JP2017005186A - インダクタ部品およびその製造方法 - Google Patents
インダクタ部品およびその製造方法 Download PDFInfo
- Publication number
- JP2017005186A JP2017005186A JP2015120070A JP2015120070A JP2017005186A JP 2017005186 A JP2017005186 A JP 2017005186A JP 2015120070 A JP2015120070 A JP 2015120070A JP 2015120070 A JP2015120070 A JP 2015120070A JP 2017005186 A JP2017005186 A JP 2017005186A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- inductor
- metal pins
- electrode
- main surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Abstract
Description
本発明の第1実施形態にかかるインダクタ部品1aについて、図1を参照して説明する。なお、図1はインダクタ部品1aの斜視図である。
次に、インダクタ部品1aの製造方法について、図2〜図6を参照して説明する。なお、図2は折り曲げ治具を説明するための図、図3〜図5はインダクタ部品1aの製造方法を示す図であって、その各工程を示す図、図6は金属ピン3a,3bが折り曲げられた状態の折り曲げ治具の断面図である。また、図2(a)は、折り曲げ治具の斜視図を示し、図2(b)は図2(a)のA−A矢視断面図を示す。また、この実施形態では、4つのインダクタ部品1aを一度に製造する場合を例として説明する。
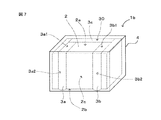
本発明の第2実施形態にかかるインダクタ部品1bについて、図7を参照して説明する。なお、図7はインダクタ部品1bの斜視図である。
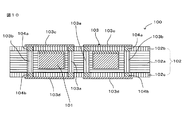
次に、インダクタ部品1bの製造方法について、図8および図9を参照して説明する。なお、図8および図9はいずれもインダクタ部品1bの製造方法を説明するための図であり、図8(a)〜図8(d)は、その各工程を示し、図9(a)〜図9(c)は、図8に続く各工程を示している。また、この実施形態では、2個のインダクタ部品1bを一度に製造する方法を例として、第1実施形態のインダクタ部品1aの製造方法と異なるところを中心に説明する。
2 第1樹脂層
2a 上面(主面)
2b 下面(裏面)
2c 側面
3,30 インダクタ電極
3a,3b 金属ピン(第1、第2金属ピン)
3a1,3b1 主面沿部(第1部分)
3a2,3b2 側面沿部(第2部分)
5,50 折り曲げ治具
5a 凹部
5a1 底壁
5a2 内側壁
Claims (9)
- 主面と、該主面の周縁から垂下する方向の側面とを有する第1樹脂層と、
前記第1樹脂層の前記主面および前記側面に沿うように、屈曲した第1、第2金属ピンが配設されてなるインダクタ電極と、
前記第1樹脂層の前記主面および前記側面、並びに前記インダクタ電極を被覆する第2樹脂層とを備え、
前記第1、第2の金属ピンは、いずれも前記第1樹脂層の前記主面に沿う第1部分と、該第1部分に連続し前記側面に沿った第2部分と有し、
前記第1樹脂層のうち前記主面と対向する裏面には、前記第1、第2の金属ピンそれぞれの前記第2部分の端部が露出していることを特徴とするインダクタ部品。 - 前記インダクタ電極は、前記第1金属ピンの前記第1部分と、前記第2金属ピンの前記第1部分とが直接接続されてなることを特徴とする請求項1に記載のインダクタ部品。
- 前記インダクタ電極は、前記第1金属ピンの前記第1部分の端部と、前記第2金属ピンの前記第1部分の端部とが、前記第1樹脂層の前記主面に形成された配線電極を介して接続されてなることを特徴とする請求項1に記載のインダクタ部品。
- 前記第1樹脂層は、磁性体フィラを含有する磁性体含有樹脂で形成されていることを特徴とする請求項1ないし3のいずれかに記載のインダクタ部品。
- 前記第2樹脂層は、磁性体フィラを含有する磁性体含有樹脂で形成され、
前記第2樹脂層の前記磁性体フィラの重量比率は、前記第1樹脂層の前記磁性体フィラの重量比率よりも高いことを特徴とする請求項4に記載のインダクタ部品。 - 前記両金属ピンそれぞれの前記第2部分の端部が、前記インダクタ電極の端部を構成していることを特徴とする請求項1ないし5のいずれかに記載のインダクタ部品。
- 主面と、該主面の周縁から垂下する方向の側面とを有する第1樹脂層と、前記第1樹脂層の前記主面および前記側面に沿うように設けられたインダクタ電極とを備えるインダクタ部品の製造方法において、
底壁と、該底壁の周縁から垂直な方向に配設された内側壁とを有する凹部が形成された折り曲げ治具を準備する準備工程と、
2本の金属ピンを、いずれも前記凹部の前記内側壁および前記底壁に沿うように前記両金属ピンをプレスして折り曲げることにより、前記インダクタ電極を構成する屈曲した第1、第2金属ピンを形成する金属ピン折曲工程と、前記第1、第2金属ピンが前記凹部内で折り曲げられた状態で、当該凹部に樹脂を充填して第1樹脂層を形成する第1樹脂層形成工程とを有し、前記第1樹脂層の前記主面および前記側面に沿うように前記インダクタ電極を形成するインダクタ形成工程と、
前記インダクタ形成工程により形成された前記インダクタ電極と、前記折り曲げ治具とを分離した後、前記第1樹脂層の前記主面および前記側面、並びに前記インダクタ電極を被覆する第2樹脂層を形成する第2樹脂層形成工程とを備えることを特徴とするインダクタ部品の製造方法。 - 前記金属ピン折曲工程は、前記第1、第2金属ピンが前記折り曲げ治具の前記底壁を沿う部分で重なるように折り曲げ、当該重なる部分においてプレスにより前記第1、第2金属ピンを直接接続することを特徴とする請求項7に記載のインダクタ部品の製造方法。
- 前記金属ピン折曲工程において、前記第1、第2金属ピンが前記折り曲げ治具の前記凹部内で重ならないように前記第1、第2金属ピンを折り曲げ、
前記第1樹脂層形成工程の後に、前記第1樹脂層の前記主面に前記第1、第2金属ピンを接続する配線電極を形成することにより、前記インダクタ電極を形成することを特徴とする請求項7に記載のインダクタ部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120070A JP6492998B2 (ja) | 2015-06-15 | 2015-06-15 | インダクタ部品およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120070A JP6492998B2 (ja) | 2015-06-15 | 2015-06-15 | インダクタ部品およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017005186A true JP2017005186A (ja) | 2017-01-05 |
| JP6492998B2 JP6492998B2 (ja) | 2019-04-03 |
Family
ID=57754734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015120070A Active JP6492998B2 (ja) | 2015-06-15 | 2015-06-15 | インダクタ部品およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6492998B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62235701A (ja) * | 1986-04-07 | 1987-10-15 | 昭和電工株式会社 | 電子機器のチツプ状物品 |
| JPH03139806A (ja) * | 1989-10-25 | 1991-06-14 | Mitsubishi Electric Corp | インダクタンス素子 |
| JPH07201580A (ja) * | 1993-12-28 | 1995-08-04 | Matsushita Electric Ind Co Ltd | チップ形インダクタアレイ |
| JPH11354364A (ja) * | 1998-06-05 | 1999-12-24 | Murata Mfg Co Ltd | インダクタの製造方法 |
| JP2000012364A (ja) * | 1998-06-23 | 2000-01-14 | Murata Mfg Co Ltd | ビーズインダクタの製造方法及びビーズインダクタ |
| JP2008210820A (ja) * | 2007-01-31 | 2008-09-11 | Nec Tokin Corp | 線輪部品 |
-
2015
- 2015-06-15 JP JP2015120070A patent/JP6492998B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62235701A (ja) * | 1986-04-07 | 1987-10-15 | 昭和電工株式会社 | 電子機器のチツプ状物品 |
| JPH03139806A (ja) * | 1989-10-25 | 1991-06-14 | Mitsubishi Electric Corp | インダクタンス素子 |
| JPH07201580A (ja) * | 1993-12-28 | 1995-08-04 | Matsushita Electric Ind Co Ltd | チップ形インダクタアレイ |
| JPH11354364A (ja) * | 1998-06-05 | 1999-12-24 | Murata Mfg Co Ltd | インダクタの製造方法 |
| JP2000012364A (ja) * | 1998-06-23 | 2000-01-14 | Murata Mfg Co Ltd | ビーズインダクタの製造方法及びビーズインダクタ |
| JP2008210820A (ja) * | 2007-01-31 | 2008-09-11 | Nec Tokin Corp | 線輪部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6492998B2 (ja) | 2019-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10685895B2 (en) | Power module with lead component and manufacturing method thereof | |
| JP6323553B2 (ja) | コイル部品 | |
| JP5790682B2 (ja) | モジュールおよびその製造方法 | |
| JP5981660B2 (ja) | 電子部品収納用パッケージおよび電子装置 | |
| JP5975180B2 (ja) | 半導体モジュール | |
| US10553347B2 (en) | Module | |
| US10418168B2 (en) | Inductor and method for manufacturing the same | |
| JP5861260B2 (ja) | 半導体装置の製造方法及び半導体装置 | |
| JP6551546B2 (ja) | インダクタ部品およびその製造方法 | |
| JP6365692B2 (ja) | コイル部品 | |
| EP3030060A1 (en) | Wiring base plate and electronic device | |
| JP2008311267A (ja) | 回路モジュールの製造方法及び回路モジュール | |
| WO2016117075A1 (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| JP6492998B2 (ja) | インダクタ部品およびその製造方法 | |
| JP2015228447A (ja) | 半導体装置の製造方法 | |
| JP6521104B2 (ja) | インダクタ部品およびその製造方法 | |
| US10290563B2 (en) | Semiconductor device including die pad with projections | |
| JPWO2016047653A1 (ja) | インダクタ部品の製造方法およびインダクタ部品 | |
| JP2007110042A (ja) | 受動素子及びその製造方法、受動素子の実装構造及びその実装方法 | |
| JP5913432B2 (ja) | チップ型発光素子 | |
| JP6607312B2 (ja) | インダクタ部品 | |
| WO2018052081A1 (ja) | 高周波モジュール | |
| US10506717B2 (en) | Inductor component and method of manufacturing inductor component | |
| JP5261259B2 (ja) | 電子部品収納用パッケージ、入出力端子、および電子装置 | |
| JP2009212317A (ja) | 半導体装置とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6492998 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |