JP2015174183A - ブローチ研削盤 - Google Patents
ブローチ研削盤 Download PDFInfo
- Publication number
- JP2015174183A JP2015174183A JP2014052274A JP2014052274A JP2015174183A JP 2015174183 A JP2015174183 A JP 2015174183A JP 2014052274 A JP2014052274 A JP 2014052274A JP 2014052274 A JP2014052274 A JP 2014052274A JP 2015174183 A JP2015174183 A JP 2015174183A
- Authority
- JP
- Japan
- Prior art keywords
- broach
- deburring
- deburring brush
- turning
- brush
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
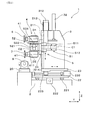
【解決手段】ブローチ研削盤1は、架台2、コラム3、回転ヘッド4及び旋回機構5を備えている。架台2には、ブローチ8を回転可能に支持するブローチ支持台21が一対に設けられている。コラム3は、架台2において、ブローチ8に対してブローチ8の軸方向に相対移動可能に配設されている。回転ヘッド4は、コラム3に配設されており、円盤砥石6及びバリ取りブラシ7を支持し、これらを別々に回転させるよう構成されている。旋回機構5は、コラム3に配設されており、回転ヘッド4を、水平方向Yに沿った第1の旋回軸線C1の回りと、第1の旋回軸線C1に直交する第2の旋回軸線C2の回りとに旋回させるよう構成されている。
【選択図】図2
Description
また、特許文献2のバリ取り装置は、バリ取りのみを専用に行う装置であり、ブローチ研削盤においてバリ取りを可能にしたものではない。そのため、ブローチの研削及びバリ取りを行うためには、ブローチ研削盤とバリ取り装置とを用いる必要がある。
上記ブローチを回転可能に支持するブローチ支持台が設けられた架台と、
該架台において、上記ブローチに対して該ブローチの軸方向に相対移動可能に配設されたコラムと、
該コラムに配設され、上記円盤砥石と、該円盤砥石によって研削をした後の上記すくい面に形成されたバリを除去するためのバリ取りブラシとを支持し、該バリ取りブラシと上記円盤砥石とを別々に回転させる回転ヘッドと、
上記コラムに配設され、上記回転ヘッドを、上記軸方向に直交する水平方向に沿った第1の旋回軸線の回りと、該第1の旋回軸線に直交する第2の旋回軸線の回りとに旋回させる旋回機構と、を備えていることを特徴とするブローチ研削盤にある。
そして、旋回機構によって、回転ヘッドを水平方向の旋回軸線の回りと、上下方向の軸線回りとに旋回させることにより、円盤砥石によってブローチの切刃のすくい面を研削する場合と、バリ取りブラシによってすくい面に形成されたバリを除去する場合とに切り換えることができる。
それ故、上記ブローチ研削盤によれば、すくい面の研削加工及びバリの除去加工を、小さなスペースで、安定した品質で行うことができる。
上記ブローチ研削盤においては、上記複数の切刃は、ワークの加工穴の内周面にスプライン歯を切削するために、軸方向及び周方向に並んで形成されており、上記バリ取りブラシは、径方向外方に放射状に突出する複数のワイヤを有しており、上記バリ取りブラシによって上記バリを除去する際には、上記回転ヘッドによって回転する上記バリ取りブラシが上記ブローチの軸方向に沿って移動して、上記複数のワイヤの先端部が、周方向に並ぶ上記切刃同士の間の溝部に順次配置されるよう構成されていてもよい。
この場合には、バリ取りブラシの複数のワイヤの先端部を、複数の切刃における切刃同士の間の溝部に配置して、バリ取りブラシをブローチの軸方向に繰り返し移動させる。これにより、スプライン歯を形成するブローチについて、バリの除去を迅速かつ安定して行うことができる。
この場合には、バリ取りブラシの複数のワイヤの先端部を、複数の切刃における切刃同士の間の溝部に配置して、バリ取りブラシをブローチの軸方向に繰り返し移動させる。これにより、ヘリカル歯を形成するブローチについて、バリの除去を迅速かつ安定して行うことができる。
この場合には、バリ取りブラシの移動方向及び回転方向が適切であり、複数の切刃のすくい面に形成されたバリの除去を効果的に行うことができる。
この場合には、円盤砥石によってブローチの切刃のすくい面を研削する場合と、バリ取りブラシによってすくい面に形成されたバリを除去する場合との切換えを容易にすることができる。
本例のブローチ研削盤1は、図7に示すように、ブローチ8の軸方向Lに複数並ぶ切刃81の各すくい面811を、円盤砥石6によって研削するよう構成されている。
ブローチ研削盤1は、図1、図2に示すように、架台2、コラム3、回転ヘッド4及び旋回機構5を備えている。架台2には、ブローチ8を回転可能に支持するブローチ支持台21が一対に設けられている。コラム3は、架台2において、ブローチ8に対してブローチ8の軸方向Lに相対移動可能に配設されている。回転ヘッド4は、コラム3に配設されており、円盤砥石6と、バリ取りブラシ7とを支持するよう構成されている。
図1に示すように、本例のブローチ研削盤1は、ブローチ8の複数の切刃81が摩耗した際に、この複数の切刃81を研削して再生するものである。ブローチ8における複数の切刃81は、ワークの加工穴の一方向に通過させて、ワークに対する切削深さを順次深くするために、軸方向Lの一方から他方に向けて、ブローチ8の中心軸線Oからの半径距離が順次大きくなっている。また、複数の切刃81には、荒削りを行う複数の切刃81Aと、仕上げ削りを行う複数の切刃81Bとがある。
回転ヘッド4が設けられたコラム3は、架台2の長手方向X(X方向)、軸方向Lに直交する水平方向Y(Y方向)、及び長手方向X及び水平方向Yに直交する上下方向Z(Z方向)にそれぞれ移動可能に構成されている。
X方向スライダー22には、コラム3をY方向に案内するためのリニヤガイド231と、コラム3をY方向に駆動するためのモータ232と、モータ232による回転力を直線駆動力に変換するためのネジ機構233と、ネジ機構233によってY方向にスライドするY方向スライダー23とが設けられている。
コラム3には、回転ヘッド4をZ方向に案内するためのリニヤガイド311と、回転ヘッド4をZ方向に駆動するためのモータ312と、モータ312による回転力を直線駆動力に変換するためのネジ機構313と、ネジ機構313によってZ方向にスライドするZ方向スライダー31とが設けられている。また、コラム3には、回転ヘッド4に加わる重力が、回転ヘッド4をZ方向に駆動するためのモータ312に作用することを緩和するための重力バランサ32が設けられている。重力バランサ32は、エアシリンダによって構成されており、エアシリンダによる推力を、重力が作用する鉛直方向とは反対方向に作用させるよう構成されている。
一方、周方向Eに対する、複数の切刃81のねじれ角度βが設定されている場合(図9参照)には、研削加工を行う際の円盤砥石6の中心軸線D1を、ねじれ角度βを有するポケット82に直交させる。この場合には、軸方向L及び周方向Eに並ぶ複数の切刃81の研削は、円盤砥石6がブローチ8の中心軸線Oに平行に移動し、ブローチ8の外周を螺旋状に相対移動して行われる。
こうして、上下機構部52による上下旋回軸521の角度調整により、バリ取りブラシ7が、各切刃81のすくい面811に形成されたバリ85を除去する角度に設定される。
ブローチ研削盤1において、各切刃81のすくい面811を研削する際には、図3、図4、図7に示すように、水平機構部51及び上下機構部52によって、回転ヘッド4における円盤砥石6の外周先端部61を、軸方向Lに並ぶ切刃81同士の間のポケット82に配置する。そして、回転ヘッド4によって円盤砥石6を回転させるとともに、一対のブローチ支持台21によってブローチ8を回転させる。
また、コラム3の移動によって、回転ヘッド4及び円盤砥石6を、ブローチ8の各切刃81の軸方向Lへの形成ピッチに応じてブローチ8の軸方向Lへ順次送る。
また、バリ取りブラシ7によってバリ85を除去する際には、コラム3の移動によって、回転ヘッド4によって回転するバリ取りブラシ7が、一対のブローチ支持台21によって回転するブローチ8の軸方向Lに沿ってブローチ8に対して相対移動する。そして、バリ取りブラシ7のワイヤ部712の先端部が、複数の切刃81同士の間の溝部83に沿って順次配置される。また、バリ取りブラシ7は、ブローチ8の軸方向Lに繰り返し移動して、複数の溝部83の全体に対してバリ85の除去を行う。
それ故、本例のブローチ研削盤1によれば、すくい面811の研削加工及びバリ85の除去加工を、小さなスペースで、安定した品質で行うことができる。
2 架台
21 ブローチ支持台
3 コラム
4 回転ヘッド
5 旋回機構
6 円盤砥石
7 バリ取りブラシ
8 ブローチ
81 切刃
811 すくい面
85 バリ
Claims (5)
- ブローチの軸方向に複数並ぶ切刃の各すくい面を、円盤砥石によって研削するよう構成されたブローチ研削盤において、
上記ブローチを回転可能に支持するブローチ支持台が設けられた架台と、
該架台において、上記ブローチに対して該ブローチの軸方向に相対移動可能に配設されたコラムと、
該コラムに配設され、上記円盤砥石と、該円盤砥石によって研削をした後の上記すくい面に形成されたバリを除去するためのバリ取りブラシとを支持し、該バリ取りブラシと上記円盤砥石とを別々に回転させる回転ヘッドと、
上記コラムに配設され、上記回転ヘッドを、上記軸方向に直交する水平方向に沿った第1の旋回軸線の回りと、該第1の旋回軸線に直交する第2の旋回軸線の回りとに旋回させる旋回機構と、を備えていることを特徴とするブローチ研削盤。 - 上記複数の切刃は、ワークの加工穴の内周面にスプライン歯を切削するために、軸方向及び周方向に並んで形成されており、
上記バリ取りブラシは、径方向外方に放射状に突出する複数のワイヤを有しており、
上記バリ取りブラシによって上記バリを除去する際には、上記回転ヘッドによって回転する上記バリ取りブラシが上記ブローチの軸方向に沿って移動して、上記複数のワイヤの先端部が、周方向に並ぶ上記切刃同士の間の溝部に順次配置されるよう構成されていることを特徴とする請求項1に記載のブローチ研削盤。 - 上記複数の切刃は、ワークの加工穴の内周面にヘリカル歯を切削するために、上記ブローチの中心軸線の回りに捩じられながら軸方向及び周方向に並んでおり、
上記バリ取りブラシは、径方向外方に放射状に突出する複数のワイヤを有しており、
上記バリ取りブラシによって上記バリを除去する際には、上記回転ヘッドによって回転する上記バリ取りブラシが、上記ブローチ支持台によって回転する上記ブローチの軸方向に沿って該ブローチに対して相対移動して、上記複数のワイヤの先端部が、周方向に並ぶ上記切刃同士の間の溝部に順次配置されるよう構成されていることを特徴とする請求項1に記載のブローチ研削盤。 - 上記コラムは、ワークを切削する時の上記ブローチの切削方向であって、上記複数の切刃における上記すくい面の形成側とは反対側から上記形成側へ向けて、上記回転ヘッドに支持された上記バリ取りブラシを移動させるよう構成されており、
上記回転ヘッドによって回転する上記バリ取りブラシの、上記バリを除去する位置における周速方向は、上記バリ取りブラシの移動方向と同じであることを特徴とする請求項1〜3のいずれか一項に記載のブローチ研削盤。 - 上記回転ヘッドは、上記円盤砥石の中心軸線と上記バリ取りブラシの中心軸線とが平行な状態で、該円盤砥石と該バリ取りブラシとを支持しており、
上記旋回機構は、上記水平方向に沿った旋回軸線の回りに上記円盤砥石及び上記バリ取りブラシを旋回させる水平旋回軸と、上記上下方向に沿った旋回軸線の回りに上記円盤砥石及び上記バリ取りブラシを旋回させる上下旋回軸とを有しており、かつ、上記水平旋回軸を回転させて、上記ブローチに対向させる、上記円盤砥石と上記バリ取りブラシとを切換可能であり、上記上下旋回軸を回転させて、上記ブローチの中心軸線に対する、上記円盤砥石と上記バリ取りブラシとの傾斜角度を切換可能であることを特徴とする請求項1〜4のいずれか一項に記載のブローチ研削盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052274A JP6212418B2 (ja) | 2014-03-14 | 2014-03-14 | ブローチ研削盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052274A JP6212418B2 (ja) | 2014-03-14 | 2014-03-14 | ブローチ研削盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015174183A true JP2015174183A (ja) | 2015-10-05 |
| JP6212418B2 JP6212418B2 (ja) | 2017-10-11 |
Family
ID=54253853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014052274A Active JP6212418B2 (ja) | 2014-03-14 | 2014-03-14 | ブローチ研削盤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6212418B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018030675A1 (ko) * | 2016-08-08 | 2018-02-15 | 김인수 | 휴대기기 글라스 생산용 카본 지그/카본 금형 폴리싱 머신 |
| TWI627024B (zh) * | 2017-05-25 | 2018-06-21 | 毛刺清理用數值控制機 | |
| CN112571238A (zh) * | 2020-12-03 | 2021-03-30 | 北京理工大学 | 一种机器人专用磨抛复合磨具快速切换装置 |
| KR102579374B1 (ko) * | 2022-12-16 | 2023-09-18 | 주식회사 씨앤엘 | 디버링 머신 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3762106A (en) * | 1971-08-11 | 1973-10-02 | Lapointe Machine Tool Co | Attachment for broach sharpening machine |
| JPS4943351Y1 (ja) * | 1968-04-12 | 1974-11-27 | ||
| JPS5473587U (ja) * | 1977-11-04 | 1979-05-25 | ||
| JPH0890398A (ja) * | 1994-09-22 | 1996-04-09 | Nisshin Steel Co Ltd | 金属片のバリ取り方法および装置 |
| JPH1148112A (ja) * | 1997-07-31 | 1999-02-23 | Mazda Motor Corp | バリ取り方法およびその装置 |
| JP2005186256A (ja) * | 2003-12-26 | 2005-07-14 | Nachi Fujikoshi Corp | 工具刃面研削用の研削盤と加工方法 |
| JP2008213050A (ja) * | 2007-02-28 | 2008-09-18 | Toyota Motor Corp | ブローチ研削装置及びブローチ研削方法 |
-
2014
- 2014-03-14 JP JP2014052274A patent/JP6212418B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4943351Y1 (ja) * | 1968-04-12 | 1974-11-27 | ||
| US3762106A (en) * | 1971-08-11 | 1973-10-02 | Lapointe Machine Tool Co | Attachment for broach sharpening machine |
| JPS5473587U (ja) * | 1977-11-04 | 1979-05-25 | ||
| JPH0890398A (ja) * | 1994-09-22 | 1996-04-09 | Nisshin Steel Co Ltd | 金属片のバリ取り方法および装置 |
| JPH1148112A (ja) * | 1997-07-31 | 1999-02-23 | Mazda Motor Corp | バリ取り方法およびその装置 |
| JP2005186256A (ja) * | 2003-12-26 | 2005-07-14 | Nachi Fujikoshi Corp | 工具刃面研削用の研削盤と加工方法 |
| JP2008213050A (ja) * | 2007-02-28 | 2008-09-18 | Toyota Motor Corp | ブローチ研削装置及びブローチ研削方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018030675A1 (ko) * | 2016-08-08 | 2018-02-15 | 김인수 | 휴대기기 글라스 생산용 카본 지그/카본 금형 폴리싱 머신 |
| TWI627024B (zh) * | 2017-05-25 | 2018-06-21 | 毛刺清理用數值控制機 | |
| CN112571238A (zh) * | 2020-12-03 | 2021-03-30 | 北京理工大学 | 一种机器人专用磨抛复合磨具快速切换装置 |
| KR102579374B1 (ko) * | 2022-12-16 | 2023-09-18 | 주식회사 씨앤엘 | 디버링 머신 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6212418B2 (ja) | 2017-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4648219B2 (ja) | 歯車研削盤 | |
| JP5285416B2 (ja) | 内歯車研削盤及び樽形ねじ状工具のドレッシング方法 | |
| JP5210033B2 (ja) | 研削工具を整形するための方法および研削機械 | |
| JP5883016B2 (ja) | 航空機ターボシャフトエンジンのケーシングを機械加工するための方法および前記方法を実施するためのスクレーパ工具 | |
| JP5360623B2 (ja) | 平坦なワークピースの両面用研削加工装置 | |
| KR101913918B1 (ko) | 스카이빙 가공용 커터 | |
| JP6212418B2 (ja) | ブローチ研削盤 | |
| JP5244577B2 (ja) | 内歯車研削盤 | |
| JP5351700B2 (ja) | 樽形ねじ状工具の製作方法 | |
| KR20120030566A (ko) | 내치차 가공 방법 및 그것에 사용하는 공구의 드레싱 방법 | |
| JP2010253674A (ja) | エンドカット被加工物ホイール上の二次ばりを除去するための方法及び装置 | |
| JP2017530016A (ja) | 歯部を加工する方法及び加工用工具並びに工作機械 | |
| US3722144A (en) | Method and machine to de-bur commutator bars | |
| KR101410564B1 (ko) | 내외경 복합 연삭기기 | |
| CN207668610U (zh) | 一种管材切割设备 | |
| JP5854792B2 (ja) | 鼓形歯車状砥石のドレッシング方法及びディスク形ドレッサ | |
| JP5383556B2 (ja) | 歯車研削用砥石のツルーイング方法及び歯車研削盤 | |
| US2367850A (en) | Method of machining curved serrations in flat surfaces | |
| JP6819099B2 (ja) | 歯車加工方法 | |
| CN109623601A (zh) | 一种传动智能切换的工件打磨双动力高精度砂轮机 | |
| JP5290084B2 (ja) | 研削装置 | |
| JP3135410U (ja) | 大径歯車のバリ取り装置 | |
| JP6815913B2 (ja) | ウォーム加工装置、ウォーム加工方法及びウォーム | |
| JP6563241B2 (ja) | 砥石車の砥石成形方法 | |
| JP5524397B2 (ja) | 樽形ねじ状工具の製作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6212418 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |