JP2017007713A - 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ - Google Patents
使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ Download PDFInfo
- Publication number
- JP2017007713A JP2017007713A JP2015125934A JP2015125934A JP2017007713A JP 2017007713 A JP2017007713 A JP 2017007713A JP 2015125934 A JP2015125934 A JP 2015125934A JP 2015125934 A JP2015125934 A JP 2015125934A JP 2017007713 A JP2017007713 A JP 2017007713A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- disposable
- outer bag
- polyvinylidene chloride
- multilayer film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920001328 Polyvinylidene chloride Polymers 0.000 claims abstract description 132
- 239000005033 polyvinylidene chloride Substances 0.000 claims abstract description 132
- 230000004888 barrier function Effects 0.000 claims abstract description 94
- 239000000463 material Substances 0.000 claims abstract description 31
- 238000000576 coating method Methods 0.000 claims abstract description 16
- 239000011248 coating agent Substances 0.000 claims abstract description 13
- 239000010410 layer Substances 0.000 claims description 301
- 230000035699 permeability Effects 0.000 claims description 105
- -1 polypropylene Polymers 0.000 claims description 103
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 80
- 239000004743 Polypropylene Substances 0.000 claims description 64
- 229920001155 polypropylene Polymers 0.000 claims description 64
- 229920005989 resin Polymers 0.000 claims description 60
- 239000011347 resin Substances 0.000 claims description 60
- 239000012790 adhesive layer Substances 0.000 claims description 59
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 52
- 239000001301 oxygen Substances 0.000 claims description 52
- 229910052760 oxygen Inorganic materials 0.000 claims description 52
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 27
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 27
- 239000000565 sealant Substances 0.000 claims description 24
- 239000000203 mixture Substances 0.000 claims description 23
- 238000007740 vapor deposition Methods 0.000 claims description 19
- 238000007789 sealing Methods 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 11
- 239000002184 metal Substances 0.000 claims description 11
- 229920006122 polyamide resin Polymers 0.000 claims description 7
- 229910044991 metal oxide Inorganic materials 0.000 claims description 5
- 150000004706 metal oxides Chemical class 0.000 claims description 5
- 229920006015 heat resistant resin Polymers 0.000 abstract description 34
- 239000007789 gas Substances 0.000 abstract description 22
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 abstract description 17
- 238000003860 storage Methods 0.000 abstract description 17
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 abstract description 13
- 229910001882 dioxygen Inorganic materials 0.000 abstract description 13
- 238000000034 method Methods 0.000 description 35
- 238000007639 printing Methods 0.000 description 34
- 239000000853 adhesive Substances 0.000 description 30
- 230000001070 adhesive effect Effects 0.000 description 29
- 239000002585 base Substances 0.000 description 24
- 238000012360 testing method Methods 0.000 description 23
- 238000011156 evaluation Methods 0.000 description 21
- 239000000758 substrate Substances 0.000 description 20
- 230000000052 comparative effect Effects 0.000 description 19
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 14
- 239000004952 Polyamide Substances 0.000 description 13
- 229920002647 polyamide Polymers 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 11
- 230000001133 acceleration Effects 0.000 description 11
- 239000005038 ethylene vinyl acetate Substances 0.000 description 11
- 229920000092 linear low density polyethylene Polymers 0.000 description 11
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 10
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 10
- 230000020169 heat generation Effects 0.000 description 10
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 230000008859 change Effects 0.000 description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 8
- 239000004707 linear low-density polyethylene Substances 0.000 description 8
- 230000007774 longterm Effects 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 5
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- 239000005022 packaging material Substances 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 4
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000007646 gravure printing Methods 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 229920001225 polyester resin Polymers 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 125000002573 ethenylidene group Chemical group [*]=C=C([H])[H] 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920005990 polystyrene resin Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 229920002689 polyvinyl acetate Polymers 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- 239000003981 vehicle Substances 0.000 description 3
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- 239000000020 Nitrocellulose Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 125000005396 acrylic acid ester group Chemical group 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920001893 acrylonitrile styrene Polymers 0.000 description 2
- 150000001735 carboxylic acids Chemical class 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920001220 nitrocellulos Polymers 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 235000019198 oils Nutrition 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- 238000010792 warming Methods 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- NPSJHQMIVNJLNN-UHFFFAOYSA-N 2-ethylhexyl 4-nitrobenzoate Chemical compound CCCCC(CC)COC(=O)C1=CC=C([N+]([O-])=O)C=C1 NPSJHQMIVNJLNN-UHFFFAOYSA-N 0.000 description 1
- 239000004808 2-ethylhexylester Substances 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001800 Shellac Polymers 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004830 Super Glue Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 229910052910 alkali metal silicate Inorganic materials 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 238000006757 chemical reactions by type Methods 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- DKQVJMREABFYNT-UHFFFAOYSA-N ethene Chemical group C=C.C=C DKQVJMREABFYNT-UHFFFAOYSA-N 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- IXCSERBJSXMMFS-UHFFFAOYSA-N hydrogen chloride Substances Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 1
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000007759 kiss coating Methods 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000007644 letterpress printing Methods 0.000 description 1
- 239000000944 linseed oil Substances 0.000 description 1
- 235000021388 linseed oil Nutrition 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- 239000000113 methacrylic resin Substances 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- HWGNBUXHKFFFIH-UHFFFAOYSA-I pentasodium;[oxido(phosphonatooxy)phosphoryl] phosphate Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[O-]P([O-])(=O)OP([O-])(=O)OP([O-])([O-])=O HWGNBUXHKFFFIH-UHFFFAOYSA-I 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920006350 polyacrylonitrile resin Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 235000011118 potassium hydroxide Nutrition 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000004208 shellac Substances 0.000 description 1
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 1
- 229940113147 shellac Drugs 0.000 description 1
- 235000013874 shellac Nutrition 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 235000011121 sodium hydroxide Nutrition 0.000 description 1
- 235000019832 sodium triphosphate Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F7/03—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction
- A61F7/032—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction using oxygen from the air, e.g. pocket-stoves
- A61F7/034—Flameless
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/10—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/02—Wrappers or flexible covers
- B65D65/22—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24V—COLLECTION, PRODUCTION OR USE OF HEAT NOT OTHERWISE PROVIDED FOR
- F24V30/00—Apparatus or devices using heat produced by exothermal chemical reactions other than combustion
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F2007/0203—Cataplasms, poultices or compresses, characterised by their contents; Bags therefor
- A61F2007/022—Bags therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F2007/0203—Cataplasms, poultices or compresses, characterised by their contents; Bags therefor
- A61F2007/022—Bags therefor
- A61F2007/0222—Bags therefor made of synthetics, e.g. plastics
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F2007/0244—Compresses or poultices for effecting heating or cooling with layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F2007/0244—Compresses or poultices for effecting heating or cooling with layers
- A61F2007/0258—Compresses or poultices for effecting heating or cooling with layers with a fluid permeable layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F7/00—Heating or cooling appliances for medical or therapeutic treatment of the human body
- A61F7/02—Compresses or poultices for effecting heating or cooling
- A61F7/03—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction
- A61F7/032—Compresses or poultices for effecting heating or cooling thermophore, i.e. self-heating, e.g. using a chemical reaction using oxygen from the air, e.g. pocket-stoves
- A61F7/034—Flameless
- A61F2007/036—Fuels
- A61F2007/038—Carbon or charcoal, e.g. active
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Emergency Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Combustion & Propulsion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Food Science & Technology (AREA)
- Bag Frames (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
- Laminated Bodies (AREA)
- Packages (AREA)
- Wrappers (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
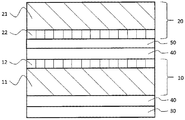
【解決手段】第1のバリア層10及び第2のバリア層20を含む多層フィルムから形成される使い捨てカイロ外袋において、第1のバリア層10及び第2のバリア層20は、耐熱性樹脂基材11又は耐熱性樹脂基材21の少なくとも一方の面(図1中上側)にポリ塩化ビニリデンをコーティングしてなるポリ塩化ビニリデン層12又はポリ塩化ビニリデン層22からなる。
【選択図】図1
Description
外袋が外部から激しい衝撃を受けることがあるため、衝撃を受けても外袋が開封、破裂しないよう、非通気性フィルムからなる外袋には各層間のシール強度、耐衝撃性が求められる。
外袋が日光等の紫外線に曝されることがあるため、非通気性フィルムからなる外袋には、日光等の紫外線に曝された後でも変色等の外観の変化を起こさないような耐候性が求められる。
図1に示す、耐熱性樹脂基材11、21(二軸延伸ポリプロピレンフィルム11、21)、及び前記耐熱性樹脂基材11、21の少なくとも一方の面にポリ塩化ビニリデンをコーティングしてなるポリ塩化ビニリデン層12、22からなる第1及び第2のバリア層10、20を含む使い捨てカイロ外装用多層フィルムを以下のように製造した。
第1のバリア層10として、ポリ塩化ビニリデン層12を有する二軸延伸ポリプロピレンフィルム11(二軸延伸ポリプロピレンフィルム11の厚み30μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりにポリ塩化ビニリデン層12を有する二軸延伸ポリエチレンテレフタレートフィルム11(二軸延伸ポリエチレンテレフタレートフィルム11の厚み12μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:10g/(m2・day))を用いた以外は、実施例1と同様にして、下層側からみて、未延伸ポリプロピレンフィルム30/接着剤層40/二軸延伸ポリエチレンテレフタレートフィルム11/ポリ塩化ビニリデン層12/接着剤層40/印刷インキ層50/ポリ塩化ビニリデン層22/二軸延伸ポリプロピレンフィルム21からなる使い捨てカイロ外袋用多層フィルムを製造した。
第1のバリア層10として、ポリ塩化ビニリデン層12を有する二軸延伸ポリプロピレンフィルム11(二軸延伸ポリプロピレンフィルム11の厚み30μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりにポリ塩化ビニリデン層12を有する二軸延伸ポリアミドフィルム11(二軸延伸ポリアミドフィルム11の厚み25μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:6.7cc/(m2・day・atm)、水蒸気透過度:9.7g/(m2・day))を用いた以外は、実施例1と同様にして、下層側からみて、未延伸ポリプロピレンフィルム30/接着剤層40/二軸延伸ポリアミドフィルム11/ポリ塩化ビニリデン層12/接着剤層40/印刷インキ層50/ポリ塩化ビニリデン層22/二軸延伸ポリプロピレンフィルム21からなる使い捨てカイロ外袋用多層フィルムを製造した。
第1及び第2のバリア層10、20として、ポリ塩化ビニリデン層12、22を有する二軸延伸ポリプロピレンフィルム11、21(二軸延伸ポリプロピレンフィルム11、21の厚み30μm、ポリ塩化ビニリデン層12、22の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりにポリ塩化ビニリデン層12、22を有する二軸延伸ポリエチレンテレフタレートフィルム11、21(二軸延伸ポリエチレンテレフタレートフィルム11、21の厚み12μm、ポリ塩化ビニリデン層12、22の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:10g/(m2・day))を用いた以外は、実施例1と同様にして、下層側からみて、未延伸ポリプロピレンフィルム30/接着剤層40/二軸延伸ポリエチレンテレフタレートフィルム11/ポリ塩化ビニリデン層12/接着剤層40/印刷インキ層50/ポリ塩化ビニリデン層22/二軸延伸ポリエチレンテレフタレートフィルム21からなる使い捨てカイロ外袋用多層フィルムを製造した。
第1及び第2のバリア層10、20として、ポリ塩化ビニリデン層12、22を有する二軸延伸ポリプロピレンフィルム11、21(二軸延伸ポリプロピレンフィルム11、21の厚み30μm、ポリ塩化ビニリデン層12、22の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりにポリ塩化ビニリデン層12、22を有する二軸延伸ポリアミドフィルム11、21(二軸延伸ポリアミドフィルム11、21の厚み25μm、ポリ塩化ビニリデン層12、22の厚み1μm、酸素透過度:6.7cc/(m2・day・atm)、水蒸気透過度:9.7g/(m2・day))を用いた以外は、実施例1と同様にして、下層側からみて、未延伸ポリプロピレンフィルム30/接着剤層40/二軸延伸ポリアミドフィルム11/ポリ塩化ビニリデン層12/接着剤層40/印刷インキ層50/ポリ塩化ビニリデン層22/二軸延伸ポリアミドフィルム21からなる使い捨てカイロ外袋用多層フィルムを製造した。
第2のバリア層20として、ポリ塩化ビニリデン層22を有する二軸延伸ポリプロピレンフィルム21(二軸延伸ポリプロピレンフィルム21の厚み30μm、ポリ塩化ビニリデン層22の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりにポリ塩化ビニリデン層22を有する二軸延伸ポリアミドフィルム21(二軸延伸ポリアミドフィルム21の厚み25μm、ポリ塩化ビニリデン層22の厚み1μm、酸素透過度:6.7cc/(m2・day・atm)、水蒸気透過度:9.7g/(m2・day))を用い、第1のバリア層10として、ポリ塩化ビニリデン層12を有する二軸延伸ポリプロピレンフィルム11(二軸延伸ポリプロピレンフィルム11の厚み30μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day)))の代わりにポリ塩化ビニリデン層12を有する二軸延伸ポリエチレンテレフタレートフィルム11(二軸延伸ポリエチレンテレフタレートフィルム11の厚み12μm、ポリ塩化ビニリデン層12の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:10g/(m2・day))を用いた以外は、実施例1と同様にして、下層側からみて、未延伸ポリプロピレンフィルム30/接着剤層40/二軸延伸ポリエチレンテレフタレートフィルム11/ポリ塩化ビニリデン層12/接着剤層40/印刷インキ層50/ポリ塩化ビニリデン層22/二軸延伸ポリアミドフィルム21からなる使い捨てカイロ外袋用多層フィルムを製造した。
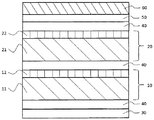
図3に示す、耐熱性樹脂基材11、21(二軸延伸ポリプロピレンフィルム11、二軸延伸ポリエチレンテレフタレートフィルム21)、及び前記耐熱性樹脂基材11、21の少なくとも一方の面にポリ塩化ビニリデンをコーティングしてなるポリ塩化ビニリデン層12、22からなる第1及び第2のバリア層10、20を含む使い捨てカイロ外装用多層フィルムを以下のように製造した。
第2のバリア層20として、ポリ塩化ビニリデン層22を有する二軸延伸ポリエチレンテレフタレートフィルム21(二軸延伸ポリエチレンテレフタレートフィルム21の厚み12μm、ポリ塩化ビニリデン層22の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:10g/(m2・day)の代わりに下記表1で示すフィルムを、追加の樹脂層60として、二軸延伸ポリプロピレンフィルム(厚み20μm、酸素透過度:1500cc/(m2・day・atm)、水蒸気透過度:8g/(m2・day))の代わりに下記表1で示すフィルムを用いた以外は、実施例7と同様にして、それぞれ使い捨てカイロ外袋用多層フィルムを製造した。

KOPP#20:ポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み20μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:5g/(m2・day))
KONY#15:ポリ塩化ビニリデン層を有する二軸延伸ポリアミドフィルム(二軸延伸ポリアミドフィルムの厚み15μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:10g/(m2・day))
PET#12:二軸延伸ポリエチレンテレフタレートフィルム(厚み12μm、酸素透過度:80cc/(m2・day・atm)、水蒸気透過度:50g/(m2・day))
ONY#15:二軸延伸ポリアミドフィルム(厚み15μm、酸素透過度:30cc/(m2・day・atm)、水蒸気透過度:250g/(m2・day))
(比較例1)
ポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み30μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))のポリ塩化ビニリデン層側に、実施例1と同様にして印刷インキ層及び接着剤層を形成した。この接着剤層の上に、直鎖状低密度ポリエチレンフィルム(厚み30μm、酸素透過度:5000cc/(m2・day・atm)、水蒸気透過度:16.6g/(m2・day))を載置した後、この直鎖状低密度ポリエチレンフィルムの上に、上記と同様に接着剤層を設け、さらにその上にエチレン−酢酸ビニル共重合体フィルム(厚み30μm、酸素透過度:10000cc/(m2・day・atm)、水蒸気透過度:75g/(m2・day))を載置して積層一体化させ、下層側からみて、エチレン−酢酸ビニル共重合体フィルム/接着剤層/直鎖状低密度ポリエチレンフィルム/接着剤層/印刷インキ層/ポリ塩化ビニリデン層/二軸延伸ポリプロピレンフィルムからなる使い捨てカイロ外袋用多層フィルムを製造した。
ポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み30μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりに、その片面に2層のポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み30μm、2つのポリ塩化ビニリデン層の総厚み2μm、酸素透過度:5.5cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))を用いた以外は、比較例1と同様にして、下層側からみて、エチレン−酢酸ビニル共重合体フィルム/接着剤層/直鎖状低密度ポリエチレンフィルム/接着剤層/印刷インキ層/ポリ塩化ビニリデン層/ポリ塩化ビニリデン層/二軸延伸ポリプロピレンフィルムからなる使い捨てカイロ外袋用多層フィルムを製造した。なお、2層のポリ塩化ビニリデン層は、基材である二軸延伸ポリプロピレンフィルムに1層目のポリ塩化ビニリデンをコーティングして乾燥させた後、さらにその上に2層目のポリ塩化ビニリデンをコーティングして乾燥させることにより製造した。
ポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み30μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:9.7cc/(m2・day・atm)、水蒸気透過度:4.4g/(m2・day))の代わりに、肉厚のポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み30μm、ポリ塩化ビニリデン層の厚み2μm、酸素透過度:5.5cc/(m2・day・atm)、水蒸気透過度:4.5g/(m2・day))を用いた以外は、比較例1と同様にして、下層側からみて、エチレン−酢酸ビニル共重合体フィルム/接着剤層/直鎖状低密度ポリエチレンフィルム/接着剤層/印刷インキ層/肉厚のポリ塩化ビニリデン層/二軸延伸ポリプロピレンフィルムからなる使い捨てカイロ外袋用多層フィルムを製造した。
二軸延伸ポリプロピレンフィルム(厚み20μm、酸素透過度:1500cc/(m2・day・atm)、水蒸気透過度:8g/(m2・day))の片面に、実施例1と同様にして印刷インキ層及び接着剤層を形成した。この接着剤層の上に、アルミニウムの蒸着層を有する二軸延伸ポリエチレンテレフタレートフィルム(厚み12μm、蒸着層の厚み 約600オングストローム以下、酸素透過度:1.5cc/(m2・day・atm)、水蒸気透過度1.7g/(m2・day))を、接着剤層とアルミニウムの蒸着層とが接触するようにして載置し積層一体化させた。さらに、アルミニウムの蒸着層を有する二軸延伸ポリエチレンテレフタレートフィルムのアルミニウムの蒸着層とは反対側に、接着剤層を形成した後にその上に直鎖状低密度ポリエチレンフィルム(厚み30μm、酸素透過度:5000cc/(m2・day・atm)、水蒸気透過度:16.6g/(m2・day))を載置し積層一体化させ、下層側からみて、直鎖状低密度ポリエチレンフィルム/接着剤層/二軸延伸ポリエチレンテレフタレートフィルム/アルミニウムの蒸着層/接着剤層/印刷インキ層/二軸延伸ポリプロピレンフィルムからなる使い捨てカイロ外袋用多層フィルムを製造した。
ポリ塩化ビニリデン層を有する二軸延伸ポリプロピレンフィルム(二軸延伸ポリプロピレンフィルムの厚み20μm、ポリ塩化ビニリデン層の厚み1μm、酸素透過度:8.1cc/(m2・day・atm)、水蒸気透過度:5g/(m2・day))のポリ塩化ビニリデン層側に、通常のグラビアインキ組成物を使用し、グラビア印刷方式により、文字、図形、記号、絵柄、その他を印刷して印刷インキ層を形成した。次に、上記で形成した印刷インキ層の上に、エーテル系接着剤を塗布し乾燥させて接着剤層を形成した。この接着剤層の上に、アルミニウムの蒸着層を有する未延伸ポリプロピレンフィルム(厚み25μm、蒸着層の厚み 約600オングストローム以下、酸素透過度:10cc/(m2・day・atm)、水蒸気透過度:0.5g/(m2・day))をアルミニウム蒸着層と接着剤層とが接触するように載置して積層一体化させ、下層側からみて、未延伸ポリプロピレンフィルム/アルミニウムの蒸着層/接着剤層/印刷インキ層/ポリ塩化ビニリデン層/二軸延伸ポリプロピレンフィルムからなる使い捨てカイロ外袋用多層フィルムを製造した。
実施例1〜6、比較例1〜4、及び参考例で製造した使い捨てカイロ外袋用多層フィルムを用いて、以下のとおり、(1)酸素透過度、(2)水蒸気透過度、(3)加速試験後の外観の評価、(4)加速試験後の発熱性能(持続時間)の評価、(5)シール強度、(6)耐衝撃性の評価、(7)耐候性の評価を行った。
以下の温度及び湿度の条件において、以下の測定機械を以下の測定条件で用いて酸素透過度(cc/(m2・day・atm))を測定した。
測定機械:モコン(mocon)社製 OX-TRAN 2/20、測定方法:30分おき 20回連続測定
(2)水蒸気透過度の測定
以下の温度及び湿度の条件において、以下の測定機械を以下の測定条件で用いて、水蒸気透過度(g/(m2・day))を測定した。
測定機械:モコン(mocon)社製 OX-TRAN 2/20、測定方法:30分おき 20回連続測定
(3)加速試験後の外観の評価
実施例1〜6、比較例1〜4、及び参考例の使い捨てカイロ外袋用多層フィルムをそれぞれ2枚用意し、シーラント層の熱融着性基材(実施例1〜6、参考例:未延伸ポリプロピレンフィルム、比較例1〜3:エチレン−酢酸ビニル共重合体フィルム、比較例4:直鎖状低密度ポリエチレンフィルム)の面を対向させて重ね合わせた後、その外周縁部を三方ヒートシールしてシール部を形成すると共に、上方に開口部を有する三方ヒートシール型の使い捨てカイロ外袋を製造した。
上記「(3)加速試験後の外観の評価」と同様にして、使い捨てカイロ製品を製造した。
実施例1〜6、比較例1〜4、及び参考例の使い捨てカイロ外袋用多層フィルムをそれぞれ2枚用意し、シーラント層の熱融着性基材(実施例1〜6、参考例:未延伸ポリプロピレンフィルム、比較例1〜3:エチレン−酢酸ビニル共重合体フィルム、比較例4:直鎖状低密度ポリエチレンフィルム)の面を対向させて重ね合わせた後、温度160℃、圧力0.25MPa、時間0.5秒の条件にて、重ね合わせた使い捨てカイロ外袋用多層フィルムの一端側の全長にわたってシール幅10mmのヒートシール部を形成した。このヒートシール部を有する2枚の使い捨てカイロ外袋用多層フィルムの積層体から、幅15mm×長さ50mmの短冊状の試料(幅15mm×長さ10mmのヒートシール部を含む)を3枚ずつ切り出し、引張試験機(TCE社製、製品名AUTOCOM)を用い、引張速度300mm/分、つかみ間隔10mmで剥離強度(N/15mm)を測定して、平均値を算出した。
(6−1)輸送試験
上記「(3)加速試験後の外観の評価」と同様にして、使い捨てカイロ製品を製造した。
上記「(3)加速試験後の外観の評価」と同様にして、使い捨てカイロ製品を製造した。
上記「(3)加速試験後の外観の評価」と同様にして、使い捨てカイロ製品を製造した。
11 耐熱性樹脂基材
12 ポリ塩化ビニリデン層
20 第2のバリア層
21 耐熱性樹脂基材
22 ポリ塩化ビニリデン層
30 シーラント層
40 接着剤層
50 印刷インキ層
60 追加の樹脂層
Claims (8)
- 基材、及び前記基材の少なくとも一方の面にポリ塩化ビニリデンをコーティングしてなるポリ塩化ビニリデン層からなるバリア層を2層以上含むことを特徴とする使い捨てカイロ外袋用多層フィルム。
- 金属又は金属酸化物を蒸着してなる蒸着層を含まないことを特徴とする請求項1に記載の使い捨てカイロ外袋用多層フィルム。
- 前記基材が、二軸延伸ポリプロピレン、二軸延伸ポリエチレンテレフタレート及び二軸延伸ポリアミド樹脂から選択されることを特徴とする請求項1又は2に記載の使い捨てカイロ外袋用多層フィルム。
- 熱融着性樹脂基材を含むシーラント層をさらに含むことを特徴とする請求項1〜3のいずれか1項に記載の使い捨てカイロ外袋用多層フィルム。
- 前記2層以上のバリア層の間に接着剤層をさらに含むことを特徴とする請求項1〜4のいずれか1項に記載の使い捨てカイロ外袋用多層フィルム。
- 追加の樹脂層をさらに含むことを特徴とする請求項1〜5のいずれか1項に記載の使い捨てカイロ外袋用多層フィルム。
- 20℃、90%RHにおいて測定した酸素透過度が1.5〜4.5cc/(m2・day・atm)であり、40℃、90%RHにおいて測定した水蒸気透過度が0.05〜3.5g/(m2・day)であることを特徴とする請求項1〜6のいずれか1項に記載の使い捨てカイロ外袋用多層フィルム。
- 請求項1〜7のいずれか1項に記載の使い捨てカイロ外袋用多層フィルムを熱融着して形成される外袋に、発熱性組成物を収納した内袋を密封包装してなる使い捨てカイロ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125934A JP2017007713A (ja) | 2015-06-23 | 2015-06-23 | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ |
| US15/738,833 US10695215B2 (en) | 2015-06-23 | 2016-06-23 | Multilayer film for disposable body warmer outer bag, and disposable body warmer |
| CN201680036664.0A CN107848678B (zh) | 2015-06-23 | 2016-06-23 | 一次性暖贴外袋用多层膜和一次性暖贴 |
| PCT/JP2016/068594 WO2016208650A1 (ja) | 2015-06-23 | 2016-06-23 | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ |
| EP16814419.4A EP3315426A4 (en) | 2015-06-23 | 2016-06-23 | Multi-layer film for outer packaging of disposable heating pad, and disposable heating pad |
| TW105119838A TWI708681B (zh) | 2015-06-23 | 2016-06-23 | 拋棄式發熱包外袋用多層膜及拋棄式發熱包 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125934A JP2017007713A (ja) | 2015-06-23 | 2015-06-23 | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017007713A true JP2017007713A (ja) | 2017-01-12 |
Family
ID=57585795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015125934A Pending JP2017007713A (ja) | 2015-06-23 | 2015-06-23 | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10695215B2 (ja) |
| EP (1) | EP3315426A4 (ja) |
| JP (1) | JP2017007713A (ja) |
| CN (1) | CN107848678B (ja) |
| TW (1) | TWI708681B (ja) |
| WO (1) | WO2016208650A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018103402A (ja) * | 2016-12-22 | 2018-07-05 | ダイセルバリューコーティング株式会社 | 食品包装用多層フィルム |
| WO2022210193A1 (ja) * | 2021-04-02 | 2022-10-06 | 小林製薬株式会社 | 化学カイロ用外袋用フィルム |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200060870A1 (en) * | 2017-05-12 | 2020-02-27 | University Of Massachusetts | Apparatus and Methods for Establishing and Maintaining Bodily Temperature Levels |
| TW201934830A (zh) * | 2018-02-06 | 2019-09-01 | 智能紡織科技股份有限公司 | 可加熱織物 |
| JP2020103490A (ja) * | 2018-12-27 | 2020-07-09 | 桐灰化学株式会社 | 発熱具 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3784434A (en) * | 1971-03-08 | 1974-01-08 | Milprint Inc | Method of laminating packaging film |
| US3956544A (en) * | 1974-11-06 | 1976-05-11 | Tee-Pak, Inc. | Tubular package |
| JP2002120860A (ja) * | 2000-10-13 | 2002-04-23 | Dainippon Printing Co Ltd | ケミカルカイロ用外袋構成包材およびそれを使用したケミカルカイロ用外袋 |
| JP2003231221A (ja) * | 2002-02-13 | 2003-08-19 | Daicel Chem Ind Ltd | カイロ用包装フィルム |
| US20100323134A1 (en) * | 2009-06-23 | 2010-12-23 | Appleton Papers Inc. | Laminate with Aroma Burst |
| JP2011140326A (ja) * | 2010-01-07 | 2011-07-21 | Dainippon Printing Co Ltd | 開封補助摘みを有するパウチ |
| JP2011230451A (ja) * | 2010-04-30 | 2011-11-17 | Dainippon Printing Co Ltd | ガスバリア性積層体 |
| JP2011230816A (ja) * | 2010-04-30 | 2011-11-17 | Dainippon Printing Co Ltd | 包装袋、及びそれを含む封入表示デバイス |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4924587B1 (ja) * | 1970-02-06 | 1974-06-24 | ||
| GB2125730B (en) * | 1982-08-12 | 1986-06-04 | Du Pont Canada | Process for forming a sealant web-pvdc-base film laminate |
| US4909881A (en) * | 1986-06-30 | 1990-03-20 | W. R. Grace And Co.-Conn. | Bonding method effecting inter-ply adhesion between saran and linear ethylene copolymers |
| JPH0326528A (ja) * | 1989-06-26 | 1991-02-05 | Showa Denko Kk | 積層物の製造方法 |
| JPH11239584A (ja) | 1997-12-26 | 1999-09-07 | Koei Chem Co Ltd | 発熱体用非通気性袋及びそれに収納された発熱体 |
| JP2008143103A (ja) * | 2006-12-12 | 2008-06-26 | Dainippon Printing Co Ltd | ガスバリア性積層フィルム |
| KR20100087694A (ko) * | 2007-11-30 | 2010-08-05 | 유니띠까 가부시키가이샤 | 염화 비닐리덴계 공중합체 혼합물이 코팅된 폴리아미드 필름 및 그 제조 방법 |
| CN202242200U (zh) * | 2011-09-29 | 2012-05-30 | 青岛安龙日用品有限公司 | 透气复合层、多层复合层、包装袋、暖贴及自发热产品 |
| TWI429526B (zh) | 2011-12-15 | 2014-03-11 | Ind Tech Res Inst | 水氣阻障複合膜及封裝結構 |
| KR102128239B1 (ko) | 2012-10-29 | 2020-06-30 | 린텍 가부시키가이샤 | 점착제 조성물 및 점착 시트 |
-
2015
- 2015-06-23 JP JP2015125934A patent/JP2017007713A/ja active Pending
-
2016
- 2016-06-23 WO PCT/JP2016/068594 patent/WO2016208650A1/ja active Application Filing
- 2016-06-23 TW TW105119838A patent/TWI708681B/zh not_active IP Right Cessation
- 2016-06-23 EP EP16814419.4A patent/EP3315426A4/en not_active Withdrawn
- 2016-06-23 CN CN201680036664.0A patent/CN107848678B/zh active Active
- 2016-06-23 US US15/738,833 patent/US10695215B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3784434A (en) * | 1971-03-08 | 1974-01-08 | Milprint Inc | Method of laminating packaging film |
| US3956544A (en) * | 1974-11-06 | 1976-05-11 | Tee-Pak, Inc. | Tubular package |
| JP2002120860A (ja) * | 2000-10-13 | 2002-04-23 | Dainippon Printing Co Ltd | ケミカルカイロ用外袋構成包材およびそれを使用したケミカルカイロ用外袋 |
| JP2003231221A (ja) * | 2002-02-13 | 2003-08-19 | Daicel Chem Ind Ltd | カイロ用包装フィルム |
| US20100323134A1 (en) * | 2009-06-23 | 2010-12-23 | Appleton Papers Inc. | Laminate with Aroma Burst |
| JP2011140326A (ja) * | 2010-01-07 | 2011-07-21 | Dainippon Printing Co Ltd | 開封補助摘みを有するパウチ |
| JP2011230451A (ja) * | 2010-04-30 | 2011-11-17 | Dainippon Printing Co Ltd | ガスバリア性積層体 |
| JP2011230816A (ja) * | 2010-04-30 | 2011-11-17 | Dainippon Printing Co Ltd | 包装袋、及びそれを含む封入表示デバイス |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018103402A (ja) * | 2016-12-22 | 2018-07-05 | ダイセルバリューコーティング株式会社 | 食品包装用多層フィルム |
| WO2022210193A1 (ja) * | 2021-04-02 | 2022-10-06 | 小林製薬株式会社 | 化学カイロ用外袋用フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201704026A (zh) | 2017-02-01 |
| EP3315426A1 (en) | 2018-05-02 |
| WO2016208650A1 (ja) | 2016-12-29 |
| US10695215B2 (en) | 2020-06-30 |
| TWI708681B (zh) | 2020-11-01 |
| CN107848678A (zh) | 2018-03-27 |
| US20180168856A1 (en) | 2018-06-21 |
| CN107848678B (zh) | 2020-07-03 |
| EP3315426A4 (en) | 2018-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016208650A1 (ja) | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ | |
| JP6351259B2 (ja) | レトルト食品用の包装材料 | |
| JP6553337B2 (ja) | 使い捨てカイロ外袋用多層フィルム及び使い捨てカイロ | |
| JP5298416B2 (ja) | シーラントフィルム、このシーラントフィルムを用いた包装材料および包装容器 | |
| JPWO2016021682A1 (ja) | 多層フィルム、包装材用積層フィルム、包装袋及びスタンディングパウチ | |
| JP6708665B2 (ja) | 使い捨てカイロ包装用外袋及び使い捨てカイロ | |
| JP6167804B2 (ja) | 包装用積層チューブ材及びそれを用いた包装用チューブ並びに包装用チューブレーザー印字体 | |
| JP7133139B2 (ja) | 積層体及び該積層体で構成される袋 | |
| JP6255845B2 (ja) | 包装用積層レトルト材及びそれを用いた包装用レトルト体並びに包装用レトルトレーザー印字体 | |
| JP6268873B2 (ja) | 包装用積層小袋材及びそれを用いた小袋並びに包装用小袋レーザー印字体 | |
| JP6633652B2 (ja) | 使い捨てカイロ包装用外袋及び使い捨てカイロ | |
| JP5387090B2 (ja) | 積層フィルム、及びそれを用いた包装袋 | |
| JP4498785B2 (ja) | 液体充填小袋用積層体の製造方法および液体充填用小袋 | |
| JP2006103119A (ja) | フィルム、それを用いた包装材料および包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20180613 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20180613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200106 |