JP2012187636A - 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 - Google Patents
鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 Download PDFInfo
- Publication number
- JP2012187636A JP2012187636A JP2012034409A JP2012034409A JP2012187636A JP 2012187636 A JP2012187636 A JP 2012187636A JP 2012034409 A JP2012034409 A JP 2012034409A JP 2012034409 A JP2012034409 A JP 2012034409A JP 2012187636 A JP2012187636 A JP 2012187636A
- Authority
- JP
- Japan
- Prior art keywords
- slab
- temperature
- width direction
- solidification
- temperature distribution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007711 solidification Methods 0.000 title claims abstract description 124
- 230000008023 solidification Effects 0.000 title claims abstract description 124
- 238000009749 continuous casting Methods 0.000 title claims abstract description 44
- 238000000034 method Methods 0.000 title claims description 61
- 238000001816 cooling Methods 0.000 claims abstract description 143
- 238000009826 distribution Methods 0.000 claims abstract description 141
- 238000005259 measurement Methods 0.000 claims abstract description 101
- 230000004907 flux Effects 0.000 claims abstract description 59
- 238000012546 transfer Methods 0.000 claims abstract description 49
- 238000004364 calculation method Methods 0.000 claims description 122
- 238000012937 correction Methods 0.000 claims description 76
- 238000005266 casting Methods 0.000 claims description 36
- 238000011144 upstream manufacturing Methods 0.000 claims description 22
- 238000005457 optimization Methods 0.000 claims description 17
- 238000009529 body temperature measurement Methods 0.000 claims description 15
- 229910000831 Steel Inorganic materials 0.000 claims description 12
- 239000010959 steel Substances 0.000 claims description 12
- 230000015271 coagulation Effects 0.000 claims description 9
- 238000005345 coagulation Methods 0.000 claims description 9
- 230000009467 reduction Effects 0.000 claims description 7
- 238000003756 stirring Methods 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims 1
- 230000008859 change Effects 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 12
- 238000005096 rolling process Methods 0.000 description 10
- 239000007921 spray Substances 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 230000014509 gene expression Effects 0.000 description 7
- 239000003595 mist Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 6
- 238000005204 segregation Methods 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- 239000007790 solid phase Substances 0.000 description 5
- 230000005856 abnormality Effects 0.000 description 4
- 238000013459 approach Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000003908 quality control method Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000005499 meniscus Effects 0.000 description 2
- 238000012821 model calculation Methods 0.000 description 2
- 238000012887 quadratic function Methods 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000004422 calculation algorithm Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 239000013077 target material Substances 0.000 description 1
Images


















Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】連続鋳造における上記鋳片の凝固状態を、少なくとも上記2次冷却の冷却条件に基づく熱流束を使用した熱伝達モデルによって推定する。温度計4bで鋳片の引き抜き方向である鋳片長手方向の予め設定した計測位置で鋳片幅方向の温度分布を計測する。また、上記熱伝達モデルで推定した上記計測位置での推定温度と、上記温度分布計測手段で計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布を補正する。
【選択図】 図1
Description
ここで、最終凝固位置を常時把握することは、鋼種によって偏析などの品質異常防止のため、また鋳片長手方向の適切な位置において適切な鋳片圧下を行うために必要とされている。また生産性向上のため、機端位置の手前ぎりぎりで鋳造を行っている鋼種においては、機端抜けによる鋳片膨らみなどのトラブルを防止出来る最終凝固位置を機内に収めるために、最終凝固位置の把握が必要である。
また最終凝固形状は鋳片内部の成分偏析などの品質異常と相関が強いと考えられ、例えば凝固形状の凹凸が大きいほど成分偏析が大きいとされている。そのため、品質異常防止・品質管理のため、凝固形状の常時把握が求められている。
ここで特許文献2には、上記のように計算により推定した凝固状態と実際の凝固状態とのずれを表面温度計測値によって修正する方法が記載されている。しかし、この特許文献2には、冷却による熱流束を温度誤差に基づいて直接修正する方法が記載されているものの、特許文献2に記載の方法では、最終凝固位置や形状の推定はできない。
本発明は、上記のような問題点に着目してなされたもので、連続鋳造における最終凝固位置、および最終凝固形状をより精度良く推定可能とすることを目的とする。
鋳片の引き抜き方向である鋳片長手方向の予め設定した計測位置で、鋳片幅方向の温度分布を計測する温度分布計測手段と、
上記熱伝達モデルで推定した上記計測位置での推定温度と、上記温度分布計測手段で計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布を補正する熱流束分布補正手段と、
を備えることを特徴とする。
ここで、温度分布計測手段での計測は、例えば鋳片表面温度である。
また、「一致する」とは、熱伝達モデルで推定した上記計算位置での推定温度と、上記温度分布計測手段で計測した鋳片幅方向の温度分布との差が、例えば、鋳片の幅方向端部50mmを除いて±10℃以内の状態、好ましくは±5℃以内となっている状態である。
上記熱流束分布補正手段は、各計測位置毎に、対応する計測位置における上記熱伝達モデルで推定した推定温度と上記温度分布計測手段で計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布の補正を繰り返すことを特徴とする。
上記熱流束分布補正手段は、上記熱流束分布を補正するための熱流束分布の補正係数を上記各冷却ゾーン毎に個別に設定することを特徴とする。
次に、請求項4に記載した発明は、請求項1〜請求項3のいずれか1項に記載した凝固状態推定装置が推定した凝固状態に基づき、2次冷却条件、軽圧下条件、鋳造速度、鋳型電磁攪拌強度の少なくとも一つを操作することを特徴とする連続鋳造装置を提供するものである。
鋳片幅方向の表面温度分布を計測し、この計測された表面温度実測値と上記凝固状態推定計算結果の上記表面温度分布計測位置における表面温度推定値との誤差が最小となるように、鋳片断面温度分布の計算値を修正し再推定計算することにより、最終凝固位置および形状の予測精度を向上させることを特徴とする。
上記表面温度分布計測位置より上流で、かつ最終凝固位置より上流である位置を定め、該定めた上流位置での断面の温度分布を最適化手法を用い修正し、該修正された上流位置での断面の温度分布を用いて再推定計算することを特徴とする。
少なくとも上記2次冷却の冷却条件に基づく熱流束を使用した熱伝達モデルによって上記鋳片の凝固状態を推定すると共に、鋳片長手方向における予め設定した計測位置での鋳片幅方向の温度分布を計測し、
上記計測位置における上記熱伝達モデルで推定した推定温度と上記計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布を補正することで、上記熱伝達モデルの出力を修正することを特徴とする。
上記熱流束分布を補正するための熱流束分布の補正係数を上記各冷却ゾーン毎に個別に設定することを特徴とする。
次に、請求項10に記載した発明は、請求項7〜請求項9のいずれか1項に記載した凝固状態推定方法で推定した凝固状態に基づき、2次冷却条件、軽圧下条件、鋳造速度、鋳型電磁攪拌強度の少なくとも一つを操作することを特徴とする連続鋳造方法を提供するものである。
このとき、請求項2及び請求項8に係る発明によれば、鋳造条件の変更などの非定常な操作が発生しても、より精度良く最終凝固位置・形状の推定を行うことが可能となる。
(第1実施形態)
図1は、本発明が適用される垂直曲げ型連鋳機の構成例を示す図である。図中、1はタンディッシュ、2は鋳型、3は浸漬ノズル、4は表面温度分布計測器、5は鋳片、6はサポートロール、および7〜13は冷却ゾーンをそれぞれ表す。
垂直曲げ型連鋳機では、タンディッシュ1の下方に鋳型2が設けられ、タンディッシュ1の底部に鋳型2への溶鋼供給口となる浸漬ノズル3が設けられている。そして、鋳型2の下方には、サポートロール6が設置されている。冷却ゾーン7〜13は、それぞれ分割された2次冷却帯を構成している。
各冷却ゾーンには、複数のスプレーまたはエアミストスプレー用のノズルが配置されており、スプレーノズルから鋳片の表面に2次冷却水が噴霧される。なお、冷却ゾーンにおいて、反基準面側(上面側)の冷却ゾーンをaで表示し、基準面側(下面側)をbで表示している。
スラブ表面温度分布計測器4は、機端におけるスラブの幅方向表面温度分布を計測する温度計である。これに用いる温度計は、直接温度分布を計測できる放射温度計でも部分計測の温度計をスキャンする方法でも、さらに縦波超音波や横波超音波を用いた超音波透過時間の温度依存性を利用した鋼板内部温度計であっても、幅方向の温度分布を計測できるものであれば、計測方式は問わない。
CCの2次冷却計算は、例えば、単位長さ(鋳造方向)にスライスされた鋳片断面を考え、鋳造中のストランド内の場所に応じて、水冷、空冷、ミスト冷却、ロール抜熱などで様々な状況での境界条件の熱流束を与えて、以下の式(1)に示す2次元伝熱方程式を解くことで実施される。

計算は、まず鋳造方向単位長さの2次元断面スライス1枚ごとをメニスカスから機端まで連続して温度計算を行う。すなわち、2次冷却計算全体を一度実行し、上流境界条件・機端表面温度分布を計算する。
そして、表面温度観測位置における鋳片表面温度計算値と表面温度実測値の差を誤差面積などで評価関数とし、その値を用いて評価する。その評価関数値が小さくなるように温度計測位置より上流で、最終凝固すなわちクレータエンド(以下、CEとも略記する)の位置よりも上流の適当な位置を定め、その断面の温度分布を修正する。 この断面の温度
分布修正と温度誤差の評価関数による評価の繰り返しにより、評価関数が最小となる温度分布を算出(最適化計算)し、その温度分布に基づいて再計算した結果を、もっとも誤差の少ない温度とする。
このようにして、評価関数を最小にする上流位置の断面温度分布が得られたならば、その位置から下流へ向かって操業条件に沿った冷却計算を再度実施して最終凝固位置・形状を算出する。
Step100では、CE位置より上流の位置を定め温度分布を仮定して与える。そして、Step101で、温度モデルによる機端表面温度分布を推定計算する。推定計算した表面温度分布と実測した表面温度分布と比較し、その誤差を評価関数を用いて評価する(Step102)。
そして、評価関数の収束性を判断し、収束と判断されない場合には、上流温度分布を修正する(Step103)。
Step103における、上流位置の断面温度分布の具体的修正方法の一例を以下に示す。
まず、幅方向を計算メッシュより粗い指定した数で分割し、分割区間は一定温度として近似する方法で幅方向表面温度を与え、これを求める変数とする。
本発明に基づく第1実施形態を適用した具体例を次に説明する。
図4は、機端の放射温度計計測位置の表面温度の予測値と実測値との比較図である。
この例は、最適化計算すなわち上流温度分布の修正を行っていない例であり、表面温度の実測と計算で温度の値に差が生じており、幅方向の分布の仕方も異なっていることが分かる。このような状況では計算結果からCE位置形状を予測しても実態と合っているという保証はない。
ここで、温度合わせこみに用いる幅方向の変数(幅方向メッシュ)については、点の間隔が50〜100mmであれば良い。本例では、半幅1000mmに対して15点としたので、点の間隔が約70mmである。これは、内部での幅方向伝熱があるため、表面に現れる計測温度も幅方向において50〜100mm以下のピッチとすると、極端な差が発生しないためである。一方、細かいピッチに設定すると、計算負荷が増大し、所望の計算時間内に計算が終了しないケースが発生するといった問題がある。
そして、図6は、クレータエンド位置・形状の変化を示す図である。図6(a)は、図4に対応する最適化前、図6(b)は、図5に対応する最適化後のCE位置をそれぞれ示すものであり、横軸はメニスカスからの距離、そして縦軸は幅方向位置で凝固完了位置を示している。
このように、高精度にCE位置・形状が予測できるならば、鋳造条件(スプレー条件、軽圧下条件、鋳造速度、モールド電磁攪拌強度など)を様々変更し、この形状がどのように変化していくかを把握することができる。これによって、クレータエンド形状がフラットで中心偏析の少ない鋳片製造条件を定めることができ、優れた品質のスラブを提供することが可能になる
次に、本発明に基づく第2実施形態について図面を参照して説明する。
図7は、本発明に基づく鋳片5の凝固状態推定装置が適用される連鋳機の一例を示す概要図である。図7では、連鋳機として垂直曲げ型連鋳機を例示している。但し、図1と同じものには同一の符号を使用している。
図7に示すように連鋳機では、タンディッシュ1の下方に鋳型2が設けられ、タンディッシュ1の底部に鋳型2への溶鋼供給口となる浸漬ノズル3が設けられている。鋳型2の下方には、複数のサポートロール6が設置され、その複数のサポートロール6に沿って鋳片5が所定の引抜き速度で引き抜かれる。符号7〜15は、それぞれ分割された冷却ゾーンであり2次冷却ゾーンを構成する。その各冷却ゾーンには複数のスプレーまたはエアミストスプレー用ノズルなどの冷却ノズル(不図示)が配置されており、各冷却ノズルから鋳片5の表面に2次冷却水が噴霧されることで、目標とする鋳片5の2次冷却が実施される。なお、図7では、反基準面側(上面側)の冷却ゾーンをaで表示し、基準面側(下面側)をbで表示している。また図7では冷却ゾーンが合計9ゾーンの場合を例示しているが、ゾーン数はこれに限定されない。実際の連鋳機のゾーン数は、機長などによって、いくつに分割されるかは様々である。
また、鋳片長手方向における予め設定した1箇所に対し、温度分布計測手段を構成する温度計4bが配置されている。温度計4bは、機内における鋳片5の幅方向表面温度分布を計測する。温度計4bとしては、直接温度分布を計測できる放射温度計やサーモビュアが例示でき、幅方向温度分布が計測可能であればどのような計器でも構わない。
なお、図7においては、鋳片長手方向に沿った2箇所に対し、それぞれ温度分布計測手段を構成する温度計4a、4bが配置されている場合を例示している。これは、後述の第3実施形態で用いる2つの温度計4a、4bを図7に併せて図示しているためである。もちろん、本第1実施形態で使用する温度計が符号4aの温度計であっても良い。
符号20は、連鋳制御部である。
2次冷却制御部20Aは、製造管理用制御部21からの指令に基づき、上記各冷却ゾーンでの2次冷却を制御する。例えば各冷却ゾーンでの出側温度がその位置での目標温度となるように冷却条件が設定される。この冷却条件は、凝固状態推定部20Bにも入力される。
凝固状態推定部20Bは、凝固状態推定部本体20Baと熱流束分布補正部20Bbとを備える。
凝固状態推定部本体20Baは、少なくとも2次冷却の冷却条件に基づき熱流束を求めつつ、その求めた熱流束を使用した熱伝達モデルによって、鋳片5の凝固状態(温度状態)を推定する。
なお、上記凝固状態推定部本体20Baは、上記熱流束分布補正部20Bbで補正係数が変更される度に、再度作動して、再計算を実施することで出力値を修正する。
Q :熱流束
κ :熱伝導率
κd:基準温度での熱伝導率
h :熱伝達係数
T :モデル表面温度
Ta:雰囲気温度
である。
c:比熱
ρ:密度
κ:熱伝導率
T:温度
t:時間
x、y:座標
である。
また、上記(2)〜(4)式を用いて、スライスされた単位長さの断面を鋳片長手方向に沿って連続的に次々と発生させ、計算することによって、鋳造速度変化時などの非定常における温度計算も実現することができる。現在計算機能力が飛躍的に向上しており、水冷実績データ、鋳造速度、タンディッシュ溶鋼温度などの操業条件をオンラインで取り込み、リアルタイムで2次冷却計算、最終凝固計算が可能である。
Qij =dih(T −Ta) ・・・(5)
ここで、
di :熱伝達係数の補正係数(初期値は「1」)
i :幅方向補正位置
j :長手方向位置
である
本実施形態においては、前述の2次冷却モデル(熱伝達モデル)の表面温度計算値と幅方向の表面温度実測値を用いて、2次冷却計算に用いるパラメータを調整することで鋳片5の温度分布を推定し、最終凝固位置・形状を推定する。具体的には2次冷却位置での幅方向の熱流束分布、もしくは熱伝達係数分布を補正するパラメータである補正係数diの修正を行う。
先ずステップS10にて、凝固状態推定部本体20Baは、上述のような処理によって、2次冷却計算を行う。上記補正係数diは、初期値として「1」が設定されている。
2次冷却計算は、上記(5)式及び(4)式を用いて、まず鋳造方向単位長さの2次元断面スライス1枚について、そのときの鋳造履歴に応じた鋳造速度で温度を計算する。そのスライスされた単位長さの断面を鋳片長手方向に沿って連続的に次々と発生させ、計算する。
次に、ステップS30では、連続的に入力する温度計4bの計測値から計測位置における実測した鋳片幅方向の温度分布を求める。例えば予め設定した時間間隔における計測値の平均値を、実測した鋳片幅方向の温度分布とする。
ここで、鋳片幅方向の補正点nを複数、例えば20点(n=20)に設定し、その各補正点位置において、推定温度と実測値との偏差を求め、その偏差の最大値が上記閾値以下か否かを判定する。
なお、幅方向熱伝達係数hの補正係数diの変更は、長手方向の冷却ゾーンでは一律でされるものとする。これは幅方向に計測可能な温度計4bが長手方向の一箇所のみに設置するとして、便宜的に長手方向で一律変更としている。
上述の2次冷却計算について、以下に補足説明を行う。
通常の連続鋳造の2次冷却計算は、例えば、鋳片長手方向(鋳造方向)に沿って単位長さでスライスされた鋳片断面を考え、鋳造中のストランド内の場所に応じて、水冷、空冷、ミスト冷却、ロール抜熱などからなる2次冷却条件によるスラブ表面での境界条件を示す上記式(2)に基づき熱流束を求め、その求めた熱流束を使用して、上記式(4)の2次元伝熱方程式を解くことで実施される。
一般に比熱、密度、熱伝導率の物性値は鋳片の温度変化とともに変化するので、物性値を温度の関数として変化させて、式(4)を解く必要がある。物性値に温度依存性がある場合、式(4)はこのままでは差分式に展開できない。
そこで、実際の計算では公知の手法である「含温度-変換温度法」を用いて、温度を以下のように置き換えて線形化している。
ここで、スライスの内部点と表面点で差分式が異なる。
スラブ表面では、下記(9)式で表されるとし、
これら(11)、(12)の差分化式を用いて差分化法により実際の伝熱計算を行う。
この実際の計算過程では、以下のような(1)〜(9)の手続きを踏んで3次元計算をトレースしている。
(1)解析開始とともに1枚の2次元シートがモールドに入り進んでいく。
(2)このシートが外部の境界条件と2次元内部の熱伝導のみで計算されていく。(進行方向の熱伝導は考えない。)
(3)途中で、速度のデータにより各時刻で速度が変化していく。
(4)途中で、外部冷却パターンデータにより、スプレーパターンが切り替わる。
(5)この1枚のシートが、解析時間の終了時刻まで計算される。
(6)次のシートに移ったとき、入力に合わせ物性値、初期温度を変える。
(7)1枚のシートの計算が終了したら、タイムステップの時間だけ離れて次のシートの計算を開始し解析時間終了時刻まで計算する。
(8)以上の計算を各シートにつき、引き抜き終了時刻まで行う。
(9)途中必要に応じてファイル出力を行う。
[メッシュ分割について]
上記伝熱計算の演算は、スラブ内の熱伝導を差分法を用いて解析しており、また、構造的対象性より厚み方向1/2の部分を解析対象としている。例えば、短辺、長辺を、m分割、n分割した場合には、メッシュは図9のようになる。
[使用する熱伝達係数について]
また式(9)における熱伝達係数hは、水冷、空冷、ミスト冷却などの冷却方式、冷却操作量、ロール抜熱量などの2次冷却条件によって決定される。また熱伝達係数hは冷却方法(水のみ、水と空気、空気のみ、およびそれぞれの流量)に従い、計算式を変更する。
[固相率について]
固相率の計算は、各セルの温度が、液相線温度よりも下に有る時は固相率=1、固相線温度よりも上に有る時は固相率=0、液相線温度と固相線温度の間にある時は、下記式としている。
モールド内ではスライスのモールド通過時間により表面抜熱量を決定している。
なお、抜熱は長辺、短辺ともに均一として決定する。
[計算条件の例について]
計算条件は例えば次のように設定する。
・シミュレーション時間刻み:0.02sec
・鋳造速度 1.4mpm
・解析厚:125mm(半厚、全厚250mm)
・解析幅:1050mm(半幅、全幅2100mm)
・雰囲気温度:30℃
・二次冷却水温度:28℃
・溶鋼温度:1555℃
・基準温度での熱伝導率:対象とする材の成分に基づき決定
・上記成分から求めた液相温度、固層温度:実験その他で決定
・ 変換温度φ−温度の関係:実験その他で決定
・含熱量H−温度の関係:実験その他で決定
・密度ρ−温度の関係:実験その他で決定
・メッシュ幅方向分割数の例
幅(n)=66
厚(n)=25
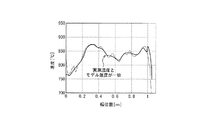
図10は本実施形態による幅方向の熱流束分布の補正を実施することなく、表面温度計測時の操業条件を取り込んだ上で、2次冷却計算のみを用いて、温度計設置位置(計測位置)でのモデル計算温度と実測温度を比較した図である。図10では、鋳片5の幅方向中央から片側の状態を図示している。後述の図11〜14等においても同様である。
この図10に示すように計算温度(推定温度)の温度分布は鋳片幅方向にフラットであり、また表面温度実測値との間に差が生じている、このため、計算温度と実測温度とでは、幅方向の分布の仕方も異なっている。このような状況では計算結果から最終凝固位置形状を予測しても実態と合っているという保証はない。
この2つの場合(図10及び図11参照)における、最終凝固の位置(CE位置)および形状を求めたものが図13(比較例)及び図14(実施例)である。図13及び図14は、縦軸が鋳型2からの鋳片長手方向の距離、横軸が鋳片幅方向位置における凝固完了位置を示している。
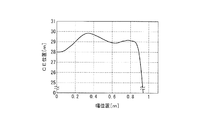
このように、表面温度計測位置での計算結果と実測値が一致するならば、鋳片内部の温度状態によって決まる最終凝固位置・形状の推定値の妥当性がより向上する。
ここで、上記実施形態では、熱伝達係数を調整することで熱流束の分布を補正しているが、他のパラメータを調整することで、熱流束の幅方向分布を補正しても良い。
また、上記求めた最終凝固位置・形状の予測結果に基づき、2次冷却条件、軽圧下条件、鋳造速度、鋳型電磁攪拌強度を操作して、最終凝固位置や形状を、予め設定した目標位置や目標形状に近づくように制御して、能率や品質の向上を図っても良い。
上述の図11〜図14においては、また熱伝達係数の補正係数diの値(補正倍率)は、複数の冷却ゾーンの各ゾーンに対し一律に変更している。
具体的には、式(20)に基づき補正係数diの計算を行っている。
補正係数更新値
=(モデル温度-実測温度)×ゲイン+補正係数前回値 ・・・(20)
更にこれを拡張して、式(21)に示すように、長手方向の冷却ゾーン毎に個別に調整可能(設定変更可能)としても良い。
冷却ゾーンnの補正係数更新値
=(モデル温度-実測温度)×ゲインn+(冷却ゾーンnの補正係数前回値)
・・・(21)
ここでnは冷却ゾーンの番号を示す。
ゲインnは、例えば、基準として設定したゾーンに対するゲインを基準ゲインとし、その基準として設定したゾーンよりも冷却が強いゾーンでは、基準ゲインよりも大きな値にゲインnを設定すると共に、基準として設定したゾーンよりも冷却が弱いゾーンでは、基準ゲインよりも小さな値にゲインnを設定する。
このように冷却ゾーン毎に個別に調整する場合には、冷却ゾーン毎に冷却ムラがある場合などがあっても、精度良く最終凝固位置・形状の予測結果を求めることが可能となる。
本例では、温度計4aを使用するケース場合を示す。
式(20)を用いた補正では、表1に示すように冷却ゾーンの全ゾーン共通のゲインnを用いている。
一方、式(21)を用いた補正では、表2に示すようにゾーン毎のゲインnの調整を実施している。例としての表2でのゲインの数値は、冷却の強い7a−8aのゾーンでは冷却による温度ムラの発生が大きいとしてゲインnを大きく、また冷却が弱めの9a−13aのゾーンでは冷却による温度ムラの発生が小さいとして補正用ゲインを小さく設定する。また温度計設置位置以降の14a−15aのゾーンでは、補正用ゲインを0として、温度計による補正を実施しないとしている。
図15に示されるように、同じ温度計値を使用した場合でも、変形例に基づき表2のようにゾーン毎に個別のゲインnを使用した場合の方が最終凝固形状の山谷差が大きくなっている。これは温度計から遠く、かつ冷却の強いゾーンで強く表面温度の補正したためである。このように式(20)のケースと比べ、調整の自由度が向上したことがわかる。これにより、更に実際に即した調整が可能となる。
次に、第3実施形態について図面を参照して説明する。なお、上記第2実施形態と同様な構成には同一の符号を付して説明する。
本実施形態の基本構成は、上記第2実施形態と同様である。
ただし、鋳片長手方向に沿って上記計測位置を2箇所以上設定し、その各計測位置でそれぞれ鋳片幅方向の表面温度分布を計測すると共に、各計測位置毎に、上記熱伝達モデルで推定した推定温度と上記計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布の補正を繰り返し、補正する度に、凝固状態推定部本体20Baによる2次冷却計算を再度実施する。
本実施形態では、鋳片長手方向に沿って各計測位置を境界として区分し、計測位置を、上流側から第1の計測位置、第2の計測位置とした場合に、最上流から第1の計測位置までの計測区間、第1計測位位置から第2の計測位置までの計測区間・・のように、計測位置に基づき複数の計測区間に区分する。そして、各計測区間毎に熱伝達モデルの鋳造幅方向の熱流束分布を修正し、修正する毎にモデルを使用した計算をやり直す。
このとき、2つ目以降の計測区間では、直前の計測区間で求めた熱流束分布を初期値として使用する。
図16中のステップS10〜S50、S60は、上記第1実施形態(図8)におけるステップS10〜S50、S60と同じ処理を行う。なお、ステップS30では、温度計4aを採用し、温度計4aの計測位置を温度比較位置とする。
なお、本実施形態にあっては、補正係数diの変更は、温度計設置間毎に、鋳片長手方向で一律でされるものとする。
但し、ステップS110の計算における熱流束分布の初期値である補正係数di(i=1〜n)は、ステップS10〜ステップS50で補正した値とする。
また、ステップS110の計算において、第1の計測位置〜第2の計測位置までの計測区間に対し、ステップS150で調整した補正係数di(i=1〜n)を反映する。
すなわち、ステップS110の計算においては、第1の計測位置までの範囲においては、補正係数diとしてステップS50で求めた値を使用し、第1の計測位置〜第2の計測位置までの計測区間に対し、ステップS150で調整した補正係数di(i=n)を使用する。
第1の計測位置(温度計4aの位置)までに対して、本実施形態を採用した場合の作用については、上記第1実施形態と同様である(図10〜図12を参照)。
また、図17は、ステップS10〜50の処理による、温度計4aの計測位置に基づく補正後の温度計4aの計測位置における、スライス断面温度分布の例である。
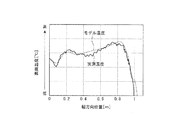
この図18に示すスライス断面温度分布に基づいて計算した温度計4bの計測位置での幅方向表面温度と、温度計4bの計測位置における実測温度とを比較すると、図18に示すような結果となる。この図18のように、温度計4aの計測位置で幅方向温度分布を補正した場合でも若干のずれが生じている場合がある。
このずれを解消するため、前述温度計4aの計測結果に基づく補正と同様に、温度計4a〜4bの計測位置間の区間内における幅方向の熱伝達係数の倍率(補正係数diの値)を温度計4bの計測結果に基づき修正することで、温度計4bの計測位置においては、図19に示すような表面温度の計算結果を得ることが出来る。
この図20,図21は、縦軸が鋳型2からの長手方向距離、横軸が幅方向位置で凝固完了位置を示している。ここでは、2箇所の温度計値を用いて2度のモデル温度補正を行うことで、計算温度が上昇し、その結果、最終凝固位置も機端側に伸びる結果となっている。このように、2箇所の表面温度計測位置での計算結果と実測値が一致するならば、スラブ内部の温度状態によって決まる最終凝固位置・形状の推定値の精度確保が期待できる。また温度計を3箇所以上設置して同様の手法を適用することにより更なる精度向上も期待できる。
これに対し、本実施形態にあっては、以上の不都合を低減若しくは解消することが可能となる。
なお、以上の考えからすると、複数のゾーン毎に2次冷却制御が異なる場合には、その境界値位置に温度計を設置して、上記補正を実施することが好ましい。
その他の構成等については上記第2実施形態と同様である。
5 鋳片
20 連鋳制御部
20A 次冷却制御部
20B 凝固状態推定部
20Ba 凝固状態推定部本体
20Bb 熱流束分布補正部
di 補正係数
h 熱伝達係数
Claims (10)
- 鋳型に注入された溶鋼を、引き抜きながら2次冷却を行うことで凝固させて連続して鋳片を製造する連続鋳造における上記鋳片の凝固状態を、少なくとも上記2次冷却の冷却条件に基づく熱流束を使用した熱伝達モデルによって推定する凝固状態推定装置であって、
鋳片の引き抜き方向である鋳片長手方向の予め設定した計測位置で、鋳片幅方向の温度分布を計測する温度分布計測手段と、
上記熱伝達モデルで推定した上記計測位置での推定温度と、上記温度分布計測手段で計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布を補正する熱流束分布補正手段と、
を備えることを特徴とする鋳片の凝固状態推定装置。 - 鋳片長手方向に沿った2箇所以上の位置に計測位置を設定すると共に、各計測位置の鋳片幅方向の温度分布をそれぞれ温度分布計測手段で計測し、
上記熱流束分布補正手段は、各計測位置毎に、対応する計測位置における上記熱伝達モデルで推定した推定温度と上記温度分布計測手段で計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布の補正を繰り返すことを特徴とする請求項1に記載した鋳片の凝固状態推定装置。 - 上記2次冷却は、複数の冷却ゾーンによって実施され、
上記熱流束分布補正手段は、上記熱流束分布を補正するための熱流束分布の補正係数を上記各冷却ゾーン毎に個別に設定することを特徴とする請求項1又は請求項2に記載した鋳片の凝固状態推定装置。 - 請求項1〜請求項3のいずれか1項に記載した凝固状態推定装置が推定した凝固状態に基づき、2次冷却条件、軽圧下条件、鋳造速度、鋳型電磁攪拌強度の少なくとも一つを操作することを特徴とする連続鋳造装置。
- 連続鋳造機の操業条件を用いて凝固状態を推定計算し、最終凝固位置および形状を予測する連続鋳造の最終凝固予測方法において、
鋳片幅方向の表面温度分布を計測し、この計測された表面温度実測値と上記凝固状態推定計算結果の上記表面温度分布計測位置における表面温度推定値との誤差が最小となるように、鋳片断面温度分布の計算値を修正し再推定計算することにより、最終凝固位置および形状の予測精度を向上させることを特徴とする連続鋳造の最終凝固予測方法。 - 鋳片断面温度分布の計算値を修正し再推定計算するにあたっては、
上記表面温度分布計測位置より上流で、かつ最終凝固位置より上流である位置を定め、該定めた上流位置での断面の温度分布を最適化手法を用い修正し、該修正された上流位置での断面の温度分布を用いて再推定計算することを特徴とする請求項5に記載した連続鋳造の最終凝固予測方法。 - 鋳型に注入された溶鋼を、引き抜きながら2次冷却を行うことで凝固させて連続して鋳片を製造する連続鋳造における、上記鋳片の凝固状態を推定する凝固状態推定方法であって、
少なくとも上記2次冷却の冷却条件に基づく熱流束を使用した熱伝達モデルによって上記鋳片の凝固状態を推定すると共に、鋳片長手方向における予め設定した計測位置での鋳片幅方向の温度分布を計測し、
上記計測位置における上記熱伝達モデルで推定した推定温度と上記計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布を補正することで、上記熱伝達モデルの出力を修正することを特徴とする鋳片の凝固状態推定方法。 - 鋳片長手方向に沿って上記計測位置を2箇所以上設定し、その各計測位置でそれぞれ鋳片幅方向の温度分布を計測すると共に、各計測位置毎に、上記熱伝達モデルで推定した推定温度と上記計測した鋳片幅方向の温度分布とが一致するように、上記熱流束の鋳片幅方向の熱流束分布の補正を繰り返すことを特徴とする請求項7に記載した鋳片の凝固状態推定方法。
- 上記2次冷却は、複数の冷却ゾーンによって実施され、
上記熱流束分布を補正するための熱流束分布の補正係数を上記各冷却ゾーン毎に個別に設定することを特徴とする請求項7又は請求項8に記載した鋳片の凝固状態推定方法。 - 請求項7〜請求項9のいずれか1項に記載した凝固状態推定方法で推定した凝固状態に基づき、2次冷却条件、軽圧下条件、鋳造速度、鋳型電磁攪拌強度の少なくとも一つを操作することを特徴とする連続鋳造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012034409A JP5953801B2 (ja) | 2011-02-21 | 2012-02-20 | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 |
| PCT/JP2012/065059 WO2013125058A1 (ja) | 2012-02-20 | 2012-06-06 | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 |
| KR1020147023412A KR20140116950A (ko) | 2012-02-20 | 2012-06-06 | 주편의 응고 상태 추정 장치 및 추정 방법, 연속 주조 장치 및 연속 주조 방법, 최종 응고 예측 방법 |
| CN201280070245.0A CN104136146B (zh) | 2012-02-20 | 2012-06-06 | 铸片的凝固状态推定装置及推定方法、连铸装置及连铸方法、以及最终凝固预测方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034991 | 2011-02-21 | ||
| JP2011034991 | 2011-02-21 | ||
| JP2011035588 | 2011-02-22 | ||
| JP2011035588 | 2011-02-22 | ||
| JP2012034409A JP5953801B2 (ja) | 2011-02-21 | 2012-02-20 | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012187636A true JP2012187636A (ja) | 2012-10-04 |
| JP5953801B2 JP5953801B2 (ja) | 2016-07-20 |
Family
ID=47081379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012034409A Active JP5953801B2 (ja) | 2011-02-21 | 2012-02-20 | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5953801B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103433448A (zh) * | 2013-08-14 | 2013-12-11 | 东北大学 | 基于渣膜与气隙动态分布的连铸结晶器热流密度确定方法 |
| JP2014233734A (ja) * | 2013-05-31 | 2014-12-15 | Jfeスチール株式会社 | 連続鋳造鋳片の最終凝固位置推定方法および装置、ならびに連続鋳造鋳片の製造方法 |
| JP2016055304A (ja) * | 2014-09-08 | 2016-04-21 | 新日鐵住金株式会社 | 連続鋳造機で鋳造されている鋳片の状態推定方法および推定装置 |
| KR20160073680A (ko) * | 2014-12-17 | 2016-06-27 | 주식회사 포스코 | 응고물 예지 장치 및 이를 이용한 응고물 예지 방법 |
| CN106536088A (zh) * | 2014-07-16 | 2017-03-22 | 新日铁住金株式会社 | 连续铸造机的二次冷却控制方法以及二次冷却控制装置 |
| JP2018128431A (ja) * | 2017-02-10 | 2018-08-16 | パナソニックIpマネジメント株式会社 | 応力測定システムおよび応力測定方法 |
| KR20190026491A (ko) * | 2017-09-05 | 2019-03-13 | 에스케이이노베이션 주식회사 | 전지 성능 추정 장치 및 방법 |
| CN109332627B (zh) * | 2018-10-22 | 2021-03-23 | 中冶连铸技术工程有限责任公司 | 连铸异型坯在线热状态的跟踪方法 |
| KR20220054390A (ko) * | 2019-10-03 | 2022-05-02 | 제이에프이 스틸 가부시키가이샤 | 주형내 응고 셸 두께 추정 장치, 주형내 응고 셸 두께 추정 방법 및 강의 연속 주조 방법 |
| JP7560733B2 (ja) | 2021-02-08 | 2024-10-03 | 日本製鉄株式会社 | 推定装置、方法及びプログラム、並びに連続鋳造制御装置及び方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6174763A (ja) * | 1984-09-17 | 1986-04-17 | Sumitomo Heavy Ind Ltd | 連続鋳造機における鋳片の表面温度制御方法 |
| JPH01241362A (ja) * | 1988-03-22 | 1989-09-26 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面温度制御方法 |
| JPH04220150A (ja) * | 1990-01-31 | 1992-08-11 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面温度制御方法 |
| JPH10291060A (ja) * | 1997-04-19 | 1998-11-04 | Ebisu:Kk | 連続鋳造システム |
| JPH10325714A (ja) * | 1997-05-23 | 1998-12-08 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の未凝固部形状の検出方法および装置 |
-
2012
- 2012-02-20 JP JP2012034409A patent/JP5953801B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6174763A (ja) * | 1984-09-17 | 1986-04-17 | Sumitomo Heavy Ind Ltd | 連続鋳造機における鋳片の表面温度制御方法 |
| JPH01241362A (ja) * | 1988-03-22 | 1989-09-26 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面温度制御方法 |
| JPH04220150A (ja) * | 1990-01-31 | 1992-08-11 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の表面温度制御方法 |
| JPH10291060A (ja) * | 1997-04-19 | 1998-11-04 | Ebisu:Kk | 連続鋳造システム |
| JPH10325714A (ja) * | 1997-05-23 | 1998-12-08 | Sumitomo Metal Ind Ltd | 連続鋳造鋳片の未凝固部形状の検出方法および装置 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014233734A (ja) * | 2013-05-31 | 2014-12-15 | Jfeスチール株式会社 | 連続鋳造鋳片の最終凝固位置推定方法および装置、ならびに連続鋳造鋳片の製造方法 |
| CN103433448A (zh) * | 2013-08-14 | 2013-12-11 | 东北大学 | 基于渣膜与气隙动态分布的连铸结晶器热流密度确定方法 |
| CN106536088A (zh) * | 2014-07-16 | 2017-03-22 | 新日铁住金株式会社 | 连续铸造机的二次冷却控制方法以及二次冷却控制装置 |
| JP2016055304A (ja) * | 2014-09-08 | 2016-04-21 | 新日鐵住金株式会社 | 連続鋳造機で鋳造されている鋳片の状態推定方法および推定装置 |
| KR20160073680A (ko) * | 2014-12-17 | 2016-06-27 | 주식회사 포스코 | 응고물 예지 장치 및 이를 이용한 응고물 예지 방법 |
| KR101703041B1 (ko) * | 2014-12-17 | 2017-02-06 | 주식회사 포스코 | 응고물 예지 장치 및 이를 이용한 응고물 예지 방법 |
| JP2018128431A (ja) * | 2017-02-10 | 2018-08-16 | パナソニックIpマネジメント株式会社 | 応力測定システムおよび応力測定方法 |
| WO2018146857A1 (ja) * | 2017-02-10 | 2018-08-16 | パナソニックIpマネジメント株式会社 | 応力の測定方法、応力測定装置および応力測定システム |
| KR20190026491A (ko) * | 2017-09-05 | 2019-03-13 | 에스케이이노베이션 주식회사 | 전지 성능 추정 장치 및 방법 |
| KR102472161B1 (ko) * | 2017-09-05 | 2022-11-28 | 에스케이온 주식회사 | 이차 전지 성능 추정 장치 및 방법 |
| CN109332627B (zh) * | 2018-10-22 | 2021-03-23 | 中冶连铸技术工程有限责任公司 | 连铸异型坯在线热状态的跟踪方法 |
| KR20220054390A (ko) * | 2019-10-03 | 2022-05-02 | 제이에프이 스틸 가부시키가이샤 | 주형내 응고 셸 두께 추정 장치, 주형내 응고 셸 두께 추정 방법 및 강의 연속 주조 방법 |
| KR102606935B1 (ko) | 2019-10-03 | 2023-11-29 | 제이에프이 스틸 가부시키가이샤 | 주형내 응고 셸 두께 추정 장치, 주형내 응고 셸 두께 추정 방법 및 강의 연속 주조 방법 |
| JP7560733B2 (ja) | 2021-02-08 | 2024-10-03 | 日本製鉄株式会社 | 推定装置、方法及びプログラム、並びに連続鋳造制御装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5953801B2 (ja) | 2016-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5953801B2 (ja) | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 | |
| KR101903298B1 (ko) | 연속 주조기의 2차 냉각 제어 방법 및 2차 냉각 제어 장치 | |
| JP5812113B2 (ja) | 連続鋳造における鋳片の凝固完了状態推定方法、及び連続鋳造方法 | |
| JP5949315B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP5757296B2 (ja) | 連続鋳造機の2次冷却制御方法及び2次冷却制御装置 | |
| KR101709623B1 (ko) | 응고 완료 위치 제어 방법 및 응고 완료 위치 제어 장치 | |
| JP5776642B2 (ja) | 連続鋳造機の二次冷却方法及び二次冷却装置 | |
| JP5949316B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP5954043B2 (ja) | 連続鋳造鋳片の品質判定方法及び鋼の連続鋳造方法 | |
| US20220333921A1 (en) | In-mold solidified shell thickness estimation apparatus, in-mold solidified shell thickness estimation method, and continuous steel casting method | |
| JP6167856B2 (ja) | 連続鋳造機、連続鋳造機の2次冷却制御方法および2次冷却制御装置 | |
| WO2013125058A1 (ja) | 鋳片の凝固状態推定装置及び推定方法、連続鋳造装置及び連続鋳造方法、最終凝固予測方法 | |
| JP5906992B2 (ja) | 鋳片の凝固状態推定方法及び連続鋳造方法 | |
| JP5493993B2 (ja) | 厚鋼板の冷却制御装置、冷却制御方法、及び、製造方法 | |
| JP5954044B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP2021045776A (ja) | 鋳造スラブの切断長さ制御方法、鋳造スラブの切断長さ制御装置、および鋳造スラブの製造方法 | |
| JP5958036B2 (ja) | 鋳片の凝固状態推定装置及び連続鋳造方法 | |
| WO2021065342A1 (ja) | 鋳型内凝固シェル厚推定装置、鋳型内凝固シェル厚推定方法、及び鋼の連続鋳造方法 | |
| JP5939002B2 (ja) | 凝固状態推定装置および凝固状態推定方法ならびに鋼の連続鋳造方法 | |
| JP5768700B2 (ja) | 鋳片温度推定方法及び鋳片温度推定装置 | |
| JP2015150616A (ja) | 連続鋳造機の制御装置及び制御方法 | |
| JP2006068747A (ja) | 連続鋳造鋳型内におけるバルジング性湯面変動の防止方法 | |
| CN113423521A (zh) | 连续铸造机的控制方法、连续铸造机的控制装置及铸片的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160517 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5953801 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |