimensional shaped body, shaped body obtainable by the method, and use thereof |
| JP2022071870A (ja) * | 2020-10-28 | 2022-05-16 | 株式会社清田鋳機 | 積層造形用鋳物砂及びその製造方法 |
| JP7101392B2 (ja) | 2020-10-28 | 2022-07-15 | 株式会社清田鋳機 | 積層造形用鋳物砂及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6868333B2 (ja) | 2021-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018159616A1 (ja) | 鋳物砂の製造方法および鋳物砂 | |
| JP6027263B1 (ja) | 有機バインダ、粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 | |
| JP6289648B1 (ja) | 粒状材料、粒状材料の製造方法および3次元積層造形鋳型の製造方法 | |
| WO2013171921A1 (ja) | 三次元積層造型用の鋳物砂 | |
| US7951454B2 (en) | Resin-coated sand | |
| KR20170010779A (ko) | 내화 몰드 기본 재료 및 레졸을 포함하는 본체의 층-단위 구축 방법 및 상기 방법에 따라 제조되는 몰드 또는 코어 | |
| JP6096378B1 (ja) | 3次元積層造形鋳型製造用粒状材料の製造方法および3次元積層造形鋳型の製造方法 | |
| JP6470542B2 (ja) | 積層鋳型の造型方法 | |
| JP5867939B1 (ja) | 積層造形用材料、粉末固着積層法による鋳型の製造方法及び鋳型 | |
| MX2012006582A (es) | Mezclas de fundición que contienen sales de carbonato y sus usos. | |
| JP6027264B1 (ja) | 粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 | |
| JP6868333B2 (ja) | 砂型の製造方法および砂型 | |
| JP2015193035A (ja) | 三次元積層造形物の製造方法 | |
| JP6868334B2 (ja) | 鋳物砂 | |
| JP7175822B2 (ja) | 砂組成物およびその製造方法と、鋳型の製造方法 | |
| JP7202238B2 (ja) | コーテッドサンド及びそれを用いた鋳型の製造法 | |
| CN110586848A (zh) | 3d打印铸钢用砂型材料及其制备方法以及用该材料制做铸钢砂型的方法 | |
| Nagai et al. | Molding and mold properties of spherical artificial sand coated with inorganic binder | |
| US7659327B2 (en) | Coated microspheres and their use | |
| JP6767899B2 (ja) | 再生砂の製造方法および鋳物砂の製造方法 | |
| JP7240655B2 (ja) | 3次元積層造形用材料 | |
| JPH0339774B2 (ja) | ||
| JP7046752B2 (ja) | 砂組成物およびその製造方法と、3次元積層造形鋳型の製造方法 | |
| WO2016075845A1 (ja) | 積層造形用材料、粉末固着積層法による鋳型の製造方法及び鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181105 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20190724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200623 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210330 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6868333 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |