JP6470542B2 - 積層鋳型の造型方法 - Google Patents
積層鋳型の造型方法 Download PDFInfo
- Publication number
- JP6470542B2 JP6470542B2 JP2014216014A JP2014216014A JP6470542B2 JP 6470542 B2 JP6470542 B2 JP 6470542B2 JP 2014216014 A JP2014216014 A JP 2014216014A JP 2014216014 A JP2014216014 A JP 2014216014A JP 6470542 B2 JP6470542 B2 JP 6470542B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sand
- water
- laminated
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 64
- 238000000465 moulding Methods 0.000 title description 22
- 239000004576 sand Substances 0.000 claims description 156
- 239000010440 gypsum Substances 0.000 claims description 62
- 229910052602 gypsum Inorganic materials 0.000 claims description 62
- 239000000203 mixture Substances 0.000 claims description 52
- 239000003232 water-soluble binding agent Substances 0.000 claims description 40
- 239000012736 aqueous medium Substances 0.000 claims description 32
- 239000000843 powder Substances 0.000 claims description 28
- 238000004519 manufacturing process Methods 0.000 claims description 27
- 238000005507 spraying Methods 0.000 claims description 27
- 229920005989 resin Polymers 0.000 claims description 17
- 239000011347 resin Substances 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 15
- 238000003475 lamination Methods 0.000 claims description 14
- 238000005266 casting Methods 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 9
- 229920001187 thermosetting polymer Polymers 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 150000001720 carbohydrates Chemical class 0.000 claims description 5
- 229920000592 inorganic polymer Polymers 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 5
- 108090000623 proteins and genes Proteins 0.000 claims description 4
- 102000004169 proteins and genes Human genes 0.000 claims description 4
- 150000003839 salts Chemical class 0.000 claims description 4
- 229920001059 synthetic polymer Polymers 0.000 claims description 4
- 239000002609 medium Substances 0.000 claims description 2
- 238000006243 chemical reaction Methods 0.000 claims 1
- 230000010354 integration Effects 0.000 claims 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 156
- 239000010410 layer Substances 0.000 description 79
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 21
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 16
- 238000005452 bending Methods 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- -1 p-ter-butylphenol Chemical compound 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 238000002156 mixing Methods 0.000 description 11
- 229920003987 resole Polymers 0.000 description 11
- 239000005011 phenolic resin Substances 0.000 description 10
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 8
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 238000010146 3D printing Methods 0.000 description 7
- 239000007864 aqueous solution Substances 0.000 description 7
- 230000007547 defect Effects 0.000 description 7
- 150000002989 phenols Chemical class 0.000 description 7
- 235000019353 potassium silicate Nutrition 0.000 description 7
- 235000019256 formaldehyde Nutrition 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000004115 Sodium Silicate Substances 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000007822 coupling agent Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000003110 molding sand Substances 0.000 description 5
- 239000003921 oil Substances 0.000 description 5
- 235000019198 oils Nutrition 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 229910052911 sodium silicate Inorganic materials 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- ZOMBKNNSYQHRCA-UHFFFAOYSA-J calcium sulfate hemihydrate Chemical compound O.[Ca+2].[Ca+2].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O ZOMBKNNSYQHRCA-UHFFFAOYSA-J 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 150000004683 dihydrates Chemical class 0.000 description 4
- 150000004676 glycans Chemical class 0.000 description 4
- 229920001282 polysaccharide Polymers 0.000 description 4
- 239000005017 polysaccharide Substances 0.000 description 4
- 229910052913 potassium silicate Inorganic materials 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 description 3
- GUBGYTABKSRVRQ-PICCSMPSSA-N Maltose Natural products O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-PICCSMPSSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- 239000004111 Potassium silicate Substances 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 3
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- XPFVYQJUAUNWIW-UHFFFAOYSA-N furfuryl alcohol Chemical group OCC1=CC=CO1 XPFVYQJUAUNWIW-UHFFFAOYSA-N 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000006082 mold release agent Substances 0.000 description 3
- 150000002772 monosaccharides Chemical class 0.000 description 3
- 229920001542 oligosaccharide Polymers 0.000 description 3
- 150000002482 oligosaccharides Chemical class 0.000 description 3
- 229920002401 polyacrylamide Polymers 0.000 description 3
- NNHHDJVEYQHLHG-UHFFFAOYSA-N potassium silicate Chemical compound [K+].[K+].[O-][Si]([O-])=O NNHHDJVEYQHLHG-UHFFFAOYSA-N 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000008107 starch Substances 0.000 description 3
- 235000019698 starch Nutrition 0.000 description 3
- NXXYKOUNUYWIHA-UHFFFAOYSA-N 2,6-Dimethylphenol Chemical compound CC1=CC=CC(C)=C1O NXXYKOUNUYWIHA-UHFFFAOYSA-N 0.000 description 2
- TUAMRELNJMMDMT-UHFFFAOYSA-N 3,5-xylenol Chemical compound CC1=CC(C)=CC(O)=C1 TUAMRELNJMMDMT-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 2
- ROSDSFDQCJNGOL-UHFFFAOYSA-N Dimethylamine Chemical compound CNC ROSDSFDQCJNGOL-UHFFFAOYSA-N 0.000 description 2
- 229930091371 Fructose Natural products 0.000 description 2
- 239000005715 Fructose Substances 0.000 description 2
- RFSUNEUAIZKAJO-ARQDHWQXSA-N Fructose Chemical compound OC[C@H]1O[C@](O)(CO)[C@@H](O)[C@@H]1O RFSUNEUAIZKAJO-ARQDHWQXSA-N 0.000 description 2
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- GUBGYTABKSRVRQ-QKKXKWKRSA-N Lactose Natural products OC[C@H]1O[C@@H](O[C@H]2[C@H](O)[C@@H](O)C(O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@H]1O GUBGYTABKSRVRQ-QKKXKWKRSA-N 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 239000006057 Non-nutritive feed additive Substances 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229930006000 Sucrose Natural products 0.000 description 2
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 2
- 239000007809 chemical reaction catalyst Substances 0.000 description 2
- 239000008119 colloidal silica Substances 0.000 description 2
- 239000013065 commercial product Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- JQVDAXLFBXTEQA-UHFFFAOYSA-N dibutylamine Chemical compound CCCCNCCCC JQVDAXLFBXTEQA-UHFFFAOYSA-N 0.000 description 2
- 239000003623 enhancer Substances 0.000 description 2
- HYBBIBNJHNGZAN-UHFFFAOYSA-N furfural Chemical group O=CC1=CC=CO1 HYBBIBNJHNGZAN-UHFFFAOYSA-N 0.000 description 2
- 239000008103 glucose Substances 0.000 description 2
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 2
- 239000003906 humectant Substances 0.000 description 2
- 230000036571 hydration Effects 0.000 description 2
- 238000006703 hydration reaction Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000008101 lactose Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- UTOPWMOLSKOLTQ-UHFFFAOYSA-N octacosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCC(O)=O UTOPWMOLSKOLTQ-UHFFFAOYSA-N 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- IWDCLRJOBJJRNH-UHFFFAOYSA-N p-cresol Chemical compound CC1=CC=C(O)C=C1 IWDCLRJOBJJRNH-UHFFFAOYSA-N 0.000 description 2
- 239000012188 paraffin wax Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- IOLCXVTUBQKXJR-UHFFFAOYSA-M potassium bromide Chemical compound [K+].[Br-] IOLCXVTUBQKXJR-UHFFFAOYSA-M 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- JHJLBTNAGRQEKS-UHFFFAOYSA-M sodium bromide Chemical compound [Na+].[Br-] JHJLBTNAGRQEKS-UHFFFAOYSA-M 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000005720 sucrose Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 229910052845 zircon Inorganic materials 0.000 description 2
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 2
- UYVWNPAMKCDKRB-UHFFFAOYSA-N 1,2,4,5-tetraoxane Chemical compound C1OOCOO1 UYVWNPAMKCDKRB-UHFFFAOYSA-N 0.000 description 1
- BGJSXRVXTHVRSN-UHFFFAOYSA-N 1,3,5-trioxane Chemical compound C1OCOCO1 BGJSXRVXTHVRSN-UHFFFAOYSA-N 0.000 description 1
- PCNMALATRPXTKX-UHFFFAOYSA-N 1,4-dimethylcyclohexa-2,4-dien-1-ol Chemical compound CC1=CCC(C)(O)C=C1 PCNMALATRPXTKX-UHFFFAOYSA-N 0.000 description 1
- HNAGHMKIPMKKBB-UHFFFAOYSA-N 1-benzylpyrrolidine-3-carboxamide Chemical compound C1C(C(=O)N)CCN1CC1=CC=CC=C1 HNAGHMKIPMKKBB-UHFFFAOYSA-N 0.000 description 1
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N 100676-05-9 Natural products OC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1 OWEGMIWEEQEYGQ-UHFFFAOYSA-N 0.000 description 1
- KGRVJHAUYBGFFP-UHFFFAOYSA-N 2,2'-Methylenebis(4-methyl-6-tert-butylphenol) Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)O)=C1O KGRVJHAUYBGFFP-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- FEWFXBUNENSNBQ-UHFFFAOYSA-N 2-hydroxyacrylic acid Chemical compound OC(=C)C(O)=O FEWFXBUNENSNBQ-UHFFFAOYSA-N 0.000 description 1
- IGFHQQFPSIBGKE-UHFFFAOYSA-N 4-nonylphenol Chemical compound CCCCCCCCCC1=CC=C(O)C=C1 IGFHQQFPSIBGKE-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical group [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 1
- 239000001879 Curdlan Substances 0.000 description 1
- 229920002558 Curdlan Polymers 0.000 description 1
- 229920000858 Cyclodextrin Polymers 0.000 description 1
- GUBGYTABKSRVRQ-CUHNMECISA-N D-Cellobiose Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-CUHNMECISA-N 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- 235000019738 Limestone Nutrition 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 229920000715 Mucilage Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- GWFGDXZQZYMSMJ-UHFFFAOYSA-N Octadecansaeure-heptadecylester Natural products CCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC GWFGDXZQZYMSMJ-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 239000004373 Pullulan Substances 0.000 description 1
- 229920001218 Pullulan Polymers 0.000 description 1
- 241000978776 Senegalia senegal Species 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 235000011941 Tilia x europaea Nutrition 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- IKHGUXGNUITLKF-XPULMUKRSA-N acetaldehyde Chemical compound [14CH]([14CH3])=O IKHGUXGNUITLKF-XPULMUKRSA-N 0.000 description 1
- ZOIORXHNWRGPMV-UHFFFAOYSA-N acetic acid;zinc Chemical compound [Zn].CC(O)=O.CC(O)=O ZOIORXHNWRGPMV-UHFFFAOYSA-N 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 229920006322 acrylamide copolymer Polymers 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- WDIHJSXYQDMJHN-UHFFFAOYSA-L barium chloride Chemical compound [Cl-].[Cl-].[Ba+2] WDIHJSXYQDMJHN-UHFFFAOYSA-L 0.000 description 1
- 229910001626 barium chloride Inorganic materials 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- VBICKXHEKHSIBG-UHFFFAOYSA-N beta-monoglyceryl stearate Natural products CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- YXVFYQXJAXKLAK-UHFFFAOYSA-N biphenyl-4-ol Chemical compound C1=CC(O)=CC=C1C1=CC=CC=C1 YXVFYQXJAXKLAK-UHFFFAOYSA-N 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 150000003842 bromide salts Chemical class 0.000 description 1
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Chemical group BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 1
- 229910052794 bromium Chemical group 0.000 description 1
- OBNCKNCVKJNDBV-UHFFFAOYSA-N butanoic acid ethyl ester Natural products CCCC(=O)OCC OBNCKNCVKJNDBV-UHFFFAOYSA-N 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 235000019316 curdlan Nutrition 0.000 description 1
- 229940078035 curdlan Drugs 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- UQLDLKMNUJERMK-UHFFFAOYSA-L di(octadecanoyloxy)lead Chemical compound [Pb+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O UQLDLKMNUJERMK-UHFFFAOYSA-L 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- PVAONLSZTBKFKM-UHFFFAOYSA-N diphenylmethanediol Chemical compound C=1C=CC=CC=1C(O)(O)C1=CC=CC=C1 PVAONLSZTBKFKM-UHFFFAOYSA-N 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 1
- ZJOLCKGSXLIVAA-UHFFFAOYSA-N ethene;octadecanamide Chemical compound C=C.CCCCCCCCCCCCCCCCCC(N)=O.CCCCCCCCCCCCCCCCCC(N)=O ZJOLCKGSXLIVAA-UHFFFAOYSA-N 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000007849 furan resin Substances 0.000 description 1
- 229930182830 galactose Natural products 0.000 description 1
- 229940083124 ganglion-blocking antiadrenergic secondary and tertiary amines Drugs 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 1
- 239000004312 hexamethylene tetramine Substances 0.000 description 1
- 150000004677 hydrates Chemical class 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004571 lime Substances 0.000 description 1
- 239000006028 limestone Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- PAZHGORSDKKUPI-UHFFFAOYSA-N lithium metasilicate Chemical compound [Li+].[Li+].[O-][Si]([O-])=O PAZHGORSDKKUPI-UHFFFAOYSA-N 0.000 description 1
- 229910052912 lithium silicate Inorganic materials 0.000 description 1
- 239000010721 machine oil Substances 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 150000002688 maleic acid derivatives Chemical class 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- KQSABULTKYLFEV-UHFFFAOYSA-N naphthalene-1,5-diamine Chemical compound C1=CC=C2C(N)=CC=CC2=C1N KQSABULTKYLFEV-UHFFFAOYSA-N 0.000 description 1
- 125000005608 naphthenic acid group Chemical group 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- NKBWPOSQERPBFI-UHFFFAOYSA-N octadecyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCCCCCCCCCCCCCCCC NKBWPOSQERPBFI-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 239000010450 olivine Substances 0.000 description 1
- 229910052609 olivine Inorganic materials 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- QBDSZLJBMIMQRS-UHFFFAOYSA-N p-Cumylphenol Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=CC=C1 QBDSZLJBMIMQRS-UHFFFAOYSA-N 0.000 description 1
- NKTOLZVEWDHZMU-UHFFFAOYSA-N p-cumyl phenol Natural products CC1=CC=C(C)C(O)=C1 NKTOLZVEWDHZMU-UHFFFAOYSA-N 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 229920002866 paraformaldehyde Polymers 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229920000172 poly(styrenesulfonic acid) Polymers 0.000 description 1
- 229920002432 poly(vinyl methyl ether) polymer Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229940005642 polystyrene sulfonic acid Drugs 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- OTYBMLCTZGSZBG-UHFFFAOYSA-L potassium sulfate Chemical compound [K+].[K+].[O-]S([O-])(=O)=O OTYBMLCTZGSZBG-UHFFFAOYSA-L 0.000 description 1
- 229910052939 potassium sulfate Inorganic materials 0.000 description 1
- 235000011151 potassium sulphates Nutrition 0.000 description 1
- 235000019423 pullulan Nutrition 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 235000019795 sodium metasilicate Nutrition 0.000 description 1
- 235000019794 sodium silicate Nutrition 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 239000012265 solid product Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000008137 solubility enhancer Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- IMFACGCPASFAPR-UHFFFAOYSA-N tributylamine Chemical compound CCCCN(CCCC)CCCC IMFACGCPASFAPR-UHFFFAOYSA-N 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 239000008158 vegetable oil Substances 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000004846 water-soluble epoxy resin Substances 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000004246 zinc acetate Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images




Description
(2)前記選択的散布手段がインクジェット方式の散布装置であり、前記第二工程が、該散布装置から、インクジェット方式により、前記砂層の前記鋳型層の一つを与える部分上のみを選択して、前記水性媒体が噴射されることを特徴とする上記態様(1)に記載の積層鋳型の造型方法。
(3)前記立体形状の積層鋳型を得た後、かかる積層鋳型を、100℃〜250℃の温度で焼成することを特徴とする上記態様(1)又は上記態様(2)に記載の積層鋳型の製造方法。
(4)前記水溶性バインダーとして、熱硬化性樹脂、糖類、タンパク質、合成高分子、塩類及び無機高分子のうちの単独又は二つ以上が選択されて用られることを特徴とする上記態様(1)乃至上記態様(3)の何れか1つに記載の積層鋳型の造型方法。
(5)前記石膏粉末が、前記耐火骨材の100質量部に対して、1〜20質量部の割合で配合されてなることを特徴とする上記態様(1)乃至上記態様(4)の何れか1つに記載の積層鋳型の造型方法。
(6)前記水溶性バインダーが、前記耐火骨材の100質量部に対して、固形分換算で、0.1〜5質量部の割合で配合されてなることを特徴とする上記態様(1)乃至上記態様(5)の何れか1つに記載の積層鋳型の造型方法。
(i)コーテッドサンドと石膏とを混合してなる鋳物砂組成物を用いていることにより、 石膏の量を少なくすることが出来、またコーテッドサンドの存在によって、得られ た積層鋳型の通気性が向上せしめられることにより、そのような積層鋳型を用いた 金属溶湯の鋳造操作において、得られる鋳造品におけるガス欠陥の発生を、効果的 に低減せしめることが出来る。
(ii)コーテッドサンドの水溶性バインダーに基づくところの固着作用と、石膏に基づく ところの固着作用とが、相互に作用することによって、得られる積層鋳型の強度が 有利に向上せしめられ得る。
(iii )砂層の固化乃至硬化のために、臭気を発生させるような高い熱エネルギーを加え る必要がないところから、臭気の発生を低減することが出来る。
(iv)レーザー照射による加熱を行う必要がないために、高価なレーザー照射装置が不要 となり、積層鋳型の製造コストの低減に寄与し得ることとなると共に、積層鋳型の 製造における省エネルギー化にも、大きく寄与することが出来る。
先ず、製造前の段階においては、造型装置の枠1の上面とテーブル2の上面が同一平面上に位置せしめられている。そして、造型工程が始まると、テーブル2が砂層7の一層の高さ分、下方へスライドさせられる。次いで、貯留タンク4に蓄えられた鋳物砂組成物3が、吐出口5からの供給量をコントロールされながら、テーブル2上にほぼ均一な厚さで満遍なく撒かれるように、供給される(図1(a)の状態)。このとき、砂層7の一層あたりの高さは、テーブル2が下方へスライドした距離に対応した段差、例えば0.5mmの段差として形成される。なお、この段差は、積層される層ごとに、常に均一な高さとなるように形成され、一般に、0.1mm〜3mm程度の段差とされることが望ましい。
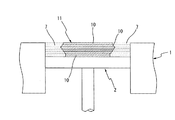
次いで、図2に示されるように、砂層7に向かって、インクジェット散布装置8のノズル9から、液滴、液状または霧状の水性媒体12が、予め定められた平面形状において微小領域ごとに噴霧される。ここで、かかる定められた平面形状とは、製造される鋳型の形状を砂層の肉厚分ほどの等間隔で複数の領域に水平方向に分割したものであって、製造される鋳型に応じて、砂層ごとに、下の方から順番に、各層の平面形状に基づいて、水性媒体12が噴霧されるのである。これは、例えば、製品形状のCADデータから砂型の形状データを得て、これを砂層の肉厚毎の断面形状データにすることで、各層の予め定められた平面形状を設定することが出来る。なお、このインクジェット散布装置8において、水性媒体12を噴射するノズル9のノズル径は、例えば20〜100μm程度と、極めて小径とされているが、噴出せしめられる液体は水性媒体であるところから、ノズル詰まり等の問題が惹起されるようなこともないのである。
そして、上記した第一工程及び第二工程からなる一連の鋳型層10形成工程を1つのターン(サイクル)として、引き続き、テーブル2を更に砂層1層分の高さ分、下方へスライドさせた後(図3の状態)、かかる鋳型層10の形成工程のターンが繰り返されることにより、既に形成されている一つの鋳型層10の上に、新たな鋳型層10が一体的に形成されて、積層構造が実現されるのである。更に、このような鋳型層10の形成を何度か繰り返すことで、鋳型層10が順次積層一体化せしめられ(図4の状態)、以て適数層の鋳型層10にて構成される、所望の形状の鋳型を与える造形物11が製造されるのである。その後、造型装置(枠1)から固化乃至硬化せしめられていない砂を取り除くことにより、目的とする鋳型(11)が取り出されることとなる(図5の状態)。
それぞれの実施例や比較例で得られた積層鋳型(11)から、幅30mm×高さ10mm×長さ85mmの大きさの試験片を作製して、その破壊荷重を、測定器(高千穂精機株式会社製:デジタル鋳物砂強度試験機)を用いて、測定する。そして、この測定により得られた破壊荷重を用いて、抗折強度を、下記の式により、算出する。
抗折強度=1.5×LW/ab2
[但し、L:支点間距離(cm)、W:破壊荷重(kgf)、a:試験片の幅(cm) 、b:試験片の厚み(cm)]
本実施例においては、抗折強度が200N/cm2 以上であることを合格とする。
耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュより粗い砂が取り除かれている)を準備すると共に、水溶性バインダーとして、アルカリレゾール樹脂水溶液の市販品:HPR830(商品名:旭有機材工業株式会社製)を準備した。
そして、上記のエスパール砂を140℃に予熱して、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入せしめ、次いで、前記アルカリレゾール樹脂水溶液を、かかるエスパール砂の100質量部に対して、固形分換算で0.15質量部の割合で添加して、10分間の混練を行ない、水分を蒸発させる一方、砂粒塊が崩壊するまで攪拌混合せしめた後に、市販の焼き石膏粉末を、エスパール砂の100質量部に対して、6質量部の割合で添加して、撹拌混合し、これを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物1を得た。
耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュより粗い砂が取り除かれたもの)を準備した。
そして、かかるエスパール砂を、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入した後、市販の焼き石膏粉末を、エスパール砂100質量部に対して、6質量部の割合において添加し、撹拌混合せしめ、そしてこれを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物2(耐火骨材に水溶性バインダーの被覆なし)を得た。
積層鋳型製造装置:Z Printer 310 Plus(商品名:株式会社Zコーポレーション製)を用いて、先に準備した鋳物砂組成物1から、図1〜図5に示される実施形態に従って、所定の積層鋳型の造型を行った。即ち、先ず、第一工程でテーブル(2)を0.5mm下方へスライドさせた後、かかるテーブル(2)上に薄く平面展開した砂層(7)を形成し、次いで第二工程において、203mm×254mmの予め定められた平面形状において、微小領域ごとに、霧状の水性媒体(12)を、インクジェット方式にて噴霧することにより、そのような水性媒体(12)の噴霧された所定の平面形状部位の硬化乃至は固化を行い、かかる部位に対応した形状の鋳型層(10)を得た。なお、そこで用いた水性媒体(12)は、保湿剤としてグリセロール、流動度増進剤としてPVP及びエチルブチレート、促進剤として硫酸カリウム、及び溶解度増進剤としてイソプロピルアルコールを含む、水含有量が約86質量%である市販品:zb56(商品名:Zコーポレーション製)であり、25℃の温度で用いられた。
鋳物砂組成物1を用いて、実施例1と同様に鋳型の積層造形を行い、その得られた造形物を、150℃の温度で3時間の焼成処理に付すことにより、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度を測定し、その結果を、下記表1に示した。
鋳物砂組成物1を用いて、実施例1と同様にして鋳型の積層造形を行い、その得られた造形物(11)を、200℃の温度で1.5時間の焼成処理(実施例3)又は3時間の焼成処理(実施例4)を施し、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度をそれぞれ測定し、その結果を、下記表1に示した。
鋳物砂組成物1を用いて、実施例1と同様にして鋳型の積層造形を行い、その得られた造形物(11)を、220℃の温度で1.5時間の焼成処理(実施例5)又は3時間の焼成処理(実施例6)を実施して、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度をそれぞれ測定し、その結果を、下記表1に示した。
実施例1〜6において用いた鋳物砂組成物1を、前述の如く準備された鋳物砂組成物2に変更すること以外は、それら実施例と同様の手順に従って、それぞれ、積層鋳型(11)を製造した。そして、その得られた各種の積層鋳型(11)について、それらの抗折強度を測定し、その結果を、下記表2に示した。

耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュよりも粗い砂が取り除かれてなるもの)を準備すると共に、水溶性バインダーとして、アルカリレゾール樹脂水溶液の市販品:HPR830(商品名:旭有機材工業株式会社製)を準備した。
次いで、上記のエスパール砂を140℃に予熱して、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入した後、更に、前記アルカリレゾール樹脂水溶液を、エスパール砂の100質量部に対して、固形分換算で0.15質量部の割合で添加して、10分間の混練を行ない、水分を蒸発せしめる一方、砂粒塊が崩壊するまで攪拌混合せしめ、次いで、それを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物3(石膏なし)を得た。
鋳物砂組成物1を上記の鋳物砂組成物3に変えたこと以外は、実施例1と同様な手順に従って、積層鋳型の製造を行った。その結果、積層鋳型製造装置の製造条件では、鋳物砂組成物3が固化乃至硬化せず、良好な積層鋳型を取り出すことが出来なかった。
3 鋳物砂組成物 4 貯留タンク
5 吐出口 6 伸展部材
7 砂層 8 インクジェット散布装置
9 ノズル 10 鋳型層
11 造形体 12 水性媒体
Claims (6)
- 鋳物砂組成物にて形成された鋳型層の複数にて一体的に積層形成されてなる積層鋳型を造型する方法にして、
耐火骨材を水溶性のバインダーで被覆してなるコーテッドサンドに、石膏粉末を混合せしめたものを、前記鋳物砂組成物として用いて、それを薄く平面展開して、一定厚さの砂層を形成する第一工程と、該形成された砂層の前記鋳型層の一つを与える部分に、選択的散布手段を用いて水性媒体を選択的に散布して、固化乃至硬化せしめる第二工程とを含む鋳型層形成工程によって、前記鋳型層の一つを形成し、そして該鋳型層形成工程を所要回数繰り返して、順次形成される鋳型層の積層一体化を行うことにより、目的とする立体形状の積層鋳型を得ることを特徴とする積層鋳型の造型方法。 - 前記選択的散布手段がインクジェット方式の散布装置であり、前記第二工程が、該散布装置から、インクジェット方式により、前記砂層の前記鋳型層の一つを与える部分上のみを選択して、前記水性媒体が噴射されることを特徴とする請求項1に記載の積層鋳型の造型方法。
- 前記立体形状の積層鋳型を得た後、かかる積層鋳型を、100℃〜250℃の温度で焼成することを特徴とする請求項1又は請求項2に記載の積層鋳型の製造方法。
- 前記水溶性バインダーとして、熱硬化性樹脂、糖類、タンパク質、合成高分子、塩類及び無機高分子のうちの単独又は二つ以上が選択されて用られることを特徴とする請求項1乃至請求項3の何れか1項に記載の積層鋳型の造型方法。
- 前記石膏粉末が、前記耐火骨材の100質量部に対して、1〜20質量部の割合で配合されてなることを特徴とする請求項1乃至請求項4の何れか1項に記載の積層鋳型の造型方法。
- 前記水溶性バインダーが、前記耐火骨材の100質量部に対し、固形分換算で、0.1〜5質量部の割合で配合されてなることを特徴とする請求項1乃至請求項5の何れか1項に記載の積層鋳型の造型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216014A JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216014A JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016083664A JP2016083664A (ja) | 2016-05-19 |
| JP6470542B2 true JP6470542B2 (ja) | 2019-02-13 |
Family
ID=55971658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014216014A Active JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6470542B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111730028A (zh) * | 2020-05-06 | 2020-10-02 | 铜车马动力科技(宁波)有限公司 | 用于新能源汽车动力总成的砂型3d打印机 |
| KR102660208B1 (ko) | 2019-12-04 | 2024-04-25 | 한국재료연구원 | 강도 및 통기성이 우수한 사형 주조용 주형의 제조방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6762663B2 (ja) * | 2016-07-19 | 2020-09-30 | 太平洋セメント株式会社 | 付加製造装置用組成物および鋳型の製造方法 |
| CN106513577A (zh) * | 2016-10-28 | 2017-03-22 | 宁夏共享模具有限公司 | 3d打印装置 |
| JP7061925B2 (ja) * | 2017-05-16 | 2022-05-02 | 株式会社木村鋳造所 | 鋳造用砂型の製造方法 |
| JP7222676B2 (ja) * | 2018-11-22 | 2023-02-15 | 群栄化学工業株式会社 | 被覆砂およびその製造方法と、鋳型の製造方法 |
| CN110076289B (zh) * | 2019-05-08 | 2020-01-31 | 同济大学 | 一种砂型制造的3d打印工艺 |
| EP3747634B1 (de) * | 2019-06-07 | 2022-05-04 | ExOne GmbH | Verfahren zum herstellen mindestens eines bauteils im 3d-druck und 3d-drucker |
| WO2024058224A1 (ja) * | 2022-09-14 | 2024-03-21 | 株式会社Sun Metalon | 金属固体の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141386A (ja) * | 1995-11-15 | 1997-06-03 | Toyota Motor Corp | 砂鋳型の積層造形方法及びこれを用いた鋳物製造方法 |
| JP4907766B2 (ja) * | 1998-10-29 | 2012-04-04 | ズィー・コーポレーション | 三次元プリント材料系及び方法 |
| DE10327272A1 (de) * | 2003-06-17 | 2005-03-03 | Generis Gmbh | Verfahren zum schichtweisen Aufbau von Modellen |
| WO2007077731A1 (ja) * | 2005-12-27 | 2007-07-12 | Tomita Pharmaceutical Co., Ltd. | 型の製造方法 |
| JP2011051010A (ja) * | 2009-11-20 | 2011-03-17 | Hokkaido Research Organization | インクジェット式粉末積層鋳型成形用高耐熱粉末 |
| US20110139309A1 (en) * | 2009-12-16 | 2011-06-16 | Showman Ralph E | Foundry mixes contaiing carbonate salts and their uses |
| JP5249447B1 (ja) * | 2012-05-17 | 2013-07-31 | 株式会社木村鋳造所 | 三次元積層造型用の鋳物砂 |
-
2014
- 2014-10-23 JP JP2014216014A patent/JP6470542B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102660208B1 (ko) | 2019-12-04 | 2024-04-25 | 한국재료연구원 | 강도 및 통기성이 우수한 사형 주조용 주형의 제조방법 |
| CN111730028A (zh) * | 2020-05-06 | 2020-10-02 | 铜车马动力科技(宁波)有限公司 | 用于新能源汽车动力总成的砂型3d打印机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016083664A (ja) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6470542B2 (ja) | 積層鋳型の造型方法 | |
| JP6576244B2 (ja) | 積層鋳型の造型方法 | |
| US9358701B2 (en) | Method for the layerwise construction of models | |
| JP6594336B2 (ja) | 耐火性鋳型基材とレゾールとを含む物体の層ごとの構築方法、及び該方法によって製造される鋳型又はコア | |
| JP6027263B1 (ja) | 有機バインダ、粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 | |
| KR101590234B1 (ko) | 조형용 재료, 기능제, 조형 제품 및 제품 | |
| JP6289648B1 (ja) | 粒状材料、粒状材料の製造方法および3次元積層造形鋳型の製造方法 | |
| JP7229177B2 (ja) | 3次元的に積層造形体を製造するための方法 | |
| JP7122977B2 (ja) | 鋳型材料組成物及びこれを用いた鋳型の製造方法 | |
| WO2018159616A1 (ja) | 鋳物砂の製造方法および鋳物砂 | |
| WO2018043412A1 (ja) | 鋳型の製造方法 | |
| JP2015193035A (ja) | 三次元積層造形物の製造方法 | |
| JP7222676B2 (ja) | 被覆砂およびその製造方法と、鋳型の製造方法 | |
| WO2020196068A1 (ja) | 砂組成物およびその製造方法と、鋳型の製造方法 | |
| JP6595327B2 (ja) | 鋳型の積層造型方法 | |
| JP6868333B2 (ja) | 砂型の製造方法および砂型 | |
| Nagai et al. | Molding and mold properties of spherical artificial sand coated with inorganic binder | |
| TWI774165B (zh) | 一種黏結材及積層製造的方法 | |
| JP5350065B2 (ja) | かき型造型用組成物 | |
| JP2020022981A (ja) | 鋳型の製造方法 | |
| JP7046752B2 (ja) | 砂組成物およびその製造方法と、3次元積層造形鋳型の製造方法 | |
| JP2018153821A (ja) | 積層鋳型の製造法 | |
| JP2022152231A (ja) | 鋳型の製造方法 | |
| JP2004188491A (ja) | コーテッドサンド | |
| CN114669718A (zh) | 黏结材积层制造的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |