JP2016128190A - ホットワイヤレーザクラッディング法及びそれに用いる材料 - Google Patents
ホットワイヤレーザクラッディング法及びそれに用いる材料 Download PDFInfo
- Publication number
- JP2016128190A JP2016128190A JP2016002355A JP2016002355A JP2016128190A JP 2016128190 A JP2016128190 A JP 2016128190A JP 2016002355 A JP2016002355 A JP 2016002355A JP 2016002355 A JP2016002355 A JP 2016002355A JP 2016128190 A JP2016128190 A JP 2016128190A
- Authority
- JP
- Japan
- Prior art keywords
- range
- weight
- cladding
- workpiece
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/123—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in an atmosphere of particular gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/354—Working by laser beam, e.g. welding, cutting or boring for surface treatment by melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
- Arc Welding In General (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
Description

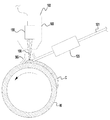
101 ワイヤ
110 ワイヤ送給装置
115 ワイヤ源
120 電源
125 コンタクトチップ
130 コントローラ
140 シールドガス源
155 レーザー
156 レーザービーム
160 トーチアセンブリ
165 ノズル
W ワークピース
Claims (20)
- 53〜59重量%の範囲のニッケルと、
20.5〜22重量%の範囲のクロムと、
12.5〜14.5重量%の範囲のモリブデンと、
0.05〜0.3重量%の範囲のアルミニウムと、
を含むクラッディング材料。 - 前記材料はソリッドワイヤ材料である、請求項1に記載の材料。
- 前記材料はレーザクラッディング材料である、請求項1に記載の材料。
- 前記アルミニウムは0.1〜0.3重量%の範囲である、請求項1に記載の材料。
- 前記アルミニウムは0.15〜0.3重量%の範囲である、請求項1に記載の材料。
- 0.03〜0.2重量%の範囲のチタンをさらに含む、請求項1に記載の材料。
- 0.03〜0.1重量%の範囲のチタンをさらに含む、請求項1に記載の材料。
- チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つをさらに含む、請求項1に記載の材料。
- チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つをさらに含み、該チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つと前記アルミニウムとの合計が0.2〜0.5重量%の範囲である、請求項1に記載の材料。
- チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つをさらに含み、該チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つと前記アルミニウムとの合計が0.25〜0.4重量%の範囲である、請求項1に記載の材料。
- チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つをさらに含み、該チタン、ケイ素、マンガン及びジルコニウムのうちの少なくとも1つと前記アルミニウムとの合計が0.28〜0.35重量%の範囲である、請求項1に記載の材料。
- レーザクラッディング材料であって、
0.009〜0.012重量%の範囲の炭素と、
0.12〜0.16重量%の範囲のマンガンと、
4.2〜4.8重量%の範囲の鉄と、
0.003〜0.004重量%の範囲のリンと、
0.005〜0.015重量%の範囲のケイ素と、
0.0015〜0.0025重量%の範囲の銅と、
53〜59重量%の範囲のニッケルと、
0.06〜0.065重量%の範囲のコバルトと、
20.5〜22重量%の範囲のクロムと、
12.5〜14.5重量%の範囲のモリブデンと、
0.022〜0.025重量%の範囲のバナジウムと、
3〜3.5重量%の範囲のタングステンと、
0.1〜0.3重量%の範囲のアルミニウムと、
0.015〜0.2重量%の範囲のチタンと、
0.0005〜0.002重量%の範囲のジルコニウムと、
を含み、
当該材料はソリッド材料である、レーザクラッディング材料。 - レーザクラッディングの方法であって、
材料をワークピースに提供するステップであって、該材料は、53〜59重量%の範囲のニッケルと、20.5〜22重量%の範囲のクロムと、12.5〜14.5重量%の範囲のモリブデンと、0.05〜0.3重量%のアルミニウムとを含む、ステップと、
前記ワークピースを加熱するために前記ワークピースにレーザービームを向けるステップと、
前記ワークピースの表面にクラッディング層を堆積するために前記ワークピース及び前記材料のうちの少なくとも1つを加熱するステップと、
少なくとも32mm/秒の移動速度で前記ワークピースに前記材料を堆積するステップと、
前記材料を堆積するステップの間にシールドガスを提供するステップと、
を含み、
前記ワークピースは湾曲面を有する、方法。 - 前記ワークピースは外径が3インチ以下のパイプである、請求項13に記載の方法。
- 前記シールドガスは10〜25CFHの範囲の流量で提供される、請求項13に記載の方法。
- 前記シールドガスは15〜20CFHの範囲の流量で提供される、請求項13に記載の方法。
- 前記移動速度は少なくとも33.5mm/秒である、請求項13に記載の方法。
- 前記移動速度は少なくとも35mm/秒である、請求項13に記載の方法。
- 前記移動速度は少なくとも38mm/秒である、請求項13に記載の方法。
- 前記移動速度は少なくとも44mm/秒である、請求項13に記載の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562101511P | 2015-01-09 | 2015-01-09 | |
| US62/101,511 | 2015-01-09 | ||
| US14/969,457 | 2015-12-15 | ||
| US14/969,457 US20160199939A1 (en) | 2015-01-09 | 2015-12-15 | Hot wire laser cladding process and consumables used for the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016128190A true JP2016128190A (ja) | 2016-07-14 |
| JP2016128190A5 JP2016128190A5 (ja) | 2019-02-14 |
Family
ID=56233891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016002355A Pending JP2016128190A (ja) | 2015-01-09 | 2016-01-08 | ホットワイヤレーザクラッディング法及びそれに用いる材料 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160199939A1 (ja) |
| JP (1) | JP2016128190A (ja) |
| KR (1) | KR20160086281A (ja) |
| CN (1) | CN105772982A (ja) |
| DE (1) | DE102016000138A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020179388A1 (ja) * | 2019-03-04 | 2020-09-10 | 日立金属株式会社 | 積層造形用Ni基耐食合金粉末、この粉末を用いた積層造形品の製造方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015202594A (ja) * | 2014-04-11 | 2015-11-16 | セイコーエプソン株式会社 | 造形装置、造形方法 |
| US10675699B2 (en) | 2015-12-10 | 2020-06-09 | Illinois Tool Works Inc. | Systems, methods, and apparatus to preheat welding wire |
| US10766092B2 (en) | 2017-04-18 | 2020-09-08 | Illinois Tool Works Inc. | Systems, methods, and apparatus to provide preheat voltage feedback loss protection |
| US10870164B2 (en) | 2017-05-16 | 2020-12-22 | Illinois Tool Works Inc. | Systems, methods, and apparatus to preheat welding wire |
| US11524354B2 (en) | 2017-06-09 | 2022-12-13 | Illinois Tool Works Inc. | Systems, methods, and apparatus to control weld current in a preheating system |
| CN111315524A (zh) | 2017-06-09 | 2020-06-19 | 伊利诺斯工具制品有限公司 | 具有两个触头和用于将电流传导至触头的多个液冷组件的焊接炬 |
| CA3066677C (en) | 2017-06-09 | 2023-04-04 | Illinois Tool Works Inc. | Welding assembly for a welding torch, with two contact tips and a cooling body to cool and conduct current |
| EP3634684B1 (en) | 2017-06-09 | 2022-10-05 | Illinois Tool Works Inc. | Welding torch with a first contact tip to preheat welding wire and a second contact tip |
| EP3634682B1 (en) | 2017-06-09 | 2023-08-23 | Illinois Tool Works, Inc. | Contact tip with screw threads with longitudinal slots for gas flow, and a head to enable unthreading ; welding torch with such contact tip |
| US11020813B2 (en) | 2017-09-13 | 2021-06-01 | Illinois Tool Works Inc. | Systems, methods, and apparatus to reduce cast in a welding wire |
| EP3843933A1 (en) | 2018-08-31 | 2021-07-07 | Illinois Tool Works, Inc. | Submerged arc welding systems and submerged arc welding torches to resistively preheat electrode wire |
| US11014185B2 (en) | 2018-09-27 | 2021-05-25 | Illinois Tool Works Inc. | Systems, methods, and apparatus for control of wire preheating in welding-type systems |
| EP3898055A2 (en) | 2018-12-19 | 2021-10-27 | Illinois Tool Works, Inc. | Contact tip, wire preheating assembly, contact tip assembly and consumable electrode-fed welding type system |
| US12103121B2 (en) | 2019-04-30 | 2024-10-01 | Illinois Tool Works Inc. | Methods and apparatus to control welding power and preheating power |
| CN110129793B (zh) * | 2019-06-10 | 2021-09-07 | 陕西天元智能再制造股份有限公司 | 一种丝材激光熔覆装置 |
| US11772182B2 (en) | 2019-12-20 | 2023-10-03 | Illinois Tool Works Inc. | Systems and methods for gas control during welding wire pretreatments |
| CN113118579A (zh) * | 2021-03-10 | 2021-07-16 | 复旦大学 | 在金属板材表面进行Fe-Cr-Al合金焊材焊接工艺 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3716691A (en) * | 1971-04-27 | 1973-02-13 | Allegheny Ludlum Ind Inc | Shielded arc welding with austenitic stainless steel |
| BE790406A (ja) * | 1971-11-03 | 1973-02-15 | Teledyne Inc | |
| US4639576A (en) * | 1985-03-22 | 1987-01-27 | Inco Alloys International, Inc. | Welding electrode |
| US4750954A (en) * | 1986-09-12 | 1988-06-14 | Inco Alloys International, Inc. | High temperature nickel base alloy with improved stability |
| CA2303732C (en) * | 1999-04-09 | 2010-05-25 | Daido Tokushuko Kabushiki Kaisha | Multi-layered anti-coking heat resisting metal tube and the method for manufacturing thereof |
| CA2348145C (en) * | 2001-05-22 | 2005-04-12 | Surface Engineered Products Corporation | Protective system for high temperature metal alloys |
| US6513728B1 (en) * | 2000-11-13 | 2003-02-04 | Concept Alloys, L.L.C. | Thermal spray apparatus and method having a wire electrode with core of multiplex composite powder its method of manufacture and use |
| US6685882B2 (en) * | 2001-01-11 | 2004-02-03 | Chrysalis Technologies Incorporated | Iron-cobalt-vanadium alloy |
| US20030116234A1 (en) * | 2001-12-21 | 2003-06-26 | Santella Michael L. | Consumable welding filler metal for cladding alloys |
| US6750430B2 (en) * | 2002-10-25 | 2004-06-15 | General Electric Company | Nickel-base powder-cored article, and methods for its preparation and use |
| WO2006060434A2 (en) * | 2004-11-30 | 2006-06-08 | Deloro Stellite Holdings Corporation | Weldable, crack-resistant co-based alloy |
| US7807948B2 (en) * | 2005-05-16 | 2010-10-05 | Lincoln Global, Inc. | Cored welding electrode and method of manufacturing the same |
| US20080274006A1 (en) * | 2007-05-01 | 2008-11-06 | Mark Bright | Overlay cladding for molten metal processing |
| JP5254693B2 (ja) * | 2008-07-30 | 2013-08-07 | 三菱重工業株式会社 | Ni基合金用溶接材料 |
| US20130146566A1 (en) * | 2009-01-13 | 2013-06-13 | Lincoln Global, Inc. | Method and system to laser hot wire layer a pipe end |
| CN101780603B (zh) * | 2009-01-15 | 2011-08-31 | 山东聚力焊接材料有限公司 | 高速药芯焊丝 |
| KR101565197B1 (ko) * | 2009-03-31 | 2015-11-02 | 구보다코포레이션 | 알루미나 배리어층을 가지는 주조 제품 |
| CA2861581C (en) * | 2011-12-30 | 2021-05-04 | Scoperta, Inc. | Coating compositions |
| CN102581513B (zh) * | 2012-03-06 | 2015-01-14 | 中国科学院金属研究所 | 一种用于核电站核岛主设备的镍基焊丝 |
| US20140021187A1 (en) * | 2012-07-19 | 2014-01-23 | Lincoln Global, Inc. | Hot-wire consumable to provide weld with increased wear resistance |
| CN103861662B (zh) * | 2012-12-13 | 2016-12-21 | 通用电气公司 | 带有氧化铝阻隔层的防结焦催化剂涂层 |
| US9844838B2 (en) * | 2013-05-08 | 2017-12-19 | Hobart Brothers Company | Systems and methods for low-manganese welding alloys |
| CN104451655B (zh) * | 2013-09-13 | 2018-02-16 | 中国科学院金属研究所 | 抗高温材料用表面合金涂层复合材料、涂层及其制备方法 |
| US10112268B2 (en) * | 2013-10-09 | 2018-10-30 | Hobart Brothers Company | Systems and methods for corrosion-resistant welding electrodes |
| CN104774639A (zh) * | 2014-01-13 | 2015-07-15 | 通用电气公司 | 烃类裂解方法和装置 |
-
2015
- 2015-12-15 US US14/969,457 patent/US20160199939A1/en not_active Abandoned
-
2016
- 2016-01-06 KR KR1020160001576A patent/KR20160086281A/ko unknown
- 2016-01-08 JP JP2016002355A patent/JP2016128190A/ja active Pending
- 2016-01-08 CN CN201610009644.6A patent/CN105772982A/zh active Pending
- 2016-01-11 DE DE102016000138.0A patent/DE102016000138A1/de not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020179388A1 (ja) * | 2019-03-04 | 2020-09-10 | 日立金属株式会社 | 積層造形用Ni基耐食合金粉末、この粉末を用いた積層造形品の製造方法 |
| JPWO2020179388A1 (ja) * | 2019-03-04 | 2021-04-30 | 日立金属株式会社 | 積層造形用Ni基耐食合金粉末、この粉末を用いた積層造形品の製造方法 |
| CN113490560A (zh) * | 2019-03-04 | 2021-10-08 | 日立金属株式会社 | 层叠造型用Ni基耐腐蚀合金粉末、使用所述粉末的层叠造型品的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105772982A (zh) | 2016-07-20 |
| KR20160086281A (ko) | 2016-07-19 |
| US20160199939A1 (en) | 2016-07-14 |
| DE102016000138A1 (de) | 2016-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016128190A (ja) | ホットワイヤレーザクラッディング法及びそれに用いる材料 | |
| RU2627824C2 (ru) | Нанесение суперсплава с применением порошкового флюса и металла | |
| Pardal et al. | Laser stabilization of GMAW additive manufacturing of Ti-6Al-4V components | |
| EP1919653B1 (en) | Method of arc or beam brazing/welding of workspieces of identical or different metals or metal alloys with additional materials of sn base alloys ; sn base alloy wire | |
| RU2600466C2 (ru) | Решение для сварки корневого прохода | |
| JP4786402B2 (ja) | Uoe鋼管の製造方法 | |
| US11110546B2 (en) | Laser hot wire welding of multi-layered structures | |
| CN105829013A (zh) | 钛制品的增材制造 | |
| US11738400B2 (en) | Additive manufacturing system and additive manufacturing method | |
| CN111730177B (zh) | 一种低稀释率的双填丝tig堆焊工艺及其应用 | |
| JP4757696B2 (ja) | Uoe鋼管の製造方法 | |
| EP2610361B1 (en) | Flux-cored welding wire for carbon steel and process for arc welding | |
| JP6263296B2 (ja) | 異種材料溶接用ワイヤ及びその製造方法 | |
| JP4028861B2 (ja) | 溶接部品質の優れた電縫鋼管の製造方法 | |
| JP7448086B2 (ja) | 片面サブマージアーク溶接方法および溶接継手の製造方法 | |
| JP2003053545A (ja) | タンデムアーク溶接方法 | |
| Vora | Insights into the flux-assisted TIG welding processes | |
| JP7100488B2 (ja) | 肉盛溶接方法 | |
| Dwivedi et al. | Arc Welding Processes: Gas Tungsten Arc Welding: Principle and System Components | |
| JP3726813B2 (ja) | パウダプラズマ溶接装置と溶接方法 | |
| JP3820179B2 (ja) | Mig溶接用チタン合金溶接ワイヤおよび溶接方法 | |
| CN111050987A (zh) | 用于焊接不同种类材料的焊丝及其制造方法 | |
| JP7285624B2 (ja) | 肉盛溶接用撚り線 | |
| JP7485250B1 (ja) | 片面サブマージアーク溶接方法および溶接継手の製造方法 | |
| JP7571920B1 (ja) | 狭開先ガスシールドアーク溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200602 |