JP2017001643A - ハブユニット及びその製造方法 - Google Patents
ハブユニット及びその製造方法 Download PDFInfo
- Publication number
- JP2017001643A JP2017001643A JP2015120919A JP2015120919A JP2017001643A JP 2017001643 A JP2017001643 A JP 2017001643A JP 2015120919 A JP2015120919 A JP 2015120919A JP 2015120919 A JP2015120919 A JP 2015120919A JP 2017001643 A JP2017001643 A JP 2017001643A
- Authority
- JP
- Japan
- Prior art keywords
- wheel
- hub
- hole
- cover member
- vehicle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/063—Fixing them on the shaft
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/80—Labyrinth sealings
- F16C33/805—Labyrinth sealings in addition to other sealings, e.g. dirt guards to protect sealings with sealing lips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/38—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers
- F16C19/383—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
- F16C19/385—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings
- F16C19/386—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with two or more rows of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone with two rows, i.e. double-row tapered roller bearings in O-arrangement
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【課題】ハブ輪の穴部に嵌合されるカバー部材の円筒部の嵌合長さが短くとも、カバー部材の円筒部がハブ輪の穴部から抜け出してしまうことを防ぐことが可能なハブユニット、及びその製造方法を提供する。
【解決手段】ハブユニット1は、車体側に取り付けられる外輪2、外輪の内側に配置された内輪3、及び複数の第1及び第2転動体41,42を有する軸受部10と、内輪3の内側に挿通された胴部61、及び車輪が取り付けられる車輪取付フランジ部62を有し、車両インナ側に開口する穴部60が胴部61に形成されたハブ輪6と、ハブ輪6の穴部60に圧入嵌合される円筒部70、及び円筒部70よりも外方に張り出した鍔部72を有するカバー部材7とを備える。穴部60におけるカバー部材7の円筒部70との嵌合面60bは、その少なくとも一部が車両インナ側に向かって内径が漸次縮小する縮径部によって形成されている。
【選択図】図1
【解決手段】ハブユニット1は、車体側に取り付けられる外輪2、外輪の内側に配置された内輪3、及び複数の第1及び第2転動体41,42を有する軸受部10と、内輪3の内側に挿通された胴部61、及び車輪が取り付けられる車輪取付フランジ部62を有し、車両インナ側に開口する穴部60が胴部61に形成されたハブ輪6と、ハブ輪6の穴部60に圧入嵌合される円筒部70、及び円筒部70よりも外方に張り出した鍔部72を有するカバー部材7とを備える。穴部60におけるカバー部材7の円筒部70との嵌合面60bは、その少なくとも一部が車両インナ側に向かって内径が漸次縮小する縮径部によって形成されている。
【選択図】図1
Description
本発明は、車体に対して車輪を回転可能に支持するハブユニット、及びハブユニットの製造方法に関する。
従来、同心配置された外輪及び内輪と、外輪と内輪との間に配置された複数の転動体と、車輪が取り付けられるハブ輪とを備えたハブユニットが、車輪を支持するために用いられている。外輪は車体側に取り付けられ、内輪はハブ輪と一体に回転する。この種のハブユニットには、ハブ輪に形成された穴部に嵌合される円筒部を有し、ハブ輪の端面の少なくとも一部を覆う部材を備えたものがある(例えば、特許文献1参照)。以下、この部材を「カバー部材」という。
特許文献1に記載のハブユニット(車輪用転がり軸受ユニット)は、ハブ輪に車両インナ側(車体側)の端部から車両アウタ側(車輪側)に向かって窪む穴部が形成されている。カバー部材は、ハブ輪の穴部に円筒部が圧入されることで、ハブ輪と一体回転するように固定されている。
上記のように固定されたカバー部材は、ハブ輪への固定を確実とするために、円筒部の嵌合長さが十分に確保されていることが望ましい。しかし、カバー部材の成形上の都合等により十分な嵌合長さが確保できないと、車両の走行時における振動や温度変化等によってハブ輪との嵌合が緩むおそれがある。この場合には、カバー部材の円筒部がハブ輪の穴部から抜けてしまい、カバー部材の機能が発揮されなくなる。
そこで、本発明は、ハブ輪の穴部に嵌合されるカバー部材の円筒部の嵌合長さが短くとも、カバー部材の円筒部がハブ輪の穴部から抜け出してしまうことを防ぐことが可能なハブユニット、及びその製造方法を提供することを目的とする。
本発明は、上記目的を達成するため、車体側に取り付けられる外輪、前記外輪の内側に配置された内輪、及び前記外輪と前記内輪との間に配置された複数の転動体を有する軸受部と、前記内輪の内側に挿通された胴部、及び車輪が取り付けられる車輪取付フランジ部を有し、車両インナ側に開口する穴部が前記胴部に形成されたハブ輪と、前記ハブ輪の前記穴部に圧入嵌合される円筒部、及び前記円筒部よりも外方に張り出した鍔部を有するカバー部材とを備え、前記穴部における前記カバー部材の前記円筒部との嵌合面は、その少なくとも一部が車両インナ側に向かって内径が漸次縮小する縮径部によって形成されている、ハブユニットを提供する。
また、本発明は、上記目的を達成するため、車体側に取り付けられる外輪、前記外輪の内側に配置された内輪、及び前記外輪と前記内輪との間に配置された複数の転動体を有する軸受部と、前記内輪の内側に挿通された胴部、及び車輪が取り付けられる車輪取付フランジ部を有し、車両インナ側に開口する穴部が前記胴部に形成されたハブ輪と、前記ハブ輪の前記穴部に圧入嵌合される円筒部、及び前記ハブ輪の車両インナ側の端部の少なくとも一部を覆う環状の鍔部を有するカバー部材と、を備えたハブユニットの製造方法であって、前記ハブ輪の前記胴部における車両インナ側の先端部を軸方向に押し付けながら径方向外方に塑性変形させ、前記ハブ輪の外周側に前記内輪を固定する加締め部を形成すると共に、前記穴部における前記カバー部材の前記円筒部との嵌合面に車両インナ側に向かって内径が漸次縮小する縮径部を形成する塑性変形工程と、前記縮径部を含む前記穴部の前記嵌合面に前記カバー部材の前記円筒部を圧入嵌合する嵌合工程とを有する、ハブユニットの製造方法を提供する。
本発明によれば、ハブ輪の穴部に嵌合されるカバー部材の円筒部の嵌合長さが短くとも、カバー部材の円筒部がハブ輪の穴部から抜け出してしまうことを防ぐことが可能となる。
[実施の形態]
本発明の実施の形態について、図1乃至図4を参照して説明する。
本発明の実施の形態について、図1乃至図4を参照して説明する。
(ハブユニット1の全体構成)
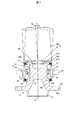
図1は、本発明の実施の形態に係るハブユニット1の全体を示す断面図である。このハブユニット1は、車体に対して車輪を回転可能に支持するために用いられる。図1において、車輪はハブユニット1の図面左側に取り付けられる。ハブユニット1の図面右側は車体のホイールハウジング側にあたる。以下の説明では、ハブユニット1の車輪が取り付けられる側(図1の左側)を車両アウタ側とし、その反対側(図1の右側)車両インナ側とする。
図1は、本発明の実施の形態に係るハブユニット1の全体を示す断面図である。このハブユニット1は、車体に対して車輪を回転可能に支持するために用いられる。図1において、車輪はハブユニット1の図面左側に取り付けられる。ハブユニット1の図面右側は車体のホイールハウジング側にあたる。以下の説明では、ハブユニット1の車輪が取り付けられる側(図1の左側)を車両アウタ側とし、その反対側(図1の右側)車両インナ側とする。
ハブユニット1は、軸受部10と、ハブ輪6と、軸受部10を異物から保護するカバー部材7とを備えている。軸受部10は、外輪2、外輪2の内側に配置された内輪3、複数の第1転動体41、複数の第2転動体42、第1シール部材51、及び第2シール部材52を有する。複数の第1転動体41ならびに第2転動体42は、外輪2と内輪3との間に配置されている。外輪2、内輪3、第1転動体41、及び第2転動体42は、例えば高炭素クロム軸受鋼や炭素鋼等の鉄系材料からなる。ハブ輪6は、例えば中炭素鋼からなり、鍛造によって成形されている。
複数の第1転動体41は、ハブ輪6の回転軸線Oの周方向に等間隔に配置され、第1転動体列4aを構成する。複数の第2転動体42は、第1転動体列4aの車両アウタ側で回転軸線Oの周方向に等間隔に配置され、第2転動体列4bを構成する。第1転動体41及び第2転動体42は、外周の転動面が円錐面からなる円錐ころである。第1転動体列4aの複数の第1転動体41は、車両インナ側が大径部となり、車両アウタ側が小径部となるように、保持器43に保持されている。第2転動体列4bの複数の第2転動体42は、車両アウタ側が大径部となり、車両インナ側が小径部となるように、保持器44に保持されている。
外輪2は、略円筒状の本体部20と、ナックルへの取り付けのための車体取付フランジ部21とを有している。車体取付フランジ部21は、本体部20の外周面から突出して形成されている。本体部20には、複数の第1転動体41を転動させる第1外側軌道面2a、及び複数の第2転動体42を転動させる第2外側軌道面2bが内周に形成されている。第1外側軌道面2a及び第2外側軌道面2bは、外輪2の両端部に近づくほど内径が大きくなるテーパ状に形成されている。
外輪2は、車体取付フランジ部21が図略の懸架装置のナックルに固定されることにより、車体側に非回転に取り付けられる。また、外輪2には、回転センサ11を取り付けるためのセンサ取付孔2cが形成されている。センサ取付孔2cは、第1外側軌道面2aと第2外側軌道面2bとの間に開口している。この開口から突出した回転センサ11の先端部は、内輪3に固定されるパルサリング12に対向している。パルサリング12の外周面には、周方向に沿って複数のN極及びS極からなる磁極が交互に設けられている。回転センサ11は、内輪3の回転をパルサリング12との相対回転による磁界の変化によって検出し、検出信号を図略のABS(Antilock Brake System)コントローラに出力する。
内輪3は、第1内輪部材31及び第2内輪部材32からなる。内輪3は、外輪2の内側に同心配置されている。第1内輪部材31及び第2内輪部材32は、ハブ輪6の回転軸線Oに平行な軸方向に並列している。第1内輪部材31は車両インナ側に、第2内輪部材32は車両アウタ側に、それぞれ配置されている。
第1内輪部材31は、外輪2の第1外側軌道面2aに対向して複数の第1転動体41を転動させる第1内側軌道面31aを有している。第2内輪部材32は、外輪2の第2外側軌道面2bに対向して複数の第2転動体42を転動させる第2内側軌道面32aを有している。第1内側軌道面31aは、車両インナ側ほど外径が大きくなるテーパ状に形成されている。第2内側軌道面32aは、車両アウタ側ほど外径が大きくなるテーパ状に形成されている。パルサリング12は、第1内側軌道面31aと第2内側軌道面32aとの間で、第2内輪部材32の外周面に嵌着されている。
第1シール部材51は、軸受部10の車両インナ側の端部における外輪2と第1内輪部材31との間に配置されている。第2シール部材52は、軸受部10の車両アウタ側の端部における外輪2と第2内輪部材32との間に配置されている。第1シール部材51及び第2シール部材52は、外輪2と内輪3との間の軸受内部空間10aに封入されたグリースの漏出を防ぐと共に、軸受内部空間10a内への異物の侵入を防止している。
(ハブ輪6の構成)
ハブ輪6は、胴部61と、車輪取付フランジ部62と、連結部63と、インロー部64とを有している。胴部61は、内輪3の内側に挿通されている。車輪取付フランジ部62には、ハブボルト13を挿通させる複数のボルト挿通孔62aが形成されている。連結部63は、胴部61と車輪取付フランジ部62とを一体に連結している。
ハブ輪6は、胴部61と、車輪取付フランジ部62と、連結部63と、インロー部64とを有している。胴部61は、内輪3の内側に挿通されている。車輪取付フランジ部62には、ハブボルト13を挿通させる複数のボルト挿通孔62aが形成されている。連結部63は、胴部61と車輪取付フランジ部62とを一体に連結している。
ボルト挿通孔62aには、ハブボルト13が圧入によって固定されている。車輪取付フランジ部62の車両アウタ側には、ハブボルト13に螺合する図略のハブナットとの間に、車輪のホイールがブレーキディスクロータと共に固定される。車輪は、ホイールの中心部に形成された孔にインロー部64が嵌合することによってハブ輪6に対して位置決めされ、ハブボルト13によって車輪取付フランジ部62に取り付けられる。
胴部61は、内輪3における第1内輪部材31の車両インナ側の端面31bから突出した端部が外方に押し広げられて加締め部611となっている。加締め部611は、連結部63における胴部61側の端面63aとの間に内輪3を加締め固定している。また、ハブ輪6には、胴部61の車両インナ側の端部における中心部に、車両インナ側に開口する穴部60が形成されている。穴部60の内周面60aは円筒状であり、穴部60の中心軸は回転軸線Oと一致している。
(カバー部材7の構成)
図2は、カバー部材7を示し、(a)は車両アウタ側から見た平面図、(b)は側面図、(c)は(a)におけるA−A線断面図である。
図2は、カバー部材7を示し、(a)は車両アウタ側から見た平面図、(b)は側面図、(c)は(a)におけるA−A線断面図である。
カバー部材7は、円筒部70と、底部71と、鍔部72とを一体に有する円盤状の金属部材である。円筒部70は、ハブ輪6の穴部60に圧入嵌合される。底部71は、円筒部70の一端部を閉塞する円板状である。鍔部72は、円筒部70よりも外方に張り出して形成された環板状である。鍔部72は、円筒部70における底部71とは反対側(車両インナ側)の端部に連続して形成されている。
カバー部材7は、例えば冷間圧延鋼板(SPCC)等の素材をプレス加工して成形され、かつカチオン塗装による防錆処理がされている。カバー部材7の厚みは、例えば0.5〜2.0mmである。
円筒部70は、カバー部材7の中心軸線C1がハブ輪6の回転軸線Oと一致するように、ハブ輪6の穴部60に圧入嵌合される。これにより、カバー部材7がハブ輪6と一体回転するように固定される。図2に示すように、鍔部72は、内側平板部720と、外側平板部721と、内側平板部720と外側平板部721との間の中間部722とを有している。内側平板部720は、加締め部611に当接する平坦な板状である。外側平板部721は、内側平板部720よりも軸受部10に接近して配置される平坦な板状である。中間部722は、その外周側ほど車両インナ側に向かって突出している。本実施の形態では、図2(c)に示すように、中心軸線C1を含む断面における中間部722の形状が円弧状であるが、中間部722の形状はテーパ状であってよい。なお、カバー部材7の形状は、図2に示すものに限らず、例えば鍔部72の全体が平坦な環板状であってもよい。
カバー部材7の円筒部70は、鍔部72の内側平板部720がハブ輪6の加締め部611に当接するまで、ハブ輪6の穴部60に圧入される。円筒部70が穴部60に圧入されると、鍔部72の外側平板部721が軸受部10の第1シール部材51に向かい合う。これにより、車輪によって跳ね上げられた小石等の異物から、第1シール部材51が保護される。すなわち、カバー部材7は、第1シール部材51を保護する保護部材として機能する。
ハブ輪6の穴部60の内周面60aは、その一部がカバー部材7の円筒部70との嵌合面60b(図1参照)として形成されている。ハブ輪6の穴部60に嵌合される前のカバー部材7の円筒部70の外径は、嵌合面60bの内径よりも大きく、嵌合面60bの内径に対して所定の締め代を有する寸法に設定されている。
(ハブユニット1の製造方法)
次に、図3及び図4を参照してハブユニット1の製造方法について説明する。
次に、図3及び図4を参照してハブユニット1の製造方法について説明する。
ハブユニット1の製造は、胴部61における車両インナ側の先端部を塑性変形させる塑性変形工程と、ハブ輪6の穴部60にカバー部材7の円筒部70を圧入嵌合する嵌合工程とを有する。
図3は、塑性変形工程を示す説明図である。図4(a)は、塑性変形工程による変形前のハブ輪6の胴部61を示す断面図であり、図4(b)は、変形後のハブ輪6の胴部61を示す断面図である。
(塑性変形工程)
塑性変形工程は、ハブ輪6の胴部61を内輪3の内側に挿通し、第1内輪部材31及び第2内輪部材32を胴部61に外嵌した状態で行われる。塑性変形工程では、ハブ輪6の胴部61における車両インナ側の先端部610(図4(a)参照)を軸方向に押し付けながら径方向外方に塑性変形させる。これにより、加締め部611が形成されると共に、ハブ輪6の穴部60における嵌合面60bに、車両インナ側に向かって内径が漸次縮小する縮径部600が形成される。
塑性変形工程は、ハブ輪6の胴部61を内輪3の内側に挿通し、第1内輪部材31及び第2内輪部材32を胴部61に外嵌した状態で行われる。塑性変形工程では、ハブ輪6の胴部61における車両インナ側の先端部610(図4(a)参照)を軸方向に押し付けながら径方向外方に塑性変形させる。これにより、加締め部611が形成されると共に、ハブ輪6の穴部60における嵌合面60bに、車両インナ側に向かって内径が漸次縮小する縮径部600が形成される。
塑性変形前における胴部61の先端部610は円筒状である。先端部610の内径d01は、嵌合面60bとなる部分の内径d00よりも大きく形成されている。すなわち、塑性変形前における胴部61には、内径がd01の大径穴部601と、内径がd00の小径穴部602とが形成されている。小径穴部602は、塑性変形後に、カバー部材7の円筒部70が圧入嵌合される穴部60となる。
塑性変形工程では、図3に示すように、加締工具8を用いた揺動加締めによって胴部61の先端部610を塑性変形させる。加締工具8は、円柱状の本体部80と、本体部80の先端面80aから軸方向に突出した突起81とを有している。この揺動加締めでは、加締工具8をハブ輪6に向かって押し付けながら、本体部80の中心軸線C0をハブ輪6の回転軸線Oに対して傾斜させて加締工具8を回転させる。本体部80の中心軸線C0がハブ輪6の回転軸線Oに対してなす角度θは、例えば5°である。
加締工具8の突起81の側面81aは、本体部80の先端面80a側に近づくほど中心軸線C0からの径方向距離が漸次大きくなる曲面によって形成されている。塑性変形前における胴部61の先端部610は、突起81の側面81aに当接して荷重を受けることによって径方向外方に押し広げられる。さらに、先端部610は、押し広げられた状態で本体部80の先端面80aに当接して軸方向の荷重を受け、第1内輪部材31の車両インナ側の端面31bに押し付けられる。これにより、先端部610が変形した加締め部611が形成される。
また、ハブ輪6の胴部61は、加締工具8から受ける荷重によって軸方向に圧縮され、穴部60の内径が小さくなるように変形する。より具体的には、前述のように胴部61の先端部610が加締工具8から受ける軸方向の荷重によって小径穴部602の外周側にあたる部分が軸方向に圧縮される。この軸方向の圧縮による胴部61の径方向外側への膨張は、第1内輪部材31によって規制されるので、加締工具8から受ける荷重によって穴部60となる小径穴部602の内径が小さくように変形する。この変形量は、先端部610側ほど大きいため、塑性変形工程によって穴部60の内径が車両インナ側に向かって漸次小さくなる。図4(b)では、塑性変形工程による変形前の穴部60の内周面及びその延長線を一点鎖線で示している。ハブ輪6の変形前においては、嵌合面60bとなる部分が回転軸線Oと平行であり、その内径が軸方向において一定である。なお、図4(b)では、説明の明確化のため、塑性変形工程後の変形量を誇張して図示している。
図4(b)に示すように、本実施の形態では、塑性変形工程後における嵌合面60bの全体が車両インナ側に向かって内径が漸次縮小する縮径部600によって形成されている。ただし、これに限らず、嵌合面60bの一部が縮径部600となっていてもよい。すなわち、嵌合面60bは、塑性変形工程後において、その少なくとも一部が車両インナ側に向かって内径が漸次縮小する縮径部600によって形成されていればよい。
(嵌合工程)
嵌合工程では、縮径部600を含む穴部60の嵌合面60bにカバー部材7の円筒部70を圧入嵌合する。前述のように、カバー部材7の円筒部70の外径は、嵌合面60bの内径よりも大きいので、円筒部70は弾性変形によって収縮しながら嵌合面60bの内側に圧入される。円筒部70の圧入は、カバー部材7の底部71及び鍔部72の少なくとも何れかに治具を当接させて押し込み荷重をかけることにより行われる。そして、カバー部材7の鍔部72の内側平板部720がハブ輪6の加締め部611に当接すると、嵌合工程が完了する。これにより、図1に示すハブユニット1が得られる。
嵌合工程では、縮径部600を含む穴部60の嵌合面60bにカバー部材7の円筒部70を圧入嵌合する。前述のように、カバー部材7の円筒部70の外径は、嵌合面60bの内径よりも大きいので、円筒部70は弾性変形によって収縮しながら嵌合面60bの内側に圧入される。円筒部70の圧入は、カバー部材7の底部71及び鍔部72の少なくとも何れかに治具を当接させて押し込み荷重をかけることにより行われる。そして、カバー部材7の鍔部72の内側平板部720がハブ輪6の加締め部611に当接すると、嵌合工程が完了する。これにより、図1に示すハブユニット1が得られる。
(実施の形態の作用及び効果)
次に、図5を参照して本実施の形態の作用及び効果について説明する。
次に、図5を参照して本実施の形態の作用及び効果について説明する。
図5は、本実施の形態の作用について説明するために示す、ハブ輪6における穴部60の周辺部の断面図である。図5では、穴部60に円筒部70が圧入嵌合されたカバー部材7を二点鎖線で示している。
穴部60の内周面60aは、その車両インナ側の一部がカバー部材7の円筒部70との嵌合面60bとして形成されている。嵌合面60bは、穴部60の車両インナ側の端部を含み、ハブ輪6の軸方向に所定の幅を有している。図5に示すように、嵌合面60bの幅をwとすると、wは例えば4mmである。この嵌合面60bの幅wは、カバー部材7の円筒部70との嵌合長さに相当する。
前述のように、本実施の形態では、嵌合面60bの全体が車両インナ側に向かって内径が漸次縮小する縮径部600によって形成されている。このため、嵌合面60bにおける車両アウタ側(穴部60の底面60c側)の端部の内径d10は、塑性変形前における小径穴部602の内径d00よりも小さい。また、嵌合面60bにおける車両インナ側の端部の内径d11は、嵌合面60bにおける車両アウタ側の端部の内径d10よりも小さい。
嵌合面60bにおける車両インナ側の端部と車両アウタ側の端部との内径差(d10−d11)は、例えば0.1mmである。嵌合面の幅wが4mm、嵌合面60bにおける車両インナ側の端部と車両アウタ側の端部との内径差が0.1mmの場合、ハブ輪6の回転軸線Oに対する嵌合面60bの傾斜角度は、約0.75°である。この傾斜角度により、カバー部材7の円筒部70が嵌合面60bから受ける押し付け力Fは、図5に示すように、円筒部70の径方向に対して穴部60の底面60c側を向く。このため、カバー部材7は、円筒部70が穴部60の奥側に引き込まれる方向の力を受ける。これにより、穴部60に嵌合されるカバー部材7の円筒部70の嵌合長さが短くとも、カバー部材7の円筒部70がハブ輪6の穴部60から抜け出してしまうことを防ぐことが可能となる。
また、カバー部材7の円筒部70の剛性は、車両インナ側の端部において高くなる。カバー部材7の底部71によって、底部71に近い部分の円筒部70の剛性が高められるためである。すなわち、カバー部材7の円筒部70が穴部60から抜け出すためには、比較的剛性が高い車両インナ側の端部を嵌合面60bに沿って縮径させなければならない。これによっても、カバー部材7の円筒部70がハブ輪6の穴部60から抜け出し難くなっている。
(付記)
以上、本発明を実施の形態に基づいて説明したが、上記に記載した実施の形態は特許請求の範囲に係る発明を限定するものではない。また、実施の形態の中で説明した特徴の組合せの全てが発明の課題を解決するための手段に必須であるとは限らない点に留意すべきである。
以上、本発明を実施の形態に基づいて説明したが、上記に記載した実施の形態は特許請求の範囲に係る発明を限定するものではない。また、実施の形態の中で説明した特徴の組合せの全てが発明の課題を解決するための手段に必須であるとは限らない点に留意すべきである。
また、本発明は、その趣旨を逸脱しない範囲で適宜変形して実施することが可能である。例えば、上記実施の形態では、塑性変形後に穴部60となる小径穴部602の内径が軸方向において一定である場合について説明したが、これに限らない。例えば、塑性変形前の小径穴部602の内径が車両インナ側の端部ほど小さくなるように、ハブ輪6を成型してもよい。この場合、ハブ輪6の回転軸線Oに対する嵌合面60bにおける縮径部600の傾斜角度をより大きくすることができる。また、塑性変形工程の後に、旋削によって穴部60の嵌合面60bの少なくとも一部を車両インナ側の端部ほど内径が小さくなるように加工して縮径部600を形成してもよい。
また、上記実施の形態では、内輪3が第1内輪部材31及び第2内輪部材32からなり、第1内側軌道面31aが第1内輪部材31に、第2内側軌道面32aが第2内輪部材32に形成された場合について説明した。しかし、これに限らず、第2内側軌道面32aがハブ輪6の外周面に形成されていてもよい。この場合でも、上記と同様の作用及び効果が得られる。
1…ハブユニット、10…軸受部、10a…軸受内部空間、11…回転センサ、12…パルサリング、13…ハブボルト、2…外輪、20…車体取付フランジ、2a…第1外側軌道面、2b…第2外側軌道面、2c…センサ取付孔、3…内輪、31…第1内輪部材、31a…第1内側軌道面、31b…端面、32…第2内輪部材、32a…第2内側軌道面、41…第1転動体、42…第2転動体、43,44…保持器、4a…第1転動体列、4b…第2転動体列、51…第1シール部材、52…第2シール部材、6…ハブ輪、60…穴部、60a…内周面、60b…嵌合面、600…縮径部、601…大径穴部、602…小径穴部、61…胴部、610…先端部、611…加締め部、62…車輪取付フランジ部、62a…ボルト挿通孔、63…連結部、63a…端面、64…インロー部、7…カバー部材、70…円筒部、71…底部、72…鍔部、720…内側平板部、721…外側平板部、722…中間部、8…加締工具、80…本体部、80a…先端面、81…突起、81a…側面
Claims (2)
- 車体側に取り付けられる外輪、前記外輪の内側に配置された内輪、及び前記外輪と前記内輪との間に配置された複数の転動体を有する軸受部と、
前記内輪の内側に挿通された胴部、及び車輪が取り付けられる車輪取付フランジ部を有し、車両インナ側に開口する穴部が前記胴部に形成されたハブ輪と、
前記ハブ輪の前記穴部に圧入嵌合される円筒部、及び前記円筒部よりも外方に張り出した鍔部を有するカバー部材とを備え、
前記穴部における前記カバー部材の前記円筒部との嵌合面は、その少なくとも一部が車両インナ側に向かって内径が漸次縮小する縮径部によって形成されている、
ハブユニット。 - 車体側に取り付けられる外輪、前記外輪の内側に配置された内輪、及び前記外輪と前記内輪との間に配置された複数の転動体を有する軸受部と、
前記内輪の内側に挿通された胴部、及び車輪が取り付けられる車輪取付フランジ部を有し、車両インナ側に開口する穴部が前記胴部に形成されたハブ輪と、
前記ハブ輪の前記穴部に圧入嵌合される円筒部、及び前記ハブ輪の車両インナ側の端部の少なくとも一部を覆う環状の鍔部を有するカバー部材と、
を備えたハブユニットの製造方法であって、
前記ハブ輪の前記胴部における車両インナ側の先端部を軸方向に押し付けながら径方向外方に塑性変形させ、前記ハブ輪の外周側に前記内輪を固定する加締め部を形成すると共に、前記穴部における前記カバー部材の前記円筒部との嵌合面に車両インナ側に向かって内径が漸次縮小する縮径部を形成する塑性変形工程と、
前記縮径部を含む前記穴部の前記嵌合面に前記カバー部材の前記円筒部を圧入嵌合する嵌合工程とを有する、
ハブユニットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120919A JP2017001643A (ja) | 2015-06-16 | 2015-06-16 | ハブユニット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120919A JP2017001643A (ja) | 2015-06-16 | 2015-06-16 | ハブユニット及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017001643A true JP2017001643A (ja) | 2017-01-05 |
Family
ID=57751534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015120919A Pending JP2017001643A (ja) | 2015-06-16 | 2015-06-16 | ハブユニット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017001643A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107100942A (zh) * | 2017-05-04 | 2017-08-29 | 泰州市众擎金属制品有限公司 | 一种弧形外接法兰盘 |
-
2015
- 2015-06-16 JP JP2015120919A patent/JP2017001643A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107100942A (zh) * | 2017-05-04 | 2017-08-29 | 泰州市众擎金属制品有限公司 | 一种弧形外接法兰盘 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160118955A (ko) | 차륜 베어링 장치의 제조 방법 | |
| US8210750B2 (en) | Vehicle bearing assembly | |
| JP4345988B2 (ja) | 車輪用軸受装置 | |
| JP3815376B2 (ja) | 車輪支持用転がり軸受ユニット | |
| CN210290504U (zh) | 车轮支承用滚动轴承单元 | |
| JP6012803B2 (ja) | 車輪用軸受装置 | |
| JP2017001643A (ja) | ハブユニット及びその製造方法 | |
| JP4062316B2 (ja) | 車軸用軸受装置の製造方法 | |
| JP3773025B2 (ja) | 車軸用軸受装置 | |
| JP2017223253A (ja) | 車輪用軸受装置の製造方法 | |
| JP6290543B2 (ja) | 車輪用軸受装置 | |
| KR101956811B1 (ko) | 휠 베어링 씰링 장치 및 이를 구비하는 휠 베어링 조립체 | |
| JP5047633B2 (ja) | 車輪用軸受装置 | |
| JP4058821B2 (ja) | 軸受装置 | |
| JP6848350B2 (ja) | 車輪用軸受装置 | |
| JP2024123777A (ja) | 車輪用軸受装置 | |
| US11298976B2 (en) | Bearing device for vehicle wheel | |
| WO2024053511A1 (ja) | 車輪用軸受装置 | |
| WO2022186035A1 (ja) | 車輪用軸受装置 | |
| JP4453033B2 (ja) | 車輪支持用ハブユニットの製造方法 | |
| JP7204481B2 (ja) | 車輪用軸受装置 | |
| JP7047388B2 (ja) | 車輪用軸受装置及びその製造方法 | |
| JP2013194774A (ja) | 転がり軸受 | |
| JP2015205649A (ja) | 軸受ユニット | |
| JP5928138B2 (ja) | 車輪用軸受装置における内輪の取付構造及びその取付方法並びに車輪用軸受装置 |