JP2016123789A - 障害釘、弾球遊技機及び障害釘の製造方法 - Google Patents
障害釘、弾球遊技機及び障害釘の製造方法 Download PDFInfo
- Publication number
- JP2016123789A JP2016123789A JP2015001882A JP2015001882A JP2016123789A JP 2016123789 A JP2016123789 A JP 2016123789A JP 2015001882 A JP2015001882 A JP 2015001882A JP 2015001882 A JP2015001882 A JP 2015001882A JP 2016123789 A JP2016123789 A JP 2016123789A
- Authority
- JP
- Japan
- Prior art keywords
- axial direction
- obstacle nail
- value
- radial dimension
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Pinball Game Machines (AREA)
Abstract
【解決手段】障害釘の軸部は、先端部と弾球衝突部とガイド部と突出部と第一拡大部を備える。先端部は、軸方向の第一側に向けて先細りした形状を有し、軸方向の第一側における障害釘の端部に設けられる。弾球衝突部は、径方向の寸法が第一値である円柱形状を有し、先端部と障害釘の頭部の間に設けられる。ガイド部は、径方向の寸法が軸方向の第二側における先端部の端部の径方向の寸法に一致する第二値である円柱形状を有し、先端部と弾球衝突部の間に設けられる。突出部は、環状の溝部と、径方向の寸法が第一値より大きい環状の隆起部によって形成され、ガイド部と弾球衝突部の間に設けられる。第一拡大部は、軸方向の第一側に向けて先細りした形状を有し、先細り端部の径方向の寸法が第二値で、ガイド部と突出部の間に設けられる。
【選択図】図2
Description
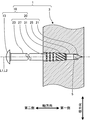
弾球遊技機1の概略について、図1を参照して説明する。弾球遊技機1は、例えば、パチンコ機である。弾球遊技機1は、各種の部品によって構成される。例えば、弾球遊技機1は、遊技盤3と、障害釘10を備える。弾球遊技機1は、遊技盤3及び障害釘10の他、公知の弾球遊技機と同様の構成を備える。
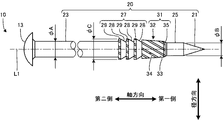
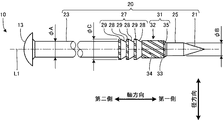
障害釘10について、図2及び図3を参照して説明する。実施形態における障害釘10では、軸方向の全領域において、軸心L1に垂直な断面形状は、軸心L1を中心とする円形又は円に近い外形とされている。前述した断面形状が円に近い外形となる部分(後述する「ローレット部32」及び「隆起部29」の外周参照)においても、径方向の先端は、所定の直径の円周上に配置することとしている。従って、実施形態では、障害釘10の各部における径方向の寸法を表す用語として「外径」を用いる。
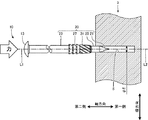
取付方法について、図1及び図4を参照して説明する。障害釘10は、取付方法によって、遊技盤3に取り付けられ、遊技盤3に固定される(図1参照)。取付方法の実施に際し、遊技盤3には穴部5が事前に形成される。穴部5は、内径φEがガイド部25の外径φBに対応した値の穴である。穴部5の内径φEは、ガイド部25の外径φB(図2参照)より僅かに大きな値又は僅かに小さな値とされる。穴部5の内径φEは、外径φBと同一としてもよい。穴部5の内径φEは、諸条件を考慮して適宜設定される。例えば、ガイド部25の穴部5へのスムーズな挿入と、ガイド部25を介した穴部5による障害釘10のガイドを考慮し、穴部5の内径φEは、外径φBに対して、−0.2mm〜0.2mm程度の値とされる。
障害釘10の製造方法について、図5を参照して説明する。障害釘10は、図5上段に示すような、素材釘40を加工して形成される。素材釘40の軸心L1は、そのまま、障害釘10の軸心L1となる。従って、実施形態において、障害釘10の軸心L1に沿った方向として定義される「軸方向」は、素材釘40の軸心L1に沿った方向でもある。素材釘40は、例えば、所定の長さの円柱形状の素材を鍛造する等して形成される。素材釘40は、頭部13と、軸基材41を備える。頭部13と軸基材41は一体をなす。頭部13は、例えば鍛造によって素材釘40を形成する際に形成される。頭部13は、そのまま、障害釘10の頭部13となる。換言すれば、障害釘10の頭部13は、素材釘40を形成する際に形成される。頭部13は、素材釘40の軸方向の第二側に形成される。
実施形態によれば、次のような効果を得ることができる。
実施形態は、次のようにすることもできる。以下に示す変形例のうちの幾つかの構成は、適宜組み合わせて採用することもできる。以下では上記とは異なる点を説明することとし、同様の点についての説明は適宜省略する。
20 軸部、 21 先端部、 23 弾球衝突部、 25 ガイド部
27 突出部、 28 溝部、 29 隆起部、 31 拡大部
32 ローレット部、 33 凹部、 34 凸部、 35 境界部 40 素材釘
41 軸基材、 42 第一素材部、 43 第二素材部、 44 第三素材部
L1,L2 軸心、 R1,R2,R3,R4,R5,R6,R7 領域
θ1,θ2 角度、φA,φB,φC,φD 外径、 φE 内径
Claims (6)
- 頭部と、前記頭部と一体をなす軸部と、を備える、弾球遊技機の障害釘であって、
前記頭部は、前記障害釘の軸心に沿った軸方向の第一側とは反対側となる前記軸方向の第二側における前記障害釘の端部に設けられ、
前記軸部は、
前記軸方向の第二側から第一側に向けて先細りした形状を有し、前記軸方向の第一側における前記障害釘の端部に設けられる先端部と、
前記軸方向に直交する径方向の寸法が第一値である円柱形状を有し、前記先端部と前記頭部との間に設けられる弾球衝突部と、
前記径方向の寸法が、前記軸方向の第二側における前記先端部の端部の前記径方向の寸法に一致する第二値である円柱形状を有し、前記先端部と前記弾球衝突部との間に設けられるガイド部と、
環状の溝部と、前記径方向の寸法が前記第一値より大きい環状の隆起部と、によって形成され、前記ガイド部と前記弾球衝突部との間に設けられる突出部と、
前記軸方向の第二側から第一側に向けて先細りした形状を有し、先細り端部の前記径方向の寸法が前記第二値で、前記ガイド部と前記突出部との間に設けられる第一拡大部と、を備える、障害釘。 - 前記ガイド部は、前記径方向の寸法が前記第一値より小さい前記第二値である円柱形状を有し、
前記第一拡大部は、
前記障害釘の軸心に対する傾斜角が第一角度で、前記軸方向の第二側から第一側に向けて先細りした形状を有し、ローレット目が外周に形成され、前記径方向の寸法が前記第一値より大きい第一ローレット部と、
前記障害釘の軸心に対する傾斜角が前記第一角度より大きい第二角度で、前記軸方向の第二側から第一側に向けて先細りした形状を有し、先細り端部の前記径方向の寸法が前記第二値で、前記軸方向の第一側で、前記軸方向の第二側における前記ガイド部の端部と隣接し、且つ前記軸方向の第二側で、前記軸方向の第一側における前記第一ローレット部の端部と隣接する第一境界部と、を備える、請求項1に記載の障害釘。 - 前記第一ローレット部には、螺旋状の凹部と、螺旋状の凸部と、による前記ローレット目が外周に形成されている、請求項2に記載の障害釘。
- 頭部と、前記頭部と一体をなす軸部と、を備える、弾球遊技機の障害釘であって、
前記頭部は、前記障害釘の軸心に沿った軸方向の第一側とは反対側となる前記軸方向の第二側における前記障害釘の端部に設けられ、
前記軸部は、
前記軸方向の第二側から第一側に向けて先細りした形状を有し、前記軸方向の第一側における前記障害釘の端部に設けられる先端部と、
前記軸方向に直交する径方向の寸法が第一値である円柱形状を有し、前記先端部と前記頭部との間に設けられる弾球衝突部と、
前記径方向の寸法が、前記軸方向の第二側における前記先端部の端部の前記径方向の寸法に一致する、前記第一値より小さい第二値である円柱形状を有し、前記先端部と前記弾球衝突部との間に設けられるガイド部と、
ローレット目が外周に形成され、前記径方向の寸法が前記第一値より大きい第二ローレット部と、前記軸方向の第二側から第一側に向けて先細りした形状を有し、先細り端部の前記径方向の寸法が前記第二値で、前記軸方向の第一側で、前記軸方向の第二側における前記ガイド部の端部と隣接し、且つ前記軸方向の第二側で、前記軸方向の第一側における前記第二ローレット部の端部と隣接する第二境界部と、を備え、前記ガイド部と前記弾球衝突部との間に設けられる第二拡大部と、を備える、障害釘。 - 請求項1から請求項4の何れか1項に記載の障害釘と、
穴部が形成され、前記障害釘が前記穴部に固定された遊技盤と、を備え、
前記障害釘は、前記ガイド部が前記穴部に嵌め合わされた状態で、前記穴部に固定されている、弾球遊技機。 - 頭部と、前記頭部と一体をなす軸部と、を備える、弾球遊技機の障害釘の製造方法であって、
前記頭部が設けられる前記障害釘の軸心に沿った軸方向の第二側から、前記軸方向の第二側とは反対側となる前記軸方向の第一側に向けて先細りした形状を有し、前記軸方向の第一側における前記障害釘の端部に設けられる先端部と、前記軸方向に直交する径方向の寸法が第一値である円柱形状を有し、前記先端部と前記頭部との間に設けられる弾球衝突部と、前記径方向の寸法が、前記軸方向の第二側における前記先端部の端部の前記径方向の寸法に一致する、前記第一値より小さい第二値である円柱形状を有し、前記先端部と前記弾球衝突部との間に設けられるガイド部と、ローレット目が外周に形成され、前記径方向の寸法が前記第一値より大きいローレット部と、前記軸方向の第二側から第一側に向けて先細りした形状を有し、先細り端部の前記径方向の寸法が前記第二値で、前記軸方向の第一側で、前記軸方向の第二側における前記ガイド部の端部と隣接し、且つ前記軸方向の第二側で、前記軸方向の第一側における前記ローレット部の端部と隣接する境界部と、を備え、前記ガイド部と前記弾球衝突部との間に設けられる拡大部と、を備える前記軸部を、軸基材を加工して形成する成形工程を含み、
前記成形工程は、
前記径方向の寸法が前記第一値である円柱形状の第一素材部と、前記径方向の寸法が前記第二値である円柱形状の第二素材部と、前記軸方向の第二側から第一側に向けて前記第一値から前記第二値へと先細りした形状を有し、前記軸方向の第一側で、前記軸方向の第二側における前記第二素材部の端部と隣接し、且つ前記軸方向の第二側で、前記軸方向の第一側における前記第一素材部の端部と隣接する第三素材部と、を備える前記軸基材のうち、前記軸方向の第一側における前記第二素材部の端部を含む、前記第二素材部の一部の領域を塑性変形させて前記先端部を形成する工程と、
前記軸基材のうち、前記軸方向の第一側における前記第一素材部の端部を含む、前記第一素材部の一部の領域を塑性変形させて前記ローレット部を形成する工程と、を含む製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015001882A JP6433299B2 (ja) | 2015-01-07 | 2015-01-07 | 障害釘、弾球遊技機及び障害釘の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015001882A JP6433299B2 (ja) | 2015-01-07 | 2015-01-07 | 障害釘、弾球遊技機及び障害釘の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016123789A true JP2016123789A (ja) | 2016-07-11 |
| JP6433299B2 JP6433299B2 (ja) | 2018-12-05 |
Family
ID=56358450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015001882A Active JP6433299B2 (ja) | 2015-01-07 | 2015-01-07 | 障害釘、弾球遊技機及び障害釘の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6433299B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017012256A (ja) * | 2015-06-29 | 2017-01-19 | 株式会社三洋物産 | 遊技機 |
| JP2019076227A (ja) * | 2017-10-20 | 2019-05-23 | サミー株式会社 | 遊技機 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63165037A (ja) * | 1986-12-25 | 1988-07-08 | Shinjiyou Seisakusho:Kk | 拡開アンカ−における打込みピンの製造方法 |
| WO1992020851A1 (en) * | 1991-05-10 | 1992-11-26 | Organ Needle Co., Ltd. | Sewing machine needle and method of manufacturing same |
| JPH07275447A (ja) * | 1994-04-13 | 1995-10-24 | Toei Seibiyou Kk | パチンコパネルの製法及びパチンコ機用釘 |
| JPH11216289A (ja) * | 1998-02-04 | 1999-08-10 | Organ Needle Co Ltd | ミシン針およびその製造方法 |
| JP2002291884A (ja) * | 2001-01-25 | 2002-10-08 | Terumo Corp | 液体注入針および液体注入装置 |
| JP2005021672A (ja) * | 2003-06-10 | 2005-01-27 | Mitsubishi Pencil Co Ltd | 注射針、注射針の製造方法及び注射針の製造装置 |
| JP3116027U (ja) * | 2005-08-23 | 2005-11-24 | 東永製鋲株式会社 | パチンコパネル及び該パネルに用いる釘 |
| JP2006102393A (ja) * | 2004-10-08 | 2006-04-20 | Fukui Byora Co Ltd | 弾球遊技機用釘 |
| JP2007105312A (ja) * | 2005-10-14 | 2007-04-26 | Okumura Yu-Ki Co Ltd | パチンコ機 |
| JP2009195971A (ja) * | 2008-02-25 | 2009-09-03 | Asmo Co Ltd | 段部付きシャフトの製造方法及びアーマチャシャフトの製造方法、並びに段部付きシャフトの成型装置 |
| JP2010003870A (ja) * | 2008-06-20 | 2010-01-07 | Denso Corp | 半導体装置およびその製造方法 |
| JP2010004958A (ja) * | 2008-06-24 | 2010-01-14 | Fukui Byora Co Ltd | 弾球遊技機用釘及び弾球遊技機用パネル |
| JP2014023718A (ja) * | 2012-07-26 | 2014-02-06 | Sanyo Product Co Ltd | 遊技機 |
-
2015
- 2015-01-07 JP JP2015001882A patent/JP6433299B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63165037A (ja) * | 1986-12-25 | 1988-07-08 | Shinjiyou Seisakusho:Kk | 拡開アンカ−における打込みピンの製造方法 |
| WO1992020851A1 (en) * | 1991-05-10 | 1992-11-26 | Organ Needle Co., Ltd. | Sewing machine needle and method of manufacturing same |
| JPH07275447A (ja) * | 1994-04-13 | 1995-10-24 | Toei Seibiyou Kk | パチンコパネルの製法及びパチンコ機用釘 |
| JPH11216289A (ja) * | 1998-02-04 | 1999-08-10 | Organ Needle Co Ltd | ミシン針およびその製造方法 |
| JP2002291884A (ja) * | 2001-01-25 | 2002-10-08 | Terumo Corp | 液体注入針および液体注入装置 |
| JP2005021672A (ja) * | 2003-06-10 | 2005-01-27 | Mitsubishi Pencil Co Ltd | 注射針、注射針の製造方法及び注射針の製造装置 |
| JP2006102393A (ja) * | 2004-10-08 | 2006-04-20 | Fukui Byora Co Ltd | 弾球遊技機用釘 |
| JP3116027U (ja) * | 2005-08-23 | 2005-11-24 | 東永製鋲株式会社 | パチンコパネル及び該パネルに用いる釘 |
| JP2007105312A (ja) * | 2005-10-14 | 2007-04-26 | Okumura Yu-Ki Co Ltd | パチンコ機 |
| JP2009195971A (ja) * | 2008-02-25 | 2009-09-03 | Asmo Co Ltd | 段部付きシャフトの製造方法及びアーマチャシャフトの製造方法、並びに段部付きシャフトの成型装置 |
| JP2010003870A (ja) * | 2008-06-20 | 2010-01-07 | Denso Corp | 半導体装置およびその製造方法 |
| JP2010004958A (ja) * | 2008-06-24 | 2010-01-14 | Fukui Byora Co Ltd | 弾球遊技機用釘及び弾球遊技機用パネル |
| JP2014023718A (ja) * | 2012-07-26 | 2014-02-06 | Sanyo Product Co Ltd | 遊技機 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017012256A (ja) * | 2015-06-29 | 2017-01-19 | 株式会社三洋物産 | 遊技機 |
| JP2019076227A (ja) * | 2017-10-20 | 2019-05-23 | サミー株式会社 | 遊技機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6433299B2 (ja) | 2018-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4492521B2 (ja) | ロータシャフトの製造方法 | |
| JP5083396B2 (ja) | 締結ねじの製造方法 | |
| JP5046130B2 (ja) | 転がり軸受及びその製造方法 | |
| JP2008005994A (ja) | アイアン型ゴルフクラブヘッド | |
| JP6433299B2 (ja) | 障害釘、弾球遊技機及び障害釘の製造方法 | |
| JP4255231B2 (ja) | ブラインドリベット | |
| JP6567292B2 (ja) | 孔を有する金属板の製造方法、周設孔付外歯歯車の製造方法及び金属板の製造方法 | |
| JP5397396B2 (ja) | 回転電機の回転子鉄心の製造方法 | |
| US10960457B2 (en) | Rivet bonding mold | |
| JP6949428B2 (ja) | ベルト式無段変速機用プーリシャフトの製造方法 | |
| JP4609050B2 (ja) | トリポード型等速ジョイント | |
| JP2016161043A (ja) | 自己タップねじ及びその製造方法 | |
| JP5779913B2 (ja) | スプライン成形体の成形方法、及び、内径スプライン歯成形装置 | |
| JP6292944B2 (ja) | 金型強化方法及び鍛造用金型 | |
| JP2017012256A (ja) | 遊技機 | |
| JP5016068B2 (ja) | 弾球遊技機の障害釘、弾球遊技機、弾球遊技機の障害釘の製造方法および弾球遊技機の障害釘の成形金型 | |
| JP2016118228A (ja) | 波形保持器及びそのリベット加締め方法 | |
| JP6565965B2 (ja) | リベット接合用金型 | |
| JP5018854B2 (ja) | ロータシャフト | |
| JP2010004958A (ja) | 弾球遊技機用釘及び弾球遊技機用パネル | |
| JP2006158477A (ja) | ソケットおよびこれを用いたゴルフクラブ | |
| JP2010047989A (ja) | スクリューポイント | |
| RU2612857C1 (ru) | Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | |
| JP6704649B2 (ja) | スプリングピン | |
| JP2010004957A (ja) | 弾球遊技機用釘及び弾球遊技機用パネル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6433299 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |