JP2012192558A - 連結型テーパ箱成形装置 - Google Patents
連結型テーパ箱成形装置 Download PDFInfo
- Publication number
- JP2012192558A JP2012192558A JP2011056756A JP2011056756A JP2012192558A JP 2012192558 A JP2012192558 A JP 2012192558A JP 2011056756 A JP2011056756 A JP 2011056756A JP 2011056756 A JP2011056756 A JP 2011056756A JP 2012192558 A JP2012192558 A JP 2012192558A
- Authority
- JP
- Japan
- Prior art keywords
- bottom piece
- male mold
- piece
- side pieces
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Abstract
【解決手段】成形装置100に、第一突起34を備えてシート状物9の底片をエア吸引で第一底片当接面31aに吸着する第一雄型30と、第二突起44を備えてシート状物9の底片をエア吸引で第二底片当接面41aに吸着する第二雄型40と、初期位置と成形位置との間で第一雄型30および第二雄型40を前後方向に移動可能、かつ、左右方向において第一雄型30および第二雄型40を相対的に接近および離間する方向に移動可能に支持する支持部材50と、第一突起34が嵌合する第一ガイド溝71を有する第一ガイド部材70と、第二突起44が嵌合する第二ガイド溝81を有する第二ガイド部材80と、シート状物9の側片に当接して底片に対して折り曲げることにより連結型テーパ箱1を成形する雌型枠90と、を具備した。
【選択図】図2
Description
特許文献1に記載の装置は、テーパ箱たる容器の素材(紙等のシート状物を所定の形状に切り出したもの)を上下から型押しするための上型(雄型)および下型(雌型)を具備する。特許文献1に記載の装置は容器の素材を下型に対して所定の位置に固定し、次いで上型を下型に押しつけ、容器の素材を上型および下型の形状に沿って変形させる(折り曲げる)ことにより、容器を成形する。
しかし、特許文献1に記載の装置は容器の種類(形状)毎に専用の上型および下型を用意する必要がある。そのため、特許文献1に記載の装置を用いて少量他品種生産を行う(複数種類の容器を少量ずつ生産する)場合には、容器の種類毎の上型および下型を製造するコストが大きくなり、ひいては容器の製造コストが増大する。
また、特許文献1に記載の装置は成形後の容器を上型および下型から取り外し、上型および下型から離れた位置まで搬送し、容器を複数個積層して保管する作業を要する。
そのため、これらの作業に対応する装置を別途用意する必要があり、装置が全体として大型化および複雑化し、設備コストが増大する。
特許文献2に記載の装置は、テーパ函の素材である紙函素材を下方から上方に向かって押し上げる雄型と、雄型の上方に配置されて雄型とともに紙函素材を変形させる(折り曲げる)とともに成形後のテーパ函を複数個積層して収容する雌型枠と、を具備する。
特許文献2に記載の装置の場合、雌型枠の内部空間の寸法を調整(変更)することが可能である。そのため、特許文献2に記載の装置を用いて少量他品種生産を行う場合にはテーパ函の種類毎に雄型のみを交換すれば良く、雌型枠については交換する必要がない。
また、雌型枠はテーパ函を複数個積層して収容する機能を有するため、成形後のテーパ函を取り出し、別の場所に搬送し、改めて複数個積層して収容するといった作業を省略することが可能である。
特許文献3に記載の装置は、連結型テーパ箱たる函蓋付きテーパ函の素材である紙函素材を下方から上方に向かって押し上げる雄型と、雄型の上方に配置されて雄型とともに紙函素材を変形させる(折り曲げる)とともに成形後の函蓋付きテーパ函を複数個積層して収容する雌型枠と、雌型枠の内部および外部との間で移動可能であり、雌型枠の内部に配置されているときに紙函素材の身函部と函蓋部との連結部分を押さえる可動押さえ体と、を具備する。
特許文献3に記載の装置は、可動押さえ体を備えることにより、特許文献1および特許文献2に記載の装置をそのまま用いたのでは成形することが困難であった連結型テーパ箱を成形することが可能である。
しかし、特許文献3に記載の装置は、連結型テーパ箱を成形する速度を増大させる(単位時間当たりの連結型テーパ箱の成形個数を増大させる)ことが困難である、という問題を有する。
より詳細には、特許文献3に記載の装置の場合、可動押さえ体が紙函素材の身函部と函蓋部との連結部分に当接した状態を保持しつつ雄型を雌型枠に押し込むことにより、身函部の底片と函蓋部の底片とを互いに接近させつつ側片(側片)を折り曲げる必要がある。
しかし、連結型テーパ箱を成形する速度が大きい場合には可動押さえ体が紙函素材の身函部と函蓋部との連結部分に位置精度良く当接した状態を保持することが困難となり、可動押さえ体が身函部と函蓋部との連結部分からずれた位置に当接する場合がある。
その結果、紙函素材を所望の位置で折り曲げることができず、成形後の連結型テーパ箱の寸法精度が低下する(成形後の連結型テーパ箱の形状が崩れてしまう)場合がある。
また、特許文献3に記載の装置は、可動押さえ体と身函部と函蓋部との連結部分との当接部位に外周部が尖った形状の押さえローラを当接させるので、紙函素材を構成する材料があまり強度が高くないもの(例えば、薄手の紙等)である場合には、連結型テーパ箱を成形するときに紙函素材が破れたり、紙函素材にシワが発生したりする場合がある。
すなわち、本発明が解決しようとする課題は、従来よりも強度が低い素材を用いた場合でも連結型テーパ箱を高速かつ確実に成形することが可能な連結型テーパ箱成形装置を提供すること、である。
第一底片と、一端部が前記第一底片の端部に連結される複数の第一側片と、第二底片と、一端部が前記第二底片の端部に連結される複数の第二側片と、を具備し、前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部とが連結されるシート状物を出発材とし、前記出発材における前記第一底片と前記複数の第一側片との連結部分、前記第二底片と前記複数の第二側片との連結部分、および前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分を折り曲げることにより、前記第一底片および前記複数の第一側片で囲まれるとともに前記第一底片よりも大きい開口部を有する第一収容部が形成された第一テーパ箱、並びに前記第二底片および前記複数の第二側片で囲まれるとともに前記第二底片よりも大きい開口部を有する第二収容部が形成された第二テーパ箱を備えるとともに前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分において前記第一テーパ箱および第二テーパ箱が連結されたものである連結型テーパ箱を成形する連結型テーパ箱成形装置であって、
成形後の前記第一底片に対応する第一底片当接面および成形後の複数の第一側片に対応する複数の第一側片当接面を有する第一本体部と、前記第一本体部に固定される第一突起と、を備え、所定の位置決め位置に位置決めされた前記出発材の第一底片をエア吸引により前記第一底片当接面に吸着可能な第一雄型と、
成形後の前記第二底片に対応する第二底片当接面および成形後の複数の第二側片に対応する複数の第二側片当接面を有する第二本体部と、前記第二本体部に固定される第二突起と、を備え、前記所定の位置決め位置に位置決めされた前記出発材の第二底片をエア吸引により前記第二底片当接面に吸着可能な第二雄型と、
前記所定の位置決め位置に位置決めされた出発材の第一底片に前記第一底片当接面が対向するとともに前記所定の位置決め位置に位置決めされた出発材の第二底片に前記第二底片当接面が対向する位置である初期位置と、前記所定の位置決め位置を挟んで前記初期位置の反対側となる位置である成形位置と、の間で前記第一雄型および前記第二雄型を前記初期位置から前記成形位置に向かう方向である突出方向および前記成形位置から前記初期位置に向かう方向である退避方向に移動可能、かつ、前記突出方向および前記退避方向に垂直な方向において前記第一雄型および前記第二雄型を相対的に接近および離間する方向に移動可能に支持する支持部材と、
第一ガイド溝が形成され、前記第一ガイド溝には前記第一突起が嵌合する第一ガイド部材と、
第二ガイド溝が形成され、前記第二ガイド溝には前記第二突起が嵌合する第二ガイド部材と、
前記第一雄型および前記第二雄型に吸引された状態で前記成形位置まで移動した前記出発材の前記複数の第一側片および前記複数の第二側片に当接し、前記複数の第一側片および前記複数の第二側片をそれぞれ前記第一底片および前記第二底片に対して折り曲げて前記複数の第一側片当接面および前記複数の第二側片当接面に当接させることにより前記連結型テーパ箱を成形する雌型枠と、
を具備し、
前記突出方向および前記退避方向に垂直な方向における前記第一ガイド溝から前記第二ガイド溝までの距離である溝間距離は、前記突出方向に向かうに従って小さくなるものである。
第一底片と、一端部が前記第一底片の端部に連結される複数の第一側片と、第二底片と、一端部が前記第二底片の端部に連結される複数の第二側片と、を具備し、前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部とが連結されるシート状物を出発材とし、前記出発材における前記第一底片と前記複数の第一側片との連結部分、前記第二底片と前記複数の第二側片との連結部分、および前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分を折り曲げることにより、前記第一底片および前記複数の第一側片で囲まれるとともに前記第一底片よりも大きい開口部を有する第一収容部が形成された第一テーパ箱、並びに前記第二底片および前記複数の第二側片で囲まれるとともに前記第二底片よりも大きい開口部を有する第二収容部が形成された第二テーパ箱を備えるとともに前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分において前記第一テーパ箱および第二テーパ箱が連結されたものである連結型テーパ箱を成形する連結型テーパ箱成形装置であって、
成形後の前記第一底片に対応する第一底片当接面および成形後の複数の第一側片に対応する複数の第一側片当接面を有する第一本体部を備え、所定の位置決め位置に位置決めされた前記出発材の第一底片をエア吸引により前記第一底片当接面に吸着可能な第一雄型と、
成形後の前記第二底片に対応する第二底片当接面および成形後の複数の第二側片に対応する複数の第二側片当接面を有する第二本体部と、前記第二本体部に固定される嵌合突起と、を備え、前記所定の位置決め位置に位置決めされた前記出発材の第二底片をエア吸引により前記第二底片当接面に吸着可能な第二雄型と、
前記所定の位置決め位置に位置決めされた出発材の第一底片に前記第一底片当接面が対向するとともに前記所定の位置決め位置に位置決めされた出発材の第二底片に前記第二底片当接面が対向する位置である初期位置と、前記所定の位置決め位置を挟んで前記初期位置の反対側となる位置である成形位置と、の間で前記第一雄型および前記第二雄型を前記初期位置から前記成形位置に向かう方向である突出方向および前記成形位置から前記初期位置に向かう方向である退避方向に移動可能に支持し、かつ、前記第二雄型を前記第一雄型に対して前記突出方向および前記退避方向に垂直な方向において接近および離間する方向に移動可能に支持する支持部材と、
嵌合ガイド溝が形成され、前記嵌合ガイド溝には前記嵌合突起が嵌合する嵌合ガイド部材と、
前記第一雄型および前記第二雄型に吸引された状態で前記成形位置まで移動した前記出発材の前記複数の第一側片および前記複数の第二側片に当接し、前記複数の第一側片および前記複数の第二側片をそれぞれ前記第一底片および前記第二底片に対して折り曲げて前記複数の第一側片当接面および前記複数の第二側片当接面に当接させることにより前記連結型テーパ箱を成形する雌型枠と、
を具備し、
前記嵌合ガイド溝は、前記突出方向および前記退避方向、並びに前記第二雄型が前記第一雄型に対して接近および離間する方向に対して垂直な方向から見たとき、前記突出方向に向かうに従って前記第一雄型に接近する方向に延びているものである。
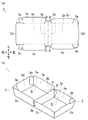
図1に示す成形装置100は、図6の(a)に示すシート状物9を出発材とし、シート状物9を適宜折り曲げることにより図6の(b)に示す連結型テーパ箱1を成形する装置である。
本実施形態の場合、シート状物9が後述する「成形装置100における所定の位置決め位置」に配置されたときにはシート状物9の一対の板面のうち、表面が前方を向き、裏面が後方に向いている。
なお、「成形装置100における所定の位置決め位置」は、成形装置100がシート状物9を出発材として連結型テーパ箱1を成形するための基準となる位置である。
なお、以下では便宜上、シート状物9が後述する「所定の位置決め位置」に配置されたときの姿勢と、先に定義した「上下方向」、「前後方向」および「左右方向」とを対応させてシート状物9の形状を説明する。
四つの第一側片2b・2c・2d・2eはそれぞれ一端部(台形の上底および台形のうち、短い方の底辺に対応する端部)が第一底片2aの右端部、上端部、左端部および下端部に連結されている。
第一底片2aと四つの第一側片2b・2c・2d・2eとの連結部分には、シート状物9を薄手の段ボール紙から切り出すときに合わせて型押しすることによりシート状物9の裏面側から表面側に向かって窪んだ筋(図6の(a)における点線参照)が形成され、これらの連結部分を山折りする(シート状物9の表面側に向かって凸となるように折り曲げること)を容易としている。
第一側片2bと第一固定片2fとの連結部分、第一側片2dと第一固定片2gとの連結部分、第一側片2dと第一固定片2hとの連結部分、および第一側片2bと第一固定片2iとの連結部分には、シート状物9の裏面側から表面側に向かって窪んだ筋(図6の(a)における点線参照)が形成され、これらの連結部分を山折りする(シート状物9の表面側に向かって凸となるように折り曲げること)を容易としている。
四つの第二側片3b・3c・3d・3eはそれぞれ一端部(台形の上底および台形のうち、短い方の底辺に対応する端部)が第二底片3aの左端部、上端部、右端部および下端部に連結されている。
第二底片3aと四つの第二側片3b・3c・3d・3eとの連結部分にはシート状物9の裏面側から表面側に向かって窪んだ筋(図6の(a)における点線参照)が形成され、これらの連結部分を山折りする(シート状物9の表面側に向かって凸となるように折り曲げること)を容易としている。
第二側片3bと第二固定片3fとの連結部分、第二側片3cと第二固定片3gとの連結部分、第二側片3eと第二固定片3hとの連結部分、および第二側片3bと第二固定片3iとの連結部分には、シート状物9の裏面側から表面側に向かって窪んだ筋(図6の(a)における点線参照)が形成され、これらの連結部分を山折りする(シート状物9の表面側に向かって凸となるように折り曲げること)を容易としている。
第一側片2bにおける他端部(右端部)と第二側片3bにおける他端部(左端部)との連結部分には、シート状物9の表面側から裏面側に向かって窪んだ筋(図6の(a)における二点鎖線参照)が形成され、これらの連結部分を谷折りする(シート状物9の裏面側に向かって凸となるように折り曲げること)を容易としている。
(i)第一底片2aと四つの第一側片2b・2c・2d・2eとの連結部分、第一側片2bと第一固定片2fとの連結部分、第一側片2dと第一固定片2gとの連結部分、第一側片2dと第一固定片2hとの連結部分、第一側片2bと第一固定片2iとの連結部分、第二底片3aと四つの第二側片3b・3c・3d・3eとの連結部分、第二側片3bと第二固定片3fとの連結部分、第二側片3cと第二固定片3gとの連結部分、第二側片3eと第二固定片3hとの連結部分および第二側片3bと第二固定片3iとの連結部分が山折りされる。
(ii)第一側片2bにおける他端部(右端部)と第二側片3bにおける他端部(左端部)との連結部分が谷折りされる。
(iii)第一固定片2fおよび第一側片2cの右端部、第一固定片2gおよび第一側片2cの左端部、第一固定片2hおよび第一側片2eの左端部、第一固定片2iおよび第一側片2eの右端部、第二固定片3fおよび第二側片3cの左端部、第二固定片3gおよび第二側片3dの上端部、第二固定片3hおよび第二側片3dの下端部、並びに第二固定片3iおよび第二側片3eの左端部を接着する。
第一テーパ箱2には、第一底片2aおよび四つの第一側片2b・2c・2d・2eで囲まれる空間である第一収容部2jが形成される。第一収容部2jは四つの第一側片2b・2c・2d・2eの他端部を周縁とする開口部を有する。第一収容部2jの開口部は、第一底片2aの一対の板面に垂直な方向から見て第一底片2aよりも大きい。
従って、第一収容部2j、ひいては第一テーパ箱2は第一底片2aから第一収容部2jの開口部に向かって拡径した(テーパした)概ね四角錐台形状を有する。
第二テーパ箱3には、第二底片3aおよび四つの第二側片3b・3c・3d・3eで囲まれる空間である第二収容部3jが形成される。第二収容部3jは四つの第二側片3b・3c・3d・3eの他端部を周縁とする開口部を有する。第二収容部3jの開口部は、第二底片3aの一対の板面に垂直な方向から見て第二底片3aよりも大きい。
従って、第二収容部3j、ひいては第二テーパ箱3は第二底片3aから第二収容部3jの開口部に向かって拡径した(テーパした)概ね四角錐台形状を有する。
本実施形態の連結型テーパ箱1は第一側片2bにおける他端部(右端部)と第二側片3bにおける他端部(左端部)との連結部分を回動中心として第一テーパ箱2に対して第二テーパ箱3を回動させることにより、第一テーパ箱2を容器の本体とし、第二テーパ箱3を容器の蓋とする食品容器(例えば、ハンバーガーの容器)として使用される。
また、図6の(b)に示す姿勢、すなわち二つの窪み(第一収容部2jおよび第二収容部3j)の開口部を上方に向けた姿勢を保持しつつ、本実施形態の連結型テーパ箱1を「二つの窪みを有する食器」として使用することも可能である。
図1に示す如く、成形装置100は本体11、搬送装置12、供給装置13、接着剤塗布装置14、位置決めレール21・21、位置決めバー22・22、第一雄型30、第二雄型40、支持部材50、支持部材移動装置60、第一ガイド部材70、第二ガイド部材80および雌型枠90を具備する。
本実施形態の搬送装置12は一対の無端状チェーン12a・12a、一対のスプロケット12b・12b、一対のスプロケット12c・12c、一対のスプロケット12d・12dおよび一対のスプロケット12e・12eを備える。
一対のスプロケット12b・12bは本体11の後上端部に回転可能に軸支される。一対のスプロケット12c・12cは本体11の前後方向における略中央部かつ上端部となる位置に回転可能に軸支される。一対のスプロケット12d・12dは一対のスプロケット12c・12cの下方かつ本体11の下端部となる位置に回転可能に軸支される。一対のスプロケット12e・12eは本体11の後下端部に回転可能に軸支される。
一対のスプロケット12b・12bは互いに左右方向に間隔を空けて配置される。一対のスプロケット12c・12c、一対のスプロケット12d・12dおよび一対のスプロケット12e・12eについても同様である。
一対の無端状チェーン12a・12aのうち、一方は左側のスプロケット12b・12c・12d・12eに巻回され、他方は右側のスプロケット12b・12c・12d・12eに巻回される。
一対の無端状チェーン12a・12aの外周面には無端状チェーン12aの長手方向において等間隔に複数の係止爪(不図示)が設けられる。
本実施形態の場合、搬送用モータ(不図示)が一対のスプロケット12e・12eを回転駆動することにより、一対の無端状チェーン12a・12aは図1において(左側面視で)反時計回りに回転する。
供給装置13の内部には複数のシート状物9・9・・・を上下方向に積層して収容される。供給装置13は内部に収容している複数のシート状物9・9・・・のうち最下のシート状物9を取り出して搬送装置12に受け渡す。
供給装置13から搬送装置12に受け渡されたシート状物9は、一対の無端状チェーン12a・12aに設けられた係止爪により一対の無端状チェーン12a・12aに対して一対の無端状チェーン12a・12aの長手方向に相対移動不能に係止され、一対の無端状チェーン12a・12aの回転(移動)に伴って前方に搬送される。
なお、複数のシート状物9・9・・・は、その表面が上方を向き、かつ、第一側片2cおよび第二側片3cが後方寄りとなる姿勢(向き)で供給装置13の内部に収容される。
本実施形態の接着剤塗布装置14は「一対の無端状チェーン12a・12aのうち一対のスプロケット12b・12bおよび一対のスプロケット12c・12cの間に張られている部分」の前半部の上方となる位置(本体11の上部かつ供給装置13の前方となる位置)に配置され、本体11に固定される。
接着剤塗布装置14は、供給装置13から搬送装置12に受け渡され、搬送装置12により接着剤塗布装置14の下方となる位置(接着剤塗布位置)まで搬送されてきたシート状物9のうち「四つの第一固定片2f・2g・2h・2iおよび四つの第二固定片3f・3g・3h・3iの表面(前面)」に接着剤を塗布する。
本実施形態の場合、「成形装置100における所定の位置決め位置」は一対の無端状チェーン12a・12aのうち一対のスプロケット12c・12cおよび一対のスプロケット12d・12dの間に張られている部分の上下中途部となる位置に設定される。
一対の位置決めレール21・21は、それぞれ搬送装置12により搬送されるシート状物9の左端部(第一側片2dの左端部)およびシート状物9の右端部(第二側片3dの右端部)に当接することにより、搬送装置12に対するシート状物9の左右方向の移動を規制する(図2参照)。
図2および図3に示す如く、一対の位置決めバー22・22は、一対の位置決めバー22・22の長手方向が前後方向に平行となるように所定の間隔を空け、一対の無端状チェーン12a・12aに挟まれ、かつ、側面視で一対の位置決めバー22・22の前後中途部が一対の無端状チェーン12a・12aに重なるように配置される。
搬送装置12により搬送され、一対のスプロケット12c・12cから下方に向かって移動してきたシート状物9の下端部(第一側片2eの下端部および第二側片3eの下端部)が一対の位置決めバー22・22の上面に当接することにより、シート状物9がそれ以上下方に移動することが規制される。
第一雄型30は本発明に係る第一雄型の実施の一形態である。
本実施形態の第一雄型30は第一本体部31、一対の吸盤32・33、第一突起34およびスライド部35を備える。
より詳細には、第一本体部31の前半部の形状は概ね「前後一対の端面および上下左右の四つの側面を有するとともに前方に向かってやや先細りする四角錐台」であり、当該四角錐台の形状は連結型テーパ箱1の第一収容室2jの形状に対応する。
より詳細には、第一底片当接面31aは当該四角錐台の前側の端面(前後一対の端面のうち、前側の端面)、ひいては連結型テーパ箱1の第一底片2a(成形後の第一底片2a)に対応し、四つの第一側片当接面31b・31c・31d・31eはそれぞれ当該四角錐台の右側、上側、左側および下側の側面、ひいては連結型テーパ箱1の第一側片2b・2c・2d・2e(成形後の第一側片2b・2c・2d・2e)に対応する。
図3および図4に示す如く、第一本体部31には一対の吸引孔31f・31gが形成される。
吸引孔31fは第一底片当接面31aの左右中央部かつ上半部となる位置に開口し、吸引孔31gは第一底片当接面31aの左右中央部かつ下半部となる位置に開口する。
一対の吸盤32・33には、それぞれ一対の吸盤32・33の先端部(前端部)から一対の吸盤32・33の基端部(後端部)まで貫通するエア吸引経路が形成される。
一対の吸盤32・33の基端部には可撓性のチューブ(不図示)の一端部が接続され、当該チューブの他端部はエアポンプ(不図示)に接続される。
エアポンプを駆動することにより、一対の吸盤32・33の先端部からエア吸引経路およびチューブを経てエアポンプに向かってエアが吸引される。
その結果、一対の吸盤32・33の先端部はそれぞれ一対の吸引孔31f・31gから前方に突出し、第一底片2aよりも前方となる位置に到達する。
また、シート状物9が一対の吸盤32・33の先端部に吸着されたとき、一対の吸盤32・33は吸引されるエアの作用により、シート状物9が吸着された状態を保持しつつ後方に(一対の吸盤32・33の先端部から基端部に向かって)収縮し、それぞれ一対の吸引孔31f・31gに収容される。
その結果、シート状物9は第一本体部31に吸着され、シート状物9の第一底片2aの裏面は第一底片当接面31aに「対応して(正面視で第一底片2aおよび第一底片当接面31aが完全に重なるように)」当接する。
第一突起34は第一本体部31に固定される突起である。本実施形態の第一突起34はアーム34aおよびローラ34bを有する。
スライド部35にはスライド溝35aが形成される。スライド溝35aはスライド部35の後面に開口するとともに左右方向に延びた形状の溝である。スライド溝35aの左右端部はそれぞれスライド部35の左右側面まで切り通されている。
第二雄型40は本発明に係る第二雄型の実施の一形態である。
本実施形態の第二雄型40は第二本体部41、一対の吸盤42・43、第二突起44およびスライド部45を備える。
本実施形態の第二雄型40は第一雄型30に対して左右対称な形状を有するため、以下では第二雄型40の概略について説明し、第二雄型40を構成する各部材の詳細については説明を省略する。
第二本体部41は第二底片当接面41aおよび四つの第二側片当接面41b・41c・41d・41eを有する。第二底片当接面41aは連結型テーパ箱1の第二底片3a(成形後の第二底片3a)に対応し、四つの第二側片当接面41b・41c・41d・41eはそれぞれ連結型テーパ箱1の第二側片3b・3c・3d・3e(成形後の第二側片3b・3c・3d・3e)に対応する。
第二本体部41には一対の吸引孔41f・41gが形成される。
一対の吸盤42・43は先に説明した一対の吸盤32・33と同様の動作を行うことが可能である。すなわち、一対の吸盤42・43はエア吸引により、第二本体部41に先立ってシート状物9を吸着し、シート状物9を第二本体部41に引き寄せ、シート状物9の第二底片3aを第二本体部41の第二底片当接面41aに当接させる(最終的には、シート状物9の第二底片3aを第二本体部41の第二底片当接面41aに吸着させる)ことが可能である。
第二突起44は本発明に係る第一突起の実施の一形態である。
第二突起44はアーム44aおよびローラ44bを有する。
スライド部45にはスライド溝45aが形成される。
支持部材50は本発明に係る支持部材の実施の一形態である。
図1に示す如く、支持部材50は支持本体51、スライドレール52および支持ブロック53を備える。
同様に、スライドレール52の右半部が第二雄型40のスライド部45に形成されたスライド溝45aに嵌合することにより、第二雄型40は第二本体部41の第二底片当接面41aを前方に向けた姿勢を保持しつつ支持部材50に支持される。また、支持部材50に支持された第二雄型40は、支持部材50に対してスライドレール52の長手方向(本実施形態では、左右方向)に移動可能(摺動可能)である。
また、第一雄型30がスライドレール52に沿って支持部材50に対して左方向に移動(摺動)し、かつ、第二雄型40がスライドレール52に沿って支持部材50に対して右方向に移動(摺動)した場合、第一雄型30および第二雄型40は相対的に離間する。
支持部材移動装置60は支持部材50を本体11に対して支持しつつ前後方向に移動させるための装置である。
本実施形態の支持部材移動装置60は支持レール61、無端状ベルト62およびプーリ63・64・65・66・67を備える。
支持レール61が支持ブロック53に形成された支持溝53aに嵌合することにより、支持部材50(ひいては、第一雄型30、第二雄型40および支持部材50を合わせたもの)は、支持本体51の長手方向が前後方向に平行な姿勢(ひいては、第一雄型30の第一底片当接面31aおよび第二雄型40の第二底片当接面41aが前方に向いた姿勢)を保持しつつ、支持レール61を介して本体11に支持される。
また、支持レール61を介して本体11に支持された支持部材50は、本体11に対して支持レール61の長手方向(本実施形態では、前後方向)に移動可能(摺動可能)である。
プーリ63・64・65・66・67は本体11に回転可能に軸支される。無端状ベルト62はプーリ63・64・65・66・67に巻回される。
本実施形態の場合、成形用モータ(不図示)がプーリ65を回転駆動することにより、無端状ベルト62は図1において左側面視で時計回りおよび反時計回りに回転する。
無端状ベルト62が図1において左側面視で時計回りに回転するとき、支持部材50(ひいては、第一雄型30、第二雄型40および支持部材50を合わせたもの)は無端状ベルト62の移動に合わせて後方に移動する。
無端状ベルト62が図1において左側面視で反時計回りに回転するとき、支持部材50(ひいては、第一雄型30、第二雄型40および支持部材50を合わせたもの)は無端状ベルト62の移動に合わせて前方に移動する。
本実施形態の第一ガイド部材70は上下一対の板面および前後左右の端面を有し、平面視で前後方向に長い長方形状となる板状の部材である。
図5に示す如く、第一ガイド部材70には第一ガイド溝71が形成される。第一ガイド溝71は本発明に係る第一ガイド溝の実施の一形態である。
本実施形態の第一ガイド溝71は左右一対の壁面および底面を有し、第一ガイド部材70の上面に開口し、概ね前後方向に延びた形状の溝である。第一ガイド溝71は第一ガイド部材70の前面から後面まで切り通されている。
「第一ガイド溝71の前部」は第一ガイド溝71のうち前後方向において前側の約三分の一に相当する部分である。「第一ガイド溝71の前部」は前後方向に延びた形状を有する(「第一ガイド溝71の前部」の長手方向は前後方向に対して平行である)。
「第一ガイド溝71の前後中央部」は第一ガイド溝71のうち前後方向において中央の約三分の一に相当する部分である。「第一ガイド溝71の前後中央部」は左後方から右前方に向かって延びた形状を有する。
「第一ガイド溝71の後部」は第一ガイド溝71のうち前後方向において後側の約三分の一に相当する部分である。「第一ガイド溝71の後部」は前後方向に延びた形状を有する(「第一ガイド溝71の後部」の長手方向は前後方向に対して平行である)。
このように、第一ガイド溝71は、全体としては左後方から右前方に向かう方向に延びた形状を有する。
本実施形態の第二ガイド部材80は上下一対の板面および前後左右の端面を有し、平面視で前後方向に長い長方形状となる板状の部材である。本実施形態の場合、第二ガイド部材80は第一ガイド部材70に対して左右対称な形状を有する。
図5に示す如く、第二ガイド部材80には第二ガイド溝81が形成される。第二ガイド溝81は本発明に係る第二ガイド溝の実施の一形態である。
本実施形態の第二ガイド溝81は左右一対の壁面および底面を有し、第二ガイド部材80の上面に開口し、概ね前後方向に延びた形状の溝である。第二ガイド溝81は第二ガイド部材80の前面から後面まで切り通されている。
「第二ガイド溝81の前部」は第二ガイド溝81のうち前後方向において前側の約三分の一に相当する部分である。「第二ガイド溝81の前部」は前後方向に延びた形状を有する(「第二ガイド溝81の前部」の長手方向は前後方向に対して平行である)。
「第二ガイド溝81の前後中央部」は第二ガイド溝81のうち前後方向において中央の約三分の一に相当する部分である。「第二ガイド溝81の前後中央部」は右後方から左前方に向かって延びた形状を有する。
「第二ガイド溝81の後部」は第二ガイド溝81のうち前後方向において後側の約三分の一に相当する部分である。「第二ガイド溝81の後部」は前後方向に延びた形状を有する(「第二ガイド溝81の後部」の長手方向は前後方向に対して平行である)。
このように、第二ガイド溝81は、全体としては右後方から左前方に向かう方向に延びた形状を有する。
また、本体11に固定されたとき、第二ガイド部材80は第一ガイド部材70に対して所定の間隔を空けて第一ガイド部材70の右側方となる位置に配置される。
また、本体11に固定された第二ガイド部材80の第二ガイド溝81には第二雄型40の第二突起44(より詳細には、ローラ44b)が嵌合する。
雌型枠90は本発明に係る雌型枠の実施の一形態である。
本実施形態の雌型枠90は基枠91および六つの枠棒92・92・92・92・92・92を備える。
基枠91は前後に開口部を有する角筒状の部材であり、本体11に固定される。
六つの枠棒92・92・92・92・92・92は前後方向に延びた角棒状の部材である。六つの枠棒92・92・92・92・92・92の後端部はそれぞれ基枠91の上面の左半部、基枠91の下面の左半部、基枠91の下面の右半部、基枠91の上面の右半部、基枠91の左側面および基枠91の右側面に固定される。
六つの枠棒92・92・92・92・92・92のうち、基枠91の上面および下面に固定されている計四つの枠棒92・92・92・92については、基枠91に対する上下方向の位置を調整することが可能である。
また、六つの枠棒92・92・92・92・92・92のうち、基枠91の左側面および右側面に固定されている計二つの枠棒92・92については、基枠91に対する左右方向の位置を調整することが可能である。
従って、基枠91に対する六つの枠棒92・92・92・92・92・92の上下方向および左右方向の位置を調整することにより、「成形後の連結型テーパ箱1・1・・・を収容するための空間」の大きさ、ひいては「雌型枠90の前側の開口部」の上下方向および左右方向における大きさを調整することが可能である。
以下では、図1から図3に示す如く、四つの第一固定片2f・2g・2h・2iおよび四つの第二固定片3f・3g・3h・3iの表面に予め接着剤が塗布されたシート状物9が「成形装置100における所定の位置決め位置」に位置決めされ、かつ、第一雄型30および第二雄型40が「成形装置100における所定の位置決め位置」よりも後方となる位置に配置された状態を「初期状態」と定義し、(1−1)の動作は「初期状態」から開始されるものとして説明を行う。
また、「初期状態」における第一雄型30および第二雄型40の位置を「成形装置100における第一雄型30および第二雄型40の初期位置」と定義する。
図2および図3に示す如く、第一雄型30および第二雄型40が「成形装置100における第一雄型30および第二雄型40の初期位置」に配置されているとき、第一雄型30の第一底片当接面31aは「成形装置100における所定の位置決め位置」に位置決めされたシート状物9の第一底片2aに対向し(第一底片2aから後方に間隔を空けた位置に配置され)、第二雄型40の第二底片当接面41aは「成形装置100における所定の位置決め位置」に位置決めされたシート状物9の第二底片3aに対向する(第二底片3aから後方に間隔を空けた位置に配置される)。
また、第一雄型30および第二雄型40が「成形装置100における第一雄型30および第二雄型40の初期位置」に配置されているとき、ローラ34bは第一ガイド部材70の「第一ガイド溝71の後部」のうち後方寄りとなる部分に嵌合し、ローラ44bは第二ガイド部材80の「第二ガイド溝81の後部」において後方寄りとなる部分に嵌合している(図5の(b)における(i)を参照)。
その結果、一対の吸盤32・33の先端部はそれぞれ一対の吸引孔31f・31gから前方に突出し、一対の吸盤42・43の先端部はそれぞれ一対の吸引孔41f・41gから前方に突出する。
なお、第一雄型30および第二雄型40が「成形装置100における第一雄型30および第二雄型40の初期位置」に配置されている時点では、前方に突出した一対の吸盤32・33の先端部および一対の吸盤42・43の先端部は「成形装置100における所定の位置決め位置」に位置決めされたシート状物9の裏面には当接せず、シート状物9の裏面よりも後方かつ裏面から離間した位置に配置される。
そして、シート状物9の第一底片2aを吸着した一対の吸盤32・33は前後方向において収縮し、一対の吸盤32・33の先端部は第一本体部31に対して後方に移動し、シート状物9の第一底片2aは一対の吸盤32・33に吸着された状態を保持しつつ第一底片当接面31aに当接する。
シート状物9の第一底片2aが第一底片当接面31aに当接したとき、第一底片2aの上下左右の端部は正面視で第一底片当接面31aの上下左右の端部に重なる。
このようにして、シート状物9の第一底片2aは第一雄型30の第一底片当接面31aに吸着される。
そして、シート状物9の第二底片3aを吸着した一対の吸盤42・43は前後方向において収縮し、一対の吸盤42・43の先端部は第二本体部41に対して後方に移動し、シート状物9の第二底片3aは一対の吸盤42・43に吸着された状態を保持しつつ第二底片当接面41aに当接する。
シート状物9の第二底片3aが第二底片当接面41aに当接したとき、第二底片3aの上下左右の端部はそれぞれ正面視で第二底片当接面41aの上下左右の端部に重なる。
このようにして、シート状物9の第二底片3aは第二雄型40の第二底片当接面41aに吸着される。
従って、シート状物9は一対の吸盤32・33および一対の吸盤42・43が収縮する間も「成形装置100における所定の位置決め位置」から前後方向にほとんど動かずに第一雄型30の第一底片当接面31aおよび第二雄型40の第二底片当接面41aに吸着されることとなる。
また、ローラ44bは第二ガイド溝81に嵌合しつつ第二ガイド溝81に沿って前方に移動し、「第二ガイド溝81の後部」の前端部となる部分に到達する(図5の(b)における(ii)を参照)。
また、図5の(b)に示す如く、「第一ガイド溝71の後部」から「第二ガイド溝81の後部」までの左右方向における溝間距離L1は、前後方向において変化しない。
従って、上記(1−2)の手順が行われる間、第一雄型30および第二雄型40が前方に移動しても第一雄型30および第二雄型40の左右方向における間隔は変化せず、シート状物9の第一底片2aおよび第二底片3aをそれぞれ第一雄型30の第一底片当接面31aおよび第二雄型40の第二底片当接面41aに精度良く吸着させる(第一底片2aの上下左右の端部がそれぞれ正面視で第一底片当接面31aの上下左右の端部に重なり、かつ第二底片3aの上下左右の端部がそれぞれ正面視で第二底片当接面41aの上下左右の端部に重なる位置に吸着させる)ことが可能である。
また、図5の(b)に示す如く、「第一ガイド溝71の前後中央部」から「第二ガイド溝81の前後中央部」までの左右方向における溝間距離L2は、前方に向かうに従って小さくなる。
そのため、上記(1−3)の手順が行われる間、第一雄型30および第二雄型40が前方に移動するに従って第一雄型30は支持部材50に対して右方向に移動するとともに第二雄型40は支持部材50に対して左方向に移動し、第一雄型30および第二雄型40の左右方向における間隔は徐々に小さくなり(第一雄型30および第二雄型40は左右方向(成形装置100における突出方向および退避方向に対して垂直な方向)において相対的に接近し)、第一雄型30および第二雄型40にそれぞれ吸着されるシート状物9の第一底片2aおよび第二底片3aの左右方向における間隔も徐々に小さくなる。
その結果、「第一底片2aと第一側片2bとの連結部分」および「第二底片3aと第二側片3bとの連結部分」が山折りされ、「第一側片2bと第二側片3bとの連結部分」が谷折りされる(図7における(A)〜(C)参照)。
また、第一雄型30および第二雄型40に吸着されつつ前方に移動するシート状物9の第一固定片2f・2iおよび第二固定片3f・3iが補助ガイド部材(不図示)に当接し、「第一側片2bと第一固定片2f・2iとの連結部分」および「第二側片3bと第二固定片3f・3iとの連結部分」が山折りされる(図7における(A)〜(C)参照)。
このとき、第一雄型30および第二雄型40に吸着されつつ前方に移動するシート状物9の第一側片2c・2d・2eおよび第二側片3c・3d・3eが雌型枠90の六つの枠棒92・92・92・92・92・92の前端部に当接し、「第一底片2aと第一側片2c・2d・2eとの連結部分」および「第二底片3aと第二側片3c・3d・3eとの連結部分」が山折りされる(図7における(D)〜(F)参照)。
また、第一雄型30および第二雄型40に吸着されつつ前方に移動するシート状物9の第一固定片2g・2hおよび第二固定片3g・3hが補助ガイド部材(不図示)に当接し、「第一側片2dと第一固定片2g・2hとの連結部分」、「第二側片3cと第二固定片3gとの連結部分」および「第二側片3eと第二固定片3hとの連結部分」が山折りされる(図7における(D)〜(F)参照)。
言い換えれば、「成形装置100における第一雄型30および第二雄型40の成形位置」は、「成形装置100における所定の位置決め位置」を挟んで「成形装置100における第一雄型30および第二雄型40の初期位置」の反対側(「成形装置100における所定の位置決め位置」よりも前方側)となる位置である。
このとき、シート状物9のうち、第一側片2b・2c・2d・2eおよび第二側片3b・3c・3d・3eの裏面(後面)はそれぞれ第一雄型30の第一側片当接面31b・31c・31d・31eおよび第二雄型40の第二側片当接面41b・41c・41d・41eに当接する。
また、シート状物9の表面のうち接着剤が塗布されている面、すなわち、第一固定片2f・2g・2h・2iおよび第二固定片3f・3g・3h・3iの表面が、それぞれ第一側片2cの裏面の右端部、第一側片2cの裏面の左端部、第一側片2eの裏面の左端部、第一側片2eの裏面の右端部、第二側片3cの裏面の左端部、第二側片3dの裏面の上端部、第二側片3dの裏面の下端部および第二側片3eの裏面の左端部に当接し、相互に接着される。
結果として、「成形装置100における第一雄型30および第二雄型40の成形位置」には、連結型テーパ箱1が成形される(図6の(b)および図7における(G)参照)。
その結果、一対の吸盤32・33の先端部および一対の吸盤42・43の先端部は成形後の連結型テーパ箱1の第一底片2aおよび第二底片3aから離間し、それぞれ後方に移動して一対の吸引孔31f・31gおよび一対の吸引孔41f・41gに収容される。
従って、第一雄型30および第二雄型40が後方に移動するとき、第一雄型30は支持部材50に対して左方向に移動するとともに第二雄型40は支持部材50に対して右方向に移動するので、第一雄型30および第二雄型40の左右方向における間隔は徐々に大きくなる(第一雄型30および第二雄型40は左右方向において相対的に離間する)。
また、成形後の連結型テーパ箱1は「雌型枠90の内部空間」に残され、「雌型枠90の内部空間」に収容されることとなる。
なお、本実施形態の場合、成形後の連結型テーパ箱1・1・・・は「雌型枠90の内部空間」に収容されつつ前後方向に積層されるので、接着剤が塗布されている部位が相互に押しつけられ、強固に接着されることとなる。
すなわち、成形装置100は、シート状物9の第一底片2aおよび第二底片3aをそれぞれ第一雄型30の第一底片当接面31aおよび第二雄型40の第二底片当接面41aに吸着させた状態で第一雄型30および第二雄型40が相互に接近することによりシート状物9の他の部分(第一側片2b・2c・2d・2e、第一固定片2f・2g・2h・2i、第二側片3b・3c・3d・3e、第二固定片3f・3g・3h・3i)を折り曲げるので、成形時の寸法精度が高く、かつ、シート状物9を構成する材料の強度が低い場合であっても、従来の(公知の)装置に比べて高速かつ確実に(破れたりシワが発生したりすることなく)成形することが可能である。
従って、従来の装置(雄型および雌型を用いてプレス成形を行う装置)に比べて高い寸法精度が要求される(ひいては製造コストが高い)金型部品の交換点数を減らすことが可能であり、成形対象の変化に伴う設備コストの増大を極力抑えることが可能である。
結果として、少量多品種生産を行う場合に有利である。
すなわち、本発明に係る連結型テーパ箱は三つ以上のテーパ箱が連結されたものであっても良い(図11の(b)に示す連結型テーパ箱201および図12の(b)に示す連結型テーパ箱301を参照)。
すなわち、本発明に係る連結型テーパ箱の第一底片および第二底片の板面に垂直な方向における形状は、三角形、四角形(正方形、長方形、台形、菱形等を含む)、五角形、あるいはそれ以上の辺を有する多角形を含む。
また、第一底片の端部のうち第一側辺が連結されない部分および第二底片の端部のうち第二側辺が連結されない部分については直線状でなくても良い(曲線状でも良い)。
すなわち、第一雄型の第一底片当接面および第二雄型の第二底片当接面にそれぞれ開口する孔を形成し、当該孔からエアを吸引することによりシート状物を第一雄型および第二雄型に吸着しても良い(吸盤を省略することも可能である)。
なお、連結型テーパ箱の成形速度および成形精度(成形後の連結型テーパ箱の寸法精度)の向上の観点からは、本実施形態の如く伸長することにより第一雄型の第一底片当接面および第二雄型の第二底片当接面に先立ってシート状物を吸着し、その後収縮してシート状物を第一雄型および第二雄型に当接させる(吸着させる)吸盤を備えることが好ましい。
すなわち、第一ガイド部材および第二ガイド部材を一体的に成形しても良い(一つの部材に第一ガイド溝および第二ガイド溝を形成することにより、当該部材が第一ガイド部材および第二ガイド部材を兼ねる構成としても良い)。
図8に示す成形装置200は、図11の(a)に示すシート状物209を出発材とし、シート状物209を適宜折り曲げることにより図11の(b)に示す連結型テーパ箱201を成形する装置である。
四つの第一側片2b・2c・2d・2eはそれぞれ一端部が第一底片2aの右端部、上端部、左端部および下端部に連結されている。
四つの第一固定片2f・2g・2h・2iはそれぞれ第一側片2bの上端部、第一側片2dの上端部、第一側片2dの下端部および第一側片2bの下端部に連結されている。
四つの第二側片3b・3c・3d・3eはそれぞれ一端部が第二底片3aの左端部、上端部、右端部および下端部に連結されている。
四つの第二固定片3f・3g・3h・3iはそれぞれ第二側片3bの上端部、第二側片3dの上端部、第二側片3dの下端部および第二側片3bの下端部に連結されている。
シート状物209の四つの第一側片2b・2c・2d・2eの一つである第一側片2bにおける他端部(右端部)と、右側の四つの第二側片3b・3c・3d・3eの一つである第二側片3bにおける他端部(左端部)と、は連結されている。
シート状物209の四つの第一側片2b・2c・2d・2eの一つである第一側片2dにおける他端部(右端部)と、左側の四つの第二側片3b・3c・3d・3eの一つである第二側片3dにおける他端部(右端部)と、は連結されている。
連結型テーパ箱1は第一側片2bにおける他端部(右端部)と右側の第二側片3bにおける他端部(左端部)との連結部分において第一テーパ箱2および右側の第二テーパ箱3が連結され、第一側片2dにおける他端部(左端部)と左側の第二側片3bにおける他端部(右端部)との連結部分において第一テーパ箱2および左側の第二テーパ箱3が連結されたものである。
図8に示す如く、成形装置200は本体11、搬送装置12、供給装置13、接着剤塗布装置14、位置決めレール21・21、位置決めバー22・22、第一雄型130、二つの第二雄型140L・140R、支持部材50、支持部材移動装置60、二つの嵌合ガイド部材170L・170Rおよび雌型枠90を具備する。
なお、成形装置200を構成する各部のうち、本体11、搬送装置12、供給装置13、接着剤塗布装置14、位置決めレール21・21、位置決めバー22・22、支持部材50、支持部材移動装置60、および雌型枠90の詳細については、先に説明した成形装置100(図1参照)と同様であるため、説明を省略する。
第一雄型130は本発明に係る第一雄型の実施の一形態である。
図9に示す如く、本実施形態の第一雄型130は第一本体部131、一対の吸盤132・133および固定部135を備える。
第一本体部131には一対の吸引孔131f・131gが形成される。
一対の吸盤132・133はいずれも弾性変形可能なゴムからなる吸盤であり、その先端部(前端部)の形状は前方に向かって拡径するラッパ状(円錐形状)である。一対の吸盤132・133はそれぞれ一対の吸引孔131f・131gに収容され、一対の吸盤132・133の基端部は第一本体部131に固定される。
エアポンプ(不図示)を駆動することにより、一対の吸盤132・133の先端部からエアポンプに向かってエアが吸引される。
第二雄型140L・140Rは本発明に係る第二雄型の実施の一形態である。
本実施形態の第二雄型140L・140Rはいずれも第二本体部141、一対の吸盤142・143、嵌合突起144およびスライド部145を備える。
第二本体部141は第二底片当接面141aおよび四つの第二側片当接面141b・141c・141d・141eを有する。
第二本体部141には一対の吸引孔141f・141gが形成される。
嵌合突起144はアーム144aおよびローラ144bを有する。
スライド部145にはスライド溝145aが形成される。
また、本実施形態の第二雄型140Lの第二本体部141および一対の吸盤142・143は第二雄型140Rの第二本体部141と同じ形状であり、第二雄型140Lの嵌合突起144およびスライド部145は第二雄型140Rに対して左右対称な形状であるため、第二雄型140Lの各部の詳細については説明を省略する。
また、支持部材50に支持された第二雄型140Rは、支持部材50に対してスライドレール52の長手方向(本実施形態では、左右方向)に移動可能(摺動可能)である。
また、支持部材50に支持された第二雄型140Lは、支持部材50に対してスライドレール52の長手方向(本実施形態では、左右方向)に移動可能(摺動可能)である。
二つの嵌合ガイド部材170L・170Rにはそれぞれ嵌合ガイド溝171・171が形成される。
本実施形態の二つの嵌合ガイド部材170L・170Rはそれぞれ図1に示す成形装置100の第一ガイド部材70および第二ガイド部材80と同じ形状であるため、二つの嵌合ガイド部材170L・170Rの各部の詳細については説明を省略する。
嵌合ガイド部材170Lの嵌合ガイド溝171は、平面視では(前後方向および左右方向に対して垂直な方向から見たとき)、概ね左後方から右前方に(前方に向かうに従って支持部材50に固定された第一雄型130に接近する方向に)延びている。
嵌合ガイド部材170Rの嵌合ガイド溝171は、平面視では(前後方向および左右方向に対して垂直な方向から見たとき)、概ね右後方から左前方に(前方に向かうに従って支持部材50に固定された第一雄型130に接近する方向に)延びている。
その結果、第二雄型140Lは徐々に右側方に移動して第一雄型130に接近し、第二雄型140Rは徐々に左側方に移動して第一雄型130に接近し、シート状物209の各連結部分が折り曲げられて連結型テーパ箱201が成形される。
図12の(a)に示すシート状物309は本発明に係るシート状物の第三実施形態であり、連結型テーパ箱301の出発材(原材料)となるものである。
シート状物309は第一底片2a、四つの第一側片2b・2c・2d・2e、四つの第一固定片2f・2g・2h・2i、第二底片3a、四つの第二側片3b・3c・3d・3eおよび四つの第二固定片3f・3g・3h・3i、第三底片4a、四つの第三側片4b・4c・4d・4e、四つの第三固定片4f・4g・4h・4i、第四底片5a、四つの第四側片5b・5c・5d・5eおよび四つの第四固定片5f・5g・5h・5i、を備える。
第一側片2bの右端部と第二側片3bの左端部とは連結され、第二側片3cの上端部と第三側片4cの下端部とは連結され、第三側片4bの左端部と第四側片5bの右端部とは連結され、第四側片5cの下端部と第一側片2cの上端部とは連結される。
このように、本発明に係る連結型テーパ箱は、複数のテーパ箱が一方向(例えば、左右方向)に並んで連結されるものだけでなく、二方向以上に並んで連結されるものを含む。
2 第一テーパ箱
2a 第一底片
2b・2c・2d・2e 第一側片
2j 第一収容部
3 第二テーパ箱
3a 第二底片
3b・3c・3d・3e 第二側片
3j 第二収容部
9 シート状物(第一実施形態)
30 第一雄型
31 第一本体部
31a 第一底片当接面
31b・31c・31d・31e 第一側片当接面
34 第一突起
40 第二雄型
41 第二本体部
41a 第二底片当接面
41b・41c・41d・41e 第二側片当接面
44 第二突起
50 支持部材
70 第一ガイド部材
71 第一ガイド溝
80 第二ガイド部材
81 第二ガイド溝
90 雌型枠
100 成形装置(連結型テーパ箱成形装置の第一実施形態)
Claims (2)
- 第一底片と、一端部が前記第一底片の端部に連結される複数の第一側片と、第二底片と、一端部が前記第二底片の端部に連結される複数の第二側片と、を具備し、前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部とが連結されるシート状物を出発材とし、前記出発材における前記第一底片と前記複数の第一側片との連結部分、前記第二底片と前記複数の第二側片との連結部分、および前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分を折り曲げることにより、前記第一底片および前記複数の第一側片で囲まれるとともに前記第一底片よりも大きい開口部を有する第一収容部が形成された第一テーパ箱、並びに前記第二底片および前記複数の第二側片で囲まれるとともに前記第二底片よりも大きい開口部を有する第二収容部が形成された第二テーパ箱を備えるとともに前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分において前記第一テーパ箱および第二テーパ箱が連結されたものである連結型テーパ箱を成形する連結型テーパ箱成形装置であって、
成形後の前記第一底片に対応する第一底片当接面および成形後の複数の第一側片に対応する複数の第一側片当接面を有する第一本体部と、前記第一本体部に固定される第一突起と、を備え、所定の位置決め位置に位置決めされた前記出発材の第一底片をエア吸引により前記第一底片当接面に吸着可能な第一雄型と、
成形後の前記第二底片に対応する第二底片当接面および成形後の複数の第二側片に対応する複数の第二側片当接面を有する第二本体部と、前記第二本体部に固定される第二突起と、を備え、前記所定の位置決め位置に位置決めされた前記出発材の第二底片をエア吸引により前記第二底片当接面に吸着可能な第二雄型と、
前記所定の位置決め位置に位置決めされた出発材の第一底片に前記第一底片当接面が対向するとともに前記所定の位置決め位置に位置決めされた出発材の第二底片に前記第二底片当接面が対向する位置である初期位置と、前記所定の位置決め位置を挟んで前記初期位置の反対側となる位置である成形位置と、の間で前記第一雄型および前記第二雄型を前記初期位置から前記成形位置に向かう方向である突出方向および前記成形位置から前記初期位置に向かう方向である退避方向に移動可能、かつ、前記突出方向および前記退避方向に垂直な方向において前記第一雄型および前記第二雄型を相対的に接近および離間する方向に移動可能に支持する支持部材と、
第一ガイド溝が形成され、前記第一ガイド溝には前記第一突起が嵌合する第一ガイド部材と、
第二ガイド溝が形成され、前記第二ガイド溝には前記第二突起が嵌合する第二ガイド部材と、
前記第一雄型および前記第二雄型に吸引された状態で前記成形位置まで移動した前記出発材の前記複数の第一側片および前記複数の第二側片に当接し、前記複数の第一側片および前記複数の第二側片をそれぞれ前記第一底片および前記第二底片に対して折り曲げて前記複数の第一側片当接面および前記複数の第二側片当接面に当接させることにより前記連結型テーパ箱を成形する雌型枠と、
を具備し、
前記突出方向および前記退避方向に垂直な方向における前記第一ガイド溝から前記第二ガイド溝までの距離である溝間距離は、前記突出方向に向かうに従って小さくなる、
連結型テーパ箱成形装置。 - 第一底片と、一端部が前記第一底片の端部に連結される複数の第一側片と、第二底片と、一端部が前記第二底片の端部に連結される複数の第二側片と、を具備し、前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部とが連結されるシート状物を出発材とし、前記出発材における前記第一底片と前記複数の第一側片との連結部分、前記第二底片と前記複数の第二側片との連結部分、および前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分を折り曲げることにより、前記第一底片および前記複数の第一側片で囲まれるとともに前記第一底片よりも大きい開口部を有する第一収容部が形成された第一テーパ箱、並びに前記第二底片および前記複数の第二側片で囲まれるとともに前記第二底片よりも大きい開口部を有する第二収容部が形成された第二テーパ箱を備えるとともに前記複数の第一側片の一つにおける他端部と前記複数の第二側片の一つにおける他端部との連結部分において前記第一テーパ箱および第二テーパ箱が連結されたものである連結型テーパ箱を成形する連結型テーパ箱成形装置であって、
成形後の前記第一底片に対応する第一底片当接面および成形後の複数の第一側片に対応する複数の第一側片当接面を有する第一本体部を備え、所定の位置決め位置に位置決めされた前記出発材の第一底片をエア吸引により前記第一底片当接面に吸着可能な第一雄型と、
成形後の前記第二底片に対応する第二底片当接面および成形後の複数の第二側片に対応する複数の第二側片当接面を有する第二本体部と、前記第二本体部に固定される嵌合突起と、を備え、前記所定の位置決め位置に位置決めされた前記出発材の第二底片をエア吸引により前記第二底片当接面に吸着可能な第二雄型と、
前記所定の位置決め位置に位置決めされた出発材の第一底片に前記第一底片当接面が対向するとともに前記所定の位置決め位置に位置決めされた出発材の第二底片に前記第二底片当接面が対向する位置である初期位置と、前記所定の位置決め位置を挟んで前記初期位置の反対側となる位置である成形位置と、の間で前記第一雄型および前記第二雄型を前記初期位置から前記成形位置に向かう方向である突出方向および前記成形位置から前記初期位置に向かう方向である退避方向に移動可能に支持し、かつ、前記第二雄型を前記第一雄型に対して前記突出方向および前記退避方向に垂直な方向において接近および離間する方向に移動可能に支持する支持部材と、
嵌合ガイド溝が形成され、前記嵌合ガイド溝には前記嵌合突起が嵌合する嵌合ガイド部材と、
前記第一雄型および前記第二雄型に吸引された状態で前記成形位置まで移動した前記出発材の前記複数の第一側片および前記複数の第二側片に当接し、前記複数の第一側片および前記複数の第二側片をそれぞれ前記第一底片および前記第二底片に対して折り曲げて前記複数の第一側片当接面および前記複数の第二側片当接面に当接させることにより前記連結型テーパ箱を成形する雌型枠と、
を具備し、
前記嵌合ガイド溝は、前記突出方向および前記退避方向、並びに前記第二雄型が前記第一雄型に対して接近および離間する方向に対して垂直な方向から見たとき、前記突出方向に向かうに従って前記第一雄型に接近する方向に延びている、
連結型テーパ箱成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056756A JP5822221B2 (ja) | 2011-03-15 | 2011-03-15 | 連結型テーパ箱成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056756A JP5822221B2 (ja) | 2011-03-15 | 2011-03-15 | 連結型テーパ箱成形装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013184020A Division JP2014000826A (ja) | 2013-09-05 | 2013-09-05 | テーパ箱成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012192558A true JP2012192558A (ja) | 2012-10-11 |
| JP5822221B2 JP5822221B2 (ja) | 2015-11-24 |
Family
ID=47084952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011056756A Active JP5822221B2 (ja) | 2011-03-15 | 2011-03-15 | 連結型テーパ箱成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5822221B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106945883A (zh) * | 2017-05-15 | 2017-07-14 | 东莞市美盈森环保科技有限公司 | 脚墩面纸自动包合设备 |
| WO2022200677A1 (en) * | 2021-03-22 | 2022-09-29 | Jospak Oy | An apparatus and a method for producing dish-shaped product packages |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55156045A (en) * | 1979-05-25 | 1980-12-04 | Shibuya Kogyo Co Ltd | Assembling box device |
| JP2000079647A (ja) * | 1998-09-07 | 2000-03-21 | Toshihiro Kanai | 製函機 |
-
2011
- 2011-03-15 JP JP2011056756A patent/JP5822221B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55156045A (en) * | 1979-05-25 | 1980-12-04 | Shibuya Kogyo Co Ltd | Assembling box device |
| JP2000079647A (ja) * | 1998-09-07 | 2000-03-21 | Toshihiro Kanai | 製函機 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106945883A (zh) * | 2017-05-15 | 2017-07-14 | 东莞市美盈森环保科技有限公司 | 脚墩面纸自动包合设备 |
| CN106945883B (zh) * | 2017-05-15 | 2023-08-15 | 东莞市美盈森环保科技有限公司 | 脚墩面纸自动包合设备 |
| WO2022200677A1 (en) * | 2021-03-22 | 2022-09-29 | Jospak Oy | An apparatus and a method for producing dish-shaped product packages |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5822221B2 (ja) | 2015-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104169179B (zh) | 用于密封具有非平面凸缘的容器的系统和方法 | |
| KR101631097B1 (ko) | 자동 박스 제함기 | |
| US10507944B2 (en) | Machine and method for folding and adhesively bonding blanks for the production of folding boxes | |
| JP6151322B2 (ja) | 製函装置 | |
| CN203267509U (zh) | 一种封面机上与纸板贴合后的面纸折边装置 | |
| JP6836863B2 (ja) | 製函機 | |
| KR100447516B1 (ko) | 박스의 조립장치 | |
| JP5841086B2 (ja) | 箱詰機における製函装置 | |
| JP5822221B2 (ja) | 連結型テーパ箱成形装置 | |
| US11198268B2 (en) | Device and method for removing a box from a chuck | |
| CN110588056B (zh) | 一种包装盒自动成型机构 | |
| JP2014000826A (ja) | テーパ箱成形装置 | |
| JP5184812B2 (ja) | 箱を包装するための被覆機械 | |
| JP2018030249A (ja) | 製函機 | |
| JP6041101B2 (ja) | 製函方法 | |
| JP2015189089A (ja) | 合成樹脂製食品トレーの製造方法及び製造装置 | |
| JP2018089853A (ja) | 八角形段ボールケースの自動製函方法及びその装置 | |
| JP5808642B2 (ja) | 製函装置 | |
| JP2010222020A (ja) | ケースの組立方法およびその装置 | |
| KR101771820B1 (ko) | 지퍼백 제조장치 및 이에 의해 제조된 제조물 | |
| CN214354475U (zh) | 一种纸质包装盒盒体的流转设备 | |
| CN109606881A (zh) | 一种蛋盒贴标机构 | |
| JP5207223B2 (ja) | 商品の自動段積包装装置 | |
| JP6300151B2 (ja) | 扁平状物品の箱詰め方法及び箱詰め装置 | |
| US20230211542A1 (en) | Apparatus for making a container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140307 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150501 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150929 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5822221 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |