JP2016205391A - 真空ポンプの部材の製造方法、真空ポンプの部材、及び真空ポンプ - Google Patents
真空ポンプの部材の製造方法、真空ポンプの部材、及び真空ポンプ Download PDFInfo
- Publication number
- JP2016205391A JP2016205391A JP2016083604A JP2016083604A JP2016205391A JP 2016205391 A JP2016205391 A JP 2016205391A JP 2016083604 A JP2016083604 A JP 2016083604A JP 2016083604 A JP2016083604 A JP 2016083604A JP 2016205391 A JP2016205391 A JP 2016205391A
- Authority
- JP
- Japan
- Prior art keywords
- pump
- vacuum pump
- rotor
- stator
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/24—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass dies
- B23P15/246—Laminated dies
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C25/00—Adaptations of pumps for special use of pumps for elastic fluids
- F04C25/02—Adaptations of pumps for special use of pumps for elastic fluids for producing high vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D19/00—Axial-flow pumps
- F04D19/02—Multi-stage pumps
- F04D19/04—Multi-stage pumps specially adapted to the production of a high vacuum, e.g. molecular pumps
- F04D19/042—Turbomolecular vacuum pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/32—Rotors specially for elastic fluids for axial flow pumps
- F04D29/321—Rotors specially for elastic fluids for axial flow pumps for axial flow compressors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/12—Formation of a green body by photopolymerisation, e.g. stereolithography [SLA] or digital light processing [DLP]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/18—Formation of a green body by mixing binder with metal in filament form, e.g. fused filament fabrication [FFF]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
- C22C1/0416—Aluminium-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
- C22C1/0458—Alloys based on titanium, zirconium or hafnium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/047—Making non-ferrous alloys by powder metallurgy comprising intermetallic compounds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/22—Manufacture essentially without removing material by sintering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
- F05D2230/31—Layer deposition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Non-Positive Displacement Air Blowers (AREA)
- Compressor (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
- Powder Metallurgy (AREA)
Abstract
【解決手段】課題は、真空ポンプ、特にターボ分子ポンプ又はルーツポンプの部材(66,68)の製造の為の方法において、部材(66,68)が、生成的な製造方法によって作られることにより解決される。
【選択図】図1
Description
11 インレットフランジ
12 ポンプアウトレット
14 回転軸
15 ローター軸
16 ローター
18 モーター室
20 駆動モーター
22 モーターステーター
24 中間空間
26 矢印、ガス経路
28 インレット
30 アウトレット
32 チャネル
34 空所部
38 コア
42 コイル
64 ハウジング
66 ローターディスク
68 ステーターディスク
70 スペーサーリング
72 ローターハブ
74,76 ホルベックロータースリーブ
78,80 ホルベックステータースリーブ
82,84,86,87 ホルベック間隙
88 ローラー支承部
90 永久磁石支承部
92 スプラッシュナット
94 吸収性のディスク
96 槽形状のインサート
98 カバー要素
100 ローター側の支承半部
102 ステーター側の支承半部
104,106 磁石リング
108 支承間隙
110,112 キャリア部分
114 支柱
116 カバー要素
118 固定リング
120 バランス要素
122 サポートリング
124 安全用支承部
126 固定スリーブ
128 永久磁石装置
130 カプセル部
132 収容部分
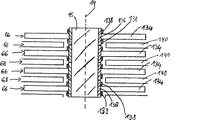
134 羽根
136 担持リング
138 補強リング
140 羽根
Claims (13)
- 真空ポンプ、特にターボ分子ポンプ又はルーツポンプの部材(66,68)の製造の為の方法において、
部材(66,68)が、生成的な製造方法によって作られることを特徴とする方法。 - 生成的な製造方法が、部材(66,68)が、ステレオリトグラフィー、レーザー溶融、レーザー焼結、選択的レーザー焼結、層ラミネート方法、押出成形、熱溶融積層法、ラミネートオブジェクトモデリング、電子放射溶融、または3Dプリンティングの少なくとも一つに従い製造されることを含むことを特徴とする請求項1に記載の方法。
- 部材(66,68)が、部材(66,68)の計算機内部の少なくとも一つのデータモデルに基づいて製造されることを特徴とする請求項1または2に記載の方法。
- 部材(66,68)が、無定形の、または形状中立的な少なくとも一つの材料から、化学的及び/又は物理的なプロセスによって製造されることを特徴とする請求項1から3のいずれか一項に記載の方法。
- 部材(66,68)が、少なくとも二つの部材層から構成されており、これら部材層が、時期的に前後して、及び空間的に少なくとも基本的に重なり合って製造されることを特徴とする請求項1から4のいずれか一項に記載の方法。
- 部材66,68)の少なくとも二つの部材層がラミネートによって合わせられることを特徴とする請求項1から5のいずれか一項に記載の方法。
- 部材(66,68)の製造の為に、少なくとも一つの粉状材料が使用されることを特徴とする請求項1から6のいずれか一項に記載の方法。
- 真空ポンプ、特にターボ分子ポンプ又はルーツポンプの為の部材であって、及び/又は請求項1から7のいずれか一項に記載の方法に従い製造される、または製造可能である部材において、
部材(66,68)が、粉状材料から構成されることを特徴とする部材。 - 粉状材料が、アルミニウム又はチタン又はアルミニウムとチタンの組合せ、特に金属間結合によるアルミニウム・チタン遷移物を含むことを特徴とする請求項8に記載の部材。
- 部材(66,68)が、少なくとも二つの、特にラミネートされた部材層から構成されていることを特徴とする請求項8または9に記載の部材。
- 部材が、ターボ分子ポンプのターボ分子的ポンプ段のローターディスク(66)又はステーターディスク(68)であって、その際、好ましくは、ディスク(66,68)が、ベースボディ(136)、特に担持リングと、該ベースボディ(136)に設けられた複数の羽根(134,140)を有し、そしてベースボディ(136)が、材料、特にアルミニウムから形成されており、そして羽根(134,140)が他の材料、特にチタンから形成されていることを特徴とする請求項8から10のいずれか一項に記載の部材。
- 部材(66,68)がリング形状の部材であることを特徴とする請求項8から11のいずれか一項に記載の部材。
- 請求項8から12のいずれか一項に記載の部材(66,68)を有する真空ポンプ、特にターボ分子ポンプ又はルーツポンプ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15164361.6A EP3085964B1 (de) | 2015-04-21 | 2015-04-21 | Herstellung eines vakuumpumpen-teils mittels eines metallischen, generativen fertigungsverfahrens |
| EP15164361.6 | 2015-04-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016205391A true JP2016205391A (ja) | 2016-12-08 |
Family
ID=52987981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083604A Pending JP2016205391A (ja) | 2015-04-21 | 2016-04-19 | 真空ポンプの部材の製造方法、真空ポンプの部材、及び真空ポンプ |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3085964B1 (ja) |
| JP (1) | JP2016205391A (ja) |
| CN (1) | CN106064291A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110270688A (zh) * | 2019-07-09 | 2019-09-24 | 南京中科煜宸激光技术有限公司 | 钢厂用耐高温耐磨防腐蚀轴承套圈及其复合增材制造方法 |
| WO2023106155A1 (ja) * | 2021-12-07 | 2023-06-15 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ構成部品、及び、真空ポンプの製造方法 |
| WO2023136262A1 (ja) * | 2022-01-13 | 2023-07-20 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ用回転体、及び真空ポンプの製造方法 |
| KR20230119761A (ko) * | 2022-02-08 | 2023-08-16 | (주)엘오티베큠 | 버퍼 챔버를 갖는 터보 분자 펌프 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2568066A (en) * | 2017-11-02 | 2019-05-08 | Edwards Ltd | Stator blade unit for a turbomolecular pump |
| GB2570925B (en) * | 2018-02-12 | 2021-07-07 | Edwards Ltd | Reinforced vacuum system component |
| GB2574648A (en) * | 2018-06-14 | 2019-12-18 | Edwards Ltd | Pump bearing lubricant supply systems |
| CN110005639B (zh) * | 2019-05-16 | 2024-08-16 | 江苏博联硕焊接技术有限公司 | 一种复合型涡轮分子泵转子及其制备方法 |
| EP3683447B1 (de) * | 2019-12-19 | 2021-11-24 | Pfeiffer Vacuum GmbH | Vakuumpumpe |
| EP3693610B1 (de) * | 2020-01-27 | 2021-12-22 | Pfeiffer Vacuum Technology AG | Molekularvakuumpumpe |
| GB2596275A (en) * | 2020-05-20 | 2021-12-29 | Edwards Ltd | Cooling element |
| CN111659884A (zh) * | 2020-07-09 | 2020-09-15 | 哈尔滨坤程科技有限公司 | 一种金属3d打印机 |
| EP3786457B1 (de) * | 2020-09-09 | 2022-09-07 | Pfeiffer Vacuum Technology AG | Rotoranordnung für eine vakuumpumpe, vakuumpumpe und verfahren zum herstellen einer solchen |
| FR3137726B1 (fr) * | 2022-07-07 | 2024-06-21 | Pfeiffer Vacuum | Pompe à vide turbomoléculaire et procédés de fabrication d’un rotor |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6361799A (ja) * | 1986-09-02 | 1988-03-17 | Nippon Soken Inc | タ−ボ分子ポンプ |
| JP2005291135A (ja) * | 2004-04-01 | 2005-10-20 | Kyocera Corp | 多段容積式真空ポンプ及びその製造方法 |
| WO2013151015A1 (ja) * | 2012-04-04 | 2013-10-10 | 株式会社島津製作所 | 真空ポンプ |
| JP2014111939A (ja) * | 2012-12-04 | 2014-06-19 | Pfeiffer Vacuum Gmbh | 真空ポンプ |
| JP2014214745A (ja) * | 2013-04-22 | 2014-11-17 | プファイファー・ヴァキューム・ゲーエムベーハー | ホルベックポンプ段用のステータ要素、ホルベックポンプ段を有する真空ポンプ、及び、ホルベックポンプ段用のステータ要素を製造するための方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5946394A (ja) * | 1983-07-13 | 1984-03-15 | Hitachi Ltd | タ−ボ分子ポンプ |
| JPS6163385A (ja) * | 1984-09-05 | 1986-04-01 | Hitachi Ltd | タ−ボ分子ポンプのロ−タの製作方法 |
| JPH04370394A (ja) * | 1991-06-19 | 1992-12-22 | Seiko Seiki Co Ltd | 真空ポンプ |
| DE10039006A1 (de) * | 2000-08-10 | 2002-02-21 | Leybold Vakuum Gmbh | Zweiwellenvakuumpumpe |
| DE10053663A1 (de) * | 2000-10-28 | 2002-05-08 | Leybold Vakuum Gmbh | Mechanische kinetische Vakuumpumpe mit Rotor und Welle |
| DE10053664A1 (de) * | 2000-10-28 | 2002-05-08 | Leybold Vakuum Gmbh | Mechanische kinetische Vakuumpumpe |
| JP4395052B2 (ja) * | 2004-11-10 | 2010-01-06 | 太陽誘電株式会社 | 駆動装置 |
| GB0511877D0 (en) * | 2005-06-10 | 2005-07-20 | Boc Group Plc | Vacuum pump |
| EP2772329A1 (en) * | 2013-02-28 | 2014-09-03 | Alstom Technology Ltd | Method for manufacturing a hybrid component |
-
2015
- 2015-04-21 EP EP15164361.6A patent/EP3085964B1/de active Active
-
2016
- 2016-04-19 JP JP2016083604A patent/JP2016205391A/ja active Pending
- 2016-04-19 CN CN201610243828.9A patent/CN106064291A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6361799A (ja) * | 1986-09-02 | 1988-03-17 | Nippon Soken Inc | タ−ボ分子ポンプ |
| JP2005291135A (ja) * | 2004-04-01 | 2005-10-20 | Kyocera Corp | 多段容積式真空ポンプ及びその製造方法 |
| WO2013151015A1 (ja) * | 2012-04-04 | 2013-10-10 | 株式会社島津製作所 | 真空ポンプ |
| JP2014111939A (ja) * | 2012-12-04 | 2014-06-19 | Pfeiffer Vacuum Gmbh | 真空ポンプ |
| JP2014214745A (ja) * | 2013-04-22 | 2014-11-17 | プファイファー・ヴァキューム・ゲーエムベーハー | ホルベックポンプ段用のステータ要素、ホルベックポンプ段を有する真空ポンプ、及び、ホルベックポンプ段用のステータ要素を製造するための方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110270688A (zh) * | 2019-07-09 | 2019-09-24 | 南京中科煜宸激光技术有限公司 | 钢厂用耐高温耐磨防腐蚀轴承套圈及其复合增材制造方法 |
| WO2023106155A1 (ja) * | 2021-12-07 | 2023-06-15 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ構成部品、及び、真空ポンプの製造方法 |
| JP2023084457A (ja) * | 2021-12-07 | 2023-06-19 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ構成部品、及び、真空ポンプの製造方法 |
| WO2023136262A1 (ja) * | 2022-01-13 | 2023-07-20 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ用回転体、及び真空ポンプの製造方法 |
| JP2023102884A (ja) * | 2022-01-13 | 2023-07-26 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ用回転体、及び真空ポンプの製造方法 |
| JP7390408B2 (ja) | 2022-01-13 | 2023-12-01 | エドワーズ株式会社 | 真空ポンプ、真空ポンプ用回転体、及び真空ポンプの製造方法 |
| KR20230119761A (ko) * | 2022-02-08 | 2023-08-16 | (주)엘오티베큠 | 버퍼 챔버를 갖는 터보 분자 펌프 |
| KR102669881B1 (ko) * | 2022-02-08 | 2024-05-28 | (주)엘오티베큠 | 버퍼 챔버를 갖는 터보 분자 펌프 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3085964B1 (de) | 2019-12-11 |
| CN106064291A (zh) | 2016-11-02 |
| EP3085964A1 (de) | 2016-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016205391A (ja) | 真空ポンプの部材の製造方法、真空ポンプの部材、及び真空ポンプ | |
| JP6850607B2 (ja) | ターボ機械構成部品を製造するための方法 | |
| JP6154787B2 (ja) | 真空ポンプ | |
| US9868155B2 (en) | Monolithic shrouded impeller | |
| CN107443010B (zh) | 制造回转机器的部件的方法和利用所述方法制造的部件 | |
| JP2015025453A (ja) | 真空ポンプ | |
| US20140097711A1 (en) | One piece rotor hub/shaft for an electric machine and method | |
| JP2006226527A (ja) | 動圧空気軸受装置 | |
| US10946487B2 (en) | Method for producing a turbomachine impeller | |
| US20150196971A1 (en) | Method for the Regenerative Production of a Turbine Wheel with a Shroud | |
| CN101473144B (zh) | 用于旋转机械的减振转子组件 | |
| JP4846230B2 (ja) | ベアリングレス電磁回転装置 | |
| CN107147226A (zh) | 转子、电机及相关方法 | |
| JP6017278B2 (ja) | 真空ポンプ用の高速回転ロータ | |
| WO2014184368A1 (en) | Impeller with backswept circular pipes | |
| JP2016114059A (ja) | 真空ポンプの為のローター装置及びその製造方法 | |
| CN110214221A (zh) | 定子-盖单元的生坯 | |
| CN105992879A (zh) | 流体动压轴承装置以及具备该流体动压轴承装置的电动机 | |
| CN103939368B (zh) | 真空泵 | |
| CN102335755A (zh) | 大规格精密直驱主轴结构 | |
| US11139704B2 (en) | Salient pole rotor with magnetic pole portions, concave portions and cylindrical cover portion with fiber filament | |
| JP6253700B2 (ja) | 真空ポンプのローター装置 | |
| JP2021515157A (ja) | 真空ポンプ | |
| JP6166296B2 (ja) | ステータディスク | |
| JP6370416B2 (ja) | 真空ポンプ、永久磁石支承部、モノリス式の永久磁石、及びモノリス式の永久磁石の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170830 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180530 |