JP2015200465A - ヒートパイプ内蔵フレーム板及び電子機器 - Google Patents
ヒートパイプ内蔵フレーム板及び電子機器 Download PDFInfo
- Publication number
- JP2015200465A JP2015200465A JP2014079907A JP2014079907A JP2015200465A JP 2015200465 A JP2015200465 A JP 2015200465A JP 2014079907 A JP2014079907 A JP 2014079907A JP 2014079907 A JP2014079907 A JP 2014079907A JP 2015200465 A JP2015200465 A JP 2015200465A
- Authority
- JP
- Japan
- Prior art keywords
- frame plate
- heat
- heat pipe
- working fluid
- built
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
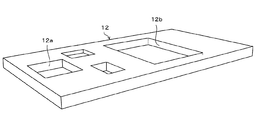
【解決手段】フレーム板12は、電子機器内に配置されて、配線基板13や充電式電池14等の部品を支持する。このフレーム板12は、所定のパターンで開口部が設けられた複数の金属板を重ね合わせて形成されており、作動流体が封入されたヒートパイプ20が内蔵されている。
【選択図】図1
Description
図1は、実施形態に係るヒートパイプ内蔵フレーム板を有する電子機器の内部構造を示す模式断面図である。また、図2はフレーム板12の斜視図であり、図3は同じくそのフレーム板12の透視図である。
複数の金属板を重ね合わせて形成され、作動流体が封入されたヒートパイプが内蔵されていることを特徴とするヒートパイプ内蔵フレーム板。
前記フレーム板に支持される部品とを有し、
前記フレーム板が、複数の金属板を重ね合わせて形成されていることを特徴とする電子機器。
前記複数の金属板を重ね合わせて接合し、発熱部品で発生する熱により作動流体を蒸発させる蒸発部と、前記作動流体の蒸気を凝縮する凝縮部と、前記蒸発部と前記凝縮部との間を連絡する蒸気管部及び液管部とを有するヒートパイプを形成する工程と
を有することを特徴とするヒートパイプ内蔵フレーム板の製造方法。
Claims (6)
- 電子機器内に配置されて部品を支持するフレーム板であって、
複数の金属板を重ね合わせて形成され、作動流体が封入されたヒートパイプが内蔵されていることを特徴とするヒートパイプ内蔵フレーム板。 - 前記ヒートパイプは、発熱部品で発生する熱により前記作動流体を蒸発させる蒸発部と、前記作動流体の蒸気を凝縮する凝縮部と、前記蒸発部と前記凝縮部との間を連絡する蒸気管部及び液管部とを有し、前記蒸発部、前記凝縮部、前記蒸気管部及び前記液管部は、前記金属板に設けられた開口部により形成されていることを特徴とする請求項1に記載のヒートパイプ内蔵フレーム板。
- 前記液管部には第1の多孔質構造体が配置され、前記蒸発部の一部には前記第1の多孔質構造体に連結された第2の多孔質構造体が配置されていることを特徴とする請求項2に記載のヒートパイプ内蔵フレーム板。
- 前記複数の金属板の合計の厚さが5mm以下であることを特徴とする請求項1乃至3のいずれか1項に記載のヒートパイプ内蔵フレーム板。
- 作動流体が封入されたヒートパイプが内蔵されたフレーム板と、
前記フレーム板に支持される部品とを有し、
前記フレーム板が、複数の金属板を重ね合わせて形成されていることを特徴とする電子機器。 - 複数の金属板にそれぞれ所定のパターンで開口部を形成する工程と、
前記複数の金属板を重ね合わせて接合し、発熱部品で発生する熱により作動流体を蒸発させる蒸発部と、前記作動流体の蒸気を凝縮する凝縮部と、前記蒸発部と前記凝縮部との間を連絡する蒸気管部及び液管部とを有するヒートパイプを形成する工程と
を有することを特徴とするヒートパイプ内蔵フレーム板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079907A JP6413306B2 (ja) | 2014-04-09 | 2014-04-09 | ヒートパイプ内蔵フレーム板及び電子機器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079907A JP6413306B2 (ja) | 2014-04-09 | 2014-04-09 | ヒートパイプ内蔵フレーム板及び電子機器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015200465A true JP2015200465A (ja) | 2015-11-12 |
| JP6413306B2 JP6413306B2 (ja) | 2018-10-31 |
Family
ID=54551873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014079907A Active JP6413306B2 (ja) | 2014-04-09 | 2014-04-09 | ヒートパイプ内蔵フレーム板及び電子機器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6413306B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016142416A (ja) * | 2015-01-29 | 2016-08-08 | 富士通株式会社 | ループヒートパイプ及びループヒートパイプの製造方法 |
| CN108770292A (zh) * | 2018-06-11 | 2018-11-06 | Oppo广东移动通信有限公司 | 一种电子设备及散热组件 |
| CN108770291A (zh) * | 2018-06-11 | 2018-11-06 | Oppo广东移动通信有限公司 | 一种散热组件以及电子装置 |
| WO2019106762A1 (ja) * | 2017-11-29 | 2019-06-06 | 富士通株式会社 | ループヒートパイプ及び電子機器 |
| JP2019132486A (ja) * | 2018-01-30 | 2019-08-08 | 新光電気工業株式会社 | ループ型ヒートパイプ、ループ型ヒートパイプの製造方法 |
| JP2019148369A (ja) * | 2018-02-27 | 2019-09-05 | 新光電気工業株式会社 | ループ型ヒートパイプ |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11839057B2 (en) | 2019-07-12 | 2023-12-05 | Samsung Electronics Co., Ltd | Apparatus with housing having structure for radiating heat |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1137678A (ja) * | 1997-07-22 | 1999-02-12 | Showa Alum Corp | ヒートパイプ式放熱器 |
| JP2000269676A (ja) * | 1999-03-15 | 2000-09-29 | Tdk Corp | 電子機器の放熱装置 |
| JP2009097757A (ja) * | 2007-10-15 | 2009-05-07 | Toshiba Corp | ループヒートパイプおよび電子機器 |
| JP2010216676A (ja) * | 2009-03-13 | 2010-09-30 | Furukawa Electric Co Ltd:The | 冷却基板 |
| WO2013005622A1 (ja) * | 2011-07-07 | 2013-01-10 | 日本電気株式会社 | 冷却装置およびその製造方法 |
| JP2013069925A (ja) * | 2011-09-22 | 2013-04-18 | Fujitsu Ltd | ループ型ヒートパイプ及び電子装置 |
-
2014
- 2014-04-09 JP JP2014079907A patent/JP6413306B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1137678A (ja) * | 1997-07-22 | 1999-02-12 | Showa Alum Corp | ヒートパイプ式放熱器 |
| JP2000269676A (ja) * | 1999-03-15 | 2000-09-29 | Tdk Corp | 電子機器の放熱装置 |
| JP2009097757A (ja) * | 2007-10-15 | 2009-05-07 | Toshiba Corp | ループヒートパイプおよび電子機器 |
| JP2010216676A (ja) * | 2009-03-13 | 2010-09-30 | Furukawa Electric Co Ltd:The | 冷却基板 |
| WO2013005622A1 (ja) * | 2011-07-07 | 2013-01-10 | 日本電気株式会社 | 冷却装置およびその製造方法 |
| JP2013069925A (ja) * | 2011-09-22 | 2013-04-18 | Fujitsu Ltd | ループ型ヒートパイプ及び電子装置 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016142416A (ja) * | 2015-01-29 | 2016-08-08 | 富士通株式会社 | ループヒートパイプ及びループヒートパイプの製造方法 |
| WO2019106762A1 (ja) * | 2017-11-29 | 2019-06-06 | 富士通株式会社 | ループヒートパイプ及び電子機器 |
| JPWO2019106762A1 (ja) * | 2017-11-29 | 2020-11-19 | 富士通株式会社 | ループヒートパイプ及び電子機器 |
| US11044830B2 (en) | 2017-11-29 | 2021-06-22 | Fujitsu Limited | Loop heat pipe and electronic device |
| JP2019132486A (ja) * | 2018-01-30 | 2019-08-08 | 新光電気工業株式会社 | ループ型ヒートパイプ、ループ型ヒートパイプの製造方法 |
| JP7028659B2 (ja) | 2018-01-30 | 2022-03-02 | 新光電気工業株式会社 | ループ型ヒートパイプ、ループ型ヒートパイプの製造方法 |
| JP2019148369A (ja) * | 2018-02-27 | 2019-09-05 | 新光電気工業株式会社 | ループ型ヒートパイプ |
| JP6991892B2 (ja) | 2018-02-27 | 2022-01-13 | 新光電気工業株式会社 | ループ型ヒートパイプ |
| CN108770292A (zh) * | 2018-06-11 | 2018-11-06 | Oppo广东移动通信有限公司 | 一种电子设备及散热组件 |
| CN108770291A (zh) * | 2018-06-11 | 2018-11-06 | Oppo广东移动通信有限公司 | 一种散热组件以及电子装置 |
| CN108770292B (zh) * | 2018-06-11 | 2020-09-04 | Oppo广东移动通信有限公司 | 一种电子设备及散热组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6413306B2 (ja) | 2018-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6413306B2 (ja) | ヒートパイプ内蔵フレーム板及び電子機器 | |
| JP6146484B2 (ja) | ループ型ヒートパイプとその製造方法、及び電子機器 | |
| JP6886904B2 (ja) | ループ型ヒートパイプ、ループ型ヒートパイプの製造方法、電子機器 | |
| JP4352091B2 (ja) | 電子機器、冷却装置 | |
| JP2006503436A (ja) | 板型熱伝達装置及びその製造方法 | |
| EP3907455B1 (en) | Phase-change heat dissipation device | |
| JP2010007905A (ja) | 熱輸送デバイス及び電子機器 | |
| JP2012248831A (ja) | 電子デバイス | |
| JP2016092173A (ja) | 蒸発器、冷却装置、及び電子機器 | |
| JP2015183880A (ja) | ループ型ヒートパイプとその製造方法、及び電子機器 | |
| JP2009068827A (ja) | 放熱装置 | |
| JP6951267B2 (ja) | ヒートパイプ及びその製造方法 | |
| JP6988681B2 (ja) | ヒートパイプ及び電子機器 | |
| JP4496999B2 (ja) | 熱輸送装置及び電子機器 | |
| WO2015049807A1 (ja) | サーバ装置 | |
| JP2014074568A (ja) | ループ型サーモサイフォン及び電子機器 | |
| JP5874935B2 (ja) | 平板型冷却装置及びその使用方法 | |
| US7843693B2 (en) | Method and system for removing heat | |
| JP5334288B2 (ja) | ヒートパイプおよび電子機器 | |
| JP2013007501A (ja) | 冷却装置 | |
| JP2018035947A (ja) | 冷却部品およびそれを用いた実装基板 | |
| WO2013005622A1 (ja) | 冷却装置およびその製造方法 | |
| JP2010216676A (ja) | 冷却基板 | |
| US20190239391A1 (en) | Heat transferring module | |
| JP5938865B2 (ja) | ループ型ヒートパイプ及び電子装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171207 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180215 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180904 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6413306 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |