JP2016129987A - スロッタヘッド、スロッタ装置、製函機 - Google Patents
スロッタヘッド、スロッタ装置、製函機 Download PDFInfo
- Publication number
- JP2016129987A JP2016129987A JP2015005330A JP2015005330A JP2016129987A JP 2016129987 A JP2016129987 A JP 2016129987A JP 2015005330 A JP2015005330 A JP 2015005330A JP 2015005330 A JP2015005330 A JP 2015005330A JP 2016129987 A JP2016129987 A JP 2016129987A
- Authority
- JP
- Japan
- Prior art keywords
- slotter
- movable block
- support shaft
- head
- slotter head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/20—Cutting sheets or blanks
- B31B50/22—Notching; Trimming edges of flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/26—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut
- B26D1/28—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting
- B26D1/285—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/26—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut
- B26D1/28—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting
- B26D1/29—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting with cutting member mounted in the plane of a rotating disc, e.g. for slicing beans
- B26D1/295—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting with cutting member mounted in the plane of a rotating disc, e.g. for slicing beans for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2614—Means for mounting the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/146—Cutting, e.g. perforating, punching, slitting or trimming using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/252—Surface scoring using presses or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/262—Folding sheets, blanks or webs involving folding, leading, or trailing flaps of blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
- B31B50/624—Applying glue on blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/82—Forming or attaching windows
- B31B50/83—Cutting window openings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/88—Printing; Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0033—Cutting members therefor assembled from multiple blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0093—Cutting members therefor circular cutting discs with a radiussed blunt cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D2007/2685—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member flexible mounting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0022—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed made from tubular webs or blanks, including by tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/142—Cutting, e.g. perforating, punching, slitting or trimming using presses or dies
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Abstract
Description
図1は、第1実施形態の製函機を表す概略構成図である。
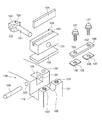
図14は、第2実施形態のスロッタヘッドを表す平面図、図15は、スロッタヘッドを表す正面図、図16は、スロッタヘッドを表す側面図である。なお、上述した実施形態と同様の機能を有する部材には、同一の符号を付して詳細な説明は省略する。
21 印刷部
31 排紙部
34 スリッタヘッド
35 第1スロッタヘッド(上スロッタヘッド)
35A 第1スロッタヘッド(溝きり加工用上スロッタヘッド)
35B 第1スロッタヘッド(接合片加工用上スロッタヘッド)
36 第2スロッタヘッド(上スロッタヘッド)
36A 第2スロッタヘッド(溝きり加工用上スロッタヘッド)
36B 第2スロッタヘッド(接合片加工用上スロッタヘッド)
39,40 下刃(下スロッタヘッド)
41 ダイカット部
51 フォルディング部
61 カウンタエゼクタ部
70 スロッタ装置
71,72,73,74 ロール軸
75,76,77,78 スロッタ軸(回転軸)
79 スリッタナイフ
80,81,82,83 スロッタナイフ
101 刃物台
102,201 リンク部材
103,202 可動ブロック
104 第1切刃
105 第2切刃
106,203 第1支持軸
107,204 第2支持軸
108 ラバー(付勢部材)
109 規制プレート(規制部材)
116 刃物取付台
120,125,127,211,213,215 支持孔
122 切欠ガイド
130 ラバー
141 凹部
205 規制ブロック(規制部材)
218 第3支持軸
219 長孔ガイド
B 段ボール箱(箱体)
D 搬送方向
L ストローク
O1,O11 第1軸心
O2,O12 第2軸心
S 段ボールシート(シート)
R1,R2 回動方向
θ 傾斜角度
Claims (11)
- 円板形状をなして回転自在に支持される刃物台と、
前記刃物台の外周部に装着される可動ブロックと、
前記可動ブロックに前記刃物台の回転軸心方向に沿うと共に周方向に所定角度だけ傾斜した方向に沿って固定される第1切刃と、
前記可動ブロックを前記刃物台に前記刃物台の回転軸心方向に沿う第1軸心を中心として回動自在に支持する第1支持軸と、
前記可動ブロックを前記刃物台に前記刃物台の周方向に沿う第2軸心を中心として回動自在に支持する第2支持軸と、
を有することを特徴とするスロッタヘッド。 - 前記刃物台に対して前記可動ブロックを外方へ付勢する付勢部材と、前記刃物台に対して前記第1支持軸による前記可動ブロックの外方への回動量を規制する規制部材とが設けられることを特徴とする請求項1に記載のスロッタヘッド。
- 前記第2支持軸を有するリンク部材が前記第1支持軸により前記刃物台に回動自在に支持され、前記可動ブロックは、前記第2支持軸により前記リンク部材に回動自在に支持されることを特徴とする請求項2に記載のスロッタヘッド。
- 前記刃物台と前記可動ブロックとの間に前記付勢部材が配置され、前記第2支持軸は、前記可動ブロックの支持孔に嵌合すると共に先端部が突出し、前記規制部材により外方への移動が規制されることを特徴とする請求項3に記載のスロッタヘッド。
- 前記第2支持軸は、先端部が前記刃物台の外周部に前記刃物台の径方向に沿って設けられた切欠ガイドに移動自在に支持されることを特徴とする請求項4に記載のスロッタヘッド。
- リンク部材が前記第2支持軸により前記刃物台に回動自在に支持され、前記可動ブロックは、前記第1支持軸により前記リンク部材に回動自在に支持されることを特徴とする請求項2に記載のスロッタヘッド。
- 前記刃物台と前記可動ブロックとの間に前記付勢部材が配置され、前記可動ブロックに前記刃物台の周方向に向けて突出する第3支持軸が固定され、前記第3支持軸が前記規制部材に前記刃物台の径方向に沿って設けられた長孔ガイドに移動自在に嵌合支持されることで、前記可動ブロックの外方への移動が規制されることを特徴とする請求項6に記載のスロッタヘッド。
- 前記第1軸心は、前記第1切刃に平行をなす方向に位置し、前記第2軸心は、前記第1切刃に直交する方向に位置することを特徴とする請求項1から請求項7のいずれか一項に記載のスロッタヘッド。
- 前記刃物台に前記可動ブロックに対して前記刃物台の回転軸心方向に隣接して前記刃物台の周方向に沿う第2切刃が固定され、前記第2切刃は、一方の平面部に凹部が設けられ、前記第1切刃は、一端部が前記凹部に配置されることを特徴とする請求項1から請求項8のいずれか一項に記載のスロッタヘッド。
- 回転自在に支持される上回転軸及び下回転軸と、
前記上回転軸及び前記下回転軸にそれぞれ固定されてシートの端部を切断する上スリッタヘッド及び下スリッタヘッドと、
前記上回転軸及び前記下回転軸にそれぞれ固定されてシートの溝切り加工を行う溝切り加工用の上スロッタヘッド及び下スロッタヘッドと、
前記上回転軸及び前記下回転軸にそれぞれ固定されてシートの接合片を加工する接合片加工用の上スロッタヘッド及び下スロッタヘッドと、
を有し、
前記接合片加工用の上スロッタヘッドとして請求項1から請求項9のいずれか一項のスロッタヘッドが適用される、
ことを特徴とするスロッタ装置。 - シートを供給する給紙部と、
前記シートに対して印刷を行う印刷部と、
前記シートに対して表面に罫線加工を行うと共に溝切り加工を行う請求項10のスロッタ装置を有する排紙部と、
前記シートを折り畳んで端部を接合することで箱体を形成するフォルディング部と、
前記箱体を計数しながら積み上げた後に所定数ごとに排出するカウンタエゼクタ部と、
を有することを特徴とする製函機。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015005330A JP6228942B2 (ja) | 2015-01-14 | 2015-01-14 | スロッタヘッド、スロッタ装置、製函機 |
| CN201580073066.6A CN107107515B (zh) | 2015-01-14 | 2015-11-24 | 开槽头、开槽装置、制盒机 |
| KR1020177019185A KR101958588B1 (ko) | 2015-01-14 | 2015-11-24 | 슬로터 헤드, 슬로터 장치, 제함기 |
| US15/543,569 US20180001587A1 (en) | 2015-01-14 | 2015-11-24 | Slotter head, slotter apparatus, and box making machine |
| PCT/JP2015/082912 WO2016114008A1 (ja) | 2015-01-14 | 2015-11-24 | スロッタヘッド、スロッタ装置、製函機 |
| EP15877960.3A EP3231594B1 (en) | 2015-01-14 | 2015-11-24 | Slotter head, slotter apparatus, and carton manufacturing machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015005330A JP6228942B2 (ja) | 2015-01-14 | 2015-01-14 | スロッタヘッド、スロッタ装置、製函機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016129987A true JP2016129987A (ja) | 2016-07-21 |
| JP6228942B2 JP6228942B2 (ja) | 2017-11-08 |
Family
ID=56405565
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015005330A Active JP6228942B2 (ja) | 2015-01-14 | 2015-01-14 | スロッタヘッド、スロッタ装置、製函機 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20180001587A1 (ja) |
| EP (1) | EP3231594B1 (ja) |
| JP (1) | JP6228942B2 (ja) |
| KR (1) | KR101958588B1 (ja) |
| CN (1) | CN107107515B (ja) |
| WO (1) | WO2016114008A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018088108A1 (ja) * | 2016-11-08 | 2018-05-17 | 三菱重工機械システム株式会社 | シート折り畳み装置及び方法並びに製函機 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2731337C2 (ru) | 2011-11-10 | 2020-09-01 | ПЭКСАЙЗ, ЭлЭлСи | Обрабатывающая машина |
| US10093438B2 (en) | 2014-12-29 | 2018-10-09 | Packsize Llc | Converting machine |
| US10850469B2 (en) | 2016-06-16 | 2020-12-01 | Packsize Llc | Box forming machine |
| JP7043426B2 (ja) | 2016-06-16 | 2022-03-29 | パックサイズ・リミテッド・ライアビリティ・カンパニー | 箱テンプレート製造システムおよび方法 |
| US11242214B2 (en) | 2017-01-18 | 2022-02-08 | Packsize Llc | Converting machine with fold sensing mechanism |
| SE541921C2 (en) | 2017-03-06 | 2020-01-07 | Packsize Llc | A box erecting method and system |
| SE540672C2 (en) | 2017-06-08 | 2018-10-09 | Packsize Llc | Tool head positioning mechanism for a converting machine, and method for positioning a plurality of tool heads in a converting machine |
| WO2019116580A1 (ja) * | 2017-12-15 | 2019-06-20 | 三菱重工機械システム株式会社 | 段ボール箱の分割装置及び段ボール箱の製造装置 |
| WO2019116578A1 (ja) * | 2017-12-15 | 2019-06-20 | 三菱重工機械システム株式会社 | 段ボール箱の分割装置及び段ボール箱の製造装置 |
| CN111465490B (zh) | 2017-12-15 | 2022-06-10 | 三菱重工机械系统株式会社 | 瓦楞纸箱的分割装置及瓦楞纸箱的制造装置 |
| US11173685B2 (en) | 2017-12-18 | 2021-11-16 | Packsize Llc | Method for erecting boxes |
| BE1026183B1 (nl) * | 2018-04-05 | 2019-11-04 | Avercon BVBA | Verende messen |
| US11305903B2 (en) | 2018-04-05 | 2022-04-19 | Avercon BVBA | Box template folding process and mechanisms |
| US11247427B2 (en) | 2018-04-05 | 2022-02-15 | Avercon BVBA | Packaging machine infeed, separation, and creasing mechanisms |
| DE112019003075T5 (de) | 2018-06-21 | 2021-03-25 | Packsize Llc | Verpackungsvorrichtung und systeme |
| SE543046C2 (en) | 2018-09-05 | 2020-09-29 | Packsize Llc | A box erecting method and system |
| DE112020000348T5 (de) | 2019-01-07 | 2021-09-16 | Packsize Llc | Kartonaufrichtungsmaschine |
| BE1027618B1 (nl) | 2019-10-04 | 2021-05-03 | Avercon BVBA | Verende messen |
| BE1027638B1 (nl) * | 2019-10-09 | 2021-05-11 | Avercon BVBA | Verpakkingsmachine toevoer-, scheiding-, en vouwmechanismes |
| CN116214998A (zh) * | 2023-03-27 | 2023-06-06 | 佛山市南嘉包装科技股份有限公司 | 压痕折板设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5816843Y2 (ja) * | 1978-07-04 | 1983-04-05 | 株式会社丸松製作所 | ロ−タリ−スロツタ−マシンに係わるフラツト部の切落し装置 |
| US4725261A (en) * | 1986-12-19 | 1988-02-16 | The Ward Machinery Company | Cutting carton blanks and cutters therefor |
| JP2000313073A (ja) * | 1999-04-30 | 2000-11-14 | Banrin Hamono Kk | 段ボールシート製函機のシート角切り機構 |
| WO2010001838A1 (ja) * | 2008-07-01 | 2010-01-07 | 三菱重工業株式会社 | 段ボールシートの製函方法及び装置 |
| JP2011245600A (ja) * | 2010-05-28 | 2011-12-08 | Isowa Corp | 溝切り刃物、および、その溝切り刃物を備えたスロッタ |
| JP2013169687A (ja) * | 2012-02-20 | 2013-09-02 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | スロッタ装置及びシートの溝切り加工方法と製函機 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4003300A (en) * | 1974-09-11 | 1977-01-18 | Molins Machine Company, Inc. | Apparatus having dual slotter shafts |
| US4004479A (en) * | 1975-02-05 | 1977-01-25 | Bodnar Ernest R | Scrap chopper |
| JPS5418503U (ja) | 1977-07-08 | 1979-02-06 | ||
| US4245534A (en) * | 1979-08-02 | 1981-01-20 | Van Mark Products Corporation | Slitter for sheet metal or the like |
| JPS5816843U (ja) | 1981-07-25 | 1983-02-02 | 光武 量 | 風力・水力利用の温水装置 |
| DE3302038A1 (de) * | 1983-01-22 | 1984-07-26 | Winkler & Dünnebier, Maschinenfabrik und Eisengießerei GmbH & Co KG, 5450 Neuwied | Rotierende schneidvorrichtung zur herstellung von fensterausschnitten in briefhuellen und kartonagen |
| US5297462A (en) * | 1991-10-25 | 1994-03-29 | The Lawrence Paper Company | Slotter wheel mechanism having dynamically retractable slotter blades |
| DE4211187A1 (de) * | 1992-04-03 | 1993-10-07 | Goebel Gmbh Maschf | Zylinder zum Bearbeiten |
| US5429025A (en) * | 1993-10-26 | 1995-07-04 | Billhoefer Maschinenfabrik Gmbh | Severing apparatus for sheet-laminating machines |
| USRE38033E1 (en) * | 1993-12-22 | 2003-03-18 | Best Cutting Die Company | Panel cutting apparatus |
| US5813305A (en) * | 1995-01-06 | 1998-09-29 | Intermec Corporation | Strip cutter for adhesive-backed media |
| JP5517399B2 (ja) * | 2007-05-28 | 2014-06-11 | 三菱重工印刷紙工機械株式会社 | 段ボールシートの罫線形成装置及び段ボールシート用製函機 |
| JP5773908B2 (ja) * | 2012-02-20 | 2015-09-02 | 三菱重工印刷紙工機械株式会社 | シート折り畳み装置および製函機 |
| CN103252920B (zh) * | 2013-01-22 | 2015-06-17 | 曹臣明 | 具有成型折入功能的可编程气缸驱动纸盒机 |
| CN203228437U (zh) * | 2013-04-19 | 2013-10-09 | 李定国 | 自动盒子成型折入机 |
-
2015
- 2015-01-14 JP JP2015005330A patent/JP6228942B2/ja active Active
- 2015-11-24 WO PCT/JP2015/082912 patent/WO2016114008A1/ja active Application Filing
- 2015-11-24 US US15/543,569 patent/US20180001587A1/en not_active Abandoned
- 2015-11-24 CN CN201580073066.6A patent/CN107107515B/zh active Active
- 2015-11-24 KR KR1020177019185A patent/KR101958588B1/ko active IP Right Grant
- 2015-11-24 EP EP15877960.3A patent/EP3231594B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5816843Y2 (ja) * | 1978-07-04 | 1983-04-05 | 株式会社丸松製作所 | ロ−タリ−スロツタ−マシンに係わるフラツト部の切落し装置 |
| US4725261A (en) * | 1986-12-19 | 1988-02-16 | The Ward Machinery Company | Cutting carton blanks and cutters therefor |
| JP2000313073A (ja) * | 1999-04-30 | 2000-11-14 | Banrin Hamono Kk | 段ボールシート製函機のシート角切り機構 |
| WO2010001838A1 (ja) * | 2008-07-01 | 2010-01-07 | 三菱重工業株式会社 | 段ボールシートの製函方法及び装置 |
| JP2011245600A (ja) * | 2010-05-28 | 2011-12-08 | Isowa Corp | 溝切り刃物、および、その溝切り刃物を備えたスロッタ |
| JP2013169687A (ja) * | 2012-02-20 | 2013-09-02 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | スロッタ装置及びシートの溝切り加工方法と製函機 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018088108A1 (ja) * | 2016-11-08 | 2018-05-17 | 三菱重工機械システム株式会社 | シート折り畳み装置及び方法並びに製函機 |
| US11338535B2 (en) | 2016-11-08 | 2022-05-24 | Mitsubishi Heavy Industries Machinery Systems, Ltd. | Sheet folding device and method, and box-making machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3231594A1 (en) | 2017-10-18 |
| CN107107515B (zh) | 2019-03-01 |
| US20180001587A1 (en) | 2018-01-04 |
| EP3231594B1 (en) | 2019-08-14 |
| EP3231594A4 (en) | 2018-03-14 |
| KR20170094372A (ko) | 2017-08-17 |
| CN107107515A (zh) | 2017-08-29 |
| KR101958588B1 (ko) | 2019-03-14 |
| JP6228942B2 (ja) | 2017-11-08 |
| WO2016114008A1 (ja) | 2016-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6228942B2 (ja) | スロッタヘッド、スロッタ装置、製函機 | |
| JP5773908B2 (ja) | シート折り畳み装置および製函機 | |
| US10800061B2 (en) | Slotter device, sheet slicing method, and carton former | |
| JP6877120B2 (ja) | シート折り畳み装置及び製函機 | |
| KR102133175B1 (ko) | 슬로터 장치 및 슬로터의 위치 결정 방법, 제함기, 골판지 시트 | |
| JP7466320B2 (ja) | スロッタヘッドおよびスロッタ装置並びに製函機 | |
| WO2013125349A1 (ja) | スロッタ装置及びシートの溝切り加工方法と製函機 | |
| JP6873260B2 (ja) | シート折り畳み装置及び製函機 | |
| WO2018088112A1 (ja) | 送りロール移動装置、ナイフシリンダ、ロータリダイカッタ並びに製函機 | |
| US11338535B2 (en) | Sheet folding device and method, and box-making machine | |
| JP7449719B2 (ja) | スリッタ装置、スリッタヘッドの位置決め方法および製函機 | |
| WO2018198467A1 (ja) | 切断加工用刃物及びスロッタ装置並びに製函機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20170217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170919 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6228942 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |