JP2012184377A - 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 - Google Patents
炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 Download PDFInfo
- Publication number
- JP2012184377A JP2012184377A JP2011050058A JP2011050058A JP2012184377A JP 2012184377 A JP2012184377 A JP 2012184377A JP 2011050058 A JP2011050058 A JP 2011050058A JP 2011050058 A JP2011050058 A JP 2011050058A JP 2012184377 A JP2012184377 A JP 2012184377A
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- resin
- fiber bundle
- polyimine
- modified polyolefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】ポリオレフィン系樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現することができる炭素繊維束の提供。
【解決手段】ポリイミン樹脂と変性ポリオレフィン系樹脂を含む剤でサイジング処理された炭素繊維束で、ポリイミン樹脂と変性ポリオレフィン系樹脂のそれぞれの一部が、ポリイミン樹脂が化学的な相互作用により炭素繊維表面に付着を有し、さらにポリイミン樹脂と変性ポリオレフィン系樹脂が化学的な相互作用を介して結びつけられた状態で炭素繊維表面に存在をしている、炭素繊維束。
【選択図】図1
【解決手段】ポリイミン樹脂と変性ポリオレフィン系樹脂を含む剤でサイジング処理された炭素繊維束で、ポリイミン樹脂と変性ポリオレフィン系樹脂のそれぞれの一部が、ポリイミン樹脂が化学的な相互作用により炭素繊維表面に付着を有し、さらにポリイミン樹脂と変性ポリオレフィン系樹脂が化学的な相互作用を介して結びつけられた状態で炭素繊維表面に存在をしている、炭素繊維束。
【選択図】図1
Description
本発明は、熱可塑性樹脂の補強材として用いられる炭素繊維束及びその製造方法に関するものである。また、炭素繊維束を用いた熱可塑性樹脂組成物及びその製造方法に関するものである。
炭素繊維束とは、炭素からなる単繊維が複数まとまった形態をなしているものであり、熱可塑性樹脂等の補強材として用いられるものである。熱可塑性樹脂の補強材として用いられる場合、炭素繊維束は、3〜15mm長に切断されたチョップの形態や、長繊維ペレットの形態、あるいは、引き揃えたり織物にしたりして熱可塑性樹脂を含浸させたシート材料の形態などで供される。炭素繊維束のチョップと熱可塑性樹脂とを混練したペレットを製造するに当たっては、炭素繊維束が定量的に押出機内に供されることが必要であるが、そのためには炭素繊維束の形態安定性が重要である。
長繊維ペレットやシート材料を製造するに当たっては、炭素繊維束は連続繊維の形態で、製造工程に投入されることになる。この場合、炭素繊維束には毛羽やフライが発生し易く、また、バラケ易く、その取扱いが難しい。炭素繊維束を織物にして使用する場合もあり、炭素繊維束の製織性や製織後の織布の取扱い性なども重要な特性となっている。
以上のような理由により、炭素繊維束の取扱い性や、炭素繊維束を配合した材料の物性を向上させることを目的に、マトリックス樹脂に適合性のあるサイジング剤を、例えば0.2〜5質量%程度表面に付与するサイジング処理により収束された炭素繊維束が、一般的に用いられている。ここで、マトリックス樹脂として用いられる熱可塑性樹脂としては、ポリカーボネート樹脂、ナイロン樹脂、ポリエステル樹脂などがよく用いられるが、最近、リサイクル性、経済性の面からポリオレフィン系樹脂が用いられるケースが増えてきている。特にポリプロピレン樹脂は、近年注目されている樹脂である。
しかしながらポリオレフィン系樹脂は、基本的に極性基を持たず、炭素繊維やガラス繊維との界面接着性が非常に悪く、補強材としての機械特性の向上効果が十分に発現しないことが多い。そのため、特開平6−107442号公報(特許文献1)にあるように、酸変性ポリプロピレンを必須成分とするサイジング剤で炭素繊維やガラス繊維などをサイジング処理することで界面接着性を改善する方法が知られている。
一方、熱可塑性樹脂用炭素繊維束として、特開平3−65311号公報(特許文献2)にポリイミン樹脂をサイジング剤として用いる方法が記載されている。
しかしながら、特許文献1に記載された方法ではポリオレフィン系樹脂との比較的良好な界面接着性を実現するが、炭素繊維との界面接着性は十分ではなかった。また特許文献2に記載されたポリイミン樹脂が付与された炭素繊維は、極性基を持つ熱可塑性樹脂には好適であるが、極性基を持たないポリオレフィン系樹脂との界面接着性は低いものであった。そこで、本発明はかかる事情に鑑みてなされたものであり、ポリオレフィン系樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現できる炭素繊維束を提供することを目的とする。
本発明の第1の要旨は、ポリイミン樹脂と変性ポリオレフィン系樹脂とを含む剤でサイジング処理された炭素繊維束で、ポリイミン樹脂と変性ポリオレフィン系樹脂のそれぞれの一部が、ポリイミン樹脂が化学的な相互作用により炭素繊維表面に付着を有し、さらにポリイミン樹脂と変性ポリオレフィン系樹脂が化学的な相互作用を介して結びつけられた状態で炭素繊維表面に存在をしている炭素繊維束にある。
本発明の第2の要旨は、炭素繊維束にポリイミン樹脂を付与した後に、変性ポリオレフィン系樹脂を付与する、炭素繊維束の製造方法にある。
本発明の第3の要旨は、前記炭素繊維束を3〜70質量%含有する熱可塑性樹脂組成物にある。
本発明の第4の要旨は、炭素繊維束に、前記ポリイミン樹脂を付与した後に、変性ポリプロピレン系樹脂を付与し、さらに熱可塑性樹脂と混合する熱可塑性樹脂組成物の製造方法にある。
本発明の第5の要旨は、前記熱可塑性樹脂組成物を成型してなる成型品にある。
本発明により製造された炭素繊維束によれば、ポリオレフィン系樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現することができる。
(ポリイミン樹脂(PEI))
本発明において用いるポリイミン樹脂は、室温で炭素繊維表面に安定して存在する為に、分子量が300から10万のもので、室温で液状、または固体状のものが好ましい。このようなポリイミン樹脂としては、例えば、ポリエチレンイミン、ポリプロピレンイミン、ポリブチレンイミン、1,1―ジメチルエチレンイミン、1,1−ジメチル−2−メチルエチレンイミン、1,1−ジメチル−2−プロピルエチレンイミン、N−アセチルポリエチレンイミン、N−プロピオニルポリエチレンイミン、N−ブチリルポリエチレンイミン、N−バレリルポリエチレンイミン、N−ヘキサノイルポリエチレンイミン、N−ステアロイルポリエチレンイミン、ポリベンズアルドイミン等のポリアミン及びその誘導体、及びそれらの混合物、あるいは変性、共重合されたポリイミン樹脂などがあげられる。特に好ましくはポリエチレンイミン、N−プロピオニルポリエチレンイミンがあげられる。
本発明において用いるポリイミン樹脂は、室温で炭素繊維表面に安定して存在する為に、分子量が300から10万のもので、室温で液状、または固体状のものが好ましい。このようなポリイミン樹脂としては、例えば、ポリエチレンイミン、ポリプロピレンイミン、ポリブチレンイミン、1,1―ジメチルエチレンイミン、1,1−ジメチル−2−メチルエチレンイミン、1,1−ジメチル−2−プロピルエチレンイミン、N−アセチルポリエチレンイミン、N−プロピオニルポリエチレンイミン、N−ブチリルポリエチレンイミン、N−バレリルポリエチレンイミン、N−ヘキサノイルポリエチレンイミン、N−ステアロイルポリエチレンイミン、ポリベンズアルドイミン等のポリアミン及びその誘導体、及びそれらの混合物、あるいは変性、共重合されたポリイミン樹脂などがあげられる。特に好ましくはポリエチレンイミン、N−プロピオニルポリエチレンイミンがあげられる。
(変性ポリプロピレン系樹脂(変性PP))
また、本発明において用いる変性オレフィン樹脂は、ポリエチレン、ポリプロピレン、ポリブテン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体等を主鎖とし、これらの主鎖が0.1〜20質量%の不飽和カルボン酸類で変性された共重合体が好ましい。不飽和カルボン酸モノマー単位の割合が0.1質量%未満では炭素繊維束の熱可塑性樹脂マトリックスへの接着性が低下する傾向がある。また、20質量%を超えると、変性ポリオレフィン系樹脂中のポリオレフィン含量が相対的に減少するため炭素繊維とマトリックス樹脂との接着性が低下する傾向がある。
また、本発明において用いる変性オレフィン樹脂は、ポリエチレン、ポリプロピレン、ポリブテン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体等を主鎖とし、これらの主鎖が0.1〜20質量%の不飽和カルボン酸類で変性された共重合体が好ましい。不飽和カルボン酸モノマー単位の割合が0.1質量%未満では炭素繊維束の熱可塑性樹脂マトリックスへの接着性が低下する傾向がある。また、20質量%を超えると、変性ポリオレフィン系樹脂中のポリオレフィン含量が相対的に減少するため炭素繊維とマトリックス樹脂との接着性が低下する傾向がある。
変性に用いる不飽和カルボン酸としては、不飽和モノカルボン酸、不飽和ジカルボン酸、及びこれらのエステルや酸無水物等の誘導体が使用できる。具体的には、マレイン酸、無水マレイン酸、フマル酸、イタコン酸、アクリル酸、メタクリル酸、メタクリル酸メチル、グリシジルメタクリレート等を挙げることができる。
変性ポリオレフィン系樹脂の重量平均分子量は3,000〜130,000が好ましく、5,000〜120,000がより好ましい。重量平均分子量が3,000より小さいと、炭素繊維と熱可塑性樹脂マトリックスとの接着性や、炭素繊維束自身の集束性が劣るものとなる傾向がある。また、130,000より大きいと水分散液を用いてサイジング剤を付与する場合に乳化が困難となり、乳化できる場合であっても分散液中の粒子径が大きく不安定となりやすい。
(化学結合(炭素繊維とPEI、PEIとPP))
上記のようなポリイミン樹脂が炭素繊維表面の官能基と化学結合(分子間力・水素結合・配位結合・共有結合)を有し、また、ポリイミン樹脂が上記のような変性ポリオレフィン系樹脂の極性基とも化学結合するカップリング効果と、変性ポリオレフィン系樹脂の持つ熱可塑性樹脂に対する接着性によって、本発明の炭素繊維束は熱可塑性樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現する。
上記のようなポリイミン樹脂が炭素繊維表面の官能基と化学結合(分子間力・水素結合・配位結合・共有結合)を有し、また、ポリイミン樹脂が上記のような変性ポリオレフィン系樹脂の極性基とも化学結合するカップリング効果と、変性ポリオレフィン系樹脂の持つ熱可塑性樹脂に対する接着性によって、本発明の炭素繊維束は熱可塑性樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現する。
(炭素繊維束(付着量))
本発明に用いる炭素繊維束は特に限定されない。通常の炭素繊維は、平均直径5〜15μm程度の単繊維が1000〜60000本程度まとまった形態をなしている。炭素繊維束を構成する単繊維は、アクリロニトリル重合体(PAN)や、石油、石炭から得られるピッチ、レイヨン、リグニン等を繊維化し炭素化することで得られる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。このような炭素繊維束として、例えば、三菱レイヨン社製のTR50S、TR30S、TRH50、TR40、MR60H(以上、商品名)などが挙げられる。
本発明に用いる炭素繊維束は特に限定されない。通常の炭素繊維は、平均直径5〜15μm程度の単繊維が1000〜60000本程度まとまった形態をなしている。炭素繊維束を構成する単繊維は、アクリロニトリル重合体(PAN)や、石油、石炭から得られるピッチ、レイヨン、リグニン等を繊維化し炭素化することで得られる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。このような炭素繊維束として、例えば、三菱レイヨン社製のTR50S、TR30S、TRH50、TR40、MR60H(以上、商品名)などが挙げられる。
サイジング剤でサイジング処理される前の炭素繊維束は、炭素化処理後のもの、電解酸化処理して表面に酸素含有官能基を導入したものや、あらかじめ他のサイジング剤が付与された状態のものいずれも使用できる。
炭素繊維束へのポリイミン樹脂及び変性ポリプロピレン系樹脂の付与量は、目的とする複合材料の成形法や用途等によっても異なるが、炭素繊維に対してポリイミン樹脂と変性ポリオレフィン系樹脂との合計で0.2〜5質量%とすることが好ましく、0.3〜4質量%とすることがより好ましい。付与量が0.2質量%未満では炭素繊維束の集束性が不足し、成型加工時の工程通過性に劣る傾向がある。一方、5質量%を超えると、炭素繊維束の集束性が過剰になり、この場合も成型加工時の工程通過性に劣る傾向となる。
また、炭素繊維束へのポリイミン樹脂の付与量は0.1〜2質量%とすることが好ましい。付与量が0.1質量%未満では炭素繊維表面及び変性ポリオレフィン系樹脂と充分な接着性を発現せず、2質量%を超えてもポリイミン樹脂による接着性の向上の効果は期待できない。
炭素繊維束への変性ポリオレフィン系樹脂の付与量は、0.1質量%から、ポリイミン樹脂との合計の付与量で5質量%以下が好ましい。0.1質量%未満では、マトリクス樹脂との接着性を充分に発現しない。ポリイミン樹脂との合計の付与量で5質量%以下が好ましい理由は前述の通りである。
(付与(サイズ付着方法))
ポリイミン樹脂や変性ポリオレフィン系樹脂をサイジング剤としてサイジング処理する方法としては、サイジング剤を水溶液や水分散液あるいは溶液にし(以上を以後サイジング液とする)炭素繊維束を接触させる方法が挙げられる。具体的には、サイジング液にロールの一部を浸漬させ表面転写した後、このロールに炭素繊維束を接触させてサイジング液を付与するタッチロール方式、炭素繊維束を直接サイジング液中に浸漬させる浸漬方式があげられる。炭素繊維束へのサイジング剤の付与量の調節は、サイジング液の濃度調整や絞り量調整によって行うことができる。
ポリイミン樹脂や変性ポリオレフィン系樹脂をサイジング剤としてサイジング処理する方法としては、サイジング剤を水溶液や水分散液あるいは溶液にし(以上を以後サイジング液とする)炭素繊維束を接触させる方法が挙げられる。具体的には、サイジング液にロールの一部を浸漬させ表面転写した後、このロールに炭素繊維束を接触させてサイジング液を付与するタッチロール方式、炭素繊維束を直接サイジング液中に浸漬させる浸漬方式があげられる。炭素繊維束へのサイジング剤の付与量の調節は、サイジング液の濃度調整や絞り量調整によって行うことができる。
サイジング処理の後は、乾燥処理を行う。乾燥処理には、熱風式乾燥機、パネルヒーター乾燥機、マッフル炉、ロール式乾燥機などを用いることができる。加熱乾燥の方法としては、炭素繊維束を連続で上記乾燥機に通して行うこともでき、また管状のものに炭素繊維束を巻きつけ、これらを熱風乾燥機やパネル乾燥機にてバッチ処理を行うこともできる。好ましい方法は、均一な熱処理が可能な連続処理である。
(加熱処理、洗浄)
複数のサイジング剤を炭素繊維束に付与する方法としては、複数のサイジング剤を混合したサイジング液を用いてサイジング処理を行う方法、一つのサイジング剤を付与した炭素繊維束に次のサイジング剤を付与する方法等が挙げられる。本発明においては、炭素繊維の表面とポリイミン樹脂を接触させ、ポリイミン樹脂と変性ポリオレフィン系樹脂を接触させる事が出来ることから、ポリイミン樹脂を付与した炭素繊維束に、変性ポリオレフィン系樹脂を付与する方法が好ましい。
複数のサイジング剤を炭素繊維束に付与する方法としては、複数のサイジング剤を混合したサイジング液を用いてサイジング処理を行う方法、一つのサイジング剤を付与した炭素繊維束に次のサイジング剤を付与する方法等が挙げられる。本発明においては、炭素繊維の表面とポリイミン樹脂を接触させ、ポリイミン樹脂と変性ポリオレフィン系樹脂を接触させる事が出来ることから、ポリイミン樹脂を付与した炭素繊維束に、変性ポリオレフィン系樹脂を付与する方法が好ましい。
また、ポリイミン樹脂を付与した炭素繊維束に、変性ポリオレフィン系樹脂を付与する場合に、変性ポリオレフィン樹脂のサイジング液中にポリイミン樹脂が溶出する事がある。これを防止するために、ポリイミン樹脂を付与した炭素繊維束を加熱処理して炭素繊維表面にポリイミン樹脂を充分に結合させた後に、水で過剰なポリイミン樹脂を洗浄して、その後変性ポリオレフィン系樹脂を付与しても良い。
(熱可塑性樹脂組成物)
上記のようにして得た炭素繊維束は熱可塑性樹脂組成物の強化繊維として好適である。熱可塑性樹脂としては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられるが、特にポリプロピレン樹脂が好ましい。
上記のようにして得た炭素繊維束は熱可塑性樹脂組成物の強化繊維として好適である。熱可塑性樹脂としては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられるが、特にポリプロピレン樹脂が好ましい。
炭素繊維強化熱可塑性樹脂組成物における炭素繊維束の含有量は、炭素繊維束の形態や、複合材料の成型方法、用途等によって異なるが、コストパフォーマンスの観点から3〜70質量%の範囲が好ましく、5〜60質量%がより好ましい。
本発明の炭素繊維束を用いた炭素繊維強化熱可塑性樹脂組成物は、短繊維コンパウンド、長繊維ペレット、ランダムマット、バルクモールディングコンパウンド、一方向強化プリプレグ等の公知の形態で使用することが出来る。
(樹脂組成物の製造方法)
また、一般的に変性ポリオレフィン系樹脂が付与された炭素繊維束は、エポキシ樹脂等のサイジング剤が付与された炭素繊維束と比較して、炭素繊維束が硬くなりやすく、巻取りや巻出し時の取扱い性が劣る事がある。この問題を回避する為に、熱可塑性樹脂組成物の製造工程において、ポリイミン樹脂が付与された炭素繊維束に変性ポリプロピレン系樹脂を付与した後に、炭素繊維束の巻取りや巻出しをせずにマトリクス樹脂として用いる熱可塑性樹脂と混合しても良い。
また、一般的に変性ポリオレフィン系樹脂が付与された炭素繊維束は、エポキシ樹脂等のサイジング剤が付与された炭素繊維束と比較して、炭素繊維束が硬くなりやすく、巻取りや巻出し時の取扱い性が劣る事がある。この問題を回避する為に、熱可塑性樹脂組成物の製造工程において、ポリイミン樹脂が付与された炭素繊維束に変性ポリプロピレン系樹脂を付与した後に、炭素繊維束の巻取りや巻出しをせずにマトリクス樹脂として用いる熱可塑性樹脂と混合しても良い。
(成型品)
上記の炭素繊維強化熱可塑性樹脂組成物は、公知の成形法により成形することにより、任意の形状の成形品(炭素繊維強化複合成形品)を提供することができる。本発明の炭素繊維強化熱可塑性樹脂組成物を成形した成形品は、機械物性に優れると共に、生産性、経済性に優れる。
上記の炭素繊維強化熱可塑性樹脂組成物は、公知の成形法により成形することにより、任意の形状の成形品(炭素繊維強化複合成形品)を提供することができる。本発明の炭素繊維強化熱可塑性樹脂組成物を成形した成形品は、機械物性に優れると共に、生産性、経済性に優れる。
以下、本発明の炭素繊維束について、より具体的に実施例に基づいて説明するが、これは本発明の内容を限定するものではない。
(実施例1)
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L、フィラメント数15000本、ストランド強度5000MPa、ストランド弾性率242GPa)をポリエチレンイミン(純正化学株式会社製、分子量約1800)の0.5質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束(CF−A)を得た。
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L、フィラメント数15000本、ストランド強度5000MPa、ストランド弾性率242GPa)をポリエチレンイミン(純正化学株式会社製、分子量約1800)の0.5質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束(CF−A)を得た。
さらに、得られた炭素繊維束(CF−A)を無水マレイン酸変性1−プロピレン・1−ブテン共重合物エマルジョン(東洋紡績株式会社社製、製品名:ハードレンNZ−1005)の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、加熱ロールに接触させる事により140℃で10秒加熱乾燥し、炭素繊維束(CF−B)を得た。
<サイジング剤の付与量測定>
サイジング剤の付与された炭素繊維束を約2g採取し質量(W1)を測定した。その後、炭素繊維束を50リットル/分の窒素気流中、温度450℃に設定したマッフル炉(ヤマト科学株式会社製、製品名:FP410)に15分間静置し、サイジング剤を完全に熱分解させた。そして、20リットル/分の乾燥窒素気流中の容器に移し、15分間冷却した後の炭素繊維束を秤量(W2)して、次式よりサイジング剤付与量を求め、結果を表1に示した。
サイジング剤付与量(%)=(W1−W2)/W1×100 (i)
また、CF−Bに付与されているNZ−1005の付与量は、上記の方法で求めたサイジング剤付与量から、CF−Aのサイジング剤付与量を引いて算出した。
サイジング剤の付与された炭素繊維束を約2g採取し質量(W1)を測定した。その後、炭素繊維束を50リットル/分の窒素気流中、温度450℃に設定したマッフル炉(ヤマト科学株式会社製、製品名:FP410)に15分間静置し、サイジング剤を完全に熱分解させた。そして、20リットル/分の乾燥窒素気流中の容器に移し、15分間冷却した後の炭素繊維束を秤量(W2)して、次式よりサイジング剤付与量を求め、結果を表1に示した。
サイジング剤付与量(%)=(W1−W2)/W1×100 (i)
また、CF−Bに付与されているNZ−1005の付与量は、上記の方法で求めたサイジング剤付与量から、CF−Aのサイジング剤付与量を引いて算出した。
<炭素繊維強化熱可塑性樹脂組成物の作成・物性測定>
得られた炭素繊維束をロービングカッターで6mmの長さに切断して炭素繊維チョップドストランドを作製した。得られた炭素繊維チョップドストランド200gと十分に乾燥したポリプロピレン樹脂(日本ポリプロ株式会社製、製品名:MA3)を800gとの計1kgをドライブレンドしたものを押出機のホッパーに供給し、溶融混練してストランド状に押し出し、水中で冷却後切断して炭素繊維強化熱可塑性樹脂組成物ペレットを得た。
得られた炭素繊維束をロービングカッターで6mmの長さに切断して炭素繊維チョップドストランドを作製した。得られた炭素繊維チョップドストランド200gと十分に乾燥したポリプロピレン樹脂(日本ポリプロ株式会社製、製品名:MA3)を800gとの計1kgをドライブレンドしたものを押出機のホッパーに供給し、溶融混練してストランド状に押し出し、水中で冷却後切断して炭素繊維強化熱可塑性樹脂組成物ペレットを得た。
上記ペレットを乾燥させた後、射出成形機にて幅10mm、長さ80mm、厚さ4mmの短冊状テストピースを作製し、ISO178試験法により、三点曲げ試験を行い、曲げ強度及び曲げ弾性率を測定し、結果を表3に示した。
(実施例2〜5)
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)を表1に示す各種のポリエチレンイミン(全て純正化学株式会社製)の0.5質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)を表1に示す各種のポリエチレンイミン(全て純正化学株式会社製)の0.5質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。
さらに、得られた炭素繊維束を無水マレイン酸変性ポリプロピレンエマルジョン(吉村油化学社製、製品名:GF−101−N)の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を実施例1と同様に評価し、結果を表1、表3に示した。
(比較例1)
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)をNZ−1005の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
サイジング剤が付与されていない炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)をNZ−1005の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
(比較例2)
NZ−1005をGF−101−Nに変更した以外は比較例1と同様の炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
NZ−1005をGF−101−Nに変更した以外は比較例1と同様の炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
(比較例3)
実施例1のCF−Aを実施例1と同様に評価し、結果を表2、表3に示した。
実施例1のCF−Aを実施例1と同様に評価し、結果を表2、表3に示した。
(比較例4)
炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S12L、フィラメント数12000本、ストランド強度5000MPa、ストランド弾性率242GPa)に、エポキシ樹脂A(ジャパンエポキシレジン株式会社製、製品名:JER828)40質量部、エポキシ樹脂B(ジャパンエポキシレジン株式会社製、製品名:JER1001)40質量部、ノニオン系界面活性剤20質量部の混合物(サイジング剤−C)が1.2質量%付与されている炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S12L、フィラメント数12000本、ストランド強度5000MPa、ストランド弾性率242GPa)に、エポキシ樹脂A(ジャパンエポキシレジン株式会社製、製品名:JER828)40質量部、エポキシ樹脂B(ジャパンエポキシレジン株式会社製、製品名:JER1001)40質量部、ノニオン系界面活性剤20質量部の混合物(サイジング剤−C)が1.2質量%付与されている炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
(比較例5)
炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)に、サイジング剤−Cが0.4質量%付与されている炭素繊維束をNZ−1005の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
炭素繊維束(三菱レイヨン社製、製品名:パイロフィルTR50S15L)に、サイジング剤−Cが0.4質量%付与されている炭素繊維束をNZ−1005の6.0質量%水溶液中に浸漬させ、ニップロールを通過させた後に、140℃に過熱した加熱ロールに10秒間接触させる事により乾燥し、炭素繊維束を得た。得られた炭素繊維束を実施例1と同様に評価し、結果を表2、表3に示した。
(実施例6)
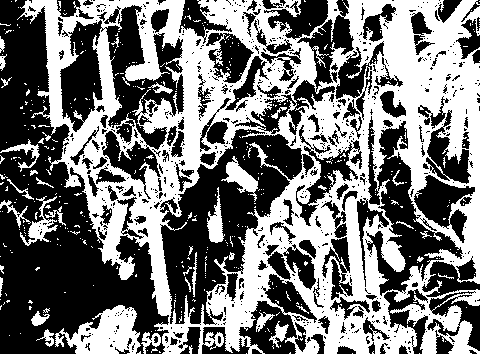
実施例1の曲げ試験後のテストピースについて、テストピースの破断面を走査型電子顕微鏡で観察した。
実施例1の曲げ試験後のテストピースについて、テストピースの破断面を走査型電子顕微鏡で観察した。
(比較例6)
比較例1の曲げ試験後のテストピースについて、テストピースの破断面を走査型電子顕微鏡で観察した。
比較例1の曲げ試験後のテストピースについて、テストピースの破断面を走査型電子顕微鏡で観察した。
以上の電子顕微鏡観察の結果を図1、2に示した。実施例6の炭素繊維の表面には樹脂が付着しているのにたいして、比較例6の炭素繊維の表面には樹脂が付着していないので、本発明の炭素繊維束は良好な界面接着性を有していることが分かった。
Claims (9)
- ポリイミン樹脂と変性ポリオレフィン系樹脂を含む剤でサイジング処理された炭素繊維束で、ポリイミン樹脂と変性ポリオレフィン系樹脂のそれぞれの一部が、ポリイミン樹脂が化学的な相互作用により炭素繊維表面に付着を有し、さらにポリイミン樹脂と変性ポリオレフィン系樹脂が化学的な相互作用を介して結びつけられた状態で炭素繊維表面に存在している、炭素繊維束。
- 変性ポリオレフィン系樹脂が、ポリプロピレン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体から選ばれる少なくとも1種を、不飽和カルボン酸類で変性したものである、請求項1に記載の炭素繊維束。
- 炭素繊維束にポリイミン樹脂を付与した後に、変性ポリオレフィン系樹脂を付与する、炭素繊維束の製造方法。
- ポリイミン樹脂を付与した後に、加熱処理を行い、水で洗浄した炭素繊維束に、変性ポリオレフィン系樹脂を付与する炭素繊維束の製造方法。
- 請求項1に記載の炭素繊維束を3〜70質量%含有する炭素繊維強化熱可塑性樹脂組成物。
- 前記熱可塑性樹脂がポリプロピレン樹脂である、請求項5に記載の炭素繊維強化熱可塑性樹脂組成物。
- 炭素繊維束にポリイミン樹脂を付与した後に、変性ポリオレフィン系樹脂を付与し、その後、熱可塑性樹脂と混合する炭素繊維強化熱可塑性樹脂組成物の製造方法。
- 前記熱可塑性樹脂が無変性のポリプロピレン系樹脂である請求項7に記載の炭素繊維強化熱可塑性樹脂組成物の製造方法
- 請求項5に記載の樹脂組成物を成型してなる成型品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050058A JP2012184377A (ja) | 2011-03-08 | 2011-03-08 | 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050058A JP2012184377A (ja) | 2011-03-08 | 2011-03-08 | 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012184377A true JP2012184377A (ja) | 2012-09-27 |
Family
ID=47014724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011050058A Withdrawn JP2012184377A (ja) | 2011-03-08 | 2011-03-08 | 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012184377A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180101996A (ko) | 2015-01-16 | 2018-09-14 | 미쓰이 가가쿠 가부시키가이샤 | 강화 섬유속 및 그것을 이용한 탄소 섬유 강화 열가소성 수지 성형체, 및 강화 섬유속의 제조 방법 |
| CN114316431A (zh) * | 2021-12-24 | 2022-04-12 | 重庆会通科技有限公司 | 一种高强度易喷漆聚丙烯复合材料及其制备方法 |
-
2011
- 2011-03-08 JP JP2011050058A patent/JP2012184377A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180101996A (ko) | 2015-01-16 | 2018-09-14 | 미쓰이 가가쿠 가부시키가이샤 | 강화 섬유속 및 그것을 이용한 탄소 섬유 강화 열가소성 수지 성형체, 및 강화 섬유속의 제조 방법 |
| TWI703246B (zh) * | 2015-01-16 | 2020-09-01 | 日商三井化學股份有限公司 | 強化纖維束及使用其之碳纖維強化熱可塑性樹脂成形體,暨強化纖維束之製造方法 |
| CN114316431A (zh) * | 2021-12-24 | 2022-04-12 | 重庆会通科技有限公司 | 一种高强度易喷漆聚丙烯复合材料及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101965470B1 (ko) | 탄소섬유 다발 및 그 제조 방법 | |
| Rong et al. | Comparison of chemical vapor deposition and chemical grafting for improving the mechanical properties of carbon fiber/epoxy composites with multi-wall carbon nanotubes | |
| KR101837219B1 (ko) | 탄소섬유다발 및 그 제조 방법, 및 그로부터의 성형품 | |
| WO2010074108A1 (ja) | 成形材料および樹脂付着強化繊維束 | |
| KR101288676B1 (ko) | 섬유 처리용 수분산체 | |
| JPWO2019049816A1 (ja) | 繊維強化熱可塑性樹脂成形品 | |
| JP5021066B2 (ja) | 被熱処理炭素長繊維強化樹脂ペレットの製造方法 | |
| US9732195B2 (en) | Reinforcing carbon fiber bundle, method for manufacturing the same and method for manufacturing composite using the same | |
| JP5933226B2 (ja) | 炭素繊維束 | |
| JPWO2008056646A1 (ja) | 有機繊維強化複合樹脂組成物および有機繊維強化複合樹脂成形品 | |
| JP2006291377A (ja) | 熱可塑性樹脂強化用炭素繊維ストランド | |
| JP2013204187A (ja) | 繊維強化プラスチック成型用基材 | |
| JP6154127B2 (ja) | 補強用炭素繊維束の製造方法およびそれを用いた炭素繊維複合材料の製造方法 | |
| JPWO2018101022A1 (ja) | 繊維強化樹脂用組成物及びその製造方法、繊維強化樹脂、並びに成形体 | |
| JP4361401B2 (ja) | 炭素繊維、炭素繊維強化熱可塑性樹脂、及び炭素繊維の製造方法 | |
| JP2006233346A (ja) | 熱可塑性樹脂強化用炭素繊維ストランド | |
| JP6617229B2 (ja) | 炭素材料用オキサゾリン系分散剤等及びそれらを用いた炭素複合材料 | |
| JP2012184377A (ja) | 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物及びその製造方法 | |
| JP2006272773A (ja) | 被熱処理炭素長繊維強化樹脂ペレット、その製造方法及び成形品 | |
| JP2005170691A (ja) | ガラス繊維集束剤及びガラス繊維 | |
| JP5593779B2 (ja) | 強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品 | |
| JP2012255232A (ja) | 炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物。 | |
| JP2006336131A (ja) | 熱可塑性樹脂強化用炭素繊維ストランド | |
| JP2015178689A (ja) | 強化繊維束、その製造方法及びそれを用いた複合材料 | |
| JP2013194338A (ja) | 炭素繊維束及びそれからなる複合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |