JP2013087150A - 湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 - Google Patents
湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 Download PDFInfo
- Publication number
- JP2013087150A JP2013087150A JP2011226806A JP2011226806A JP2013087150A JP 2013087150 A JP2013087150 A JP 2013087150A JP 2011226806 A JP2011226806 A JP 2011226806A JP 2011226806 A JP2011226806 A JP 2011226806A JP 2013087150 A JP2013087150 A JP 2013087150A
- Authority
- JP
- Japan
- Prior art keywords
- moisture
- hot melt
- melt adhesive
- polyurethane hot
- curable polyurethane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004831 Hot glue Substances 0.000 title claims abstract description 79
- 229920002635 polyurethane Polymers 0.000 title claims abstract description 71
- 239000004814 polyurethane Substances 0.000 title claims abstract description 70
- 150000003077 polyols Chemical class 0.000 claims abstract description 89
- 229920005862 polyol Polymers 0.000 claims abstract description 74
- 229920005906 polyester polyol Polymers 0.000 claims abstract description 61
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims abstract description 55
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 claims abstract description 47
- 125000002723 alicyclic group Chemical group 0.000 claims abstract description 24
- 239000005056 polyisocyanate Substances 0.000 claims abstract description 21
- 229920001228 polyisocyanate Polymers 0.000 claims abstract description 21
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 claims abstract description 19
- 239000002537 cosmetic Substances 0.000 claims abstract description 11
- 239000000463 material Substances 0.000 claims description 41
- 229920001610 polycaprolactone Polymers 0.000 claims description 21
- 239000004632 polycaprolactone Substances 0.000 claims description 20
- 230000001070 adhesive effect Effects 0.000 claims description 18
- 125000004432 carbon atom Chemical group C* 0.000 claims description 18
- 239000000853 adhesive Substances 0.000 claims description 16
- 150000007519 polyprotic acids Polymers 0.000 claims description 15
- 239000012790 adhesive layer Substances 0.000 claims description 13
- 239000011162 core material Substances 0.000 claims description 12
- 125000002947 alkylene group Chemical group 0.000 claims description 9
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 239000002023 wood Substances 0.000 claims description 5
- 239000010410 layer Substances 0.000 claims description 3
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 claims description 2
- 239000002253 acid Substances 0.000 abstract description 8
- 238000006243 chemical reaction Methods 0.000 description 32
- 239000002585 base Substances 0.000 description 24
- 238000000034 method Methods 0.000 description 23
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 20
- 230000015572 biosynthetic process Effects 0.000 description 18
- 238000003786 synthesis reaction Methods 0.000 description 18
- -1 alicyclic carboxylic acids Chemical class 0.000 description 17
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 17
- HQHCYKULIHKCEB-UHFFFAOYSA-N tetradecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCC(O)=O HQHCYKULIHKCEB-UHFFFAOYSA-N 0.000 description 15
- 239000011572 manganese Substances 0.000 description 14
- 239000003054 catalyst Substances 0.000 description 13
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 13
- 239000012943 hotmelt Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000001723 curing Methods 0.000 description 12
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 12
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 12
- 239000001361 adipic acid Substances 0.000 description 10
- 235000011037 adipic acid Nutrition 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 9
- 238000001816 cooling Methods 0.000 description 9
- 239000007787 solid Substances 0.000 description 9
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 8
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 8
- 239000011094 fiberboard Substances 0.000 description 8
- 239000011120 plywood Substances 0.000 description 8
- 238000005886 esterification reaction Methods 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 238000004132 cross linking Methods 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 230000032050 esterification Effects 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Chemical class 0.000 description 6
- 239000000123 paper Substances 0.000 description 6
- 239000004417 polycarbonate Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 5
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 5
- 125000001931 aliphatic group Chemical group 0.000 description 5
- 150000001336 alkenes Chemical class 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 5
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 230000008961 swelling Effects 0.000 description 5
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 4
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 4
- 229920003232 aliphatic polyester Polymers 0.000 description 4
- 239000012298 atmosphere Substances 0.000 description 4
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 230000018044 dehydration Effects 0.000 description 4
- 238000006297 dehydration reaction Methods 0.000 description 4
- 150000002009 diols Chemical class 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 238000005192 partition Methods 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 238000006068 polycondensation reaction Methods 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000009257 reactivity Effects 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- SJRJJKPEHAURKC-UHFFFAOYSA-N N-Methylmorpholine Chemical class CN1CCOCC1 SJRJJKPEHAURKC-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical class CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000009833 condensation Methods 0.000 description 3
- 230000005494 condensation Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 238000013008 moisture curing Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 150000003505 terpenes Chemical class 0.000 description 3
- 235000007586 terpenes Nutrition 0.000 description 3
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 3
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 3
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 2
- IRIAEXORFWYRCZ-UHFFFAOYSA-N Butylbenzyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCC1=CC=CC=C1 IRIAEXORFWYRCZ-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 2
- DKPFZGUDAPQIHT-UHFFFAOYSA-N butyl acetate Chemical compound CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 2
- 150000001925 cycloalkenes Chemical group 0.000 description 2
- FOTKYAAJKYLFFN-UHFFFAOYSA-N decane-1,10-diol Chemical compound OCCCCCCCCCCO FOTKYAAJKYLFFN-UHFFFAOYSA-N 0.000 description 2
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 2
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002736 metal compounds Chemical class 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920006389 polyphenyl polymer Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- SCVFZCLFOSHCOH-UHFFFAOYSA-M potassium acetate Chemical compound [K+].CC([O-])=O SCVFZCLFOSHCOH-UHFFFAOYSA-M 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910001887 tin oxide Inorganic materials 0.000 description 2
- ZSUXOVNWDZTCFN-UHFFFAOYSA-L tin(ii) bromide Chemical compound Br[Sn]Br ZSUXOVNWDZTCFN-UHFFFAOYSA-L 0.000 description 2
- JMXKSZRRTHPKDL-UHFFFAOYSA-N titanium ethoxide Chemical compound [Ti+4].CC[O-].CC[O-].CC[O-].CC[O-] JMXKSZRRTHPKDL-UHFFFAOYSA-N 0.000 description 2
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 description 2
- IMNIMPAHZVJRPE-UHFFFAOYSA-N triethylenediamine Chemical class C1CN2CCN1CC2 IMNIMPAHZVJRPE-UHFFFAOYSA-N 0.000 description 2
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- TXUICONDJPYNPY-UHFFFAOYSA-N (1,10,13-trimethyl-3-oxo-4,5,6,7,8,9,11,12,14,15,16,17-dodecahydrocyclopenta[a]phenanthren-17-yl) heptanoate Chemical compound C1CC2CC(=O)C=C(C)C2(C)C2C1C1CCC(OC(=O)CCCCCC)C1(C)CC2 TXUICONDJPYNPY-UHFFFAOYSA-N 0.000 description 1
- SZCWBURCISJFEZ-UHFFFAOYSA-N (3-hydroxy-2,2-dimethylpropyl) 3-hydroxy-2,2-dimethylpropanoate Chemical compound OCC(C)(C)COC(=O)C(C)(C)CO SZCWBURCISJFEZ-UHFFFAOYSA-N 0.000 description 1
- NNOZGCICXAYKLW-UHFFFAOYSA-N 1,2-bis(2-isocyanatopropan-2-yl)benzene Chemical compound O=C=NC(C)(C)C1=CC=CC=C1C(C)(C)N=C=O NNOZGCICXAYKLW-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- MTZUIIAIAKMWLI-UHFFFAOYSA-N 1,2-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC=C1N=C=O MTZUIIAIAKMWLI-UHFFFAOYSA-N 0.000 description 1
- ZXHZWRZAWJVPIC-UHFFFAOYSA-N 1,2-diisocyanatonaphthalene Chemical compound C1=CC=CC2=C(N=C=O)C(N=C=O)=CC=C21 ZXHZWRZAWJVPIC-UHFFFAOYSA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- WJFKNYWRSNBZNX-UHFFFAOYSA-N 10H-phenothiazine Chemical compound C1=CC=C2NC3=CC=CC=C3SC2=C1 WJFKNYWRSNBZNX-UHFFFAOYSA-N 0.000 description 1
- GQSZUUPRBBBHRI-UHFFFAOYSA-N 2,2-dimethylbutane-1,4-diol Chemical compound OCC(C)(C)CCO GQSZUUPRBBBHRI-UHFFFAOYSA-N 0.000 description 1
- ZABMGUITRPYVRH-UHFFFAOYSA-N 2,3,4-trimethylpentane-1,5-diol Chemical compound OCC(C)C(C)C(C)CO ZABMGUITRPYVRH-UHFFFAOYSA-N 0.000 description 1
- SKQUTIPQJKQFRA-UHFFFAOYSA-N 2,3-dimethylbutane-1,4-diol Chemical compound OCC(C)C(C)CO SKQUTIPQJKQFRA-UHFFFAOYSA-N 0.000 description 1
- MJGXPIYXMGYKTR-UHFFFAOYSA-N 2,3-dimethylpentane-1,5-diol Chemical compound OCC(C)C(C)CCO MJGXPIYXMGYKTR-UHFFFAOYSA-N 0.000 description 1
- YEVQZPWSVWZAOB-UHFFFAOYSA-N 2-(bromomethyl)-1-iodo-4-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=CC=C(I)C(CBr)=C1 YEVQZPWSVWZAOB-UHFFFAOYSA-N 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- WAXJSQREIWGYCB-UHFFFAOYSA-N 2-[4-(carboxymethyl)cyclohexyl]acetic acid Chemical compound OC(=O)CC1CCC(CC(O)=O)CC1 WAXJSQREIWGYCB-UHFFFAOYSA-N 0.000 description 1
- MWCBGWLCXSUTHK-UHFFFAOYSA-N 2-methylbutane-1,4-diol Chemical compound OCC(C)CCO MWCBGWLCXSUTHK-UHFFFAOYSA-N 0.000 description 1
- DYHGIZFXHVQIEA-UHFFFAOYSA-N 2-methylhexane-1,6-diol Chemical compound OCC(C)CCCCO DYHGIZFXHVQIEA-UHFFFAOYSA-N 0.000 description 1
- AAAWJUMVTPNRDT-UHFFFAOYSA-N 2-methylpentane-1,5-diol Chemical compound OCC(C)CCCO AAAWJUMVTPNRDT-UHFFFAOYSA-N 0.000 description 1
- QOFLTGDAZLWRMJ-UHFFFAOYSA-N 2-methylpropane-1,1-diol Chemical compound CC(C)C(O)O QOFLTGDAZLWRMJ-UHFFFAOYSA-N 0.000 description 1
- WMRCTEPOPAZMMN-UHFFFAOYSA-N 2-undecylpropanedioic acid Chemical compound CCCCCCCCCCCC(C(O)=O)C(O)=O WMRCTEPOPAZMMN-UHFFFAOYSA-N 0.000 description 1
- OYVKTTJTZYGBEZ-UHFFFAOYSA-N 3,3-diethylhexane-1,6-diol Chemical compound OCCC(CC)(CC)CCCO OYVKTTJTZYGBEZ-UHFFFAOYSA-N 0.000 description 1
- JRQXGXRNKMLMPA-UHFFFAOYSA-N 3,3-dimethylhexane-1,6-diol Chemical compound OCCC(C)(C)CCCO JRQXGXRNKMLMPA-UHFFFAOYSA-N 0.000 description 1
- RGUZWBOJHNWZOK-UHFFFAOYSA-N 3,6-dimethylbenzene-1,2-diol Chemical compound CC1=CC=C(C)C(O)=C1O RGUZWBOJHNWZOK-UHFFFAOYSA-N 0.000 description 1
- FDSDHQKRZOBZLX-UHFFFAOYSA-N 3-ethylpentane-1,5-diol Chemical compound OCCC(CC)CCO FDSDHQKRZOBZLX-UHFFFAOYSA-N 0.000 description 1
- WTKWFNIIIXNTDO-UHFFFAOYSA-N 3-isocyanato-5-methyl-2-(trifluoromethyl)furan Chemical compound CC1=CC(N=C=O)=C(C(F)(F)F)O1 WTKWFNIIIXNTDO-UHFFFAOYSA-N 0.000 description 1
- SQAJRDHPLTWZQT-UHFFFAOYSA-N 3-methylhexane-1,6-diol Chemical compound OCCC(C)CCCO SQAJRDHPLTWZQT-UHFFFAOYSA-N 0.000 description 1
- JIGUICYYOYEXFS-UHFFFAOYSA-N 3-tert-butylbenzene-1,2-diol Chemical compound CC(C)(C)C1=CC=CC(O)=C1O JIGUICYYOYEXFS-UHFFFAOYSA-N 0.000 description 1
- SIXWIUJQBBANGK-UHFFFAOYSA-N 4-(4-fluorophenyl)-1h-pyrazol-5-amine Chemical compound N1N=CC(C=2C=CC(F)=CC=2)=C1N SIXWIUJQBBANGK-UHFFFAOYSA-N 0.000 description 1
- WPSWDCBWMRJJED-UHFFFAOYSA-N 4-[2-(4-hydroxyphenyl)propan-2-yl]phenol;oxirane Chemical compound C1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 WPSWDCBWMRJJED-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229910015900 BF3 Inorganic materials 0.000 description 1
- 239000007848 Bronsted acid Substances 0.000 description 1
- RCZPHVPIOWNERS-UHFFFAOYSA-N CCCO[Ti] Chemical compound CCCO[Ti] RCZPHVPIOWNERS-UHFFFAOYSA-N 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- VOWAEIGWURALJQ-UHFFFAOYSA-N Dicyclohexyl phthalate Chemical compound C=1C=CC=C(C(=O)OC2CCCCC2)C=1C(=O)OC1CCCCC1 VOWAEIGWURALJQ-UHFFFAOYSA-N 0.000 description 1
- ZVFDTKUVRCTHQE-UHFFFAOYSA-N Diisodecyl phthalate Chemical compound CC(C)CCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC(C)C ZVFDTKUVRCTHQE-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 239000002841 Lewis acid Substances 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- OMRDSWJXRLDPBB-UHFFFAOYSA-N N=C=O.N=C=O.C1CCCCC1 Chemical compound N=C=O.N=C=O.C1CCCCC1 OMRDSWJXRLDPBB-UHFFFAOYSA-N 0.000 description 1
- ZNXHWPFMNPRKQA-UHFFFAOYSA-N N=C=O.N=C=O.N=C=O.C(C1=CC=CC=C1)C1=CC=CC=C1 Chemical class N=C=O.N=C=O.N=C=O.C(C1=CC=CC=C1)C1=CC=CC=C1 ZNXHWPFMNPRKQA-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910021626 Tin(II) chloride Inorganic materials 0.000 description 1
- 229910021627 Tin(IV) chloride Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- OKSKZFYXWJAIIT-UHFFFAOYSA-N [1-(hydroxymethyl)cyclopentyl]methanol Chemical compound OCC1(CO)CCCC1 OKSKZFYXWJAIIT-UHFFFAOYSA-N 0.000 description 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 description 1
- KXBFLNPZHXDQLV-UHFFFAOYSA-N [cyclohexyl(diisocyanato)methyl]cyclohexane Chemical compound C1CCCCC1C(N=C=O)(N=C=O)C1CCCCC1 KXBFLNPZHXDQLV-UHFFFAOYSA-N 0.000 description 1
- ZOIORXHNWRGPMV-UHFFFAOYSA-N acetic acid;zinc Chemical compound [Zn].CC(O)=O.CC(O)=O ZOIORXHNWRGPMV-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 150000001279 adipic acids Chemical class 0.000 description 1
- 150000007933 aliphatic carboxylic acids Chemical class 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 229910000410 antimony oxide Inorganic materials 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- KGQLBLGDIQNGSB-UHFFFAOYSA-N benzene-1,4-diol;methoxymethane Chemical compound COC.OC1=CC=C(O)C=C1 KGQLBLGDIQNGSB-UHFFFAOYSA-N 0.000 description 1
- 125000003354 benzotriazolyl group Chemical class N1N=NC2=C1C=CC=C2* 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- YHUQPGPXJUVMNN-UHFFFAOYSA-N bicyclo[2.2.1]heptane-2,5-diol Chemical compound C1C2C(O)CC1C(O)C2 YHUQPGPXJUVMNN-UHFFFAOYSA-N 0.000 description 1
- VCCBEIPGXKNHFW-UHFFFAOYSA-N biphenyl-4,4'-diol Chemical group C1=CC(O)=CC=C1C1=CC=C(O)C=C1 VCCBEIPGXKNHFW-UHFFFAOYSA-N 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- YHWCPXVTRSHPNY-UHFFFAOYSA-N butan-1-olate;titanium(4+) Chemical compound [Ti+4].CCCC[O-].CCCC[O-].CCCC[O-].CCCC[O-] YHWCPXVTRSHPNY-UHFFFAOYSA-N 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- VSGNNIFQASZAOI-UHFFFAOYSA-L calcium acetate Chemical compound [Ca+2].CC([O-])=O.CC([O-])=O VSGNNIFQASZAOI-UHFFFAOYSA-L 0.000 description 1
- 239000001639 calcium acetate Substances 0.000 description 1
- 235000011092 calcium acetate Nutrition 0.000 description 1
- 229960005147 calcium acetate Drugs 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 238000010227 cup method (microbiological evaluation) Methods 0.000 description 1
- WZNDRPDWBWQNKY-UHFFFAOYSA-N cyclobutane-1,2,3-tricarboxylic acid Chemical compound OC(=O)C1CC(C(O)=O)C1C(O)=O WZNDRPDWBWQNKY-UHFFFAOYSA-N 0.000 description 1
- WYHYNUWZLKTEEY-UHFFFAOYSA-N cyclobutane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CC(C(O)=O)C1 WYHYNUWZLKTEEY-UHFFFAOYSA-N 0.000 description 1
- YSMYOZDEIGMQFR-UHFFFAOYSA-N cycloheptane-1,2,3-tricarboxylic acid Chemical compound OC(=O)C1CCCCC(C(O)=O)C1C(O)=O YSMYOZDEIGMQFR-UHFFFAOYSA-N 0.000 description 1
- HXWSPWCLUDELMS-UHFFFAOYSA-N cycloheptane-1,4-dicarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)CC1 HXWSPWCLUDELMS-UHFFFAOYSA-N 0.000 description 1
- JEBXNNPMFYXVHS-UHFFFAOYSA-N cyclohexane-1,2,3-tricarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)C1C(O)=O JEBXNNPMFYXVHS-UHFFFAOYSA-N 0.000 description 1
- PFURGBBHAOXLIO-WDSKDSINSA-N cyclohexane-1,2-diol Chemical compound O[C@H]1CCCC[C@@H]1O PFURGBBHAOXLIO-WDSKDSINSA-N 0.000 description 1
- RLMGYIOTPQVQJR-UHFFFAOYSA-N cyclohexane-1,3-diol Chemical compound OC1CCCC(O)C1 RLMGYIOTPQVQJR-UHFFFAOYSA-N 0.000 description 1
- BBYMUIXAGHNOPF-UHFFFAOYSA-N cyclononane-1,5-dicarboxylic acid Chemical compound OC(=O)C1CCCCC(C(O)=O)CCC1 BBYMUIXAGHNOPF-UHFFFAOYSA-N 0.000 description 1
- BIYRBPAUTLBNTB-UHFFFAOYSA-N cyclooctane-1,4-diol Chemical compound OC1CCCCC(O)CC1 BIYRBPAUTLBNTB-UHFFFAOYSA-N 0.000 description 1
- RGXHXYGKBCOAFK-UHFFFAOYSA-N cyclooctane-1,5-dicarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)CCC1 RGXHXYGKBCOAFK-UHFFFAOYSA-N 0.000 description 1
- LKOYKBQSXXXKSV-UHFFFAOYSA-N cyclopentane-1,2,3-tricarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)C1C(O)=O LKOYKBQSXXXKSV-UHFFFAOYSA-N 0.000 description 1
- VCVOSERVUCJNPR-UHFFFAOYSA-N cyclopentane-1,2-diol Chemical compound OC1CCCC1O VCVOSERVUCJNPR-UHFFFAOYSA-N 0.000 description 1
- UVIRSBTTXOHPDA-UHFFFAOYSA-N cyclopropane-1,2,3-tricarboxylic acid Chemical compound OC(=O)C1C(C(O)=O)C1C(O)=O UVIRSBTTXOHPDA-UHFFFAOYSA-N 0.000 description 1
- RLWFMZKPPHHHCB-UHFFFAOYSA-N cyclopropane-1,2-dicarboxylate;hydron Chemical compound OC(=O)C1CC1C(O)=O RLWFMZKPPHHHCB-UHFFFAOYSA-N 0.000 description 1
- UCVPKAZCQPRWAY-UHFFFAOYSA-N dibenzyl benzene-1,2-dicarboxylate Chemical compound C=1C=CC=C(C(=O)OCC=2C=CC=CC=2)C=1C(=O)OCC1=CC=CC=C1 UCVPKAZCQPRWAY-UHFFFAOYSA-N 0.000 description 1
- JGFBRKRYDCGYKD-UHFFFAOYSA-N dibutyl(oxo)tin Chemical compound CCCC[Sn](=O)CCCC JGFBRKRYDCGYKD-UHFFFAOYSA-N 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 150000007517 lewis acids Chemical class 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 229940071125 manganese acetate Drugs 0.000 description 1
- UOGMEBQRZBEZQT-UHFFFAOYSA-L manganese(2+);diacetate Chemical compound [Mn+2].CC([O-])=O.CC([O-])=O UOGMEBQRZBEZQT-UHFFFAOYSA-L 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- TVIDDXQYHWJXFK-UHFFFAOYSA-N n-Dodecanedioic acid Natural products OC(=O)CCCCCCCCCCC(O)=O TVIDDXQYHWJXFK-UHFFFAOYSA-N 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- VTRUBDSFZJNXHI-UHFFFAOYSA-N oxoantimony Chemical compound [Sb]=O VTRUBDSFZJNXHI-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- UWJJYHHHVWZFEP-UHFFFAOYSA-N pentane-1,1-diol Chemical compound CCCCC(O)O UWJJYHHHVWZFEP-UHFFFAOYSA-N 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 229950000688 phenothiazine Drugs 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000011056 potassium acetate Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- HKJYVRJHDIPMQB-UHFFFAOYSA-N propan-1-olate;titanium(4+) Chemical compound CCCO[Ti](OCCC)(OCCC)OCCC HKJYVRJHDIPMQB-UHFFFAOYSA-N 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- JWHOQZUREKYPBY-UHFFFAOYSA-N rubonic acid Natural products CC1(C)CCC2(CCC3(C)C(=CCC4C5(C)CCC(=O)C(C)(C)C5CC(=O)C34C)C2C1)C(=O)O JWHOQZUREKYPBY-UHFFFAOYSA-N 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical class O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000001119 stannous chloride Substances 0.000 description 1
- 235000011150 stannous chloride Nutrition 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 150000003606 tin compounds Chemical class 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- HPGGPRDJHPYFRM-UHFFFAOYSA-J tin(iv) chloride Chemical compound Cl[Sn](Cl)(Cl)Cl HPGGPRDJHPYFRM-UHFFFAOYSA-J 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- XJDNKRIXUMDJCW-UHFFFAOYSA-J titanium tetrachloride Chemical compound Cl[Ti](Cl)(Cl)Cl XJDNKRIXUMDJCW-UHFFFAOYSA-J 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 1
- CNHDIAIOKMXOLK-UHFFFAOYSA-N toluquinol Chemical compound CC1=CC(O)=CC=C1O CNHDIAIOKMXOLK-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 238000005292 vacuum distillation Methods 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000004246 zinc acetate Substances 0.000 description 1
- 229960000314 zinc acetate Drugs 0.000 description 1
- 229940057977 zinc stearate Drugs 0.000 description 1
Images




Landscapes
- Adhesives Or Adhesive Processes (AREA)
Abstract
【解決手段】 ポリオール成分(A)とポリイソシアネート成分(B)とを反応させて得られるウレタンプレポリマーを含有する湿気硬化性ポリウレタンホットメルト接着剤であって、前記成分(A)が、多塩基酸と脂環構造含有グリコールを反応させて得られるポリエステルポリオール(a1)、及び一般式(I)で示されるポリエステルポリオール(a2)を含有し、且つ、前記成分(A)中の前記(a1)と前記(a2)との質量比が、(a1)/(a2)=90/10〜50/50の範囲である。
【選択図】 図1
Description

本発明の湿気硬化性ポリウレタンホットメルト接着剤(以下、「ポリウレタンホットメルト接着剤」と略す)は、後述する特定のポリオール成分(A)及びポリイソシアネート成分(B)との反応物であるウレタンプレポリマーを主成分とし、必要によりその他公知の添加剤等を含有してなるものである。
先ず、本発明で使用するポリエステルポリオール(a1)と特定の一般式で示されるポリエステルポリオール(a2)とを必須に含有するポリオール成分(A)について、以下に説明する。
しく、9〜15の範囲内であることがさらに好ましい。nが3以上である場合、湿気硬化
型ホットメルト接着剤の硬化後の機械強度および防湿性能が特に良好である。また、nが40以下である場合、湿気硬化型ホットメルト接着剤の溶融粘度が高くなり過ぎず適度となり、作業性及び加工性が特に良好である。
次に、本発明で使用するポリイソシアネート成分(B)について説明する。
次に、本発明で使用するウレタンプレポリマーについて説明する。
反応性ホットメルト接着剤は、水分の吸収・拡散がないために寸法安定性に優れていることが知られており、中でも、分子内に脂環構造を有する反応性ホットメルト接着剤は、比較的良好な防湿性が得られることが知られていた。しかしながら、低温条件下では可使時間が極端に短く作業性に劣り、且つ初期クリープ性が低く、実用上の問題があった。
本発明の湿気硬化性ポリウレタンホットメルト接着剤は、低温条件下(10℃程度)でも適度なオープンタイムを確保でき、且つ優れた防湿性や初期クリープなどの特性を発現でき、例えば、化粧造作部材、フラッシュパネルなどの造作部材を得ることができる。
次に、本発明の湿気硬化性ポリウレタンホットメルト接着剤を使用した態様である、化粧造作部材、及びフラッシュパネルについて、以下に説明する。
図1の化粧造作部材1は、基材11と、シート状又はフィルム状の表面部材14、15とが、本発明の湿気硬化性ポリウレタンホットメルト接着剤を硬化して形成された接着剤層12、13で貼り合わされることにより形成されている。
尚、図1では、基材の両面に表面部材が形成される場合について示しているが、本発明では、表面部材が基材の片面のみに形成されても構わない。
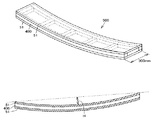
フラッシュパネル200においては、接着剤層12、13を介して基材11の両面に表面部材14、15が貼り合わされてなる造作部材1と、接着剤層22、23を介して基材21の両面にフィルム状又はシート状の表面部材24、25が貼り合わされてなる造作部材2とが、芯材3の両面に接着されている。
尚、図2では、芯材の両面に造作部材が形成される場合について示しているが、本発明の造作部材が芯材の片面のみに形成されても構わない。
基材31としてのミディアム デンシティ ファイバーボード(MDF:縦300mm、横300mm、厚み2.4mm)の片表面に、表面部材(図示せず)としてのオレフィン化粧シートが貼り合わされた造作部材を用意し、該造作部材のオレフィン化粧シートが貼り合わされていない方の面に、120℃で加熱溶融させた湿気硬化性ポリウレタンホットメルト接着剤を、ロールコーター(速度5m/分)を用いて、塗布量が120g/m2となるように塗布した。
次いで、上記で形成した湿気硬化性ポリウレタンホットメルト接着剤の塗布面32に、基材33として、単板積層材(LVL(Laminated Veneer Lumber)合板:縦300mm、横30mm、厚み25mm)10本を、図3に示すように載置した。
その後、上記塗布面32の上に載置されたLVL合板上に、上記と同様の方法で湿気硬化性ポリウレタンホットメルト接着剤を塗布した上記と同様の造作部材を載置し、載置から1分後に、2kgf/cm2で30秒間、平面プレス器を用い圧締して、1辺50mmの立方体を切り出したものを、常態接着強さを評価するための試験片を得た。
図3に示す試験片を用いて、常態接着強さの評価をJAS(昭和44年10月施行)の平面引張試験方法に準拠して行なった。
具体的には、上記で作製した試験片を、オレフィン化粧シートからなる面が上になるように固定した後、その面に、LVL合板に達する深さの正方形の溝(1辺が20mm)を作製した。次に、該正方形の表面を♯120のサンドペーパーを用いて研磨した後、該表面に接着剤(商標;アロンアルファ、プロ用No.3、東亜合成株式会社製)を塗布し、同形の金属部材を接着した。
接着した該金属部材を上方に引き上げたときの造作部材とLVL合板との接着強さを測定した。評価は、10個の試験片に対して行ない、その平均値(単位:kg/cm2)を算出した。
ミディアム デンシティ ファイバーボード(MDF:縦300mm、横300mm、厚み2.4mm)の片表面にオレフィン化粧シートが貼り合わされた造作部材51を用意し、該造作部材のオレフィン化粧シートの貼り合わされていない方の面に、湿気硬化性ポリウレタンホットメルト接着剤を、ロールコーター(速度5m/分)を用いて、塗布量が120g/m2となるように塗布した。
次いで、上記で形成した湿気硬化性ポリウレタンホットメルト接着剤の塗布面に、図4に示す枠材400を載置し、該枠材400上に、上記と同様に湿気硬化型ホットメルト接着剤を塗布した上記と同様の造作部材51を載置した。
載置から1分後に、平面プレス器を用いて2kgf/cm2で30秒間、圧締することによってフラッシュパネル500を得た。
上記で作製したフラッシュパネルにつき、温度40℃および相対湿度30%の雰囲気下での養生を8時間、ならびに、温度40℃および相対湿度90%の雰囲気下での養生を16時間行なうことを1サイクルとし、これを5サイクル行なった後の、フラッシュパネルの反りを測定した。
フラッシュパネルの反りは、図5に示すフラッシュパネルの長方向の反り量Hが、養生前のフラッシュパネルを基準としたときに、5mm未満である場合を「○」と評価し、5mm以上である場合を「×」と評価した。
また、本発明では、特に断りのない限り、「部」は「質量部」、「%」は「質量%」である。
得られた湿気硬化性ポリウレタンホットメルト接着剤をコーンプレート粘度計(ICI株式会社製、コーン直径;19.5mm、コーン角度;2.0°)を用いて、測定温度120℃で測定した。
得られた湿気硬化性ポリウレタンホットメルト接着剤を120℃で加熱溶融状態にし、基材であるポリプロピレンシート上に50μmの厚みとなるように塗布した。次いで、前記で塗布した接着剤層の上に、表面部材としてクラフト紙を載置し、直ちに10℃の恒温槽へ放置した。恒温層内へ放置した時点を基点(T0)とし、前記クラフト紙が前記接着剤層に接着しなくなるまでの時間(即ち、固化時間)(T1、単位:秒)を測定して、「10℃でのオープンタイム」とした。
低温条件(10℃)下でのオープンタイムの評価基準。
○:100〜300秒の場合、固化時間が適度である。
×:100秒未満の場合、固化時間が短すぎて、貼り合せ作業が困難である。又は、300秒を超える場合、硬化時間が遅すぎて、充分な貼り合せができない。
防湿性を透湿度で評価した。
表面温度100℃に調整したガラス板上に、ポリエチレンテレフタレートからなる離型フィルムを載置した。該離型フィルム上に、120℃で加熱溶融状態にした湿気硬化性ポリウレタンホットメルト接着剤を、膜厚100μmになるようにアプリケーターを用いて塗布し、塗布物とした。
該塗布物を、温度23℃、相対湿度65%の恒温恒湿槽内で1週間放置した後、該湿気硬化性ポリウレタンホットメルト接着剤から形成されたフィルムを該離型フィルムから剥離し、測定用試料とした。
得られた測定用試料の透湿度を、透湿度カップ法(JIS Z 0208 B法)に基づいて測定した(単位;g/m2・24hr)。
防湿性の評価基準。
○:透湿度が35g/m2・24hr未満の場合
×:透湿度が35g/m2・24hr以上の場合
得られた湿気硬化性ポリウレタンホットメルト接着剤を120℃で加熱溶融状態にし、該溶融した湿気硬化性ポリウレタンホットメルト接着剤をポリプロピレンシート上に50μmの厚みとなるように塗布し、次いで、塗布した該接着剤層の上にMDF(ミディアム デンシティ ファイバーボード)を載置し、貼り合わせた。
貼り合わせから3分後に35℃の雰囲気下で、該MDFに対し、75gの荷重を90°方向にかけて、15分後の該MDFの剥離長さを測定した。
初期クリープ性の評価基準。
○:剥離長さが5mm以下の場合。
×:剥離長さが5mmを超える場合。
反応容器に、脂環構造含有グリコールとして1,4−シクロヘキサンジメタノール(以下、CHDMと略す。)を565質量部、多塩基酸としてアジピン酸(以下、AAと略す。)を435質量部、及びエステル化触媒としてテトライソプロポキシチタンを0.05質量部添加し、内温120℃で溶融させた。
次いで、撹拌しながら3時間にて220℃まで昇温し、220℃で4時間保持した後、100℃に冷却することにより、ポリエステルポリオール(a1−1)(数平均分子量1000、酸価0.8、水酸基価111.5)を得た。
なお、前記ポリエステルポリオール(a1−1)は、第1表において「CHDM/AA#1000」と略記する。
反応容器に、CHDMを610質量部、AAを390質量部、及びエステル化触媒としてテトライソプロポキシチタンを0.05質量部添加し、内温120℃で溶融させた。
次いで、撹拌しながら3時間にて220℃まで昇温し、220℃で4時間保持した後、100℃に冷却することにより、ポリエステルポリオール(a1−2)(Mn600、酸価0.7、水酸基価187.1)を得た。
なお、前記ポリエステルポリオール(a1−2)は、第1表において「CHDM/AA#600」と略記する。
反応容器に、1,12−ドデカン二酸(以下、DDAと略す。)を600質量部、1,6−ヘキサンジオール(以下、HGと略す。)を400質量部、及びエステル化触媒としてテトライソプロポキシチタンを0.05質量部添加し、内温120℃で溶融させた。
次いで、撹拌しながら3時間にて220℃まで昇温し、220℃で4時間保持した後、100℃に冷却することにより、ポリエステルポリオール(a2−1)(Mn3500、酸価0.4、水酸基価31.6、融点72℃)を得た。
なお、前記ポリエステルポリオール(a2−1)は、第1表において「HG/DDA」と略記する。
反応容器に、合成例1で得た脂環構造含有のポリエステルポリオール(a1−1)47.5質量部、及び合成例3で得たポリエステルポリオール(a2−1)14.0質量部を仕込み攪拌し混合して、内温100℃で減圧条件にて加熱することにより、反応容器内の生成物全量に対する水分が0.05質量%となるまで脱水を継続した。
次いで、内温70℃に冷却後、70℃に溶融した4,4’−ジフェニルメタンジイソシアネート(商品名:ミリオネートMT、日本ポリウレタン株式会社製、以下MDIと略す。)を19質量部加えて、イソシアネート基含有量が一定となるまで110℃で3時間反応させることにより、ウレタンプレポリマー(120℃における溶融粘度;14000mPa・s、NCO%;2.5%)を得、本発明の湿気硬化性ポリウレタンホットメルト接着剤(実1)を得た。
反応容器に、合成例1で得た脂環構造含有のポリエステルポリオール(a1−1)47.5質量部、合成例3で得たポリエステルポリオール(a2−1)14質量部、及びポリカプロラクトンポリオール(パーストープ株式会社製、分子量80000、第1表において「PCL#80000」と略す。)14質量部を仕込み、混合し、100℃で減圧加熱することにより、反応容器内の生成物全量に対する水分が0.05質量%となるまで脱水した。
次いで、内温70℃に冷却後、70℃に溶融したMDIを25.5質量部加えて、イソシアネート基含有量が一定となるまで110℃で3時間反応させることにより、ウレタンプレポリマー(120℃における溶融粘度;24000mPa・s、NCO%;4.1%)を得、本発明の湿気硬化性ポリウレタンホットメルト接着剤(実2)を得た。
反応容器に、合成例2で得た脂環構造含有ポリオール(a1−2)36質量部、合成例3で得られたポリエステルポリオール(a2−1)14質量部、及びポリカプロラクトンポリオール(パーストープ社製、分子量80000)14質量部を仕込み、混合し、100℃で減圧加熱することにより、反応容器内の生成物全量に対する水分が0.05質量%となるまで脱水した。
次いで、内温70℃に冷却後、70℃で溶融したMDIを33.8質量部加えて、イソシアネート基含有量が一定となるまで110℃で3時間反応させることによってウレタンプレポリマー(120℃における溶融粘度;20000mPa・s、NCO%;5.8%)を得、本発明の湿気硬化性ポリウレタンホットメルト接着剤(実3)を得た。
反応容器に、エタナコール UC−100(商品名、宇部興産株式会社製、シクロヘキサンジメタノールからなるポリカーボネートジオール、Mn1000、第1表において「CHDM−PC」と略す。)7.1質量部と、エタナコール UM−90(商品名、宇部興産株式会社製、シクロヘキサンジメタノールと1,6−ヘキサンジオールからなるポリカーボネートジオール(シクロヘキサンジメタノール/1,6−ヘキサンジオール=1/1の質量比)、Mn900、第1表において「CHDM/HG(1/1)−PC」と略す。)49.6質量部、及び合成例3で得たポリエステルポリオール(a2−1)14.2質量部を仕込み攪拌混合し、内温100℃で減圧条件にて加熱することにより、反応容器内の生成物全量に対する水分が0.05質量%となるまで脱水を継続した。
次いで、内温70℃に冷却後、70℃に溶融したMDIを25.6質量部加えて、イソシアネート基含有量が一定となるまで110℃で3時間反応させることにより、ウレタンプレポリマー(120℃における溶融粘度;11000mPa・s、NCO%;5.0%)を得、湿気硬化性ポリウレタンホットメルト接着剤(比1)を得た。
反応容器に、エタナコールUC−100を7.1質量部と、エタナコールUM−90を 36.5質量部と、合成例3で得られたポリエステルポリオール(a2−1)14質量部と、ポリカプロラクトンポリオール(パーストープ社製、分子量80000)14質量部とを仕込み、混合し、100℃で減圧加熱することにより、反応容器内の全量に対する水分が0.05質量%となるまで脱水した。
次いで、内温70℃に冷却後、70℃で溶融したMDIを26質量部加え、イソシアネート基含有量が一定となるまで110℃で3時間反応させることによってウレタンプレポリマー(120℃における溶融粘度;21000mPa・s、NCO%;4.5%)を得、湿気硬化性ポリウレタンホットメルト接着剤(比2)を得た。
反応容器に、合成例1で得られた脂環構造含有ポリオール(a1−1)20質量部、合成例3で得られたポリエステルポリオール(a2−1)40質量部、及びポリカプロラクトンポリオール(パーストープ社製、分子量80000)14質量部とを仕込み、混合し、100℃で減圧加熱することにより、反応容器内の全量に対する水分が0.05質量%となるまで脱水した。
次いで、内温70℃に冷却後、70℃で溶融したMDIを20質量部加え、イソシアネート基含有量が一定となるまで110℃で3時間反応させることによってウレタンプレポリマー(120℃における溶融粘度;10000mPa・s、NCO%;4.2%)を得、湿気硬化性ポリウレタンホットメルト接着剤(比3)を得た。
反応容器に、合成例1で得られた脂環構造含有ポリオール(a1−1)60質量部、及びポリカプロラクトンポリオール(パーストープ社製、分子量80000)14質量部とを仕込み、混合し、100℃で減圧加熱することにより、反応容器内の全量に対する水分が0.05質量%となるまで脱水した。
次いで、内温70℃に冷却後、70℃で溶融したMDIを30質量部加え、イソシアネート基含有量が一定となるまで110℃で3時間反応させることによってウレタンプレポリマー(120℃における溶融粘度;61000mPa・s、NCO%;4.6%)を得、湿気硬化性ポリウレタンホットメルト接着剤(比4)を得た。
11・・・基材
12・・・接着剤層
13・・・接着剤層
14・・・表面部材
15・・・表面部材
200・・フラッシュパネル
2・・・・造作部材
21・・・基材
22・・・接着剤層
23・・・接着剤層
24・・・表面部材
25・・・表面部材
3・・・・芯材
31・・・基材(ミディアム デンシティ ファイバーボード(MDF))
32・・・湿気硬化性ポリウレタンホットメルト接着剤の塗布面
33・・・基材(単板積層材(LVL(Laminated Veneer Lumber)合板)
400・・枠材
51・・・造作部材
500・・フラッシュパネル
H・・・・フラッシュパネルの長方向の反り量
Claims (9)
- ポリオール成分(A)とポリイソシアネート成分(B)とを反応させて得られるウレタンプレポリマーを含有する湿気硬化性ポリウレタンホットメルト接着剤であって、
前記ポリオール成分(A)が、多塩基酸と脂環構造含有グリコールを反応させて得られるポリエステルポリオール(a1)、及び下記一般式(I)で示されるポリエステルポリオール(a2)を含有し、且つ、
前記ポリオール成分(A)中の前記(a1)と前記(a2)との質量比が、(a1)/(a2)=90/10〜50/50の範囲であることを特徴とする湿気硬化性ポリウレタンホットメルト接着剤。
(一般式(I)中、R1およびR2は、それぞれ独立して、炭素原子数が偶数の直鎖のアルキレン基を示し、かつR1およびR2の有する炭素原子数の合計が12以上である。nは3〜40の整数を示す。) - 前記ポリエステルポリオール(a1)が、多塩基酸とシクロヘキサン環含有グリコール又はその誘導体を反応させて得られるものである請求項1に記載の湿気硬化性ポリウレタンホットメルト接着剤。
- 前記ポリエステルポリオール(a1)の数平均分子量が、500〜2500の範囲である請求項1に記載の湿気硬化性ポリウレタンホットメルト接着剤。
- 前記ポリエステルポリオール(a2)の融点が、60〜80℃の範囲である請求項1に記載の湿気硬化性ポリウレタンホットメルト接着剤。
- 更に、前記ポリオール成分(A)に、ポリカプロラクトンポリオール(a3)を含有する請求項1に記載の湿気硬化性ポリウレタンホットメルト接着剤。
- 前記ポリオール成分(A)中の前記(a1)と(a2)と(a3)の質量比が、(a1)/(a2)/(a3)=50〜90/10〜50/5〜30である請求項5に記載の湿気硬化性ポリウレタンホットメルト接着剤。
- シート又はフィルムである表面部材と基材の間に、前記表面部材と前記基材とを接着する接着剤層を有し、前記接着剤層が請求項1〜6の何れか一項に記載の湿気硬化性ポリウレタンホットメルト接着剤を硬化し形成してなることを特徴とする化粧造作部材。
- 前記基材が木質基材であり、且つ、前記表面部材がフィルム、シート、及び紙からなる群より選ばれる少なくとも1種である請求項7に記載の化粧造作部材。
- 芯材の両面に、造作部材を、請求項1〜6の何れか一項に記載の湿気硬化性ポリウレタンホットメルト接着剤を塗布し接着してなることを特徴とするフラッシュパネル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011226806A JP2013087150A (ja) | 2011-10-14 | 2011-10-14 | 湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011226806A JP2013087150A (ja) | 2011-10-14 | 2011-10-14 | 湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013087150A true JP2013087150A (ja) | 2013-05-13 |
| JP2013087150A5 JP2013087150A5 (ja) | 2014-09-18 |
Family
ID=48531403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011226806A Pending JP2013087150A (ja) | 2011-10-14 | 2011-10-14 | 湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013087150A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015000911A (ja) * | 2013-06-14 | 2015-01-05 | Dic株式会社 | 反応性ホットメルト樹脂用剥離剤、剥離方法及び基材 |
| JP2016000785A (ja) * | 2014-06-12 | 2016-01-07 | Dic株式会社 | 湿気硬化型ポリウレタンホットメルト接着剤 |
| JP2016041627A (ja) * | 2014-08-19 | 2016-03-31 | バンドー化学株式会社 | 紙送りローラ |
| EP3163000A1 (en) * | 2015-10-27 | 2017-05-03 | Erkado Zbigniew Kozlowski | Door leaf panel with door frame elements mating with said panel and a method for manufacturing a door panel with door frame elements |
| JP2018001540A (ja) * | 2016-06-30 | 2018-01-11 | Dic株式会社 | 建材用シート |
| JP2020078874A (ja) * | 2018-11-12 | 2020-05-28 | Dic株式会社 | 化粧板 |
| JP2020084130A (ja) * | 2018-11-30 | 2020-06-04 | 東洋インキScホールディングス株式会社 | 複合フィルムからの脱離性を有するラミネート接着剤、積層体、及びシート状基材のリサイクル方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0693244A (ja) * | 1991-10-17 | 1994-04-05 | Nippon Polyurethane Ind Co Ltd | 反応型ホットメルト接着剤 |
| JP2008231151A (ja) * | 2007-03-16 | 2008-10-02 | Dic Corp | 湿気硬化型ホットメルト接着剤ならびにこれを用いた造作部材およびフラッシュパネル |
| JP2009242557A (ja) * | 2008-03-31 | 2009-10-22 | Dic Corp | 湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いた造作部材 |
-
2011
- 2011-10-14 JP JP2011226806A patent/JP2013087150A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0693244A (ja) * | 1991-10-17 | 1994-04-05 | Nippon Polyurethane Ind Co Ltd | 反応型ホットメルト接着剤 |
| JP2008231151A (ja) * | 2007-03-16 | 2008-10-02 | Dic Corp | 湿気硬化型ホットメルト接着剤ならびにこれを用いた造作部材およびフラッシュパネル |
| JP2009242557A (ja) * | 2008-03-31 | 2009-10-22 | Dic Corp | 湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いた造作部材 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015000911A (ja) * | 2013-06-14 | 2015-01-05 | Dic株式会社 | 反応性ホットメルト樹脂用剥離剤、剥離方法及び基材 |
| JP2016000785A (ja) * | 2014-06-12 | 2016-01-07 | Dic株式会社 | 湿気硬化型ポリウレタンホットメルト接着剤 |
| JP2016041627A (ja) * | 2014-08-19 | 2016-03-31 | バンドー化学株式会社 | 紙送りローラ |
| EP3163000A1 (en) * | 2015-10-27 | 2017-05-03 | Erkado Zbigniew Kozlowski | Door leaf panel with door frame elements mating with said panel and a method for manufacturing a door panel with door frame elements |
| JP2018001540A (ja) * | 2016-06-30 | 2018-01-11 | Dic株式会社 | 建材用シート |
| JP2020078874A (ja) * | 2018-11-12 | 2020-05-28 | Dic株式会社 | 化粧板 |
| JP2020084130A (ja) * | 2018-11-30 | 2020-06-04 | 東洋インキScホールディングス株式会社 | 複合フィルムからの脱離性を有するラミネート接着剤、積層体、及びシート状基材のリサイクル方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5696551B2 (ja) | 湿気硬化性ポリウレタンホットメルト接着剤およびそれを用いた造作部材 | |
| JP6637437B2 (ja) | 透明フィルムをラミネートするためのuv反応性ホットメルト接着剤 | |
| KR102448664B1 (ko) | 저 점도, 신속 경화 라미네이팅 접착제 조성물 | |
| KR101121113B1 (ko) | 습기 경화형 폴리우레탄 핫멜트 접착제 | |
| JP5194518B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤及びそれを用いた造作材 | |
| JP5011933B2 (ja) | ウェット単板用湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いた化粧造作部材 | |
| JP5787141B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤、及び造作部材 | |
| JP3838264B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤 | |
| JP2013087150A (ja) | 湿気硬化性ポリウレタンホットメルト接着剤、及び化粧造作部材 | |
| US20070155859A1 (en) | Reactive polyurethane hot melt adhesive | |
| JP4872295B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤 | |
| JP2005504867A (ja) | 反応性ホットメルト接着剤 | |
| TWI682015B (zh) | 接著劑組成物及其製造方法、積層體及其製造方法 | |
| JP5292891B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いた造作部材 | |
| JP6330499B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤 | |
| JP5303846B2 (ja) | 湿気硬化型ホットメルト接着剤ならびにこれを用いた造作部材およびフラッシュパネル | |
| JP7459484B2 (ja) | 湿気硬化型ポリウレタンホットメルト樹脂組成物、接着剤、造作部材、及び、フラッシュパネル | |
| JP2022189479A (ja) | 湿気硬化型ホットメルト接着剤 | |
| JP5648851B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いて得られる化粧造作部材 | |
| JP5471639B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤、及びそれを用いて得られる化粧造作部材 | |
| JPS6164778A (ja) | 複合ホイル製造用溶液状接着剤 | |
| JP5760848B2 (ja) | 湿気硬化型ポリウレタンホットメルト接着剤、及び化粧造作部材 | |
| JP6459500B2 (ja) | 湿気硬化型ポリウレタンホットメルト樹脂組成物、接着剤、及び、積層体 | |
| TW200413426A (en) | Solvent-free moisture-curable hot melt urethane resin composition | |
| JP2008094959A (ja) | 湿気硬化型反応性ホットメルト接着剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140805 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150709 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160202 |