JP2014008549A - ドリル - Google Patents
ドリル Download PDFInfo
- Publication number
- JP2014008549A JP2014008549A JP2012145133A JP2012145133A JP2014008549A JP 2014008549 A JP2014008549 A JP 2014008549A JP 2012145133 A JP2012145133 A JP 2012145133A JP 2012145133 A JP2012145133 A JP 2012145133A JP 2014008549 A JP2014008549 A JP 2014008549A
- Authority
- JP
- Japan
- Prior art keywords
- curved surface
- cutting edge
- drill
- radius
- thinning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/02—Twist drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
- B23P15/32—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools twist-drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/24—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills
- B24B3/26—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills of the point of twist drills
- B24B3/32—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills of the point of twist drills for thinning the point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/04—Angles, e.g. cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/122—Bevelled cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/12—Cross sectional views of the cutting edges
- B23B2251/125—Rounded cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/44—Margins, i.e. the narrow portion of the land which is not cut away to provide clearance on the circumferential surface
- B23B2251/443—Double margin drills
Abstract
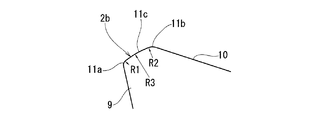
【解決手段】回転中心部に設けられるシンニング部切れ刃を、逃げ面と負の軸方向すくい角を有するすくい面との交差部に生じた尖った稜線で構成し、シンニング部切れ刃の外端から径方向外側に延びだす外周部切れ刃2bは、半径R1の第1の曲面11aと、半径R1よりも曲率の小さい半径R2の第2の曲面11bと、第1の曲面と第2の曲面との間をつなぐ半径R1,R2よりも曲率の小さい第3の曲面11cの組み合わされた断面形状を有するものにした。
【選択図】図4
Description
図1、図2に示すドリル1は、2枚刃のツイストドリルである。このドリル1は、切れ刃2と、ねじれ角のついたフルート溝3を有する。また、先端中心部にシンニング部4を有し、さらに、ランド部5の外周に主マージン部6と副マージン部7を有する。図1のCは、中心線である。
とシンニング部切れ刃の強度のバランスを考えると、シンニング部のすくい面の軸方向すくい角ARは−15°〜−40°の範囲が適当である。
2 切れ刃
2a シンニング部切れ刃
2b 外周部切れ刃
3 フルート溝
4 シンニング部
5 ランド部
6 主マージン部
7 副マージン部
8 オイルホール
9 逃げ面
10 すくい面
10a シンニング部のすくい面
11a 第1の曲面
11b 第2の曲面
11c 第3の曲面
12 ネガランド面
W 被削材
Claims (3)
- 回転中心部にシンニング部(4)を有するドリルであって、シンニング部切れ刃(2a)を、逃げ面(9)と負の軸方向すくい角を有するすくい面(10)との交差部に生じた尖った稜線で構成し、
シンニング部切れ刃の外端から径方向外側に延びだす外周部切れ刃(2b)は刃先強化のホーニング処理を施し、ホーニング処理された刃先を、逃げ面(9)に連なる半径R1の第1の曲面(11a)と、すくい面(10)に連なる半径R1よりも曲率の小さい半径R2の第2の曲面(11b)と、第1の曲面(11a)と第2の曲面(11b)との間をつなぐ半径R1,R2よりも曲率の小さい第3の曲面(11c)が組み合わされた断面形状を有するものにしたことを特徴とするドリル。 - 前記第3の曲面(11c)を、半径R3の曲率の一定した面で構成してその第3の曲面(11c)の半径R3を1としたときの前記半径R1、R2の割合を、R1については0.1〜0.3、R2については0.4〜0.6に設定した請求項1に記載のドリル。
- 前記シンニング部(4)のすくい面の軸方向すくい角(AR)を、−15°〜−40°の範囲に設定した請求項1又は2に記載のドリル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012145133A JP2014008549A (ja) | 2012-06-28 | 2012-06-28 | ドリル |
| DE201310212122 DE102013212122A1 (de) | 2012-06-28 | 2013-06-25 | Bohrer |
| CN201310259858.5A CN103506668A (zh) | 2012-06-28 | 2013-06-26 | 钻头 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012145133A JP2014008549A (ja) | 2012-06-28 | 2012-06-28 | ドリル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014008549A true JP2014008549A (ja) | 2014-01-20 |
Family
ID=49754350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012145133A Pending JP2014008549A (ja) | 2012-06-28 | 2012-06-28 | ドリル |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2014008549A (ja) |
| CN (1) | CN103506668A (ja) |
| DE (1) | DE102013212122A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015194408A1 (ja) * | 2014-06-17 | 2015-12-23 | 住友電工ハードメタル株式会社 | ドリル |
| WO2016043098A1 (ja) * | 2014-09-19 | 2016-03-24 | 住友電工ハードメタル株式会社 | ドリル |
| WO2019131177A1 (ja) * | 2017-12-26 | 2019-07-04 | 三菱日立ツール株式会社 | ドリル |
| CN111570832A (zh) * | 2019-02-15 | 2020-08-25 | 株式会社泰珂洛 | 被覆切削工具 |
| WO2024004075A1 (ja) * | 2022-06-29 | 2024-01-04 | 住友電工ハードメタル株式会社 | ドリル及び切削方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6287197B2 (ja) * | 2013-12-26 | 2018-03-07 | 三菱マテリアル株式会社 | ドリル用インサートおよび刃先交換式ドリル |
| JP6253533B2 (ja) * | 2014-07-01 | 2017-12-27 | 株式会社神戸製鋼所 | 切削工具の製造方法 |
| US20210291282A1 (en) * | 2019-10-15 | 2021-09-23 | Sumitomo Electric Hardmetal Corp. | Drill |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01103214A (ja) * | 1987-10-13 | 1989-04-20 | Nachi Fujikoshi Corp | ドリル |
| JPH0230407A (ja) * | 1988-07-19 | 1990-01-31 | Sumitomo Electric Ind Ltd | 刃先強化切削工具およびその製造方法 |
| JP2007050477A (ja) * | 2005-08-18 | 2007-03-01 | Mitsubishi Materials Kobe Tools Corp | 超高圧焼結体チップ付きドリル |
| JP2009083092A (ja) * | 2007-05-24 | 2009-04-23 | Mitsubishi Materials Corp | ドリル |
| JP2009255209A (ja) * | 2008-04-15 | 2009-11-05 | Sumitomo Electric Hardmetal Corp | ダブルマージン付きドリル |
| WO2010038279A1 (ja) * | 2008-09-30 | 2010-04-08 | オーエスジー株式会社 | ドリル |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001287110A (ja) * | 2000-04-10 | 2001-10-16 | Mitsubishi Materials Corp | ドリル |
| US7140815B2 (en) * | 2003-01-30 | 2006-11-28 | Kennametal Inc. | Drill for making flat bottom hole |
| JP3988659B2 (ja) * | 2003-03-11 | 2007-10-10 | 三菱マテリアル株式会社 | ドリル |
| CN2933668Y (zh) * | 2006-08-16 | 2007-08-15 | 大连轻工业学院 | 硬质合金高效钻尖 |
| JP2009018360A (ja) * | 2007-07-10 | 2009-01-29 | Sumitomo Electric Hardmetal Corp | 金属加工用ドリル |
-
2012
- 2012-06-28 JP JP2012145133A patent/JP2014008549A/ja active Pending
-
2013
- 2013-06-25 DE DE201310212122 patent/DE102013212122A1/de not_active Withdrawn
- 2013-06-26 CN CN201310259858.5A patent/CN103506668A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01103214A (ja) * | 1987-10-13 | 1989-04-20 | Nachi Fujikoshi Corp | ドリル |
| JPH0230407A (ja) * | 1988-07-19 | 1990-01-31 | Sumitomo Electric Ind Ltd | 刃先強化切削工具およびその製造方法 |
| JP2007050477A (ja) * | 2005-08-18 | 2007-03-01 | Mitsubishi Materials Kobe Tools Corp | 超高圧焼結体チップ付きドリル |
| JP2009083092A (ja) * | 2007-05-24 | 2009-04-23 | Mitsubishi Materials Corp | ドリル |
| JP2009255209A (ja) * | 2008-04-15 | 2009-11-05 | Sumitomo Electric Hardmetal Corp | ダブルマージン付きドリル |
| WO2010038279A1 (ja) * | 2008-09-30 | 2010-04-08 | オーエスジー株式会社 | ドリル |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015194408A1 (ja) * | 2014-06-17 | 2015-12-23 | 住友電工ハードメタル株式会社 | ドリル |
| JP2016002617A (ja) * | 2014-06-17 | 2016-01-12 | 住友電工ハードメタル株式会社 | ドリル |
| WO2016043098A1 (ja) * | 2014-09-19 | 2016-03-24 | 住友電工ハードメタル株式会社 | ドリル |
| JPWO2016043098A1 (ja) * | 2014-09-19 | 2017-07-06 | 住友電工ハードメタル株式会社 | ドリル |
| US10155269B2 (en) | 2014-09-19 | 2018-12-18 | Sumitomo Electric Hardmetal Corp. | Drill |
| US11364557B2 (en) | 2017-12-26 | 2022-06-21 | Moldino Tool Engineering, Ltd. | Drill |
| CN111587160A (zh) * | 2017-12-26 | 2020-08-25 | 株式会社Moldino | 钻头 |
| JPWO2019131177A1 (ja) * | 2017-12-26 | 2020-12-17 | 株式会社Moldino | ドリル |
| WO2019131177A1 (ja) * | 2017-12-26 | 2019-07-04 | 三菱日立ツール株式会社 | ドリル |
| CN111587160B (zh) * | 2017-12-26 | 2023-04-14 | 株式会社Moldino | 钻头 |
| CN111570832A (zh) * | 2019-02-15 | 2020-08-25 | 株式会社泰珂洛 | 被覆切削工具 |
| CN111570832B (zh) * | 2019-02-15 | 2023-03-28 | 株式会社泰珂洛 | 被覆切削工具 |
| WO2024004075A1 (ja) * | 2022-06-29 | 2024-01-04 | 住友電工ハードメタル株式会社 | ドリル及び切削方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103506668A (zh) | 2014-01-15 |
| DE102013212122A1 (de) | 2014-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014008549A (ja) | ドリル | |
| US8814483B2 (en) | Twist drill | |
| JP6589506B2 (ja) | ドリル及びドリルヘッド | |
| JP5013435B2 (ja) | ボールエンドミル | |
| JP5828217B2 (ja) | ドリル | |
| JP6589462B2 (ja) | ドリル | |
| JP6268809B2 (ja) | ドリル | |
| JP6268716B2 (ja) | ドリル | |
| JP2014004671A (ja) | ドリル | |
| US20170066062A1 (en) | Drill | |
| JP6848176B2 (ja) | ドリル | |
| JP5800477B2 (ja) | ドリル | |
| JP2011020192A (ja) | ねじれ刃ラジアスエンドミル | |
| JP5224902B2 (ja) | 総型回転切削工具および溝切削加工装置並びに溝切削加工方法 | |
| JP2018176360A (ja) | 回転切削式穴あけ工具 | |
| JP2014193513A (ja) | ドリル | |
| JP2014113661A (ja) | ドリル | |
| JP5444265B2 (ja) | 切削工具 | |
| JP4992460B2 (ja) | エンドミル | |
| JP2010058179A (ja) | 切削工具及びその製造方法 | |
| JP5013434B2 (ja) | ボールエンドミル | |
| US20230256524A1 (en) | Drill | |
| JP5439821B2 (ja) | ドリルおよび該ドリルの研削加工方法 | |
| JP2021065967A (ja) | ドリル | |
| JP2022023828A (ja) | ドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20150224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160621 |