JP2013200505A - 定着用加圧部材、定着装置、および画像形成装置 - Google Patents
定着用加圧部材、定着装置、および画像形成装置 Download PDFInfo
- Publication number
- JP2013200505A JP2013200505A JP2012069962A JP2012069962A JP2013200505A JP 2013200505 A JP2013200505 A JP 2013200505A JP 2012069962 A JP2012069962 A JP 2012069962A JP 2012069962 A JP2012069962 A JP 2012069962A JP 2013200505 A JP2013200505 A JP 2013200505A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- fixing
- pressure member
- adhesive
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/2053—Structural details of heat elements, e.g. structure of roller or belt, eddy current, induction heating
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/206—Structural details or chemical composition of the pressure elements and layers thereof
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/20—Details of the fixing device or porcess
- G03G2215/2003—Structural features of the fixing device
- G03G2215/2016—Heating belt
- G03G2215/2035—Heating belt the fixing nip having a stationary belt support member opposing a pressure member
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Fixing For Electrophotography (AREA)
Abstract
【解決手段】円筒状の基材(芯金111A)と、基材の外周面上に、気泡が内在し弾性を有する第1の層(弾性層111B)と、前記第1の層の外周面上に、第2の層(離型層111D)と、 前記第1の層および前記第2の層を接着する接着剤層111Cと、前記第1の層および前記第2の層で挟まれる領域に、少なくとも軸方向の一端にまで接着剤が存在しない未接着領域111Eと、を有する定着用加圧部材。
【選択図】図4
Description
請求項1に係る発明は、
円筒状の基材と、
前記基材の外周面上に、気泡が内在し弾性を有する第1の層と、
前記第1の層の外周面上に、第2の層と、
前記第1の層および前記第2の層を接着する接着剤層と、
前記第1の層および前記第2の層で挟まれる領域に、少なくとも軸方向の一端にまで接着剤が存在しない未接着領域と、
を有する定着用加圧部材である。
前記接着剤層は、前記第1の層の外周表面において軸方向の全領域にわたって周方向の少なくとも一部を覆うよう形成されている請求項1に記載の定着用加圧部材である。
前記第1の層は、前記気泡および前記未接着領域と繋がる切れ込みを有する請求項1または請求項2に記載の定着用加圧部材である。
前記未接着領域が、軸方向の一端から他端にまで繋がる請求項1〜請求項3の何れか1項に記載の定着用加圧部材である。
請求項1に記載の定着用加圧部材と、
加熱装置と、
前記加熱装置により加熱され、前記定着用加圧部材を押し当てられて該定着用加圧部材との間に接触領域を形成し、該接触領域にトナー像が表面に形成された記録媒体を挟んで周回移動し前記トナー像を加熱および加圧して定着する加熱定着部材と、
を有する定着装置である。
トナー像を形成し、記録媒体上に該トナー像を転写するトナー像形成部と、
請求項5に記載の定着装置と、
前記トナー像の形成された前記記録媒体を前記加熱部材と前記定着用加圧部材との接触領域に搬送する搬送装置と、
を有する画像形成装置である。
図1は、本実施形態の一実施態様にかかる画像形成装置を示す概略構成図である。
イエローを担当する画像形成ユニット1Yに代表させて符号を付して説明すると、画像形成ユニット1Yは、矢印A方向に回転する感光体ドラム11と、感光体ドラム11を帯電する帯電器12と、感光体ドラム11上に露光ビームBmを照射して静電潜像を書き込むレーザ露光器13と、イエローのトナーが収容されて感光体ドラム11上の静電潜像をトナーにより現像する現像器14と、感光体ドラム11上に形成された各色成分トナー像を中間転写ベルトに転写する1次転写部10と、感光体ドラム11上の残留トナーを除去するドラムクリーナ17と、を有する。
ここで、図1に示す画像形成装置を構成する定着装置について説明する。定着装置は、本実施形態の定着装置の一実施形態である。
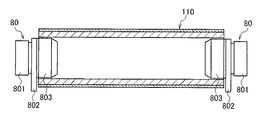
定着装置60は、電磁誘導加熱方式の定着装置である。定着装置60は、筐体の内部に加熱定着ベルト110、圧力パッド113Bおよびホルダ113Aを有する圧力部材113、加圧ロール111、磁場発生装置112を設けて構成される。
この場合、圧力部材113の下面と加熱定着ベルト110の内周面との間に生じる摩擦力を低減させるため、圧力部材113の下面と加熱定着ベルト110の内周面との間に耐熱性グリスなどの潤滑剤を介在させるのが望ましい。
磁性コアは、フェライトやパーマロイ等、透磁率の高い素材で形成される。励磁回路は、20kHzから500kHzの交番電流を発生する。励磁コイルは、励磁回路から供給される交番電流によって交番磁束を発生する。励磁コイルは、例えば一本ずつが絶縁性の物質で被覆された銅線を複数本束ねた束線を複数回巻いて形成されている。
磁性コアおよび励磁コイルは、円筒状に保持された加熱定着ベルトの外周面に沿うように形成されている。本実施形態では、加熱定着ベルトの外面と励磁コイルとの間の距離が2mmになるよう設定している。
弾性層の硬度は、60°(JIS−A:JIS−KA型試験機)以下とすることが好ましく、45°以下とすることがより好ましい。
ここで、図2に示す定着装置を構成する加圧部材の一例としての加圧ロールについて説明する。
図4は本実施形態に係る加圧ロール111の断面図を表し、図5は図4に示される加圧ロールの接着層部分を表す斜視図である。
ここで、芯金111Aが本実施形態にいう円筒状の基材の一例に相当し、弾性層111Bが本実施形態にいう気泡を内在し弾性を有する第1の層の一例に相当し、離型層111Dが本実施形態にいう第2の層の一例に相当し、接着剤層111Cが本実施形態にいう接着剤層の一例に相当する。
芯金111Aには、例えば、ニッケル鍍金を施した鉄からなる直径18mmの円柱状の部材が用いられる。
弾性層111Bは、シリコーンゴム、フッ素ゴム、フルオロシリコンゴム等の発泡体で形成される。発泡剤としては、例えばアゾビスイソブチロニトリル(AIBN)、炭酸水素ナトリウム、炭酸アンモニウム、ジアゾアミノベンゼンなどが用いられる。
また、前記シリコーンゴム等の未加硫ゴムに対し各種発泡剤を加え加熱発泡させた発泡体にて形成する以外に、架橋反応ガスを発生する2成分型液状シリコーンゴムなどの自己発泡反応式の発泡ゴムも使用し得る。
弾性層111Bの内部には、多数の気泡が分散されており、気泡内部は空気などの気体で満たされている。弾性層111Bにおける発泡率は、120%以上250%以下であることが好ましい。
弾性層111Bは芯金の外周面のすべてを覆うよう形成され、その厚さは2mm以上20mm以下が好ましく、更には3mm以上10mm以下がより好ましい。
該切れ込みの形成は、例えば、芯金111A上に弾性層111Bを形成した後、該弾性層111Bに対し径方向や、径方向に対し斜め方向に、針や刃物を刺す等の方法によって形成し得る。
離型層111Dは、PFA、PTFE、FEP等のフッ素樹脂、シリコン樹脂、シリコーンゴム、フッ素ゴム、フッ化ポリイミド等の離型性および耐熱性の良い材料で形成される。
離型層111Dは弾性層の外周面のすべてを覆うよう形成され、その厚さは10μm以上200μm以下が好ましく、更には20μm以上100μm以下がより好ましい。
尚、本実施形態では、離型層111DはPFAにより、厚さ30μmの層として形成されている。
前記弾性層111Bと離型層111Dとは接着剤層111Cにより接着されている。接着剤層111Cに用いられる接着剤としては、例えば湿気硬化型シリコーン接着剤、付加硬化型シリコーン接着剤、弗素ゴム系接着剤、エポキシ系接着剤等が挙げられる。尚、接着剤としては、弾性層111B上に塗布された際に垂れ落ちない粘度特性(チキソ性)を有するものが好ましい。
接着剤層111Cの厚さは、1μm以上300μm以下が好ましく、更には3μm以上100μm以下がより好ましい。
尚、本実施形態では、接着剤層111Cにおける接着剤として付加硬化型シリコーンゴム接着剤(東レダウコーニング社製、商品名SE1750)が用いられ、厚さ15μmの層として形成されている。
尚、本実施形態における加圧ロール111では、弾性層111Bと離型層111Dとを接着する接着剤層111Cは、弾性層111Bの外周面すべてを覆うように塗布されるのではなく、接着剤が存在しない未接着領域を有する。つまり、図5に示されるごとく、弾性層111Bと離型層111Dとで挟まれる領域には、少なくとも軸方向の一端にまで接着剤が存在しない(より好ましくは軸方向の一端から他端にまで繋がる)未接着領域111Eを有する。尚、接着剤層111Cは、弾性層111Bの外周表面において軸方向の全領域にわたって周方向の少なくとも一部を覆うよう形成されていることが好ましい。
また、隙間と隙間との間隔は0.1mm以上10mm以下であることが好ましく、更には0.5mm以上5mm以下であることがより好ましく、またすべての隙間同士が等間隔で形成されていることが好ましい。
尚、本実施形態では、未接着領域111Eとして1つの隙間の幅が2mm、隙間と隙間との間隔は2mmの隙間を形成している。
(1) 弾性層111Bを形成した芯金111Aの該弾性層111B上に、接着剤層111Cを形成するための接着剤を浸漬塗布し、その浸漬塗布の際にマスクを用いて塗布されない領域を設ける方法
他の未接着領域の態様としては、例えば図6に示すごとく、格子状に交差し軸方向の一端から他端にまで繋がる隙間を形成する未接着領域211Eの態様が挙げられる。図6に示される、格子状に交差し軸方向の一端から他端にまで繋がる未接着領域211Eにおいて、その1つの隙間の幅や、隙間と隙間との間隔については、前述の図5に示される軸方向に対して平行に伸びる隙間と同じ範囲が好適な範囲として挙げられる。
図6に示す格子状に交差し軸方向の一端から他端にまで繋がる隙間は、例えば、前述の(2)の方法や、円筒状の基体の表面に図6に示す格子状の溝(凹凸)を設け、この凹の部分に接着剤を塗布(凸の部分に接着剤はなし、または全面塗布ののち凸の部分のみ拭き取ってもよい)したのち、弾性層111Bに押し当てて接着剤を弾性層111Bの外周に転写塗布する方法等により形成し得る。
加圧部材111は、例えば、まず円筒状の芯金111A上に弾性部材からなる層を設けた後、研削部材を用いて研削し求められる形状の弾性層111Bを形成する。次いで、形成された弾性層111Bに、針等を刺す方法により切れ込みを形成する。その後、前述の(1)乃至(6)に記載の方法等により接着剤を塗布し、その上から、弾性層111Bの外形よりも径の小さい離型層形成用のチューブを、拡径しながら被せ拡径を解いて弾性層111B上に被覆し、最後に接着剤を硬化させることで得られる。
上述したとおり、本実施形態に係る定着用加圧部材は、円筒状の基材と、前記基材の外周面上に、気泡を内在し弾性を有する第1の層と、前記第1の層の外周面上に、第2の層と、前記第1の層および前記第2の層を接着する接着剤層と、前記第1の層および前記第2の層で挟まれる領域に、少なくとも軸方向の一端にまで接着剤が存在しない未接着領域と、を有する。
熱膨張を起こした気泡内の気体は、気圧が上昇することにより気泡の隔壁を透過し、最終的には加圧部材の軸方向端部から外部に放出される。しかし、加圧部材の軸方向中央部の気泡に含まれる気体は加圧部材の軸方向端部に到達するまで移動距離が長く外部に放出されるまでに時間を要する。そのため、定着装置を稼働させ加熱を開始した直後には特に加圧部材の軸方向中央部の外径が急激に増加し、その後気体の透過に伴って徐々に増加した分の外径が減少していくとの現象が見受けられた。
更に、定着装置の加熱定着部材に加圧部材を押し当てて形成される接触領域においても、特に加圧部材の押し当てる場所によって圧力の低下が生じることがないため、トナーの熔融ムラが抑制され、その結果定着後の画像における光沢ムラの発生が抑制される。
また、加圧部材の第1の層においても特定の箇所に応力が集中することがないため、第1の層の破断の発生も抑制され耐久性に優れる。
前記切れ込みは、第1の層に特に熱が加えられていない状態では閉塞されているが、該第1の層に熱が加えられると熱膨張によって切れ込みが広げられる。そのため、第1の層の気泡に存在する気体はこの広げられた切れ込みを通って第1の層と第2の層とで挟まれる領域に存在する未接着領域に到達するため、隔壁を透過する場合よりも早く気体の移動が行われる。その結果、第1の層に切れ込みを有しない場合に比べて、より一層気泡内の気体の外部への放出が円滑に行われ、加圧部材の外径の増大がより効率的に抑制される。
前記未接着領域が軸方向の一端から他端にまで繋がるため、未接着領域が軸方向の一端にのみ繋がる場合に比べて、より一層気泡内の気体の外部への放出が円滑に行われ、加圧部材の外径の増大がより効率的に抑制される。
尚、図面を用いて、上記の通り本実施形態に係る定着用加圧部材や定着装置、画像形成装置について説明したが、本実施形態はこれらに限定されるものではない。
例えば、加圧部材における接着剤層111Cは、弾性層111Bの外周表面において軸方向の全領域にわたって周方向の少なくとも一部を覆うよう形成されていなくともよい。但し、弾性層111Bと離型層111Dとの剥離を効率的に抑制する観点から、軸方向の全領域にわたって周方向の少なくとも一部を覆うよう形成されていることが好ましい。
以下に、上記のごとく構成された定着装置の性能評価試験の結果を示す。尚、本実施形態に係る定着用加圧部材、定着装置、および画像形成装置は、以下の態様に限定されるものではない。
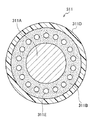
また、比較例1の加圧ロールとして、図7に示す通り、芯金311Aと、芯金311Aの外周面に形成された弾性層311Bと、弾性層311Bの外周面に形成された離型層311Dと、を有し、弾性層311Bの軸方向一端から他端まで貫通した通気孔311Eが設けられた加圧ロール311を用いた。尚、この通気孔311Eは、加熱定着ベルト110からの熱が伝達されていない状態での直径が1mmの円形をなし、この通気孔311Eが加圧ロール311の表面から芯金311Aの中心に向かって2.5mmの位置に、周方向に等間隔で18本設けられている。
その結果、比較例1の加圧部材311を使用した場合には、弾性層311Bの前記通気孔311Eに対応した筋状の目視で確認し得る光沢ムラが画像に発生した。一方、本実施形態の加圧ロール111を使用した場合には、目視で確認し得るレベルの光沢ムラは発生しなかった。
次に、熱膨張による加圧ロールの外径の変化を調べる試験を行った。
この試験では、本実施形態に係る図5に示す加圧ロール111と、上記比較例1に係る加圧ロール311と、に加え、比較例1の加圧ロールにおいて弾性層311Bに通気孔311Eが設けられていない加圧ロール(比較例2)を用いて対比を行った。
各加圧ロールを60rpmで回転させると共に、ハロゲンランプで内面を加熱して外周面の温度を170℃とした円筒状の加熱定着ベルトを回転状態で押し当て、加圧ロールの表面を170℃保つと共に、レーザー式外径測定機によって加圧ロール中央部の、室温(25℃)の際の外径からの外径膨張量の測定を行った。
10 1次転写部
11 感光体ドラム
12 帯電器
13 レーザ露光器
14 現像器
15 中間転写ベルト
16 1次転写ロール
17 ドラムクリーナ
20 2次転写部
22 2次転写ロール
25 背面ロール
26 給電ロール
31 駆動ロール
32 支持ロール
33 張力ロール
34 クリーニング部背面ロール
35 中間転写ベルトクリーナ
40 制御部
43 画像濃度センサ
50 用紙収容部
51 取り出しロール
52 搬送ロール
53 案内部材
55 搬送ベルト
56 定着入口ガイド
60 定着装置
100 画像形成装置
110 加熱定着ベルト
111 加圧ロール
111A 芯金
111B 弾性層
111C,211C 接着剤層
111D 離型層
111E,211E 未接着領域
112 磁場発生装置
113 圧力部材
113A ホルダ
113B 圧力パッド
114 トナー像
311 加圧ロール
311A 芯金
311B 弾性層
311D 離型層
311E 通気孔
801 保持部
802 フランジ
803 円筒部
P 用紙
Claims (6)
- 円筒状の基材と、
前記基材の外周面上に、気泡が内在し弾性を有する第1の層と、
前記第1の層の外周面上に、第2の層と、
前記第1の層および前記第2の層を接着する接着剤層と、
前記第1の層および前記第2の層で挟まれる領域に、少なくとも軸方向の一端にまで接着剤が存在しない未接着領域と、
を有する定着用加圧部材。 - 前記接着剤層は、前記第1の層の外周表面において軸方向の全領域にわたって周方向の少なくとも一部を覆うよう形成されている請求項1に記載の定着用加圧部材。
- 前記第1の層は、前記気泡および前記未接着領域と繋がる切れ込みを有する請求項1または請求項2に記載の定着用加圧部材。
- 前記未接着領域が、軸方向の一端から他端にまで繋がる請求項1〜請求項3の何れか1項に記載の定着用加圧部材。
- 請求項1に記載の定着用加圧部材と、
加熱装置と、
前記加熱装置により加熱され、前記定着用加圧部材を押し当てられて該定着用加圧部材との間に接触領域を形成し、該接触領域にトナー像が表面に形成された記録媒体を挟んで周回移動し前記トナー像を加熱および加圧して定着する加熱定着部材と、
を有する定着装置。 - トナー像を形成し、記録媒体上に該トナー像を転写するトナー像形成部と、
請求項5に記載の定着装置と、
前記トナー像の形成された前記記録媒体を前記加熱部材と前記定着用加圧部材との接触領域に搬送する搬送装置と、
を有する画像形成装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012069962A JP2013200505A (ja) | 2012-03-26 | 2012-03-26 | 定着用加圧部材、定着装置、および画像形成装置 |
| US13/616,351 US8913939B2 (en) | 2012-03-26 | 2012-09-14 | Pressing member for fixing, fixing device, and image-forming apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012069962A JP2013200505A (ja) | 2012-03-26 | 2012-03-26 | 定着用加圧部材、定着装置、および画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013200505A true JP2013200505A (ja) | 2013-10-03 |
| JP2013200505A5 JP2013200505A5 (ja) | 2015-07-30 |
Family
ID=49211929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012069962A Pending JP2013200505A (ja) | 2012-03-26 | 2012-03-26 | 定着用加圧部材、定着装置、および画像形成装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8913939B2 (ja) |
| JP (1) | JP2013200505A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019082955A1 (ja) * | 2017-10-26 | 2019-05-02 | 株式会社ブリヂストン | 現像ローラ及び現像ローラの製造方法 |
| CN112799290A (zh) * | 2019-11-13 | 2021-05-14 | 株式会社金阳社 | 定影器用硅海绵辊以及加热定影装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013200505A (ja) * | 2012-03-26 | 2013-10-03 | Fuji Xerox Co Ltd | 定着用加圧部材、定着装置、および画像形成装置 |
| JP2019164266A (ja) * | 2018-03-20 | 2019-09-26 | 富士ゼロックス株式会社 | 定着用加圧部材、定着装置及び画像形成装置 |
| US20190351624A1 (en) * | 2018-05-16 | 2019-11-21 | GM Global Technology Operations LLC | Systems and processes for repairing fiber-reinforced polymer structures |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02119662U (ja) * | 1989-03-14 | 1990-09-26 | ||
| JPH0442183A (ja) * | 1990-06-08 | 1992-02-12 | Arai Pump Mfg Co Ltd | 定着用加圧ローラ及びその製造方法 |
| JPH06337610A (ja) * | 1993-05-27 | 1994-12-06 | Arai Pump Mfg Co Ltd | 加圧ローラー |
| JP2005043476A (ja) * | 2003-07-23 | 2005-02-17 | Toshiba Corp | 画像形成装置の定着装置および画像形成装置 |
| JP2007248690A (ja) * | 2006-03-15 | 2007-09-27 | Konica Minolta Business Technologies Inc | 定着装置及び画像形成装置 |
| JP2008292933A (ja) * | 2007-05-28 | 2008-12-04 | Ricoh Co Ltd | 定着ローラ及びその製造方法並びにそれを有する定着装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0322127B1 (en) * | 1987-12-04 | 1994-02-02 | Canon Kabushiki Kaisha | Rotatable member for fixing apparatus and fixing apparatus using same |
| JPH02150876A (ja) | 1988-12-02 | 1990-06-11 | Canon Inc | 弾性回転体及び定着装置 |
| JPH0749631A (ja) * | 1993-08-04 | 1995-02-21 | Sumitomo Electric Ind Ltd | 定着ローラ |
| DE10161744A1 (de) * | 2001-12-15 | 2003-06-18 | Werner Jahn | Verfahren zur Herstellung eines Haftverschlußteiles |
| JP4459554B2 (ja) | 2002-07-19 | 2010-04-28 | シンジーテック株式会社 | 定着用ローラ |
| JP4459555B2 (ja) | 2002-07-19 | 2010-04-28 | シンジーテック株式会社 | 定着用ローラ |
| JP2005202144A (ja) * | 2004-01-15 | 2005-07-28 | Oki Data Corp | 定着装置及び定着部材の製造方法 |
| JP4650166B2 (ja) * | 2005-03-23 | 2011-03-16 | 富士ゼロックス株式会社 | 定着用部材、定着装置、画像形成装置 |
| JP2008003265A (ja) | 2006-06-22 | 2008-01-10 | Seiko:Kk | シリコンゴムロール及び加熱定着ローラ並びにその製造方法 |
| JP4052342B2 (ja) * | 2006-08-07 | 2008-02-27 | 富士ゼロックス株式会社 | ローラー、定着装置および画像形成装置 |
| JP2008158332A (ja) | 2006-12-25 | 2008-07-10 | Swcc Showa Device Technology Co Ltd | 定着部材およびその製造方法 |
| JP5439993B2 (ja) * | 2008-11-13 | 2014-03-12 | 株式会社リコー | 定着部材及びその製造方法、並びに定着装置及び画像形成装置 |
| US8600276B2 (en) * | 2010-01-27 | 2013-12-03 | Ricoh Company, Limited | Heat conduction unit, fixing device, and image forming apparatus |
| JP2013200410A (ja) * | 2012-03-23 | 2013-10-03 | Fuji Xerox Co Ltd | 定着ベルト、定着装置および画像形成装置 |
| JP2013200505A (ja) * | 2012-03-26 | 2013-10-03 | Fuji Xerox Co Ltd | 定着用加圧部材、定着装置、および画像形成装置 |
-
2012
- 2012-03-26 JP JP2012069962A patent/JP2013200505A/ja active Pending
- 2012-09-14 US US13/616,351 patent/US8913939B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02119662U (ja) * | 1989-03-14 | 1990-09-26 | ||
| JPH0442183A (ja) * | 1990-06-08 | 1992-02-12 | Arai Pump Mfg Co Ltd | 定着用加圧ローラ及びその製造方法 |
| JPH06337610A (ja) * | 1993-05-27 | 1994-12-06 | Arai Pump Mfg Co Ltd | 加圧ローラー |
| JP2005043476A (ja) * | 2003-07-23 | 2005-02-17 | Toshiba Corp | 画像形成装置の定着装置および画像形成装置 |
| JP2007248690A (ja) * | 2006-03-15 | 2007-09-27 | Konica Minolta Business Technologies Inc | 定着装置及び画像形成装置 |
| JP2008292933A (ja) * | 2007-05-28 | 2008-12-04 | Ricoh Co Ltd | 定着ローラ及びその製造方法並びにそれを有する定着装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019082955A1 (ja) * | 2017-10-26 | 2019-05-02 | 株式会社ブリヂストン | 現像ローラ及び現像ローラの製造方法 |
| CN111279273A (zh) * | 2017-10-26 | 2020-06-12 | 株式会社普利司通 | 显影辊及显影辊的制造方法 |
| JPWO2019082955A1 (ja) * | 2017-10-26 | 2020-12-03 | 株式会社ブリヂストン | 現像ローラ及び現像ローラの製造方法 |
| JP7177783B2 (ja) | 2017-10-26 | 2022-11-24 | 株式会社アーケム | 現像ローラ及び現像ローラの製造方法 |
| CN112799290A (zh) * | 2019-11-13 | 2021-05-14 | 株式会社金阳社 | 定影器用硅海绵辊以及加热定影装置 |
| JP2021076801A (ja) * | 2019-11-13 | 2021-05-20 | 株式会社金陽社 | 定着器用シリコーンスポンジローラ、及び加熱定着装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8913939B2 (en) | 2014-12-16 |
| US20130251427A1 (en) | 2013-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8195076B2 (en) | Fixing device and image forming apparatus including same | |
| JP5343343B2 (ja) | 定着装置および画像形成装置 | |
| JP2008065264A (ja) | 定着装置及び画像形成装置 | |
| JP6979164B2 (ja) | 定着装置、画像形成装置 | |
| JP2013200505A (ja) | 定着用加圧部材、定着装置、および画像形成装置 | |
| JP2009109648A (ja) | 定着装置および画像形成装置 | |
| JP4551932B2 (ja) | 定着装置、及びこれを備えた画像形成装置 | |
| JP5515226B2 (ja) | 定着装置及び画像形成装置 | |
| US8295750B2 (en) | Fixing apparatus and image forming apparatus equipped therewith | |
| JP2005077872A (ja) | 定着装置および画像形成装置 | |
| JP6766545B2 (ja) | 定着装置、画像形成装置 | |
| JP5076806B2 (ja) | 定着装置及び画像形成装置 | |
| JP4335262B2 (ja) | 定着ローラの評価方法 | |
| JP2015075633A (ja) | 加圧部材、定着装置および画像形成装置 | |
| JP2005156918A (ja) | 定着装置 | |
| JP2009186563A (ja) | 定着装置及び画像形成装置 | |
| JP2014191024A (ja) | 定着用加圧部材、定着装置および画像形成装置 | |
| US20240310759A1 (en) | Fixing device and image forming apparatus incorporating the same | |
| JP6226230B2 (ja) | 定着装置及び画像形成装置 | |
| JP3251816B2 (ja) | 定着フィルム及び像加熱装置 | |
| JP2018054731A (ja) | ベルト部材、定着装置、及び画像形成装置 | |
| JP2016142993A (ja) | 定着部材、定着装置、画像形成装置 | |
| JP2015227910A (ja) | ローラ、定着ローラ、定着装置、及び画像形成装置 | |
| JP2015152824A (ja) | 画像加熱装置 | |
| JP2014081443A (ja) | 定着装置および画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160711 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161122 |