JP2014100861A - 液体吐出装置および液体吐出方法 - Google Patents
液体吐出装置および液体吐出方法 Download PDFInfo
- Publication number
- JP2014100861A JP2014100861A JP2012255006A JP2012255006A JP2014100861A JP 2014100861 A JP2014100861 A JP 2014100861A JP 2012255006 A JP2012255006 A JP 2012255006A JP 2012255006 A JP2012255006 A JP 2012255006A JP 2014100861 A JP2014100861 A JP 2014100861A
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- nozzles
- dots
- ejection
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Landscapes
- Ink Jet (AREA)
Abstract
【解決手段】紫外線が照射されると硬化する性質を有する液体を、吐出ヘッドの複数のノズルから被吐出媒体に吐出し、これに、紫外線を照射して硬化させる。このとき、複数のノズルのうちの一部のノズルからの液体の吐出を、液体を吐出してから紫外線照射を受けるまでのタイミングの相違する他のノズルからの液体の吐出とは異なる態様で行なう。
【選択図】図1
Description
図1は、本発明の一実施形態における液体吐出装置としてのプリンター20の概略構成を示す説明図である。プリンター20は、シリアル方式のインクジェットプリンターである。プリンター20は、制御ユニット30と、印刷ヘッド90と、搬送機構70と、第1仮硬化用紫外線照射部96A、第2仮硬化用紫外線照射部96B(以下、まとめて仮硬化用紫外線照射部96とも呼ぶ)と、本硬化用紫外線照射部98(図2参照)と、を備えている。
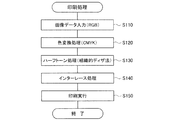
次に、上述のプリンター20を用いた印刷処理について説明する。印刷処理の開始を操作パネル39を操作してプリンター20に指示するのに先立って、ユーザーは、印刷モードの指定を行なう。印刷モードには、印刷方向(双方向印刷または片方向印刷)や第1仮硬化用紫外線照射部96A、第2仮硬化用紫外線照射部96Bの照射強度および照射の有無等が対応づけられている。例えば、ユーザーの求める解像度や、印刷速度、使用する記録媒体の種類に応じて、印刷モードを指定することが可能である。なお、双方向印刷とは、印刷ヘッド90の主操作方向往動および復動のそれぞれでノズルNZからインクを吐出する印刷をいい、片方向印刷とは、印刷ヘッド90の往動または復動のいずれか一方の移動時のみにノズルNZからインクを吐出する印刷をいう。ユーザーは、高画質印刷を行う場合には、片方向印刷を行う印刷モードを、印刷速度を重視する場合には、双方向印刷を行う印刷モードを指定することができる。
以上説明したハードウェア構成および印刷処理を前提として、本発明の第1実施形態としての吐出制御について説明する。第1の実施形態では、各ノズル列のノズルは150個ずつ用意されており、ノズルNZのピッチNPは2/300インチとされている。このプリンター20により印刷される画像の解像度は300dbiなので、ノズルNZのピッチNPは、印刷されるドット間距離を単位として、2ドット分に相当する。したがって、第1実施形態のプリンター20では、印刷ヘッド90を、記録媒体RMに対し、副走査方向に相対的に1/300インチの奇数倍だけ移動する副走査送りが必要になる。印刷ヘッド90の1回の主走査により形成可能なドットとドットの間に、もう1ドットのラスタを形成する必要があるからである。
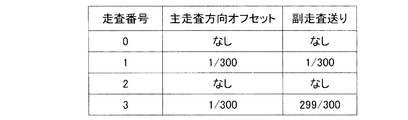
(1)パス番号0の主走査によるドット形成を、主走査方向オフセットなしで行ない、主走査が終わった時点での副走査送りは行なわない。ドットは主走査方向に一つおき(300/2dpi)に形成される。
(2)パス番号1の主走査によるドット形成を、主走査方向1/300インチのオフセットで行ない、主走査が終わった時点で1/300インチだけ副走査方向に記録媒体RMを送る。ドットは主走査方向に一つおき(300/2dpi)に形成される。
(3)パス番号2の主走査によるドット形成を、主走査方向オフセットなしで行ない、主走査が終わった時点での副走査送りは行なわない。ドットは主走査方向に一つおき(300/2dpi)に形成される。
(4)パス番号3の主走査によるドット形成を、主走査方向1/300インチのオフセットで行ない、主走査が終わった時点で1/300インチだけ副走査方向に記録媒体RMを送る。ドットは主走査方向に一つおき(300/2dpi)に形成される。
次に、本発明の第2の実施形態について説明する。第2実施形態としてのプリンター20は、第1実施形態と同様のハードウェア構成(図1、図2)を備え、ほぼ同様の印刷処理(図3)を実施する。但し、第2実施形態では、印刷処理における副走査方向の搬送量が異なり、これに合わせて、インクを吐出する態様が異なるものとされている。
次に、第2実施形態の最後に示した手法、つまりディザマスク62に特定の特性を持たせることで、ノズル毎のドット形成の割合を調整した例について説明する。第3実施形態のプリンター20は、第2実施形態と同様の構成を有し、ディザマスク62を用いたハーフトーン処理(図3、ステップS130)によるドット形成が次の特性を持ちように、ディザマスク62を作り込んだものである。
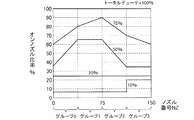
第3実施形態では、インクデューティ合計が100%のとき、全てのドットをオンする必要があることから、グループ毎のオンノズル比率を変更することはできなかった。第4実施形態では、各色インク用のノズル列を188個のノズルから構成した印刷ヘッド90を用いる。これ以外のハードウェア構成は、上述した他の実施形態と同様である。
・グループ0:ノズル番号0〜36番(パス3)
・グループ1:ノズル番号38〜74番(パス2)
・グループ2:ノズル番号75〜111番(パス1)
・グループ3:ノズル番号113〜149番(パス0)
・グループ4:ノズル番号150〜187番(パス−1)
すなわち、本実施例では、パス0のノズルよりも前にドットを形成可能なパス−1のノズルが属するグループ4が存在する。グループ4は、グループ0と同一の画素位置にドットを形成することができる。具体的には、ノズル0とノズル150、ノズル1とノズル151、・・・・、ノズルn(n≦37)とノズルn+150とは、それぞれ重複する。したがって、グループ0のノズルでドットを形成する場合には、グループ4のノズルでドットを形成しても差し支えないことになる。
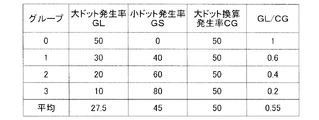
次に第5実施形態について説明する。第5実施形態のプリンター20は、印刷ヘッド90の各ノズルNZから、ドット目面積の大きなドット(以下、大ドットLという)と、これより面積の小さいドット(以下小ドットSという)との2種類のドットを記録媒体RM上に形成できる点で、上述した実施形態とは異なっている。大ドットLおよび小ドットSは、それぞれ、体積20plと10plのインク滴を、ノズルNZから吐出することにより記録媒体RM上に形成される。図1に示した吐出制御部43は、各ノズルNZに設けられたノズルアクチュエーターとてしのピエゾ素子に印加する電圧の波形を制御し、ノズルNZの開口部における液面(メニスカス)の形態を制御することにより、ノズルNZから吐出されるインク滴の体積を制御している。大小ドットインク滴の体積と記録媒体RM上の単位面積当たりの濃度とは必ずしも比例する訳ではないが、本実施形態では小ドットSは、大ドットLの1/2相当となっている。
上記の第5実施形態では、所定の画像濃度に対して大小ドットL,Sを形成する際の大ドット換算値は、パスの数に拠らず一定とした(図11参照)が、大ドット換算値をパス毎に不均一とすることも差し支えない。図12は、こうした場合の大小ドットL,Sの形成の割合を示している。図示するように、画像の濃度が低い場合(大ドット換算で50%以下)には、パス数が小さいほど大ドットLが形成される割合が高くなる傾向にあるという関係や、画像の濃度が高くなると、各パスでは大ドットLが十分形成された上に、小ドットSも形成され、且つこの小ドットSは、パス2や3ではパス0や1より高い割合で形成される、という関係は、第5実施形態と同じである。加えて、変形例では、画像の濃度が低い場合には、パス0,1では、パス2,3よりドットか形成されやすくなっており、大ドット換算値が高くされている。このため、上記第5実施形態の作用効果をより強化することができる。
次に第6実施形態について、説明する。第6実施形態のプリンター20は、印刷ヘッド90の構成や主走査方向のオフセット、あるいは副走査送り量などは、上述した第2実施形態と同様の構成(図7、図8参照)を備え、更に、第5実施形態と同様に、記録媒体RM上に大ドットL,小ドットSを形成することが可能な構成を備える。
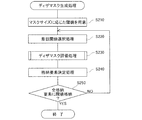
次に、上記の実施形態で用いたディザマスク62の生成方法について説明する。図15は、ディザマスク62の生成方法の手順を示すフローチャートである。この処理は、図1に示したプリンター20ではなく、ディザマスク生成用のコンピューターで実行される。

30…制御ユニット
38…メモリカードスロット
39…操作パネル
40…CPU
41…入力部
42…ハーフトーン処理部
43…吐出制御部
44…照射制御部
51…ROM
52…RAM
60…EEPROM
62…ディザマスク
70…搬送機構
71…無端ベルト
72…プーリ
73…操作ガイド
74…紙送りモーター
75…プラテン
77…キャリッジモーター
80…キャリッジ
82〜85…インク収容部
90…印刷ヘッド
92〜95…ノズル列(CMYK)
96…仮硬化用紫外線照射部
96A…第1仮硬化用紫外線照射部
96B…第2仮硬化用紫外線照射部
97,99…光源(紫外線LED)
98…本硬化用紫外線照射部
RM…記録媒体
Claims (13)
- 液体吐出装置であって、
紫外線が照射されると硬化する性質を有する液体を吐出する複数のノズルを備えた吐出ヘッドと、
前記吐出ヘッドの前記ノズルから被吐出媒体に吐出された液体に、紫外線を照射する紫外線照射部と、
前記複数のノズルのうちの一部のノズルからの液体の吐出を、前記液体を吐出してから前記紫外線照射部による紫外線照射を受けるまでのタイミングの相違する他のノズルからの前記液体の吐出とは異なる態様で行なう吐出制御部と
を備えた液体吐出装置。 - 請求項1記載の液体吐出装置であって、
前記吐出ヘッドは、
前記複数のノズルを、前記被吐出媒体の搬送方向に沿って配列されたノズル列として備え、
前記被吐出媒体に対して主走査方向の移動を繰り返し、
前記吐出制御部は、
一の領域を、前記吐出ヘッドの以上の主走査における前記ノズル列のうちの異なるノズルから吐出する液体により形成し、
前記ノズルからの液体の吐出は、前記領域に先にドットを形成する主走査で吐出される液体量が、前記領域に後でドットを形成する主走査で吐出される液体量より少ない
液体吐出装置。 - 請求項1記載の液体吐出装置であって、
前記吐出ヘッドは、
前記複数のノズルを、前記被吐出媒体の搬送方向に沿って配列されたノズル列として備え、
前記被吐出媒体に対して主走査方向の移動を繰り返し、
前記吐出制御部は、
前記ノズル列を構成する前記ノズルのうち、一の領域を先に形成する先行側のノズルと後で形成する後行側のノズルとを用いて、前記一の領域を形成し、
前記後行側のノズルからの前記液体の吐出量は、前記先行側のノズルからの前記液体の液体量より多い
液体吐出装置。 - 請求項1から請求項3のいずれか一項に記載の液体吐出装置であって、
前記吐出ヘッドは、前記液体として画像を印刷するインクを吐出する複数のノズルを、前記被吐出媒体の搬送方向である副走査方向に沿って配列されたノズル列として備えた印刷ヘッドであり、
更に、画像を表わす画像データを入力し、前記画像を構成する各画素についての前記画像データを、予め用意したディザマスクの複数の閾値と比較することにより、前記インクによるドット形成の有無を決定するドットデータを生成するハーフトーン処理部を備え、
前記ディザマスクは、前記印刷ヘッドの前記複数のノズルの位置と該各ノズルの位置に適用され各閾値との対応関係が予め定められている
液体吐出装置。 - 請求項4記載の液体吐出装置であって、
更に、前記主走査が行なわれる度に、前記被吐出媒体を前記印刷ヘッドに対して前記副走査方向に相対的に所定の送り量で搬送する搬送部を備え、
前記ディザマスクは、前記副走査方向の閾値の数が、前記被吐出媒体の前記副走査方向の送り量の繰り返し周期のN倍(Nは正の整数)である
液体吐出装置。 - 請求項1から請求項5のいずれか一項に記載の液体吐出装置であって、
前記吐出ヘッドは、前記各ノズルから前記被吐出媒体に吐出する液体を、少なくとも大小2種類の大きさのドットに制御可能であり、
前記吐出制御部は、前記異なる態様として、一の領域にドットを形成する異なるタイミングでの前記ドットの形成における大小ドットの比率を異ならせる
液体吐出装置。 - 請求項6記載の液体吐出装置であって、
前記大小ドットの比率は、一の領域に関して、該領域に先にドットを形成する主走査において吐出する際の大ドット/小ドットの比率が、該領域に後でドットを形成する主走査において吐出する際の大ドット/小ドットの比率より高い
液体吐出装置。 - 前記大ドット/小ドット比率の変更は、領域毎に異なるテーブルを用いることにより行なう請求項7記載の液体吐出装置。
- 前記ノズル列を、種類の異なる複数の液体の分だけ備え、
前記大ドット/小ドットの比率を、前記種類の異なる複数の液体の吐出量の総和が高い場合に低減する請求項7記載の液体吐出装置。 - 請求項1記載の液体吐出装置であって、
更に、前記吐出ヘッドの主走査方向の移動おける前記液体の吐出による前記領域でのドットの形成に伴って、前記被吐出媒体を、前記吐出ヘッドに対して相対的に、かつ前記主走査方向と交叉する方向に移動する搬送部を備え、
前記紫外線照射部は、
前記吐出ヘッドが前記領域を形成する主走査に伴って移動し、前記被吐出媒体上の前記液体に紫外線を照射して硬化させる第1の硬化照射部と、
前記第1の硬化照射部による紫外線の照射の後に、前記搬送部により搬送された前記被吐出媒体上の液体に、さらに紫外線を照射して硬化させる第2の硬化照射部と
を備える液体吐出装置。 - 請求項10記載の液体吐出装置であって、
前記第1の紫外線照射部は、
前記吐出ヘッドの前記主走査方向前後にそれぞれ設けられ、
前記吐出ヘッドが前記主走査方向に走査される際に、前記吐出ヘッドに対して主走査方向前方に位置する側が、後ろ側に位置する側より、強い照射強度で紫外線の照射を行なう
液体吐出装置。 - 液体吐出方法であって、
紫外線が照射されると硬化する性質を有する液体を、吐出ヘッドに設けられた複数のノズルから、被吐出媒体に吐出し、
前記被吐出媒体に吐出された液体に、紫外線を照射し、
前記複数のノズルのうちの一部のノズルからの液体の吐出を、前記液体を吐出してから前記紫外線照射を受けるまでのタイミングの相違する他のノズルからの前記液体の吐出とは異なる態様で行なう
液体吐出方法。 - コンピューターに詠み込み可能であり、コンピューターに読み込まれて、液体吐出ヘッドからの液体の吐出を実現するプログラムであって、
紫外線が照射されると硬化する性質を有する液体を、吐出ヘッドに設けられた複数のノズルから、被吐出媒体に吐出する機能と、
前記吐出ヘッドの前記ノズルから被吐出媒体に吐出された液体に、紫外線を照射する機能と、
前記複数のノズルのうちの一部のノズルからの液体の吐出を、前記液体を吐出してから前記紫外線照射を受けるまでのタイミングの相違する他のノズルからの前記液体の吐出とは異なる態様で行なう機能と
をコンピューターに実現させるプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012255006A JP2014100861A (ja) | 2012-11-21 | 2012-11-21 | 液体吐出装置および液体吐出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012255006A JP2014100861A (ja) | 2012-11-21 | 2012-11-21 | 液体吐出装置および液体吐出方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014100861A true JP2014100861A (ja) | 2014-06-05 |
Family
ID=51023841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012255006A Withdrawn JP2014100861A (ja) | 2012-11-21 | 2012-11-21 | 液体吐出装置および液体吐出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014100861A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018181167A1 (ja) * | 2017-03-31 | 2018-10-04 | 富士フイルム株式会社 | 画像記録装置、ディザマスク及び画像記録方法 |
| JP2019123154A (ja) * | 2018-01-17 | 2019-07-25 | 星雲電腦股▲ふん▼有限公司 | 高輝度透明インクをアウトプットするマルチパスuvインクジェットプリンタ及びその印刷方法 |
| JP2019151055A (ja) * | 2018-03-05 | 2019-09-12 | 株式会社リコー | 液体吐出装置、及びプログラム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003011334A (ja) * | 2001-06-29 | 2003-01-15 | Canon Inc | インクジェット記録装置およびインクジェット記録方法 |
| JP2005313445A (ja) * | 2004-04-28 | 2005-11-10 | Konica Minolta Medical & Graphic Inc | インクジェット記録装置 |
| JP2006150790A (ja) * | 2004-11-30 | 2006-06-15 | Konica Minolta Medical & Graphic Inc | インクジェット記録方法及びインクジェット記録装置 |
| JP2007320120A (ja) * | 2006-05-31 | 2007-12-13 | Konica Minolta Medical & Graphic Inc | インクジェット記録装置 |
| JP2010162772A (ja) * | 2009-01-15 | 2010-07-29 | Seiko Epson Corp | 印刷装置 |
-
2012
- 2012-11-21 JP JP2012255006A patent/JP2014100861A/ja not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003011334A (ja) * | 2001-06-29 | 2003-01-15 | Canon Inc | インクジェット記録装置およびインクジェット記録方法 |
| JP2005313445A (ja) * | 2004-04-28 | 2005-11-10 | Konica Minolta Medical & Graphic Inc | インクジェット記録装置 |
| JP2006150790A (ja) * | 2004-11-30 | 2006-06-15 | Konica Minolta Medical & Graphic Inc | インクジェット記録方法及びインクジェット記録装置 |
| JP2007320120A (ja) * | 2006-05-31 | 2007-12-13 | Konica Minolta Medical & Graphic Inc | インクジェット記録装置 |
| JP2010162772A (ja) * | 2009-01-15 | 2010-07-29 | Seiko Epson Corp | 印刷装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018181167A1 (ja) * | 2017-03-31 | 2018-10-04 | 富士フイルム株式会社 | 画像記録装置、ディザマスク及び画像記録方法 |
| US10744786B2 (en) | 2017-03-31 | 2020-08-18 | Fujifilm Corporation | Image recording apparatus, dither mask, and image recording method |
| JP2019123154A (ja) * | 2018-01-17 | 2019-07-25 | 星雲電腦股▲ふん▼有限公司 | 高輝度透明インクをアウトプットするマルチパスuvインクジェットプリンタ及びその印刷方法 |
| JP2019151055A (ja) * | 2018-03-05 | 2019-09-12 | 株式会社リコー | 液体吐出装置、及びプログラム |
| JP7081219B2 (ja) | 2018-03-05 | 2022-06-07 | 株式会社リコー | 液体吐出装置、及びプログラム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7936479B2 (en) | Image processing method for reducing imaging artifacts | |
| JP2016013671A (ja) | 凹凸形成装置および凹凸形成方法 | |
| JP6532208B2 (ja) | 凹凸形成装置、凹凸形成方法及びプログラム | |
| WO2016031570A1 (ja) | 画像処理装置及び画像処理方法並びにインクジェット記録装置 | |
| US6943918B1 (en) | Printer-system, method of printing, and recording medium for implementing the method | |
| US10005289B2 (en) | Printing apparatus, printing method, and non-transitory computer readable medium for storing program | |
| JP5586938B2 (ja) | データ生成装置、データ生成方法およびプログラム | |
| JP5811225B2 (ja) | 印刷装置、印刷方法、および、コンピュータープログラム | |
| JP2014100861A (ja) | 液体吐出装置および液体吐出方法 | |
| JP5541063B2 (ja) | 印刷装置 | |
| JP2004336570A (ja) | 画像処理装置 | |
| JP2010137536A (ja) | 印刷装置および印刷方法 | |
| JP6307939B2 (ja) | 画像形成装置、及び、画像形成方法 | |
| JP2011088283A (ja) | 印刷装置および印刷方法 | |
| JP2012025116A (ja) | 画像形成装置及び方法 | |
| WO2019012759A1 (ja) | 画像処理装置及び方法、プログラム並びに画像記録装置 | |
| JP5855464B2 (ja) | 画素データの補正方法、画像処理装置、プログラム並びに画像形成装置 | |
| JP4062350B2 (ja) | 印刷装置および印刷方法並びに記録媒体 | |
| JP2008143092A (ja) | インクジェット記録方法およびインクジェット記録装置 | |
| US12017463B2 (en) | Printing control apparatus and printing control method | |
| JP5002717B2 (ja) | 画像記録装置およびデータ生成方法 | |
| JP2013169670A (ja) | 液体吐出装置および液体吐出方法 | |
| WO2018235386A1 (ja) | 画像処理装置及び方法、ディザマスクのセット、並びに画像記録装置 | |
| JP4736553B2 (ja) | インクジェット記録システム及び画像処理プログラム | |
| JP2013252619A (ja) | 液体吐出装置および液体吐出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151021 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160609 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160719 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20160817 |