JP2014113632A - レーザー加工装置 - Google Patents
レーザー加工装置 Download PDFInfo
- Publication number
- JP2014113632A JP2014113632A JP2012270939A JP2012270939A JP2014113632A JP 2014113632 A JP2014113632 A JP 2014113632A JP 2012270939 A JP2012270939 A JP 2012270939A JP 2012270939 A JP2012270939 A JP 2012270939A JP 2014113632 A JP2014113632 A JP 2014113632A
- Authority
- JP
- Japan
- Prior art keywords
- laser processing
- laser beam
- unit
- wafer
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003384 imaging method Methods 0.000 claims abstract description 28
- 239000000758 substrate Substances 0.000 claims abstract description 8
- 230000001678 irradiating effect Effects 0.000 claims description 15
- 238000003745 diagnosis Methods 0.000 claims description 5
- 238000004092 self-diagnosis Methods 0.000 claims description 5
- 230000006866 deterioration Effects 0.000 abstract description 7
- 239000004065 semiconductor Substances 0.000 description 35
- 238000003754 machining Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 238000012790 confirmation Methods 0.000 description 5
- 230000010355 oscillation Effects 0.000 description 5
- 238000001514 detection method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
Abstract
【解決手段】レーザー光線照射手段と、X軸移動手段と、Y軸移動手段と、チャックテーブルに保持されたウエーハ10に形成されたレーザー加工溝を撮像する撮像手段と、撮像手段によって撮像されたレーザー加工溝に基づいてレーザー光線照射手段を診断する制御手段とを具備し、制御手段は、ウエーハ10を構成する基板に形成された複数の単位レチクル100の座標値を記憶するメモリを備え、撮像手段を作動してウエーハ10に形成されたレーザー加工溝におけるメモリに記憶された複数の単位レチクル100の少なくとも2か所の単位レチクル100の同じ領域の特定座標領域を撮像せしめ、該撮像手段によって撮像された少なくとも2か所のレーザー加工溝の変化に基づいて該レーザー光線照射手段を自己診断し、診断結果を表示手段に表示する。
【選択図】図6
Description
しかるに、レーザー光線照射手段を構成する光学系の劣化を検出することができないために被加工物の加工品質を低下させるという問題がある。
例えば、レーザー光線発振器を含むレーザー光線発振手段が劣化した場合に暫定的に出力調整手段を制御して出力を調整することにより被加工物の加工品質を維持することが可能であるが、劣化の度合いを知ることができないために、暫定的な対処でよいのか、レーザー光線発振器を交換する必要があるのかを判断することができず、なんら対処することなく被加工物の加工を継続して加工品質の低下を招くという問題がある。
ウエーハを保持する被加工物保持手段と、該被加工物保持手段に保持されたウエーハにレーザー光線を照射するレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とをX軸方向に相対的に加工送りするX軸移動手段と、該被加工物保持手段と該レーザー光線照射手段とをX軸方向に直交するY軸方向に割り出し送りするY軸移動手段と、該被加工物保持手段に保持されたウエーハに形成されたレーザー加工溝を撮像する撮像手段と、該撮像手段によって撮像されたレーザー加工溝に基づいてレーザー光線照射手段を診断する制御手段と、を具備し、
該制御手段は、ウエーハを構成する基板に形成された複数の単位レチクルの座標値を記憶するメモリを備え、該撮像手段を作動してウエーハに形成されたレーザー加工溝における該メモリに記憶された複数の単位レチクルの少なくとも2か所の単位レチクルの同じ領域の特定座標領域を撮像せしめ、該撮像手段によって撮像された少なくとも2か所のレーザー加工溝の変化に基づいて該レーザー光線照射手段を自己診断し、診断結果を表示手段に表示する、
ことを特徴とするレーザー加工装置が提供される。
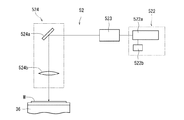
図示のレーザー光線照射手段52は、上記ケーシング521内に配設されたパルスレーザー光線発振手段522と、該パルスレーザー光線発振手段522によって発振されたパルスレーザー光線の出力を調整する出力調整手段523と、該出力調整手段523によって出力が調整されたパルスレーザー光線を上記チャックテーブル36の保持面に保持された被加工物Wに照射する集光器524を具備している。
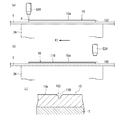
図4には、被加工物としての半導体ウエーハの斜視図が示されている。図4に示す半導体ウエーハ10は例えば厚みが200μmのシリコン基板の表面10aに単位レチクル100をステップしながら複数のデバイス101が複数の第1のストリート102と該第1のストリート102と直交する第2のストリート103によって区画されて形成されている。なお、単位レチクル100は、図示の実施形態においては複数の第1のストリート102および第2のストリート103によって区画された6個のデバイス101からなっている。
光源 :半導体励起固体レーザー(Nd:YAG)
波長 :355nm
繰り返し周波数 :100kHz
平均出力 :3W
集光スポット径 :φ10μm
加工送り速度 :100mm/秒
なお、上述した実施形態においては、特定座標領域に形成されたレーザー加工溝110の幅寸法の減少によってレーザー光線照射手段52の劣化を判定した例を示したが、レーザー加工溝110の変化として周囲に飛散したデブリの減少を検出してレーザー光線照射手段52の劣化を判定してもよい。
3:チャックテーブル機構
36:チャックテーブル
37:X軸移動手段
38:第1のY軸移動手段
4:レーザー光線照射ユニット支持機構
43:第2のY軸移動手段
5:レーザー光線照射ユニット
52:レーザー光線照射手段
524:集光器
53:集光点位置調整手段
6:撮像手段
7:制御手段
70:表示手段
10:半導体ウエーハ
F:環状のフレーム
T:ダイシングテープ
Claims (2)
- 基板の表面に単位レチクルをステップしながら複数のデバイスがストリートによって区画されて形成されたウエーハをレーザー加工するレーザー加工装置であって、
ウエーハを保持する被加工物保持手段と、該被加工物保持手段に保持されたウエーハにレーザー光線を照射するレーザー光線照射手段と、該被加工物保持手段と該レーザー光線照射手段とをX軸方向に相対的に加工送りするX軸移動手段と、該被加工物保持手段と該レーザー光線照射手段とをX軸方向に直交するY軸方向に割り出し送りするY軸移動手段と、該被加工物保持手段に保持されたウエーハに形成されたレーザー加工溝を撮像する撮像手段と、該撮像手段によって撮像されたレーザー加工溝に基づいてレーザー光線照射手段を診断する制御手段と、を具備し、
該制御手段は、ウエーハを構成する基板に形成された複数の単位レチクルの座標値を記憶するメモリを備え、該撮像手段を作動してウエーハに形成されたレーザー加工溝における該メモリに記憶された複数の単位レチクルの少なくとも2か所の単位レチクルの同じ領域の特定座標領域を撮像せしめ、該撮像手段によって撮像された少なくとも2か所のレーザー加工溝の変化に基づいて該レーザー光線照射手段を自己診断し、診断結果を表示手段に表示する、
ことを特徴とするレーザー加工装置。 - 該レーザー加工溝の変化は、幅寸法の変化を検出する、請求項1記載のレーザー加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012270939A JP6013894B2 (ja) | 2012-12-12 | 2012-12-12 | レーザー加工装置 |
| DE102013225410.5A DE102013225410A1 (de) | 2012-12-12 | 2013-12-10 | Laserbearbeitungsvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012270939A JP6013894B2 (ja) | 2012-12-12 | 2012-12-12 | レーザー加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014113632A true JP2014113632A (ja) | 2014-06-26 |
| JP6013894B2 JP6013894B2 (ja) | 2016-10-25 |
Family
ID=50778410
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012270939A Active JP6013894B2 (ja) | 2012-12-12 | 2012-12-12 | レーザー加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6013894B2 (ja) |
| DE (1) | DE102013225410A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017028030A (ja) * | 2015-07-17 | 2017-02-02 | 株式会社ディスコ | レーザー加工装置 |
| JP2020068316A (ja) * | 2018-10-25 | 2020-04-30 | 株式会社ディスコ | ウェーハの加工方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017125941B4 (de) * | 2017-11-07 | 2020-01-16 | Weil Engineering Gmbh | Verfahren zur Herstellung eines Formkörpers in einer Materialbearbeitungsmaschine sowie Materialbearbeitungsmaschine zur Durchführung des Verfahrens |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07116873A (ja) * | 1993-10-25 | 1995-05-09 | Nikon Corp | レーザ加工装置 |
| JPH10314966A (ja) * | 1997-03-18 | 1998-12-02 | Amada Co Ltd | レーザ加工機における光学系診断方法およびその装置 |
| JP2002331383A (ja) * | 2001-05-08 | 2002-11-19 | Koike Sanso Kogyo Co Ltd | 切断監視装置 |
| JP2004111426A (ja) * | 2002-09-13 | 2004-04-08 | Tokyo Seimitsu Co Ltd | レーザーダイシング装置 |
| JP2004337943A (ja) * | 2003-05-16 | 2004-12-02 | Sumitomo Heavy Ind Ltd | レーザ加工装置 |
| JP2006140294A (ja) * | 2004-11-11 | 2006-06-01 | Fujitsu Ltd | 半導体基板、半導体装置の製造方法及び半導体装置の試験方法 |
| JP2007196274A (ja) * | 2006-01-27 | 2007-08-09 | Sumitomo Heavy Ind Ltd | レーザ加工装置及びレーザ加工方法 |
| JP2008004822A (ja) * | 2006-06-23 | 2008-01-10 | Disco Abrasive Syst Ltd | ウエーハの加工条件設定方法 |
| JP2009505843A (ja) * | 2005-08-30 | 2009-02-12 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | レーザー微細加工中に形成される個々の穴のエネルギー監視又は制御 |
| JP2012066281A (ja) * | 2010-09-24 | 2012-04-05 | Kataoka Seisakusho:Kk | レーザ加工機 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4684687B2 (ja) | 2005-03-11 | 2011-05-18 | 株式会社ディスコ | ウエーハのレーザー加工方法および加工装置 |
-
2012
- 2012-12-12 JP JP2012270939A patent/JP6013894B2/ja active Active
-
2013
- 2013-12-10 DE DE102013225410.5A patent/DE102013225410A1/de active Granted
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07116873A (ja) * | 1993-10-25 | 1995-05-09 | Nikon Corp | レーザ加工装置 |
| JPH10314966A (ja) * | 1997-03-18 | 1998-12-02 | Amada Co Ltd | レーザ加工機における光学系診断方法およびその装置 |
| JP2002331383A (ja) * | 2001-05-08 | 2002-11-19 | Koike Sanso Kogyo Co Ltd | 切断監視装置 |
| JP2004111426A (ja) * | 2002-09-13 | 2004-04-08 | Tokyo Seimitsu Co Ltd | レーザーダイシング装置 |
| JP2004337943A (ja) * | 2003-05-16 | 2004-12-02 | Sumitomo Heavy Ind Ltd | レーザ加工装置 |
| JP2006140294A (ja) * | 2004-11-11 | 2006-06-01 | Fujitsu Ltd | 半導体基板、半導体装置の製造方法及び半導体装置の試験方法 |
| JP2009505843A (ja) * | 2005-08-30 | 2009-02-12 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | レーザー微細加工中に形成される個々の穴のエネルギー監視又は制御 |
| JP2007196274A (ja) * | 2006-01-27 | 2007-08-09 | Sumitomo Heavy Ind Ltd | レーザ加工装置及びレーザ加工方法 |
| JP2008004822A (ja) * | 2006-06-23 | 2008-01-10 | Disco Abrasive Syst Ltd | ウエーハの加工条件設定方法 |
| JP2012066281A (ja) * | 2010-09-24 | 2012-04-05 | Kataoka Seisakusho:Kk | レーザ加工機 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017028030A (ja) * | 2015-07-17 | 2017-02-02 | 株式会社ディスコ | レーザー加工装置 |
| JP2020068316A (ja) * | 2018-10-25 | 2020-04-30 | 株式会社ディスコ | ウェーハの加工方法 |
| JP7214308B2 (ja) | 2018-10-25 | 2023-01-30 | 株式会社ディスコ | ウェーハの加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6013894B2 (ja) | 2016-10-25 |
| DE102013225410A1 (de) | 2014-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5912293B2 (ja) | レーザー加工装置 | |
| JP5248825B2 (ja) | チャックテーブルに保持された被加工物の高さ位置検出装置 | |
| JP5980504B2 (ja) | ウエーハの加工方法およびレーザー加工装置 | |
| JP5221254B2 (ja) | レーザー加工装置 | |
| US9358637B2 (en) | Laser beam spot shape detecting method | |
| JP4917382B2 (ja) | レーザー光線照射装置およびレーザー加工機 | |
| JP5902540B2 (ja) | レーザー加工方法およびレーザー加工装置 | |
| JP5964604B2 (ja) | レーザー加工装置 | |
| JP5869259B2 (ja) | 穿孔方法およびレーザー加工装置 | |
| JP2008036667A (ja) | レーザー光線照射装置およびレーザー加工機 | |
| JP2010123797A (ja) | ウエーハのレーザー加工方法 | |
| JP2009269074A (ja) | レーザー加工装置 | |
| JP2006247674A (ja) | レーザー加工装置 | |
| JP2013078785A (ja) | レーザー加工装置の集光スポット位置検出方法 | |
| JP6034030B2 (ja) | レーザー加工方法およびレーザー加工装置 | |
| JP2008207210A (ja) | レーザー光線照射装置およびレーザー加工機 | |
| JP5902490B2 (ja) | レーザー光線のスポット形状検出方法およびスポット形状検出装置 | |
| JP2014060224A (ja) | 加工装置 | |
| JP2013237097A (ja) | 改質層形成方法 | |
| JP6013894B2 (ja) | レーザー加工装置 | |
| JP2010145230A (ja) | チャックテーブルに保持された被加工物の高さ位置計測装置 | |
| JP6000551B2 (ja) | レーザー加工装置の集光スポット位置検出方法 | |
| JP4664713B2 (ja) | レーザー加工装置 | |
| JP2012094591A (ja) | ビアホールの加工方法およびレーザー加工装置 | |
| JP2007307597A (ja) | レーザー加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160923 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6013894 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |