JP2016216801A - 3次元形成装置および3次元形成方法 - Google Patents
3次元形成装置および3次元形成方法 Download PDFInfo
- Publication number
- JP2016216801A JP2016216801A JP2015106177A JP2015106177A JP2016216801A JP 2016216801 A JP2016216801 A JP 2016216801A JP 2015106177 A JP2015106177 A JP 2015106177A JP 2015106177 A JP2015106177 A JP 2015106177A JP 2016216801 A JP2016216801 A JP 2016216801A
- Authority
- JP
- Japan
- Prior art keywords
- sintered
- unit
- dimensional
- stage
- single layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 115
- 239000000463 material Substances 0.000 claims abstract description 243
- 238000005245 sintering Methods 0.000 claims abstract description 72
- 229910052751 metal Inorganic materials 0.000 claims abstract description 30
- 239000002184 metal Substances 0.000 claims abstract description 30
- 239000000843 powder Substances 0.000 claims abstract description 25
- 239000011230 binding agent Substances 0.000 claims abstract description 17
- 239000002356 single layer Substances 0.000 claims description 75
- 230000015572 biosynthetic process Effects 0.000 claims description 48
- 238000003475 lamination Methods 0.000 claims description 12
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000010030 laminating Methods 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 59
- 239000002994 raw material Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- 229910001069 Ti alloy Inorganic materials 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000001179 sorption measurement Methods 0.000 description 3
- 239000002562 thickening agent Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000011812 mixed powder Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910001240 Maraging steel Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/16—Formation of a green body by embedding the binder within the powder bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/003—Apparatus, e.g. furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
図1は第1実施形態に係る3次元形成装置の構成を示す概略構成図である。なお、本明細書における「3次元形成」とは、いわゆる立体造形物を形成することを示すものであって、例えば、平板状、いわゆる2次元形状の形状であっても厚みを有する形状を形成することも含まれる。
図4は第2実施形態に係る3次元形成装置の構成を示す概略構成図である。図4(a)に示す3次元形成装置2000(以下、形成装置2000という)は、第1実施形態に係る形成装置1000に対して、材料供給手段の構成と、ヘッドベースおよびヘッドユニットの構成が異なるものである。従って、第1実施形態に係る形成装置1000と同じ構成要素には同じ符号を付し、説明は省略する。
第3実施形態として、第1実施形態に係る3次元形成装置1000を用いて3次元形状造形物を形成する3次元形成方法を説明する。図11は第3実施形態に係る3次元形成方法を示すフローチャートであり、図12はグリーンシート300を成形するグリーンシート成形装置の概略構成図、図13、図14は本実施形態に係る3次元形成工程を示す概略平面図と概略断面図、および図15は本実施形態に係る3次元形成工程を示す外観斜視図と概略断面図である。
図11に示すように、本実施形態に係る3次元形成方法は、3次元形状造形物の3次元造形用データを、図示しない、例えばパーソナルコンピューターなどから制御ユニット400(図1参照)に取得する、3次元造形用データ取得工程(S1)が実行される。3次元造形用データ取得工程(S1)において取得された3次元造形用データは、制御ユニット400から、ステージコントローラー410と、材料供給装置コントローラー420と、レーザーコントローラー430と、に制御データが送られ、材料準備工程に移行される。
材料準備工程(S2)では、グリーンシート300を材料供給装置200に備える供給テーブル220に、所定枚数が載置される。グリーンシート300は、図12に概略構成を例示する、グリーンシート300のグリーンシート成形装置3000等によって形成される。
材料準備工程(S2)によって、材料供給装置200の供給テーブル220上に所定数のグリーンシート300が載置されると、材料供給工程(S3)が開始される。材料供給工程(S3)では、制御ユニット400からの制御信号に基づいて、材料供給装置コントローラー420は、移送装置230の駆動信号を生成し、移送装置230を駆動させる。
材料供給工程(S3)によって試料プレート121上に載置された第1層目のグリーンシート301に対して、ヘッドベース150に複数保持されたヘッドユニット160に備えるレーザー照射部140からレーザーLが照射される焼結工程(S4)に移行される。焼結工程(S4)における焼結とは、グリーンシート300を構成する金属粉末およびバインダーが混練された状態から、バインダーを蒸散させ、金属粉末同士を結合させ、金属粉末状態から、金属造形物に成形する加工手段である。
単層形成工程(S100)によって、第1層となる部分造形物501と、未焼結部301aと、を含む第1層301bが形成されると、3次元造形用データ取得工程(S1)によって得られた造形データと比較する積層数比較工程(S5)に移行される。積層数比較工程(S5)では、3次元形状造形物500を構成するために必要な部分造形物が形成されたグリーンシート300の積層数Nと、積層数比較工程(S5)の直前の単層形成工程(S100)までで積層されたグリーンシート300の積層数nと、を比較する。積層数比較工程(S5)において、n<Nと判定された場合、再度、単層形成工程(S100)を実行させる積層工程に移行される。
積層工程(S6)は、積層数比較工程(S5)において、n<Nと判定され、再度、単層形成工程(S100)を実行させるための指令工程であり、単層形成工程(S100)の開始工程である材料供給工程(S3)を実行させる。
未焼結部除去工程(S7)は、3次元形状造形物500を除く部分、すなわち未焼結部300aを除去する工程である。未焼結部300aの除去方法は、機械的に除去する方法、溶剤によって未焼結部300aに含むバインダーを溶解し、残った金属粉末を除去する方法、などが適用されるが、本形態では機械的な除去を例に説明する。
第4実施形態として、第2実施形態に係る3次元形成装置2000を用いて3次元形状造形物を形成する3次元形成方法を説明する。図16は第4実施形態に係る3次元形成方法を示すフローチャートであり、図17、図18は本実施形態に係る3次元形成工程を示し、図示上方に概略平面図、下方に概略平面図に示すG−G´部の概略断面図を示す。
図16に示すように、本実施形態に係る3次元形成方法は、3次元形状造形物500の3次元造形用データを、図示しない、例えばパーソナルコンピューターなどから制御ユニット400(図4参照)に取得する、3次元造形用データ取得工程(S10)が実行される。3次元造形用データ取得工程(S10)において取得された3次元造形用データは、制御ユニット400から、ステージコントローラー410と、材料供給コントローラー1500と、レーザーコントローラー430と、に制御データが送られ、単層形成工程に移行される。
単層形成工程(S110)は、材料供給工程(S20)と、焼結工程(S30)と、が第1層目の部分造形物501の形成領域にわたって行われる。材料供給工程(S20)では、ヘッドベース1100に複数備えられたヘッドユニット1400に保持された材料吐出部1230から、試料プレート121上に向けて材料Mを液滴状に吐出し、試料プレート121上に材料Mを所定の形成領域に着弾させる。
単層形成工程(S110)によって、第一の単層としての第1層目となる部分造形物501が形成されると、3次元造形用データ取得工程(S10)によって得られた造形データと比較する積層数比較工程(S40)に移行される。積層数比較工程(S40)では、3次元形状造形物500を構成する部分造形物の積層数Nと、積層数比較工程(S40)の直前の単層形成工程(S110)までで積層された部分造形物の積層数nと、を比較する。積層数比較工程(S40)において、n<Nと判定された場合、再度、単層形成工程(S110)を実行させる積層工程に移行される。
積層工程(S50)は、積層数比較工程(S40)においてn<Nと判定され、再度単層形成工程(S110)を実行させるための指令工程である。単層形成工程(S110)に移行されると、図18(d)に示すように、積層工程(S50)によって第1層目の部分造形物501の上部に、第二の単層としての第2層目となる部分造形物502に対応する3次元造形データに基づき、材料供給工程(S20)と、焼結工程(S30)と、開始される位置に、ヘッドベース1100、およびステージ120が駆動され、部分造形物502の形成が開始される。
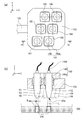
第5実施形態に係る3次元形成方法について説明する。上述した第4実施形態に係る3次元形成方法において、3次元形状造形物がオーバーハング部を有する場合、オーバーハング部では、上述した単層形成工程(S110)における材料供給工程(S20)では、材料吐出部1230から吐出された材料Mが着弾すべき下層の部分造形物が存在しないことで、材料Mが形成されなくなる(図18(d)参照)。仮に、図18(d)に示す、下層の部分造形としての第1層目の部分造形物501が、第2層目の部分造形物502の造形領域において配置されていない領域が存在すると、その部分では部分造形物502重力方向へ垂れ下がるように変形する虞がある。すなわち焼結前の材料Mは、原料となる金属、例えばステンレス、チタン合金の単体粉末、もしくは合金化が困難なステンレスと銅(Cu)、あるいはステンレスとチタン合金、あるいはチタン合金とコバルト(Co)やクロム(Cr)、などの混合粉末を、溶剤と、増粘剤と、に混練して得られるスラリー状(あるいはペースト状)の柔らかな状態のものであることによる。
Claims (8)
- ステージと、
金属粉末と、バインダーと、が混練された被焼結材料を前記ステージに供給する材料供給手段と、
前記材料供給手段により供給された前記被焼結材料に、前記被焼結材料を焼結可能とするエネルギーを供給するエネルギー照射部を備えるヘッドユニットと、
前記ヘッドユニットを複数保持するヘッドベースと、を備え、
前記ステージに対して、前記ヘッドベースが、相対的に3次元移動が可能となる駆動手段を備える、
ことを特徴とする3次元形成装置。 - ステージと、
金属粉末と、バインダーと、が混練された被焼結材料を前記ステージに供給する材料吐出部を備える材料供給手段と、
前記材料供給手段により供給された前記被焼結材料に、前記被焼結材料を焼結可能とするエネルギーを供給するエネルギー照射部と、を備え、
前記材料吐出部と、前記エネルギー照射部と、が保持されたヘッドユニットを複数保持するヘッドベースを備え、
前記ステージに対して、前記ヘッドベースが、相対的に3次元移動が可能となる駆動手段を備える、
ことを特徴とする3次元形成装置。 - 複数備える前記材料供給手段の内、少なくとも1つの前記ヘッドユニットに保持される前記材料吐出部を含む前記材料供給手段と、他の前記材料供給手段と、は、収容される前記被焼結材料が異なる、
ことを特徴とする請求項2に記載の3次元形成装置。 - 前記エネルギーがレーザーであることを特徴とする請求項1および2、または3に記載の3次元形成装置。
- 金属粉末と、バインダーと、が混練された被焼結材料をステージに供給する材料供給工程と、
前記被焼結材料を焼結可能とするエネルギーを供給するエネルギー照射部を備えるヘッドユニットを複数保持するヘッドベースを、前記ステージに対して相対的に移動させ、前記エネルギーを前記被焼結材料に向けて供給し、前記被焼結材料を焼結させる焼結工程と、により単層を形成する単層形成工程と、
前記単層形成工程によって形成された第一の単層に積層させ、前記単層形成工程によって第二の単層を形成する積層工程と、を含み、
前記積層工程を所定の回数、繰り返す、
ことを特徴とする3次元形成方法。 - 金属粉末と、バインダーと、が混練された被焼結材料をステージに供給する材料供給手段に備える材料吐出部と、前記材料供給手段により供給された前記被焼結材料に、前記被焼結材料を焼結可能とするエネルギーを供給するエネルギー照射部と、が保持されたヘッドユニットを複数保持するヘッドベースを、前記ステージに対して、相対的に移動させ、前記材料吐出部から前記ステージに前記被焼結材料を吐出する材料供給工程と、前記材料供給工程によって吐出された前記被焼結材料に向けて前記エネルギーを供給し、前記被焼結材料を焼結させる焼結工程と、を含む単層を形成する単層形成工程と、
前記単層形成工程によって形成された第一の単層に積層させ、前記単層形成工程によって第二の単層を形成する積層工程と、を含み、
前記積層工程を所定の回数、繰り返す、
ことを特徴とする3次元形成方法。 - 複数備える前記材料供給手段の内、少なくとも1つの前記ヘッドユニットに保持される前記材料吐出部を含む前記材料供給手段と、他の前記材料供給手段と、は、収容される前記被焼結材料が異なる、
ことを特徴とする請求項6に記載の3次元形成方法。 - 前記エネルギーがレーザーであることを特徴とする請求項5および6、または7に記載の3次元形成方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015106177A JP2016216801A (ja) | 2015-05-26 | 2015-05-26 | 3次元形成装置および3次元形成方法 |
| CN202010373527.4A CN111468725A (zh) | 2015-05-26 | 2016-05-16 | 三维造型方法 |
| CN201610322259.7A CN106180706B (zh) | 2015-05-26 | 2016-05-16 | 三维形成装置以及三维形成方法 |
| US15/163,287 US10717231B2 (en) | 2015-05-26 | 2016-05-24 | Three-dimensional forming apparatus and three-dimensional forming method |
| EP16171369.8A EP3098001B1 (en) | 2016-05-25 | Three-dimensional forming apparatus and three-dimensional forming method | |
| US16/807,932 US20200198232A1 (en) | 2015-05-26 | 2020-03-03 | Three-dimensional forming apparatus and three-dimensional forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015106177A JP2016216801A (ja) | 2015-05-26 | 2015-05-26 | 3次元形成装置および3次元形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016216801A true JP2016216801A (ja) | 2016-12-22 |
Family
ID=56137089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015106177A Pending JP2016216801A (ja) | 2015-05-26 | 2015-05-26 | 3次元形成装置および3次元形成方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US10717231B2 (ja) |
| JP (1) | JP2016216801A (ja) |
| CN (2) | CN106180706B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018235062A1 (ja) * | 2017-06-19 | 2018-12-27 | 株式会社エンプラス | 粉末積層造形用粉体 |
| JP2020023751A (ja) * | 2017-09-19 | 2020-02-13 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 塗布ユニット |
| KR20200016348A (ko) * | 2017-07-06 | 2020-02-14 | 휴렛-팩커드 디벨롭먼트 컴퍼니, 엘.피. | 3차원(3d) 프린팅 |
| JP7613053B2 (ja) | 2020-10-30 | 2025-01-15 | セイコーエプソン株式会社 | 三次元造形装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3619026A4 (en) * | 2017-07-28 | 2020-12-09 | Hewlett-Packard Development Company, L.P. | THREE-DIMENSIONAL PRINTER WITH MOVEMENT DEVICE |
| DE102017126697A1 (de) * | 2017-11-14 | 2019-05-16 | Sklt Strahlkraft Lasertechnik Gmbh | Verfahren und Vorrichtung zum Fügen von Werkstücken |
| JP6950583B2 (ja) * | 2018-03-02 | 2021-10-13 | トヨタ自動車株式会社 | 金型の製造方法 |
| US11072039B2 (en) * | 2018-06-13 | 2021-07-27 | General Electric Company | Systems and methods for additive manufacturing |
| US10919115B2 (en) * | 2018-06-13 | 2021-02-16 | General Electric Company | Systems and methods for finishing additive manufacturing faces with different orientations |
| US11203062B2 (en) * | 2018-07-11 | 2021-12-21 | G. B. Kirby Meacham | Additive metal manufacturing process |
| JP7119890B2 (ja) * | 2018-10-22 | 2022-08-17 | セイコーエプソン株式会社 | 三次元造形物の製造装置及び三次元造形物の製造方法 |
| CN113677460A (zh) * | 2019-02-11 | 2021-11-19 | 都柏林圣三一学院教务长研究员学者及董事会其他成员 | 用于将粉末进料到粉末床3d打印机中的产品和方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005095849A (ja) * | 2003-02-26 | 2005-04-14 | Seiko Epson Corp | 機能性材料定着方法、機能性材料定着装置、デバイス製造方法、電気光学装置及び電子機器 |
| WO2014107204A2 (en) * | 2012-10-08 | 2014-07-10 | Siemens Aktiengesellschaft | Additive manufacture of turbine component with multiple materials |
| US20140246809A1 (en) * | 2013-03-04 | 2014-09-04 | California Institute Of Technology | Systems and methods implementing additive manufacturing processes that utilize multiple build heads |
| WO2014199134A1 (en) * | 2013-06-10 | 2014-12-18 | Renishaw Plc | Selective laser solidification apparatus and method |
| JP2015096646A (ja) * | 2013-10-11 | 2015-05-21 | セイコーエプソン株式会社 | レーザー焼結用粉末、構造物の製造方法および構造物の製造装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61264168A (ja) | 1985-05-16 | 1986-11-22 | Agency Of Ind Science & Technol | レ−ザ溶射法及びその装置 |
| JP3433219B2 (ja) | 1998-11-17 | 2003-08-04 | 独立行政法人産業技術総合研究所 | 金属或いはセラミックス製品の製造方法 |
| US6259962B1 (en) | 1999-03-01 | 2001-07-10 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| JP2001334581A (ja) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置 |
| US20020149137A1 (en) * | 2001-04-12 | 2002-10-17 | Bor Zeng Jang | Layer manufacturing method and apparatus using full-area curing |
| WO2003034314A1 (en) * | 2001-10-15 | 2003-04-24 | The Regents Of The University Of Michigan | Solid freeform fabrication of structurally engineered multifunctional devices |
| JP4284321B2 (ja) * | 2003-12-11 | 2009-06-24 | 圭治郎 山本 | 積層造形方法及び積層造形装置 |
| JP4299157B2 (ja) | 2004-02-03 | 2009-07-22 | トヨタ自動車株式会社 | 粉末金属肉盛ノズル |
| JP4925048B2 (ja) | 2007-01-26 | 2012-04-25 | パナソニック株式会社 | 三次元形状造形物の製造方法 |
| GB2493398B (en) * | 2011-08-05 | 2016-07-27 | Univ Loughborough | Methods and apparatus for selectively combining particulate material |
| JP2013075308A (ja) | 2011-09-30 | 2013-04-25 | Hitachi Ltd | パウダ供給ノズルおよび肉盛溶接方法 |
| JP6150986B2 (ja) | 2012-05-24 | 2017-06-21 | 株式会社 M&M研究所 | 金属ナノ粒子焼結体から成る機能性膜を形成する方法 |
| CN103660297A (zh) * | 2013-04-20 | 2014-03-26 | 朱仕杰 | 一种多打印头的三维打印机 |
| US9415443B2 (en) * | 2013-05-23 | 2016-08-16 | Arcam Ab | Method and apparatus for additive manufacturing |
| US9468973B2 (en) * | 2013-06-28 | 2016-10-18 | Arcam Ab | Method and apparatus for additive manufacturing |
| JP6314991B2 (ja) * | 2013-10-03 | 2018-04-25 | コニカミノルタ株式会社 | 三次元造形装置および三次元造形方法 |
| CN104552935A (zh) * | 2013-10-24 | 2015-04-29 | 大连瑞能科技工程有限公司 | 熔融沉积型3d打印机盘式多头打印装置 |
| CN104108184B (zh) * | 2014-07-22 | 2016-08-24 | 西安交通大学 | 一种基于快速成形技术的复杂结构智能材料器件的制造方法 |
| CN104269265B (zh) * | 2014-10-16 | 2017-07-25 | 钢铁研究总院 | 磁场取向三维打印各向异性粘结磁体及其制备方法 |
| US20170304894A1 (en) | 2014-11-10 | 2017-10-26 | Velo3D, Inc. | Printing three-dimensional objects using beam array |
-
2015
- 2015-05-26 JP JP2015106177A patent/JP2016216801A/ja active Pending
-
2016
- 2016-05-16 CN CN201610322259.7A patent/CN106180706B/zh active Active
- 2016-05-16 CN CN202010373527.4A patent/CN111468725A/zh active Pending
- 2016-05-24 US US15/163,287 patent/US10717231B2/en active Active
-
2020
- 2020-03-03 US US16/807,932 patent/US20200198232A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005095849A (ja) * | 2003-02-26 | 2005-04-14 | Seiko Epson Corp | 機能性材料定着方法、機能性材料定着装置、デバイス製造方法、電気光学装置及び電子機器 |
| WO2014107204A2 (en) * | 2012-10-08 | 2014-07-10 | Siemens Aktiengesellschaft | Additive manufacture of turbine component with multiple materials |
| US20140246809A1 (en) * | 2013-03-04 | 2014-09-04 | California Institute Of Technology | Systems and methods implementing additive manufacturing processes that utilize multiple build heads |
| WO2014199134A1 (en) * | 2013-06-10 | 2014-12-18 | Renishaw Plc | Selective laser solidification apparatus and method |
| JP2015096646A (ja) * | 2013-10-11 | 2015-05-21 | セイコーエプソン株式会社 | レーザー焼結用粉末、構造物の製造方法および構造物の製造装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018235062A1 (ja) * | 2017-06-19 | 2018-12-27 | 株式会社エンプラス | 粉末積層造形用粉体 |
| KR20200016348A (ko) * | 2017-07-06 | 2020-02-14 | 휴렛-팩커드 디벨롭먼트 컴퍼니, 엘.피. | 3차원(3d) 프린팅 |
| KR102291691B1 (ko) * | 2017-07-06 | 2021-08-19 | 휴렛-팩커드 디벨롭먼트 컴퍼니, 엘.피. | 3차원(3d) 프린팅 |
| US11872747B2 (en) | 2017-07-06 | 2024-01-16 | Hewlett-Packard Development Company, L.P. | Three-dimensional (3D) printing |
| JP2020023751A (ja) * | 2017-09-19 | 2020-02-13 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 塗布ユニット |
| JP7613053B2 (ja) | 2020-10-30 | 2025-01-15 | セイコーエプソン株式会社 | 三次元造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160347001A1 (en) | 2016-12-01 |
| CN106180706B (zh) | 2021-03-09 |
| EP3098001A1 (en) | 2016-11-30 |
| CN111468725A (zh) | 2020-07-31 |
| CN106180706A (zh) | 2016-12-07 |
| US20200198232A1 (en) | 2020-06-25 |
| US10717231B2 (en) | 2020-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016216801A (ja) | 3次元形成装置および3次元形成方法 | |
| JP6836097B2 (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| CN106965422B (zh) | 三维造型物的制造方法及三维造型物的制造装置 | |
| CN105458253B (zh) | 三维形成装置以及三维形成方法 | |
| US5207371A (en) | Method and apparatus for fabrication of three-dimensional metal articles by weld deposition | |
| EP3181333B1 (en) | Method of manufacturing three-dimensionally formed object | |
| JP2016074956A (ja) | 3次元形成装置および3次元形成方法 | |
| JP2017075362A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| EP3159082B1 (en) | Method of manufacturing three-dimensionally formed object | |
| CN107650381B (zh) | 三维造型物的造型工作台、制造装置以及制造方法 | |
| US11745418B2 (en) | Method of manufacturing three-dimensionally formed object and three-dimensionally formed object manufacturing apparatus | |
| KR101627683B1 (ko) | 중공형상체를 조형가능한 금속 3d프린팅 장치 및 이를 이용하는 3d조형방법 | |
| EP3820674B1 (en) | Production method with molten filaments on a powder bed | |
| JP2015124441A (ja) | 金属粉末焼結体の製造装置及び金属粉末焼結体製造方法 | |
| EP3098001B1 (en) | Three-dimensional forming apparatus and three-dimensional forming method | |
| JP2017075369A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| JP2018001483A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| KR20000054896A (ko) | 금속박판의 전기식 롤러용접을 이용한 3차원 시작품 제작방법 및 장치 | |
| JP6950780B2 (ja) | 三次元造形物の製造方法 | |
| JP2002097532A (ja) | 金属とセラミックスの複合造形体の製造方法および装置 | |
| JP2017075365A (ja) | 層形成用材料、三次元造形物の製造装置及び三次元造形物の製造方法 | |
| CN112658630A (zh) | 一种金属零件的增材制造方法 | |
| JP2021080568A (ja) | 三次元造形物の製造方法 | |
| JP2016216759A (ja) | 3次元成形物および3次元成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180314 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20180906 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190514 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191023 |