JP2015183203A - 連続鋳造用鋳型及びその製造方法 - Google Patents
連続鋳造用鋳型及びその製造方法 Download PDFInfo
- Publication number
- JP2015183203A JP2015183203A JP2014058334A JP2014058334A JP2015183203A JP 2015183203 A JP2015183203 A JP 2015183203A JP 2014058334 A JP2014058334 A JP 2014058334A JP 2014058334 A JP2014058334 A JP 2014058334A JP 2015183203 A JP2015183203 A JP 2015183203A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- alloy
- continuous casting
- casting mold
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009749 continuous casting Methods 0.000 title claims abstract description 38
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000000034 method Methods 0.000 title claims abstract description 10
- 239000000463 material Substances 0.000 claims abstract description 51
- 239000000956 alloy Substances 0.000 claims abstract description 50
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 47
- 238000005507 spraying Methods 0.000 claims abstract description 45
- 229910003310 Ni-Al Inorganic materials 0.000 claims abstract description 36
- 239000011195 cermet Substances 0.000 claims abstract description 36
- 239000002245 particle Substances 0.000 claims abstract description 36
- 238000007747 plating Methods 0.000 claims abstract description 36
- 239000011248 coating agent Substances 0.000 claims abstract description 32
- 238000000576 coating method Methods 0.000 claims abstract description 32
- 239000007921 spray Substances 0.000 claims abstract description 22
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 17
- 239000010959 steel Substances 0.000 claims abstract description 17
- 238000002156 mixing Methods 0.000 claims abstract description 11
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 6
- 238000010285 flame spraying Methods 0.000 claims abstract description 5
- 238000007788 roughening Methods 0.000 claims description 12
- 238000005266 casting Methods 0.000 claims description 11
- 229910052742 iron Inorganic materials 0.000 claims description 8
- 229910052759 nickel Inorganic materials 0.000 claims description 8
- 238000007751 thermal spraying Methods 0.000 claims description 7
- 229910000838 Al alloy Inorganic materials 0.000 claims description 3
- 230000003746 surface roughness Effects 0.000 claims description 3
- 238000005260 corrosion Methods 0.000 abstract description 21
- 230000007797 corrosion Effects 0.000 abstract description 21
- 230000035939 shock Effects 0.000 abstract description 19
- 239000010410 layer Substances 0.000 description 30
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 25
- 230000000052 comparative effect Effects 0.000 description 13
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 229910052802 copper Inorganic materials 0.000 description 12
- 239000010949 copper Substances 0.000 description 12
- 238000001816 cooling Methods 0.000 description 8
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 229910018487 Ni—Cr Inorganic materials 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- 238000005422 blasting Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 229910017526 Cu-Cr-Zr Inorganic materials 0.000 description 2
- 229910017810 Cu—Cr—Zr Inorganic materials 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000003483 aging Methods 0.000 description 1
- -1 and in particular Inorganic materials 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005987 sulfurization reaction Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Continuous Casting (AREA)
- Electroplating Methods And Accessories (AREA)
- Coating By Spraying Or Casting (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
更に、母材銅板の強度回復のため時効硬化熱処理を行う必要があり、その製造工程が極めて複雑多岐にわたるという問題がある。ここで、Ni−Cr系の自溶性合金を溶射した後、熱処理をしないことも考えられるが、この場合、母材銅板との密着力が0.20〜0.29MPa(2〜3kg/mm2)と小さく、長期の使用が困難であるという問題がある。
具体的には、溶射皮膜を、10〜90質量%のNi系合金材料と、耐摩耗性セラミックスを含み、Ni系合金材料の割合に対応して90〜10質量%のサーメット材料からなり、しかも、Ni系合金材料とサーメット材料とを、それぞれ独立の火炎溶射機を用いて、同時に同一箇所に溶射して形成した鋳型である。
しかし、上記特許文献2に記載の鋳型では、靱性や耐熱衝撃性に起因した溶射皮膜の剥離が発生し、鋳型の更なる長寿命化が図れなかった。
具体的には、溶射皮膜を、Cr3C2:10〜30質量%、Ni:5〜15質量%、及び残部WCからなる粒状のサーメット材料Aと、Ni又はNi系合金からなる粒状の材料Bとを混合して形成し、しかも全体の5〜30質量%を材料Bとした溶射粒子を火炎溶射機で溶射して形成した鋳型である。
この鋳型により、現在のニーズに見合った耐熱衝撃性を備えることができ、鋳型の長寿命化が図れる。
前記溶射皮膜は、Co:5質量%以上15質量%以下、Cr:2質量%以上6質量%以下、及び残部WCからなる粒状のサーメット材料と、0を超え8質量%以下のAlを含有する粒状のNi−Al合金とを、混合して形成され、しかも、全体の20質量%以上60質量%以下を前記Ni−Al合金とした溶射粒子を火炎溶射機で溶射し、前記サーメット材料の粒界に前記Ni−Al合金を存在させて形成されている。
第1の発明に係る連続鋳造用鋳型において、前記溶射皮膜の厚みは0.05mm以上1mm以下であるのがよい。
第1の発明に係る連続鋳造用鋳型において、前記火炎溶射機は、前記溶射粒子の速度を600m/秒以上にする高速火炎溶射機であるのがよい。
Co:5質量%以上15質量%以下、Cr:2質量%以上6質量%以下、及び残部WCからなる粒状のサーメット材料と、0を超え8質量%以下のAlを含有する粒状のNi−Al合金とを、混合して形成され、しかも、全体の20質量%以上60質量%以下を前記Ni−Al合金とした溶射粒子を火炎溶射機で溶射し、前記サーメット材料の粒界に前記Ni−Al合金を存在させた前記溶射皮膜を形成する。
第2の発明に係る連続鋳造用鋳型の製造方法において、前記火炎溶射機に高速火炎溶射機を使用し、前記溶射粒子の速度を600m/秒以上にするのがよい。
更に、火炎溶射機が、溶射粒子の速度を600m/秒以上にする高速火炎溶射機である場合、溶射皮膜の下地めっき層への密着力を更に高めることができる。
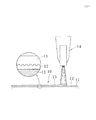
図1、図2(A)に示すように、本発明の一実施の形態に係る連続鋳造用鋳型は、上下方向に貫通する空間部が形成された冷却部材10を有し、この空間部に溶鋼を供給して冷却しながら鋳片を製造するものである。なお、冷却部材10は、銅又は銅合金(例えば、Cu−Cr−Zr等)からなる母材11を有し、その溶鋼接触面側に、下地めっき層12と溶射皮膜13が、順次形成されている。以下、詳しく説明する。
この下地めっき層12に行われる粗面化処理は、下地めっき層12の表面の粗度(Rz)を、50μm以上150μm以下(好ましくは、下限を70μm、上限を120μm、更には100μm)とするのが好ましい。ここで、粗度が50μm以上150μm以下の範囲を外れると、下地めっき層への溶射皮膜の密着力が98MPa(10kg/mm2)未満となって、溶射皮膜が下地めっき層から剥離し易くなる。
溶射皮膜13は、Co、Cr、及び残部WCからなる粒状のサーメット材料と、所定量のAlを含有する粒状のNi−Al合金とを混合して形成した溶射粒子を、火炎溶射機14で溶射して形成している。
なお、溶射粒子として、Ni−Al合金を選択したのは、Alが酸化物となり易く(不動態化し易く)、しかも、このAlと合金化し易いのがNiであることによる。なお、Ni−Al合金には、不可避的不純物が含まれていてもよい。
ここで、溶射皮膜の厚みが0.05mm未満の場合、溶射皮膜の厚みが薄過ぎて、鋳型の耐用年数が短くなり過ぎる。一方、溶射皮膜の厚みが1mmを超える場合、溶射皮膜が厚過ぎて、溶射皮膜が冷却部材から剥がれ易くなる。
以上のことから、形成する溶射皮膜13の厚みは、0.05mm以上1mm以下とすることが好ましいが、下限を0.1mm、更には0.2mm、上限を0.7mmとするのが更に好ましい。
図2(A)に示すように、粒状のサーメット材料とNi−Al合金とを混合した溶射粒子により、溶射皮膜を形成することで、サーメット材料の粒界にNi−Al合金が存在する。このため、図2(B)に示すサーメット材料のみで溶射皮膜を形成した場合と比較して、溶射皮膜の脆さを低減でき、靱性の向上が図れる。
以上のことから、溶射粒子中のNi−Al合金の量を20質量%以上60質量%以下としたが、下限を25質量%、更には30質量%(更に好ましくは30質量%超)、上限を55質量%、更には50質量%とすることが好ましい。
サーメット材料を、上記した構成にすることで、耐摩耗用材料として一般的に使用されているWC/12%Coと比較して、硬度を同程度に、高温での耐熱衝撃性を5〜7倍程度に向上できる。従って、溶射皮膜13の耐クラック性の向上も図れる。
Al含有量が0質量%の場合(Alが含まれていない場合)、Niのみとなるため、前記したように、耐腐食性が悪くなる。一方、Al含有量が8質量%を超える場合、NiがAlを固溶できなくなり(Alの固溶限:8質量%程度)、金属間化合物が形成されて、溶射皮膜の耐熱衝撃性が低下するおそれがある。
以上のことから、Ni−Al合金のAl含有量を0を超え8質量%以下としたが、下限を3質量%、更には4質量%、上限を7質量%、更には6質量%とすることが好ましい。
この火炎溶射機14は、溶射粒子の速度を600m/秒(好ましくは、700m/秒)以上にする高速火炎溶射機であるが、通常使用されている火炎溶射機を使用することもできる。なお、高速火炎溶射機を用いた場合には、溶射皮膜13の下地めっき層12への密着力を更に高めることができる。
上記した理由により、溶射粒子の速度の上限については規定していないが、現実的には、例えば、1000m/秒程度である。
まず、図1に示すように、連続鋳造用鋳型を構成する母材11の溶鋼接触面側内面に、厚みが100μm程度の下地めっきを行って、下地めっき層12を形成する。
この場合の電解液としては、1リットル中に、S−Ni(スルファミン酸ニッケル)を350g、塩化ニッケルを5g、硼酸を30g溶かした溶液を使用し、めっき液の温度を45〜60℃、電流密度を3A/dm2とする。ここでは、下地めっき層をNiで形成したが、例えば、Co又はFeで形成してもよく、また、Ni、Co、及びFeのいずれか1又は2以上を基材とする合金で形成してもよい。
ここで、粗面化処理は、アルミナやスティールグリットを使用したブラスト処理により行う。なお、使用するアルミナとしては、例えば、粒度#24のグリッドのアルミナを使用でき、ブラスト処理の際の空気圧を約0.49MPa(5kg/cm2)にする。また、スティールグリットを使用する場合は、粒度#50のグリッドのスティールグリットを使用でき、ブラスト処理の際の空気圧を約0.49MPa(5kg/cm2)にする。
そして、粗面化処理された下地めっき層12上に、Co、Cr、及び残部WCからなる粒状のサーメット材料と、粒状のNi−Al合金とを混合して形成され、しかも全体の20質量%以上60質量%以下をNi−Al合金とした溶射粒子を、火炎溶射機14で溶射する。
この溶射粒子は、サーメット材料とNi−Al合金を個別に購入し、これを上記した割合に混合して使用できるが、予め混合されたものを購入して使用することもできる。
これにより、図2(A)に示すように、サーメット材料の粒界に、Ni−Al合金を存在させた溶射皮膜13を形成することができる。この溶射皮膜13の厚みは、特に限定しないが、0.05mm以上1mm以下の範囲で密に形成されていることが好ましい。
このように形成した溶射皮膜13の表面側を、必要に応じて仕上げ加工した後、連続鋳造用鋳型として使用する。
まず、前記実施の形態で示した方法により、Cu−Cr−Zrからなる母材の表面に、Niからなる下地めっき層を形成した。この粗面化処理は、スティールグリットを使用し、そのときの空気圧を約0.49MPaとした。
そして、この下地めっき層上に、高速火炎溶射機を用いて、厚みが0.8mm程度の溶射皮膜を形成した。この溶射皮膜を構成する材料の種類とその割合を、表1に示す。

また、比較例1〜4は、耐熱衝撃性を向上させた前記した特許文献3(特開2011−31247号公報)に記載の溶射粒子であり、サーメット材料としてWC/Cr3C2/Niを、配合金属としてNi又はNi−Cr合金を、それぞれ使用した。
そして、実施例1〜4は、サーメット材料としてWC/Co/Crを、配合金属としてAl含有量が5質量%のNi−Al合金を、それぞれ使用した。
更に、表1中の鋳型寿命の延長の度合いは、実際に使用した鋳型の使用時間を測定し、参考例の時間を1.0として、比較例1〜4と実施例1〜4の比率を求めた。
従って、耐熱衝撃性に起因する鋳型寿命については、比較例1〜4と同等以上に延長できることを確認できた。
まず、上記した試験片を炉内に配置した後、この炉内に、H2S(硫化水素)ガス:2%、Arガス:98%、に調整した混合ガスを、流量:200(ミリリットル/分)で供給した。そして、炉内を、250℃/時間の昇温速度で500℃まで昇温し、この温度を16時間保持した後、100℃/時間の降温速度で冷却した。
なお、炉内を室温まで冷却した後は、炉内への混合ガスの供給を停止し、炉内から試験片を取り出して切断した後、その断面をEPMAで観察して、溶射皮膜の厚み方向の腐食状況を確認した。
従って、耐腐食性は、比較例1と比較して、大幅に向上できることを確認できた。つまり、耐腐食性に起因する鋳型寿命については、比較例1より大幅に延長できることを確認できた。また、他の実施例2〜4についても、実施例1と同様の傾向を示した。
従って、耐磨耗性についても、比較例1と比較して、向上できることを確認できた。
前記実施の形態で示した溶射皮膜及び下地めっき層は、少なくとも、硫黄による腐食が発生し易い冷却部材の下側(鋳造方向下流側)の溶鋼接触面側に形成すればよいが、冷却部材の溶鋼接触面側の全体に渡って形成してもよい。
Claims (7)
- 溶鋼接触面側に、粗面化処理が行われた下地めっき層と溶射皮膜が順次形成された連続鋳造用鋳型において、
前記溶射皮膜は、Co:5質量%以上15質量%以下、Cr:2質量%以上6質量%以下、及び残部WCからなる粒状のサーメット材料と、0を超え8質量%以下のAlを含有する粒状のNi−Al合金とを、混合して形成され、しかも、全体の20質量%以上60質量%以下を前記Ni−Al合金とした溶射粒子を火炎溶射機で溶射し、前記サーメット材料の粒界に前記Ni−Al合金を存在させて形成されたことを特徴とする連続鋳造用鋳型。 - 請求項1記載の連続鋳造用鋳型において、前記下地めっき層は、Ni、Co、Fe、又はこれらのいずれか1又は2以上を基材とする合金からなって、該下地めっき層の表面は、前記粗面化処理により粗度が50μm以上150μm以下となっていることを特徴とする連続鋳造用鋳型。
- 請求項1又は2記載の連続鋳造用鋳型において、前記溶射皮膜の厚みは0.05mm以上1mm以下であることを特徴とする連続鋳造用鋳型。
- 請求項1〜3のいずれか1項に記載の連続鋳造用鋳型において、前記火炎溶射機は、前記溶射粒子の速度を600m/秒以上にする高速火炎溶射機であることを特徴とする連続鋳造用鋳型。
- 溶鋼接触面側に、粗面化処理が行われた下地めっき層と溶射皮膜を順次形成する連続鋳造用鋳型の製造方法において、
Co:5質量%以上15質量%以下、Cr:2質量%以上6質量%以下、及び残部WCからなる粒状のサーメット材料と、0を超え8質量%以下のAlを含有する粒状のNi−Al合金とを、混合して形成され、しかも、全体の20質量%以上60質量%以下を前記Ni−Al合金とした溶射粒子を火炎溶射機で溶射し、前記サーメット材料の粒界に前記Ni−Al合金を存在させた前記溶射皮膜を形成することを特徴とする連続鋳造用鋳型の製造方法。 - 請求項5記載の連続鋳造用鋳型の製造方法において、前記下地めっき層は、Ni、Co、Fe、又はこれらのいずれか1又は2以上を基材とする合金からなって、該下地めっき層に前記粗面化処理を行って、表面の粗度を50μm以上150μm以下とした後、前記溶射皮膜を形成することを特徴とする連続鋳造用鋳型の製造方法。
- 請求項5又は6記載の連続鋳造用鋳型の製造方法において、前記火炎溶射機に高速火炎溶射機を使用し、前記溶射粒子の速度を600m/秒以上にすることを特徴とする連続鋳造用鋳型の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014058334A JP6109106B2 (ja) | 2014-03-20 | 2014-03-20 | 連続鋳造用鋳型の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014058334A JP6109106B2 (ja) | 2014-03-20 | 2014-03-20 | 連続鋳造用鋳型の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015183203A true JP2015183203A (ja) | 2015-10-22 |
| JP6109106B2 JP6109106B2 (ja) | 2017-04-05 |
Family
ID=54350105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014058334A Active JP6109106B2 (ja) | 2014-03-20 | 2014-03-20 | 連続鋳造用鋳型の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6109106B2 (ja) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5686656A (en) * | 1979-12-17 | 1981-07-14 | Mitsubishi Heavy Ind Ltd | Mold for continuous casting |
| JPS5925058A (ja) * | 1982-08-04 | 1984-02-08 | Toyota Motor Corp | 内燃機関用シリンダ |
| JPS5964765A (ja) * | 1982-10-06 | 1984-04-12 | Showa Denko Kk | Ni−Al系溶射用粉末材料 |
| JPS6115782B2 (ja) * | 1980-06-14 | 1986-04-25 | Mishima Kosan Co Ltd | |
| JPH1071454A (ja) * | 1996-08-27 | 1998-03-17 | Mishima Kosan Co Ltd | 連続鋳造用鋳型 |
| JP2000355752A (ja) * | 1999-06-16 | 2000-12-26 | Nippon Steel Hardfacing Co Ltd | 可動部品の表面に適用されるセラミック溶射皮膜 |
| JP2002220652A (ja) * | 2001-01-25 | 2002-08-09 | Fujimi Inc | 溶射用粉末およびその製造方法 |
| JP2003035090A (ja) * | 2001-07-25 | 2003-02-07 | Fujimi Inc | 掘削用カッタビット |
| JP2003293113A (ja) * | 2002-04-03 | 2003-10-15 | Aisan Ind Co Ltd | 成形金型及びその製造方法 |
| JP2004300528A (ja) * | 2003-03-31 | 2004-10-28 | Taiheiyo Cement Corp | 摺動部品およびブレーキ用ディスクロータ |
| JP2005187890A (ja) * | 2003-12-25 | 2005-07-14 | Fujimi Inc | 溶射用粉末 |
| JP2011031247A (ja) * | 2009-07-29 | 2011-02-17 | Mishima Kosan Co Ltd | 連続鋳造用鋳型及びその製造方法 |
-
2014
- 2014-03-20 JP JP2014058334A patent/JP6109106B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5686656A (en) * | 1979-12-17 | 1981-07-14 | Mitsubishi Heavy Ind Ltd | Mold for continuous casting |
| JPS6115782B2 (ja) * | 1980-06-14 | 1986-04-25 | Mishima Kosan Co Ltd | |
| JPS5925058A (ja) * | 1982-08-04 | 1984-02-08 | Toyota Motor Corp | 内燃機関用シリンダ |
| JPS5964765A (ja) * | 1982-10-06 | 1984-04-12 | Showa Denko Kk | Ni−Al系溶射用粉末材料 |
| JPH1071454A (ja) * | 1996-08-27 | 1998-03-17 | Mishima Kosan Co Ltd | 連続鋳造用鋳型 |
| JP2000355752A (ja) * | 1999-06-16 | 2000-12-26 | Nippon Steel Hardfacing Co Ltd | 可動部品の表面に適用されるセラミック溶射皮膜 |
| JP2002220652A (ja) * | 2001-01-25 | 2002-08-09 | Fujimi Inc | 溶射用粉末およびその製造方法 |
| JP2003035090A (ja) * | 2001-07-25 | 2003-02-07 | Fujimi Inc | 掘削用カッタビット |
| JP2003293113A (ja) * | 2002-04-03 | 2003-10-15 | Aisan Ind Co Ltd | 成形金型及びその製造方法 |
| JP2004300528A (ja) * | 2003-03-31 | 2004-10-28 | Taiheiyo Cement Corp | 摺動部品およびブレーキ用ディスクロータ |
| JP2005187890A (ja) * | 2003-12-25 | 2005-07-14 | Fujimi Inc | 溶射用粉末 |
| JP2011031247A (ja) * | 2009-07-29 | 2011-02-17 | Mishima Kosan Co Ltd | 連続鋳造用鋳型及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6109106B2 (ja) | 2017-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102794417A (zh) | 一种用于连铸结晶器铜板表面的金属陶瓷涂层及制备工艺 | |
| CN105377474A (zh) | 新型粉末 | |
| JP5894721B2 (ja) | 表面処理金属板及びその表面処理金属板を用いた成形品の製造方法 | |
| CN104195546A (zh) | 激光熔覆用高硬度钴基合金粉末及其制备工艺 | |
| JP2007211293A (ja) | 溶射皮膜及び溶射用粉末 | |
| JP5185894B2 (ja) | 連続鋳造用鋳型の製造方法 | |
| CN115637400B (zh) | 一种具有高结合力耐磨防护涂层的钛合金叶片及其制备方法 | |
| US20190358734A1 (en) | Method for coating electrode for resistance welding, and electrode for resistance welding | |
| JP6109106B2 (ja) | 連続鋳造用鋳型の製造方法 | |
| CN103834896A (zh) | 连铸结晶器长边铜板涂层热喷涂方法 | |
| CN104178764A (zh) | 激光熔覆用高硬度镍基合金粉末及其制备工艺 | |
| JP7020147B2 (ja) | 連続鋳造用鋳型の製造方法 | |
| JP7010008B2 (ja) | 連続鋳造用鋳型の製造方法 | |
| JP5019948B2 (ja) | 耐圧痕性に優れたロール | |
| JPH0373614B2 (ja) | ||
| JP5161842B2 (ja) | 連続鋳造用鋳型 | |
| JP2016203188A (ja) | 熱間鍛造用金型 | |
| JP6781922B2 (ja) | 鋳型の再生方法 | |
| JP4579706B2 (ja) | 耐亜鉛侵食性が改善された物品 | |
| JP2015100818A (ja) | 耐摩耗性被覆用溶加棒 | |
| JP4694227B2 (ja) | 連続鋳造用鋳型 | |
| JPH1071454A (ja) | 連続鋳造用鋳型 | |
| JPH09174199A (ja) | 連続鋳造用鋳型 | |
| JP6227618B2 (ja) | 溶融金属めっき浴中スリーブの製造方法及び溶融金属めっき鋼板の製造方法 | |
| JP2016089207A (ja) | 溶射用粉末、溶射皮膜、皮膜、及び溶融金属浴中ロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170307 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6109106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |