JP2012207525A - 建築・土木用パネルの製造方法 - Google Patents
建築・土木用パネルの製造方法 Download PDFInfo
- Publication number
- JP2012207525A JP2012207525A JP2012099141A JP2012099141A JP2012207525A JP 2012207525 A JP2012207525 A JP 2012207525A JP 2012099141 A JP2012099141 A JP 2012099141A JP 2012099141 A JP2012099141 A JP 2012099141A JP 2012207525 A JP2012207525 A JP 2012207525A
- Authority
- JP
- Japan
- Prior art keywords
- panel
- cement
- civil engineering
- construction
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000010276 construction Methods 0.000 title claims abstract description 40
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 239000004568 cement Substances 0.000 claims abstract description 57
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 42
- 239000006260 foam Substances 0.000 claims abstract description 27
- 239000004088 foaming agent Substances 0.000 claims abstract description 25
- 238000000465 moulding Methods 0.000 claims abstract description 17
- 230000005484 gravity Effects 0.000 claims abstract description 13
- 239000012783 reinforcing fiber Substances 0.000 claims description 41
- 239000011241 protective layer Substances 0.000 claims description 27
- 239000003365 glass fiber Substances 0.000 claims description 13
- 239000004745 nonwoven fabric Substances 0.000 claims description 10
- 239000002759 woven fabric Substances 0.000 claims description 9
- 230000002787 reinforcement Effects 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 3
- 239000004567 concrete Substances 0.000 abstract description 56
- 239000000835 fiber Substances 0.000 abstract description 35
- 239000000463 material Substances 0.000 abstract description 29
- 239000011120 plywood Substances 0.000 abstract description 26
- 238000010521 absorption reaction Methods 0.000 abstract description 12
- 238000004898 kneading Methods 0.000 abstract description 7
- 229910010272 inorganic material Inorganic materials 0.000 abstract description 6
- 239000011147 inorganic material Substances 0.000 abstract description 6
- 238000005192 partition Methods 0.000 abstract description 5
- 239000004566 building material Substances 0.000 abstract description 4
- 229920005989 resin Polymers 0.000 description 36
- 239000011347 resin Substances 0.000 description 36
- 239000010410 layer Substances 0.000 description 35
- 230000003014 reinforcing effect Effects 0.000 description 35
- 229920003002 synthetic resin Polymers 0.000 description 32
- 239000000057 synthetic resin Substances 0.000 description 32
- 239000002344 surface layer Substances 0.000 description 23
- 238000009415 formwork Methods 0.000 description 21
- 238000000034 method Methods 0.000 description 16
- 239000004372 Polyvinyl alcohol Substances 0.000 description 12
- 238000005187 foaming Methods 0.000 description 12
- 229920002451 polyvinyl alcohol Polymers 0.000 description 12
- 239000000047 product Substances 0.000 description 12
- -1 polypropylene Polymers 0.000 description 11
- 238000005452 bending Methods 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 9
- 239000002023 wood Substances 0.000 description 8
- 229920002978 Vinylon Polymers 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 5
- 239000011398 Portland cement Substances 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 229920005830 Polyurethane Foam Polymers 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 239000011496 polyurethane foam Substances 0.000 description 4
- 239000012779 reinforcing material Substances 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 3
- 229920001807 Urea-formaldehyde Polymers 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 239000004202 carbamide Substances 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000003995 emulsifying agent Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000008267 milk Substances 0.000 description 3
- 210000004080 milk Anatomy 0.000 description 3
- 235000013336 milk Nutrition 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229920002301 cellulose acetate Polymers 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- NEHMKBQYUWJMIP-UHFFFAOYSA-N chloromethane Chemical compound ClC NEHMKBQYUWJMIP-UHFFFAOYSA-N 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- LBLYYCQCTBFVLH-UHFFFAOYSA-N 2-Methylbenzenesulfonic acid Chemical compound CC1=CC=CC=C1S(O)(=O)=O LBLYYCQCTBFVLH-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 238000006703 hydration reaction Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229940050176 methyl chloride Drugs 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000011178 precast concrete Substances 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 239000011044 quartzite Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images



Landscapes
- Building Environments (AREA)
- Panels For Use In Building Construction (AREA)
- Forms Removed On Construction Sites Or Auxiliary Members Thereof (AREA)
- Laminated Bodies (AREA)
- Producing Shaped Articles From Materials (AREA)
- Moulds, Cores, Or Mandrels (AREA)
Abstract
【課題】無機質材料からなり、吸水や気温変動などによる強度の低下、変形、重量増大がなく、また釘打ち等の加工性も良好で、しかも軽量で取り扱い性にも優れ、かつ高強度で、耐久性にも優れ、コンクリート型枠用パネルとして繰り返し使用でき、また建築物の床材、壁材、天井材、パーテーション等の建材としても使用可能で、合板に代替可能なパネルの製造方法を提供する。
【解決手段】本発明に係る建築・土木用パネルの製造方法は、セメント、水、補強繊維及び起泡剤をプレフォームした泡を混練した混練物を、密閉したセメント用成形型内に充填し養生固化して、前記補強繊維及び泡を分散状態で含有してなり、前記補強繊維が前記セメント100重量部に対して0.5〜3重量部配合され、比重が0.6〜0.9の範囲内である多孔質成形体を得た後、前記多孔質成形体をスライスしてパネル本体を製作することを特徴とする。
【選択図】図1
【解決手段】本発明に係る建築・土木用パネルの製造方法は、セメント、水、補強繊維及び起泡剤をプレフォームした泡を混練した混練物を、密閉したセメント用成形型内に充填し養生固化して、前記補強繊維及び泡を分散状態で含有してなり、前記補強繊維が前記セメント100重量部に対して0.5〜3重量部配合され、比重が0.6〜0.9の範囲内である多孔質成形体を得た後、前記多孔質成形体をスライスしてパネル本体を製作することを特徴とする。
【選択図】図1
Description
本発明は、建築・土木用パネルの製造方法に関し、更に詳しくは、コンクリート型枠用パネルとしては、建築物の壁材、床材、天井材として、更にはパーテーションに組み込まれる断熱材などとして、建築分野や土木分野で広く使用される建築・土木用パネルの製造方法に関する。
従来からコンクリート型枠用パネルとしては、木質合板(以下、単に「合板」という。)が多用されてきた。しかし、合板は、耐久性、耐水性が低く、コンクリート打設時の余剰水や保管時の降雨により吸水して重量が増大し、かつ強度が低下するという問題があり、繰り返し使用できる回数が3〜7回程度と少ない。このため、使用済の多量の合板が建築廃材となり、その焼却等の処理に手間がかかるだけでなく、合板の使用によって、熱帯林から得られる木材資源が多量に消費されることで、地球環境の悪化につながる。そこで、合板の使用削減が求められている。更に、合板は、通常、6枚程度の単板を積層して酢酸ビニル系接着剤で接着している。このため、合板の焼却処理時には接着剤の酢酸ビニルから有害ガスが発生し、環境汚染の原因となる。また、酢酸ビニル系接着剤が使用されている合板を住宅建築用等として使用すると、シックハウスの問題があり、特にクリーンルーム等には合板を使用することはできない。
コンクリート型枠用パネルにおいては、前述した合板の問題点に鑑み、合成樹脂製の型枠用パネルが種々提案されている(例えば、特許文献1〜4等参照。)。これらの合成樹脂製パネルは、木材資源を消費せず、また20〜30回も繰り返し使用できるものもあり、しかも吸水による重量増加や強度の低下といった問題もない。しかし、合成樹脂製パネルは、合板に較べると、気温の変化による強度の変動、特に曲げ剛性の変動が大きい。このため、夏場のコンクリート打設時には、パネルの曲げ剛性が低下して打設コンクリート圧により変形することもある。また、合成樹脂製パネルは、その構造によっては、釘打ち可能な範囲が限られるものもあり、合板のような加工性も必ずしも充分とは言い難い。
また、コンクリート打設時に使用されるパネルとして、セメント系、コンクリート系等の無機質材料からなるものも知られている。例えば、ガラス繊維、ガラス繊維からなる不織布等を補強材とするセメント系複合材からなる捨型枠(特許文献5参照。)、強化ガラス繊維混入コンクリート板(GRC)からなる捨型枠(特許文献6参照。)、ガラス繊維等の繊維強化セメントにより形成された永久型枠板を用いたコンクリート構造体(特許文献7参照。)、セメント系硬化体、(発泡)コンクリート系硬化体の間にガラス繊維等の無機繊維メッシュ、ステンレス、鉄等からなる金属メッシュ等を挟み込み、接着した複合材からなる打ち込み型枠材(特許文献8参照。)、軽量骨材、気泡剤が混入された生コンクリートボード本体の両面に、網目状補強繊維シートを埋設一体化したセメントペーストを被覆した軽量コンクリートボードからなるコンクリート打設用捨て型枠材(特許文献9参照。)等が知られている。しかし、これら従来の、無機質材料からなるコンクリート打設用のパネルは、いずれも捨型枠(永久型枠)であり、コンクリート打設後は、打設したコンクリート構造体と一体になって該構造体の一部を構成するものであって、合板からなるコンクリート型枠用パネルのように繰り返し使用されるものではない。
また、ポリビニルアルコール繊維(ビニロン)等の、コンクリート又はセメントの補強繊維を用いた無機質材料からなるパネルも多数提案されている。例えば、アルミナセメントに対して、石膏及びケイ石粉、ガラス繊維、減水剤及びポリビニルアルコールを含む組成物から形成されたコンクリート流し込み用型枠パネル(特許文献10参照。)、水硬性無機材料と、ポリビニルアルコール系繊維、ポリオレフィン系繊維、ポリアミド系繊維、麻、ガラス繊維、炭素繊維及びパルプ繊維等の補強繊維材料と、を含む水硬性混和物の押出成形・水硬化体からなる緻密質基体層と、前記緻密質基体層の1面上に積層合体されており、かつ0.6以下の比重を有する多孔質充填層とを有する複合パネル材料(特許文献11参照。)、合成繊維Aと、ポリビニルアルコール系合成繊維Bとを、AとBとの重量比A/Bが0.1〜3となるように混合した補強用繊維を含有する繊維補強セメント成形体(特許文献12参照。)、補強材としてポリビニルアルコール系合成繊維などの紡績糸よりなるメッシュ状組織体を用いた水硬性物質をベースとする繊維補強ボード材(特許文献13参照。)、水硬性材料、補強繊維及び水を少なくとも含有する水硬性ペーストを用いてなる型枠であって、該補強繊維の少なくとも1部がポリビニルアルコール系繊維である型枠(特許文献14参照。)、ポリビニルアルコール系主体繊維を含む繊維絡合体からなるハードボードであって、該主体繊維同志がポリビニルアルコール系バインダーにより接合されているハードボード(特許文献15参照。)、補強用鉄筋が埋設され、コンクリートの硬化により形成される構造物本体と、前記構造物本体の外表面に永久型枠として一体化されるセメントを主成分とし、高強度ビニロン繊維を補強繊維とする繊維強化高靭性セメントボードとを有するコンクリート構造物(特許文献16参照。)、ポリビニルアルコール系繊維及び/又はポリオレフィン系繊維からなる補強繊維が含有された水硬性組成物を遠心成形法で成形して得られるプレキャストコンクリート成型体(特許文献17参照。)、補強繊維がポリビニルアルコール系合成繊維を含有する抄造板の片面に、ガラスメッシュあるいはカーボンメッシュとウレタン発泡体を積層してなる高強度高靭性繊維強化セメントボードの片面に、ガラスメッシュ又はカーボンメッシュとウレタン発泡体を積層してなる繊維強化外断熱材(特許文献18参照。)等が提案されている。
しかし、従来、合板と同様あるいはそれ以上の繰り返し使用可能な耐久性を有し、しかも合板と同様の加工性、軽量性、施工性、取り扱い性なども兼ね備えたパネルはなかった。
本発明は、前述した従来のコンクリート型枠用パネル等における問題点に鑑み、無機質材料からなり、吸水や気温変動などによる強度の低下、変形、重量増大がなく、また釘打ち等の加工性も良好で、しかも軽量で取り扱い性にも優れ、かつ高強度で、耐久性にも優れ、コンクリート型枠用パネルとして繰り返し使用でき、また建築物の床材、壁材、天井材、パーテーション等の建材としても使用可能で、合板に代替可能なパネルの製造方法を提供することを目的とする。
上記の目的を達成するために、本発明に係る建築・土木用パネルの製造方法は、セメント、水、補強繊維及び起泡剤をプレフォームした泡を混練した混練物を、密閉したセメント用成形型内に充填し養生固化して、前記補強繊維及び泡を分散状態で含有してなり、前記補強繊維が前記セメント100重量部に対して0.5〜3重量部配合され、比重が0.6〜0.9の範囲内である多孔質成形体を得た後、前記多孔質成形体をスライスしてパネル本体を製作することを要旨とする。
本発明の建築・土木用パネルの製造方法では、前記パネル本体の表面をガラス繊維からなる織布又は不織布で構成されている表面補強シートで一体に被覆することが好ましい。
本発明の建築・土木用パネルの製造方法では、前記表面補強シートの表面が表面保護層により一体に被覆されていることが好ましい。前記表面保護層は、非発泡合成樹脂で構成することができる。
本発明に係る建築・土木用パネルの製造方法によって得られたパネルは、軽量、高強度であり、合板の代替品として使用できる。また、セメントを主材料とし、木質合板のように木材資源を使用しないので、熱帯林からの木材資源の使用を削減でき、環境保全に寄与しうる。更に、合板に比べて耐久性が高く、繰り返し使用できる回数が多いので、コンクリート型枠用パネル等として合板の代わりに使用すれば、建築廃材の排出量を削減できるうえ、施工費用も低減できる。更に、起泡剤により形成された多数の気泡を有する多孔質成形体からなるので、比重が0.6〜0.9の範囲内であり、合板と同程度に軽いため、取り扱い性、施工性に優れるとともに、合板に比べて吸水による重量の増大も少なく、強度低下の問題もない。また、前記多孔質成形体が、分散状態で含有する補強繊維の絡み合いにより補強された構造を有することから、高い強度を有しながら、釘打ち等の加工性にも優れ、且つ成形体内に含有される補強繊維により、打ち込まれた釘等がしっかりと保持される。このため、コンクリート型枠用のみでなく、建築物の壁材、床材、天井材、更にはパーテーションの断熱材等の建材用途にも好適に使用できる。しかも、コンクリート型枠用として使用した場合、合板のように、アクによるコンクリート面の硬化不良が発生することもない。
本発明のパネル本体は、大きなブロック状に成形した後、所望の厚さ、大きさの板状にスライスして製作するので、一つのセメント用成形型で多数のパネルの成形を一度に行うことができ、また養生、固化もまとめて行うことができるので、生産性が向上する。
また、パネル本体の表面が、織布又は不織布からなる表面補強シートで一体に被覆されているので、建築・土木用パネルの曲げ強度を一層高めることができるとともに、パネル本体の表面の保護性能を向上できる。
本発明の表面補強シートは、接着剤によりパネル本体に接着することもできるが、パネル本体の表面を合成樹脂からなる表面樹脂層で一体に被覆するときに、この表面樹脂層に前記表面補強シートを埋設状に設けて、表面樹脂層を構成する合成樹脂により表面補強シートをパネル本体に接着すると、軽量化を図りつつ、建築・土木用パネルの強度及び耐衝撃性を向上できる。また、このように表面樹脂層を設けると、表面樹脂層によりパネル表面からの吸水が防止され、建築・土木用パネルの耐水性を向上でき、例えばこの建築・土木用パネルをコンクリート型枠用として使用した場合に、コンクリート打設時の余剰水や降雨による吸水が防止され、吸水によるパネル重量の増大を確実に防止できる。また、表面樹脂層によりコンクリート打設面の仕上がりも綺麗なものとなり、更に、打設したコンクリートからの建築・土木用パネルの離型性も向上する。
表面補強シートとしてガラス繊維からなる織布又は不織布を用いると、建築・土木用パネルの製作コストの上昇を抑制しつつ、その強度剛性を十分に高めることができる。
更に、表面補強シートの表面側を表面保護層にて被覆すると、表面保護層によりパネル表面からの吸水が防止され、建築・土木用パネルの耐水性を向上でき、例えばこの建築・土木用パネルをコンクリート型枠用として使用した場合に、コンクリート打設時の余剰水や降雨による吸水が防止され、吸水によるパネル重量の増大を確実に防止できる。また、前記表面保護層によりコンクリート打設面の仕上がりも綺麗なものとなり、更に、打設したコンクリートからの建築・土木用パネルの離型性も向上する。
表面保護層が非発泡合成樹脂で構成されていると、パネル表面からの吸水をより確実に防止でき、また平滑で綺麗なコンクリート打設面が得られ、しかも打設したコンクリートからの離型性も良好となる。また、パネルの曲げ剛性、弾力性、耐衝撃性も増大し、またパネルに打ち込んだ釘の引き抜き強度が増大し、釘打ち性も向上する。
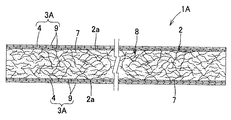
図1は、本発明に係る建築・土木用パネル1の一実施形態を示す断面図である。図1に示す実施の形態の建築・土木用パネル1Aは、軽量セメントからなるパネル本体2と、パネル本体2の表面2aを被覆する表面層3Aであって、パネル本体2の表面に一体に被覆した合成樹脂からなる表面樹脂層9と、この表面樹脂層9に埋設状に設けた織布又は不織布からなる表面補強シート4とを有する表面層3Aとを備えたものである。
前記軽量セメントからなるパネル本体2は、例えば、補強繊維7と多数の気泡(図示せず)を分散状態で含有する多孔質成形体8からなる。多孔質成形体8は、例えば、セメント、水、補強繊維及び起泡剤をプレフォームした泡を混練した混練物をセメント用成形型内に充填し、養生固化することで得られる。
前記セメントは特に限定されず、普通ポルトランドセメント、早強ポルトランドセメント、超早強ポルトランドセメント等、各種セメントを使用できる。これらのなかでも、生産性、強度等の点から早強ポルトランドセメントが好ましい。
セメントと水との配合割合は、セメント100重量部に対して水が20〜100重量部、更には20〜50重量部の範囲が好ましい。水が多すぎると強度が低下する傾向にあり、水が少なすぎると成形時にセメント混練物の流動性が低下して成形性を阻害する傾向にある。
前記補強繊維7としては、ポリビニルアルコール繊維(ビニロン)、ポリプロピレン繊維やポリエチレン繊維等のポリオレフィン系繊維、アラミド繊維、炭素繊維、鋼繊維、ガラス繊維等が挙げられる。これらの繊維のなかでも、ビニロン繊維は耐久性が高く、しかもセメントとの親和性に優れるので好ましい。補強繊維7の繊維長は特に限定されないが、4〜35mmの範囲が好ましい。補強繊維7の繊維長が4mm未満では補強効果が不足する傾向がみられる。補強繊維7の繊維長が長い方が補強効果の点では有利であるが、その一方で、繊維長が長くなるほど分散性が低下し、成形体内で補強繊維7が偏在して、かえってパネル強度を低下させる場合もある。また、補強繊維7の太さにも特に限定はないが、通常、10μm〜100μmのものが用いられる。
前記パネル本体2は、セメント混練時にビニロンやガラスチョップ等の補強繊維7を均一に分散させるだけで、図1に示すような補強繊維7の絡み合いによる補強構造が得られる。従って、パネルの製造に際して、網状補強材等の補強材を埋設する場合の位置決め操作等の煩雑な作業も不要で、強度にバラツキのないパネルを容易に製造できる。
補強繊維7の配合量は、前記セメント100重量部に対して0.5〜5重量部とすることが好ましい。補強繊維7の配合量が少ないと、補強効果も低く、パネル強度も低くなる。補強繊維7の配合量が多いほどパネル補強効果においては有利であるものの、補強繊維7の配合量が過剰であるとセメント混練物中での分散性が悪くなり、補強繊維7が偏在して、パネルの強度が不均一になり、かえってパネルの強度を低下させるおそれがある。このような観点から、補強繊維7の配合量のより好ましい範囲は、セメント100重量部に対して0.5〜3重量部である。
前記起泡剤は特に限定されず、セメント用、コンクリート用の起泡剤、例えば、タンパク質系、界面活性剤系、樹脂系等の公知の各種の起泡剤を使用できる。更に、前記起泡剤とともに、アルミニウム粉等の金属系発泡剤を使用することもできる。起泡剤の添加量や添加方法は特に限定されないが、通常はセメント100重量部に対して0.1〜3重量部の範囲で、得られるパネルの比重が、1.0以下の、目標値となるように適宜調整すればよい。パネルの比重は、好ましくは0.5〜1.0であり、更に好ましくは0.6〜0.9の範囲、特に好ましくは木質合板と同じ0.7〜0.8程度である。比重が小さいほどパネルは軽量となり、取り扱い性の面では有利である。しかし、比重が小さくなるほど気孔率が大きくなり、パネルの強度が低下する。一方、比重が大きくなるほどパネルが重くなり、取り扱い性が低下する。
前記セメント、水、補強繊維及び起泡剤をプレフォームした泡、その他の添加剤等からなる混練物の混練に際しては、従来公知のセメントミキサーやコンクリートミキサーなどを使用できるが、混練物中の起泡剤をプレフォームした泡(気泡)の状態や補強繊維にダメージを与えることなく、かつ全体を均一に混練することが必要である。混練時に起泡剤の泡(気泡)がダメージを受けると、成形後のパネルにおける気泡の大きさが不均一となり、パネル強度にバラツキが生じることがある。また、補強繊維がダメージを受けると折損して所期の補強効果が得られないおそれがある。
パネル本体2は、上記のようなセメント、水、補強繊維および起泡剤をプレフォームした泡を混練し、セメント用成形型に充填して使用目的に応じた大きさの板状に成形するか、又はそれより大きなブロック状に成形した後、養生することで、気泡を含んだセメントミルクが、セメントと水との水和反応により硬化して、補強繊維と多数の気泡を分散状態で含有する軽量な多孔質成形体が得られる。パネル本体2の厚さは、通常、8〜30mm程度である。
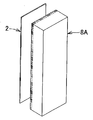
軽量セメントからなるパネル本体2の具体的な製造法の一例を挙げると、セメントに水及び減水剤を混合し、これに補強繊維を加えて混練する。一方、起泡剤に空気を導入し、所定の倍率、例えば20倍程度にプレフォームする。この起泡剤をプレフォームした泡を、前記混練物に加えて混練する。なお、混練の途中で混練物の比重を適宜測定し、目標値に近づけるよう、起泡剤をプレフォームした泡を更に追加して混練してもよい。このセメント混練物を、例えば、金属製の耐圧成形型に充填し、例えば600mm(幅)×1800mm(長さ)×11mm(厚)の板状に成形し、これを養生、固化させる。これにより、図1に示すような、セメントが固化した多孔質成形体8からなり、成形体8中に分散した補強繊維7の絡み合いにより補強された軽量セメントからなるパネル本体2が得られる。また、図5に示すように、大きなブロック状の多孔質成形体8Aに成形し、養生固化した後、所望の厚さ、大きさの板状に切り出すようにしてもよい。なお、養生は、通常の養生でもよいし、蒸気養生でもよいし、両者を組み合わせてもよい。また、養生はセメント用成形型内で完了させるのではなく、セメント用成形型内で蒸気養生し、ある程度固化した段階、通常は数時間後、型から取り出して更に養生することで、セメント用成形型での成形サイクルが短くなり、生産性が向上する。
パネル本体2に対して表面補強シート4を一体に被覆させる方法としては、図2に示す建築・土木用パネル1Bの表面層3Bのように、表面補強シート4を接着剤にてパネル本体2に接着して一体に被覆させる方法を採用することもできるが、図1に示す表面層3Aのように、パネル本体2の表面を表面樹脂層9にて一体に被覆して、この表面樹脂層9に表面補強シート4を埋設状に設け、表面樹脂層9を構成する発泡性合成樹脂により表面補強シート4をパネル本体2に接着して一体に被覆させる方法が好ましい。この場合には、表面補強シート4と表面樹脂層9からなる表面層3Aにより、建築・土木用パネル1の強度が増大するとともに、表面性、耐水性、更にはコンクリート型枠用として使用した場合の打設コンクリートからの離型性も向上する。表面層3Aはパネル本体2の表裏両面を被覆するように設けることが好ましいが、一方の表面2aのみを被覆するように設けたものも本発明の範疇である。
表面補強シート4としては、ポリビニルアルコール繊維(ビニロン)、ポリプロピレン繊維やポリエチレン繊維等のポリオレフィン系繊維、アラミド繊維、炭素繊維、鋼繊維、ガラス繊維等などの繊維材からなる織布又は不織布であって、表面補強シート4を挟んで両側の表面樹脂層9が一体化するように、比較的大きな多数の貫通孔を有するメッシュ状の織布又は不織布を採用できる。特に、目付が50〜1000g/m2、好ましくは200〜300g/m2のガラス繊維からなるチョップドストランドマットは、安価に入手が可能で、しかも建築・土木用パネル1の強度剛性を大幅に向上できるので好ましい。表面補強シート4は、表面樹脂層9に埋設状に設けてあればよく、表面樹脂層9の厚さ方向の途中部に埋設状に設けることが好ましいが、表面樹脂層9の表面部やパネル本体2側部分に埋設状に設けることもできる。表面樹脂層9に表面補強シート4を埋設状に設けると、建築・土木用パネル1の曲げや捩じりに対する強度剛性を一層高めることができるとともに、パネル本体2の保護性能を一層向上できる。また、表面補強シート4を織布又は不織布で構成しているので、表面補強シート4の表面側及び裏面側に配置される表面樹脂層9の密着性を十分に確保することができる。
表面樹脂層9を構成する合成樹脂は特に限定されるものではないが、例えばポリスチレンフォーム、ポリエチレンフォーム、硬質ポリウレタンフォーム、軟質ポリウレタンフォーム、硬質塩化ビニルフォーム、ユリアフォーム、フェノールフォーム、アクリルフォーム、酢酸セルロースフォーム、その他の発泡合成樹脂が例示できる。また、ポリスチレン樹脂、ポリエチレン樹脂、硬質ポリウレタン樹脂、軟質ポリウレタン樹脂、硬質塩化ビニル樹脂、ユリア樹脂、フェノール樹脂、アクリル樹脂、酢酸セルロース樹脂、その他の非発泡の合成樹脂を採用することも可能である。
発泡合成樹脂で表面樹脂層9を成形する方法としては、一般的に公知な方法が適用可能である。このうち、ポリウレタンフォーム、ユリアフォーム、フェノールフォームの3種類の発泡方法を、その代表例として以下に例示する。
ポリウレタンフォームは、ポリオール、過剰のジイソシアネート、架橋剤、発泡剤、触媒、気泡サイズ調整剤等の原料によって得られ、発泡剤として水とイソシアネートとの反応による二酸化炭素、メチレンジクロライド、ペンタン、機械混合時に入れる空気等、その他分解型の有機系発泡剤が用いられる。気泡サイズ調整剤にはシリコーン樹脂や乳化剤が、触媒にはアミン類や有機スズ化合物等が使用できる。
ユリアフォームは、粘度が1000cp程度の粘稠なユリア−ホルムアルデヒド水溶液(樹脂分50〜90%)100部に、プロパン、ブタン、ブテン、ヘキサン、塩化メチルのような発泡剤を2〜30部低温または密閉容器中で分散させ、乳化剤の存在下で酸触媒を加えた後、15〜115℃に温度を上げて得る。また乳化剤を含んだユリア樹脂初期縮合物を、現場発泡機によって塩酸液を混合しながら機械的に起泡しながら吐出させてもよい。
フェノールフォームは、レゾール型初期縮合物に泡立機で空気を吹き込みながらクリーム状としつつ、攪拌下で硬化剤を混合して対象部分に被着あるいは充填することによって得る。さらに、クリーム状とする時に重炭酸ソーダを1%程度加えて発泡を助けてもよい。この方法によれば、硬化剤の添加後速やかに硬化する。酸化触媒にはベンゼンスルフォン酸、トルエンスルフォン酸、硫酸、リン酸等が用いられる。また、揮発性発泡剤を配合しておくと、反応熱で起泡するので初めの泡立ては必要ない。発泡用に適したフェノール樹脂も市販されているが、レゾール85部にアジピン酸とヘキサメチレンジアミンから得られたポリアミド5部を共重合させて強靱な発泡体を作製することもでき、ポリビニルアルコール、塩化ビニル樹脂を5〜20部程度配合して強靱性、弾性などを補うこともできる。
表面樹脂層9の発泡倍率に特に限定はないが、通常は2〜10倍程度でよい。表面樹脂層9の発泡倍率が小さいほどパネル強度は増大するが、その一方でパネル重量も増大する。また、表面樹脂層9の発泡倍率が大きくなるほどパネルは軽量化されるが、その一方でパネル強度が低下する傾向が見られる。従って、表面樹脂層9の発泡倍率は、パネルの軽量性、強度、耐衝撃性などの観点から適宜決定される。また、表面補強シート4の表裏に配置される表面樹脂層9の厚さは、0.5〜2mm程度に設定されている。
表面樹脂層9は、連続気泡の少ない、または連続気泡のない独立気泡からなるものが、耐水性、表面性、コンクリート型枠用として使用した場合の打設コンクリートからの離型性等に優れることから好ましい。
建築・土木用パネル1Aの製造方法としては、パネル本体2の平面寸法と略同じ大きさの内部空間を有する製品用成形型内の下部内に発泡性合成樹脂を充填するとともに、パネル本体2とほぼ同じ広さ(平面形状)の表面補強シート4をこの発泡性合成樹脂に埋設状に設け、次にパネル本体2を製品用成形型に位置決め載置し、次にパネル本体2の上側に発泡性合成樹脂を充填するとともに、この発泡性合成樹脂に表面補強シート4を埋設状に設け、次に製品用成形型を密閉した状態で、充填した発泡性合成樹脂を発泡硬化させることで、パネル本体2の表面を表面樹脂層9と表面補強シート4とからなる表面層3Aにて一体に被覆させて製作できる。
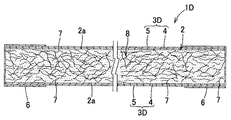
図3は、本発明に係る建築・土木用パネル1の更に他の実施形態を示すものである。図3に示す実施の形態の建築・土木用パネル1Cは、建築・土木用パネル1Aの表面層3Aに代えて、パネル本体2の表面に一体に被覆した合成樹脂からなる表面樹脂層9と、この表面樹脂層9に埋設状に設けた織布又は不織布からなる表面補強シート4と、表面樹脂層9及び表面補強シート4を一体に被覆する表面保護層5とからなる表面層3Cを設け、表面層3Cの外周端部を端部保護層6で被覆したものである。なお、図3中、図1と共通する構造については、同一符号を付して説明を省略する。
表面層3Cは、パネル本体2の全表面と同じ大きさに設定され、表面層3Cの外周端部はパネル本体2の外周端部に沿って配置され、パネル本体2と表面層3Cの外周端部が端部保護層6にて一体に被覆されている。そして、この端部保護層6により、表面層3Cの外周端面からの吸水を防止でき、建築・土木用パネル1の耐水性、耐久性を一層向上できるとともに、表面層3Cがその外周端部から剥離することを防止できる。
前記表面保護層5の材質には特に限定はないが、例えば、非発泡合成樹脂、紙、更には非発泡合成樹脂にて被覆された紙等により構成することができる。非発泡合成樹脂としては、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂の他、ABS、MMA等、コンクリート型枠用として使用した場合に打設コンクリートとの離型性が良好な合成樹脂が好ましいものとして挙げられる。表面保護層5を構成する合成樹脂からなるフィルム、シート又はボードの表面をコロナ放電加工したり、それらの表面を酸で表面処理したりする等して、表面保護層5とパネル本体2の表面2aとの接着性を高めるようにしてもよい。表面保護層5を構成する合成樹脂製のフィルム、シート又はボード、紙等は単層であってもよいし、多層であってもよい。このように、建築・土木用パネル1の最外層に、非発泡合成樹脂からなるフィルム、シート又はボードを接着したり、合成樹脂を塗布したりして表面保護層5を設けることで、パネル表面からの吸水を確実に防止でき、またコンクリート型枠用として使用した場合には、平滑で綺麗なコンクリート打設面が得られ、しかも打設したコンクリートからの離型性も良好となる。
端部保護層6は、水密性を有する封止テープを貼着して形成したり、合成樹脂製のフィルム、シートを接着や熱融着して形成したり、パネル本体2の外周端部に合成樹脂を塗布して形成したりするなど、任意の方法で形成することができる。また、合成樹脂製の断面コ字状のフレーム材をパネル本体2の側端部に沿って嵌合し、接着剤で固定して設けることもできる。端部保護層6を構成する合成樹脂としては、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂の他、ABS、MMA等が好ましいものとして挙げられる。端部保護層6と表面層3Cとの重合幅は任意に設定可能であるが、3mm〜10mm程度に設定できる。ただし、この端部保護層6は使用条件等に応じて省略することも可能である。
建築・土木用パネル1Cの製造方法としては、製品用成形型の内面に表面保護層5となる前記シート、フィルム又はボードを配置した状態で、前記建築・土木用パネル1Aと同様にして、製品用成形型内において、表面樹脂層9と表面補強シート4とからなる表面層3Cにてパネル本体2の表面2aを一体に被覆し、次に成形品の外周端部に水密性を有する封止テープを貼着するなどして、端部保護層6を形成することで製作できる。
尚、図4に示す建築・土木用パネル1Dのように、建築・土木用パネル1Bについても、建築・土木用パネル1Bの表面層3Bに代えて、表面補強シート4と表面保護層5とからなる表面層3Dを設け、表面層3Dの外周端部を端部保護層6で被覆することで、表面保護層5と端部保護層6を設けることができる。
上記のような本発明の建築・土木用パネル1は、コンクリート型枠用、建築物の壁材、床材、天井材、パーテーション、更にはそれらに組み込まれる断熱材等、建築分野や土木分野において広く使用できる。例えば、図6に示すものは、コンクリート型枠用パネルとして使用する例である。コンクリート型枠20は、堰板となる本発明の建築・土木用パネル1の裏面の周囲および中間の所定の位置に、桟木21を釘nにより打ち付けてある。堰板となる建築・土木用パネル1は、少なくとも曲げ弾性係数が1700N/mm2以上であり、打設コンクリート圧に耐えうる十分な強度を有し、なお且つ軽量で取り扱いが容易であるうえに、木製の堰板に較べて繰り返し使用できる回数も多く、コンクリート打設工事の工費削減にも繋がる。なお、桟木21も、前記建築・土木用パネル1と同様に、セメントを発泡成形した多孔質体であってもよい。尚、図中、符号3は、表面層3A〜3Dを総称するものである。
[多孔質成形体からなるパネル本体の製造]
早強ポルトランドセメント100重量部に対し、水35重量部及び減水剤0.3部を加えて混合し、これにビニロンの短繊維をセメント100重量部に対して1.0重量部となるように添加したセメントミルクを混練した。一方、起泡剤に空気を加えて攪拌混合し、20倍にプレフォームした。このプレフォームした起泡剤を、前記セメントミルクに、セメント100重量部に対して1重量部となるように添加して混練し、セメント混練物を得た。このセメント混練物を、縦1780mm×横580mm×高さ300mmの金属製耐圧成形型内に充填し、密閉した状態で3時間蒸気養生し、脱型して更に21時間蒸気養生し、その後、室温で6日間養生して、ブロック状の成形体を得た。この成形体を、厚さ11mmの板状にスライスし、多数の気泡を有する多孔質成形体からなるパネル本体2を製造した。得られたパネル本体2は、比重が0.81、曲げ強度が2.73N/mm2、曲げ弾性係数が3460N/mm2であった。なお、比重は資料の寸法(幅×長さ×厚さ)と質量から算出した。また、曲げ強度及び曲げ弾性係数は、JIS A 1408に準じ、支持棒間の距離(スパンL、資料幅)を250mmとして測定した値である。
早強ポルトランドセメント100重量部に対し、水35重量部及び減水剤0.3部を加えて混合し、これにビニロンの短繊維をセメント100重量部に対して1.0重量部となるように添加したセメントミルクを混練した。一方、起泡剤に空気を加えて攪拌混合し、20倍にプレフォームした。このプレフォームした起泡剤を、前記セメントミルクに、セメント100重量部に対して1重量部となるように添加して混練し、セメント混練物を得た。このセメント混練物を、縦1780mm×横580mm×高さ300mmの金属製耐圧成形型内に充填し、密閉した状態で3時間蒸気養生し、脱型して更に21時間蒸気養生し、その後、室温で6日間養生して、ブロック状の成形体を得た。この成形体を、厚さ11mmの板状にスライスし、多数の気泡を有する多孔質成形体からなるパネル本体2を製造した。得られたパネル本体2は、比重が0.81、曲げ強度が2.73N/mm2、曲げ弾性係数が3460N/mm2であった。なお、比重は資料の寸法(幅×長さ×厚さ)と質量から算出した。また、曲げ強度及び曲げ弾性係数は、JIS A 1408に準じ、支持棒間の距離(スパンL、資料幅)を250mmとして測定した値である。
[表面樹脂層の成形及び表面層の被覆]
縦、横及び高さのいずれもが前記パネル本体2よりもやや大きな内部空間(成形空間)を有し、密閉可能な耐圧成形型を用い、該成形型の内面とパネル本体2との間に発泡性ウレタン樹脂を充填するとともに、目付が230g/m2のガラス繊維からなるチョップドストランドマットを表面補強シート4として発泡性ウレタン樹脂に埋設状に設け、パネル本体2の表裏両面を表面層3Aで一体に被覆し、建築・土木用パネル1を製造した。得られた建築・土木用パネルは、釘打ち性に優れ、かつ打ち込まれた釘の保持性も良好であった。更に、この建築・土木用パネルは、ノコギリでの切断も、木材と同様に容易であった。
縦、横及び高さのいずれもが前記パネル本体2よりもやや大きな内部空間(成形空間)を有し、密閉可能な耐圧成形型を用い、該成形型の内面とパネル本体2との間に発泡性ウレタン樹脂を充填するとともに、目付が230g/m2のガラス繊維からなるチョップドストランドマットを表面補強シート4として発泡性ウレタン樹脂に埋設状に設け、パネル本体2の表裏両面を表面層3Aで一体に被覆し、建築・土木用パネル1を製造した。得られた建築・土木用パネルは、釘打ち性に優れ、かつ打ち込まれた釘の保持性も良好であった。更に、この建築・土木用パネルは、ノコギリでの切断も、木材と同様に容易であった。
1 建築・土木用パネル 1A 建築・土木用パネル
1B 建築・土木用パネル 1C 建築・土木用パネル
1D 建築・土木用パネル
2 パネル本体 2a 表面
4 表面補強シート 5 表面保護層
7 補強繊維 8 多孔質成形体
8A 多孔質成形体
1B 建築・土木用パネル 1C 建築・土木用パネル
1D 建築・土木用パネル
2 パネル本体 2a 表面
4 表面補強シート 5 表面保護層
7 補強繊維 8 多孔質成形体
8A 多孔質成形体
Claims (3)
- セメント、水、補強繊維及び起泡剤をプレフォームした泡を混練した混練物を、密閉したセメント用成形型内に充填し養生固化して、前記補強繊維及び泡を分散状態で含有してなり、前記補強繊維が前記セメント100重量部に対して0.5〜3重量部配合され、比重が0.6〜0.9の範囲内である多孔質成形体を得た後、前記多孔質成形体をスライスしてパネル本体を製作することを特徴とする建築・土木用パネルの製造方法。
- 前記パネル本体の表面をガラス繊維からなる織布又は不織布で構成されている表面補強シートで一体に被覆する請求項1記載の建築・土木用パネルの製造方法。
- 前記表面補強シートの表面を表面保護層により一体に被覆する請求項2記載の建築・土木用パネルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012099141A JP2012207525A (ja) | 2006-10-26 | 2012-04-24 | 建築・土木用パネルの製造方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006291867 | 2006-10-26 | ||
| JP2006291867 | 2006-10-26 | ||
| JP2007226140 | 2007-08-31 | ||
| JP2007226140 | 2007-08-31 | ||
| JP2012099141A JP2012207525A (ja) | 2006-10-26 | 2012-04-24 | 建築・土木用パネルの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007275428A Division JP5336720B2 (ja) | 2006-10-26 | 2007-10-23 | 建築・土木用パネル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012207525A true JP2012207525A (ja) | 2012-10-25 |
Family
ID=40609584
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007275428A Active JP5336720B2 (ja) | 2006-10-26 | 2007-10-23 | 建築・土木用パネル |
| JP2012099141A Pending JP2012207525A (ja) | 2006-10-26 | 2012-04-24 | 建築・土木用パネルの製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007275428A Active JP5336720B2 (ja) | 2006-10-26 | 2007-10-23 | 建築・土木用パネル |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP5336720B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015186851A (ja) * | 2014-03-26 | 2015-10-29 | 株式会社竹中工務店 | 造形物の構築方法 |
| WO2018056243A1 (ja) * | 2016-09-21 | 2018-03-29 | 住友ベークライト株式会社 | 複合成形体および複合成形体の製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010007447A (ja) * | 2007-10-31 | 2010-01-14 | Kanaflex Corporation | 地中埋設箱 |
| JP4454693B1 (ja) | 2009-11-13 | 2010-04-21 | カナフレックスコーポレーション株式会社 | 化粧石板付パネル |
| KR102025083B1 (ko) * | 2017-12-01 | 2019-09-25 | 주식회사 선로드 | 방근, 방초 기능을 갖는 보도블록의 제조 방법 및 이를 이용한 보도블록, 투수블록 및 시각장애인 유도블록 |
| CN113309250A (zh) * | 2021-04-08 | 2021-08-27 | 扬州工业职业技术学院 | 一种保温混凝土墙体 |
| CN113910412A (zh) * | 2021-10-14 | 2022-01-11 | 成都城投城建科技有限公司 | 一种适用于墙面装饰的竹模混凝土挂板及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166915U (ja) * | 1986-04-14 | 1987-10-23 | ||
| JPH0263823A (ja) * | 1988-08-31 | 1990-03-05 | Onoda Autoclaved Light Weight Concrete Co Ltd | 印刷コンクリートパネル及びその製造方法 |
| JPH03295838A (ja) * | 1990-04-13 | 1991-12-26 | Misawa Homes Co Ltd | コンクリート建材 |
| JPH04280849A (ja) * | 1991-03-05 | 1992-10-06 | Mitsuo Toyoizumi | 発泡スチロールによる難燃性成形体、及びその製造方法 |
| JPH10205057A (ja) * | 1997-01-24 | 1998-08-04 | Bridgestone Corp | 無機系芯材ボードの構造 |
| JPH11181950A (ja) * | 1997-12-18 | 1999-07-06 | Sumitomo Metal Mining Co Ltd | Alc化粧パネル |
| JP2003252668A (ja) * | 2002-02-28 | 2003-09-10 | Kuraray Co Ltd | 貯水槽壁材用水硬性抄造板およびそれを用いた貯水槽壁材 |
| JP2005139412A (ja) * | 2003-11-05 | 2005-06-02 | Takashi Tanaka | 複合合成樹脂組成物及びその製造方法、並びにそれを用いた成形体、舗装構造体及び舗装方法 |
| JP2006124231A (ja) * | 2004-10-28 | 2006-05-18 | Panahome Corp | セメント系成形体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166915A (ja) * | 1986-01-14 | 1987-07-23 | I D Ii:Kk | シエル型フライスカッターの取付方法 |
-
2007
- 2007-10-23 JP JP2007275428A patent/JP5336720B2/ja active Active
-
2012
- 2012-04-24 JP JP2012099141A patent/JP2012207525A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166915U (ja) * | 1986-04-14 | 1987-10-23 | ||
| JPH0263823A (ja) * | 1988-08-31 | 1990-03-05 | Onoda Autoclaved Light Weight Concrete Co Ltd | 印刷コンクリートパネル及びその製造方法 |
| JPH03295838A (ja) * | 1990-04-13 | 1991-12-26 | Misawa Homes Co Ltd | コンクリート建材 |
| JPH04280849A (ja) * | 1991-03-05 | 1992-10-06 | Mitsuo Toyoizumi | 発泡スチロールによる難燃性成形体、及びその製造方法 |
| JPH10205057A (ja) * | 1997-01-24 | 1998-08-04 | Bridgestone Corp | 無機系芯材ボードの構造 |
| JPH11181950A (ja) * | 1997-12-18 | 1999-07-06 | Sumitomo Metal Mining Co Ltd | Alc化粧パネル |
| JP2003252668A (ja) * | 2002-02-28 | 2003-09-10 | Kuraray Co Ltd | 貯水槽壁材用水硬性抄造板およびそれを用いた貯水槽壁材 |
| JP2005139412A (ja) * | 2003-11-05 | 2005-06-02 | Takashi Tanaka | 複合合成樹脂組成物及びその製造方法、並びにそれを用いた成形体、舗装構造体及び舗装方法 |
| JP2006124231A (ja) * | 2004-10-28 | 2006-05-18 | Panahome Corp | セメント系成形体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015186851A (ja) * | 2014-03-26 | 2015-10-29 | 株式会社竹中工務店 | 造形物の構築方法 |
| WO2018056243A1 (ja) * | 2016-09-21 | 2018-03-29 | 住友ベークライト株式会社 | 複合成形体および複合成形体の製造方法 |
| JP6365798B1 (ja) * | 2016-09-21 | 2018-08-01 | 住友ベークライト株式会社 | 複合成形体および複合成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5336720B2 (ja) | 2013-11-06 |
| JP2009074344A (ja) | 2009-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8323786B2 (en) | Lightweight cement panel | |
| JP4454693B1 (ja) | 化粧石板付パネル | |
| JP5336720B2 (ja) | 建築・土木用パネル | |
| US9649662B2 (en) | Seamless reinforced concrete structural insulated panel | |
| CA2532736C (en) | Composite building panel and method of making composite building panel | |
| US5178941A (en) | Precast concrete slab and method of making same | |
| CZ20031174A3 (cs) | Kompozitní stavební materiál | |
| JP2009074345A (ja) | 軽量セメントパネル | |
| JP4842918B2 (ja) | 軽量セメントパネル | |
| JP2008025183A (ja) | 建築・土木用パネル | |
| JP5007038B2 (ja) | 建築用パネル | |
| JP2009156015A (ja) | 断熱パネル | |
| JP2009008276A (ja) | 組立式ダクト | |
| WO2008089414A1 (en) | Building panel for walls, roofs and floors, buildings made therefrom and construction techniques using such panels | |
| HK1114139B (en) | Light weight cement panel | |
| EP0940525A1 (en) | Plate for concrete formwork | |
| JP2024146856A (ja) | モルタル製或いはコンクリート製の成形体と、該成形体を備えた積層構造体、これらの製造方法 | |
| JPS6018536B2 (ja) | 軽量強化石こう硬化物 | |
| KR20240001531A (ko) | 슬림형 경량 합성보드 | |
| HK1175824A (en) | Panel with decorative slate | |
| JPH1129939A (ja) | 繊維強化コンクリート打設用使い捨て型枠および建物用無筋コンクリート基礎 | |
| JPH11336230A (ja) | 外壁層付き断熱型枠材 | |
| JP2013087555A (ja) | フロアパネル | |
| JP2003041679A (ja) | 吸遮音体 | |
| JPH07150651A (ja) | 型枠兼用断熱パネルおよびその施工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130625 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131029 |