JP2012179874A - 装飾ガラス容器および装飾ガラス容器の製造方法 - Google Patents
装飾ガラス容器および装飾ガラス容器の製造方法 Download PDFInfo
- Publication number
- JP2012179874A JP2012179874A JP2011045827A JP2011045827A JP2012179874A JP 2012179874 A JP2012179874 A JP 2012179874A JP 2011045827 A JP2011045827 A JP 2011045827A JP 2011045827 A JP2011045827 A JP 2011045827A JP 2012179874 A JP2012179874 A JP 2012179874A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- decorative
- inkjet
- glass container
- glass wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Ink Jet (AREA)
- Printing Methods (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【解決手段】所定間隔で平行配置してなる前面ガラス壁10aと、背面ガラス壁10bと、を有するガラス容器10の背面側にインクジェット装飾層12を設け、前面ガラス壁および背面ガラス壁を介して、インクジェット装飾層を視認する構成の装飾ガラス容器等であって、インクジェット装飾層が、インクジェット法により、紫外線硬化型インクを用いて形成してあることを特徴とする。
【選択図】図1
Description
例えば、熱硬化性樹脂等を用いたホットスタンプ法によって、ガラス容器上に、パターン化された蒸着層を形成する方法が提案されている(特許文献1参照)。
より具体的には、図8(a)に示すように、ガラス容器100を準備する。次いで、図8(b)に示すように、ガラス容器100上に、スクリーン印刷により、熱硬化性樹脂102をパターン印刷した後、所定条件で加熱処理を行い、熱硬化性樹脂102を半硬化状態とする。
次いで、図8(c)に示すように、ガラス容器100に対して、蒸着層104を有するホットスタンプ用転写材(図示せず)を積層し、加熱弾性体等を用いて、半硬化の熱硬化性樹脂102に対して均一に押し付ける。
次いで、図8(d)に示すように、ホットスタンプ用転写材を剥離して、部分的に蒸着層104を転写し、半硬化の熱硬化性樹脂102に対応して、所定パターンを有する蒸着層104aを形成する。
最後に、図8(e)に示すように、外部加熱装置106を用いて、さらなる加熱処理を行って、完全硬化させた熱硬化性樹脂102aとすることにより、所定パターンを有するホットスタンプ蒸着層104aを強固に備えた装飾ガラス容器100とするものである。
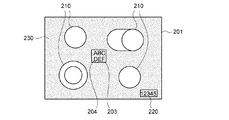
より具体的には、図9にガラスセラミックス製クッキングトップ用パネルの適用例を示すが、非デジタル印刷技術を用いて塗工された塗装領域230をほぼ全面に有するガラス物品としてのクッキングトップ用パネル201において、デジタル印刷技術で製造された所定印刷領域203、印刷画像(製造者名)204、調理領域の表示210、および製品番号表示220を有するガラス物品としてのクッキングトップ用パネル201である。
より具体的には、図10に示すように、支持体301の片面に、着色フィルムを含有する接着樹脂層302および透明紙303を順次積層してなる装飾シート305の表面に、インクジェットインク受理層304をさらに積層してなるインクジェット記録可能な装飾シート306である。
その上、ガラス物品として、注射用アンプル等が開示されているものの、かかる注射用アンプル等は、塗装面が平坦でないことから、剥離方向に応力が集中し、インクジェット法等によって形成したインクジェット装飾層が、ガラス基板から容易に剥離してしまい、耐久性に乏しいという問題が見られた。
その上、装飾シート306における接着樹脂層302が、ガラス表面から移行しやすいアルカリ成分や外部紫外線等に起因して、経時劣化すると、ガラス基材からインクジェットインク受理層304を含む装飾シート306が剥がれやすくなって、ガラス基材と、接着樹脂層302との間に、気泡が生じやすくなり、結果として、背面視認性がさらに低下するという問題が見られた。
すなわち、所定ガラス容器の所定位置に、紫外線硬化させたインクジェット装飾層を設けるとともに、所定ガラス容器(前面ガラス壁および背面ガラス壁)を介して、インクジェット装飾層を背面視認することによって、装飾性や視認性等に優れた装飾ガラス容器、およびそのような装飾ガラス容器の効率的な製造方法を提供することを目的とする。
また、インクジェット法により、背面ガラス壁に対して、紫外線硬化型インクを精度良く塗布して、それに対して、紫外線を照射することにより、極めて迅速にインクジェット装飾層を形成することができる。
その上、平坦な背面ガラス壁に対して、直接的に所定のインクジェット装飾層が形成してあることから、良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができる。
このような表面処理が施してあることにより、背面ガラス壁に対して、さらに良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができる。
このように構成することにより、インクジェット装飾層における発色性が良好になって、さらに良好な装飾性や背面視認性を得ることができる。
その上、光遮蔽層がインクジェット装飾層の保護層として機能することから、インクジェット装飾層の耐久性をさらに良好なものとすることができる。
このように構成することにより、装飾ガラス容器全体として、装飾性が向上するとともに、さらに良好な耐久性を得ることができる。
このように構成することにより、装飾ガラス容器全体として、装飾性や背面視認性をさらに向上させることができる。
(1)所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器を準備する工程
(2)背面ガラス壁の容器外側に、インクジェット法により、紫外線硬化型インクを塗布する工程
(3)紫外線照射することにより、紫外線硬化型インクを硬化させて、インクジェット層とする工程
また、インクジェット法により、背面ガラス壁に対して、紫外線硬化型インクを塗布して、それに対して、紫外線を照射することにより、極めて迅速にインクジェット装飾層を形成することができる。
その上、平坦な背面ガラス壁に対して、各種フィルムや接着剤等を介さず、直接的に所定のインクジェット装飾層が形成してあることから、良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができる。
このような表面処理を施すことにより、背面ガラス壁に対して、インクジェット装飾層が良好な密着性が示すとともに、ひいては、優れた耐久性を得ることができる。
このように実施することにより、インクジェット装飾層における発色性が顕著になって、さらに良好な装飾性や背面視認性を有する装飾ガラス容器を効率的に得ることができる。
その上、光遮蔽層がインクジェット装飾層の保護層としても機能することから、インクジェット装飾層における耐久性や密着性をさらに良好なものとすることができる。
第1の実施形態は、所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器の背面側にインクジェット装飾層を設け、前面ガラス壁および背面ガラス壁を介して、インクジェット装飾層を視認する構成の装飾ガラス容器であって、インクジェット装飾層が、インクジェット法により、紫外線硬化型インクを用いて形成してあることを特徴とする装飾ガラス容器である。
すなわち、第1の実施形態は、図1〜図5に例示する態様の装飾ガラス容器1a〜5b、あるいは図6に示す態様の装飾ガラス容器6a〜6dである。
以下、適宜図面を参照しながら、第1の実施形態の装飾ガラス容器について、具体的に説明する。
(1)形状
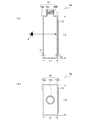
図1(a)等に示すガラス容器10は、所定間隔(L1)で平行配置してなる前面ガラス壁10aと、背面ガラス壁10bと、を有することを特徴とする。
この理由は、このような構成であれば、写真様の模様等を有するインクジェット装飾層(インクジェット装飾層と称する場合がある。)を、インクジェット法および紫外線照射により、背面ガラス壁に対して、直接的かつ精度良く、しかも迅速に形成することができるためである。
すなわち、従来の装飾シートのように、PETフィルム上に形成したインクジェット装飾層を、接着剤層を介して、ガラス容器の表面に貼付する態様にあっては、ガラス壁以外に、PETフィルムや接着剤層を介して、インクジェット装飾層を視認することから、鮮明度が著しく低下するためである。
すなわち、従来の断面が円形等のガラス容器に対して、インクジェット法によって、所定大きさのインクジェット装飾層を形成しようとしても、インクジェット装飾層の周辺部分に付着するインク量が大きく変わり、その結果、精度良く、かつ均一にインクジェット装飾層を形成することが困難であるためである。
ガラス容器は、図1(a)に示すように、前面ガラス壁10aと、背面ガラス壁10bと、を有することを特徴とするとともに、これらの間の距離、すなわち、所定間隔(L1)を、通常、5〜30mmの範囲内の値とすることが好ましい。
この理由は、かかる所定間隔が5mm未満の値になると、安定的にガラス容器を製造することが困難となったり、内部容積が過度に小さくなって、ガラス容器の使い勝手が著しく低下したりする場合があるためである。
一方、かかる所定間隔が30mmを超えると、インクジェット装飾層の背面視認性が著しく低下したり、インクジェット装飾層を安定的に形成することが困難となったりする場合があるためである。
したがって、前面ガラス壁と、背面ガラス壁との所定間隔(L1)を8〜25mmの範囲内の値とすることが好ましく、10〜20mmの範囲内の値とすることがさらに好ましい。
なお、図1(a)に示すガラス容器1aの所定間隔(L1)以外の寸法についても、かかる所定間隔(L1)やガラス容器の用途、あるいはガラス容器の強度等を考慮して定めることが好ましい。
より具体的に、図1(a)に示すガラス容器1aの高さ(L2)を、通常、20〜200mmの範囲内の値とすることが好ましく、ガラス容器1aの幅(L3)を通常、20〜80mmの範囲内の値とすることが好ましい。
図1(a)に示す前面ガラス壁10aおよび背面ガラス壁10bの厚さ(t1、t2)については、それぞれガラス容器の機械的強度や製造安定性、あるいはインクジェット装飾層の背面視認性等を考慮して定めることができるが、通常、0.2〜5mmの範囲内の値とすることが好ましい。
この理由は、かかる厚さが0.2mm未満の値になると、ガラス容器の機械的強度が著しく低下したり、安定的にガラス容器を製造することが困難となったりする場合があるためである。
一方、かかる厚さが5mmを超えると、インクジェット装飾層の背面視認性が著しく低下したり、安定的にガラス容器を製造することが困難となったりする場合があるためである。
したがって、前面ガラス壁および背面ガラス壁の厚さを0.5〜3mmの範囲内の値とすることが好ましく、0.8〜2mmの範囲内の値とすることがさらに好ましい。
また、使用するガラス容器として、インクジェット装飾層を視認するためには無色透明ガラスを用いることが好ましいが、用途によっては、着色透明ガラスや着色半透明ガラスを用いることも好ましい。
この理由は、着色透明ガラスや着色半透明ガラスを用いることにより、内容物の識別性を過度に低下させることなく、所定場所に設けたインクジェット装飾層につき、レインボーカラー、玉虫色、パールルミネッセンス(真珠光沢)、鱗粉模様等の複雑な色具合を加味して認識できるためである。
また、図5(a)〜(b)に示すように、背面ガラス壁10bの容器外側に該当する箇所に、表面処理として、シランカップリング剤層13またはケイ酸化炎処理層15が、それぞれ形成してあることが好ましい。
この理由は、このようなプライマー的な表面処理が施してあることにより、背面ガラス壁に対して、さらに良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができるためである。
より具体的には、シランカップリング剤処理の場合には、図5(a)に示すように、比較的均一な薄膜層を、シランカップリング剤層13として形成することによって、背面ガラス壁10bと、インクジェット装飾層12との間の密着性を向上させることができる。
一方、ケイ酸化炎処理の場合には、図5(b)に示すように、活性水素を有するナノメーターレベルのシリカからなる不連続薄膜層として、ケイ酸化炎処理層15を形成し、背面ガラス壁10bと、インクジェット装飾層12との間の密着性を向上させることができる。
そして、かかるシランカップリング剤を、水またはアルコール化合物等に溶解させて、希釈した状態で、背面ガラス壁の容器外側に該当する箇所に、刷毛塗りしたり、スプレー塗布したり、ロール塗布したりすることによって、適用することができる。
そして、ケイ酸化炎に用いるケイ素含有化合物としては、テトラメチルシラン、ヘキサメチルジシラザン、ビニルトリメトキシシラン、ビニルトリエトキシシラン、トリフルオロプロピルトリメトキシシラン、トリフルオロプロピルトリクロロシラン、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、および3−クロロプロピルトリメトキシシランの一種単独または二種以上の混合物であることが好ましい。
また、図4に示すように、ガラス容器10の表面に、微細な表面凹凸10dを設けることが好ましい。
この理由は、かかる表面凹凸を設けることによって、インクジェット装飾層との間で接触面積が大きくなって、ガラス容器と、インクジェット装飾層との間の密着性が向上するためである。
したがって、表面凹凸の表面粗さ(Rz)を0.1〜5μmの範囲内の値とすることが好ましく、0.5〜3μmの範囲内の値とすることがより好ましく、0.8〜2μmの範囲内の値とすることがさらに好ましい。
なお、かかる表面粗さ(Rz)は、ブラスト処理やケミカル研磨処理等によっても調整することができるが、レーザー加工を採用し、レーザー出力や加工時間等の調整によって、かかる表面粗さ(Rz)を調整することができる。
また、図1等に示すように、ガラス容器10の所定場所に、インクジェット装飾層12を設けることを特徴とする。
この理由は、文字、図形、記号等からなるパターン化されたインクジェット装飾層を、ガラス容器10における背面ガラス壁10bの所定場所に対して、直接的に設けることによって、着色したり、模様を施したりして、装飾ガラス容器における装飾性をさらに向上させることができるためである。
すなわち、粘接着剤層等を介して、インクジェット装飾層を形成しないことから、粘接着剤層等に起因した光吸収や光散乱の影響を排除することができる。
その上、粘接着剤層等が劣化した場合における、インクジェット装飾層の浮きに起因した空気侵入の影響を排除することができる。
したがって、例えば、インクジェット装飾層の全体量(100重量%)に対して、重量平均分子量が1000〜10000のアクリレートオリゴマーが2〜10重量%、重量平均分子量が1000未満のアクリレートモノマーが10〜40重量%、重量平均分子量が5万以上のアクリル樹脂が3〜15重量%、光重合開始剤が0.1〜3重量%、着色剤が0.1〜3重量%、残量が有機溶剤である紫外線硬化型塗布液の配合組成とすることが好ましい。
そして、必要に応じて、インクジェット装飾層中に、相溶化剤、難燃剤、充填剤(ガラス繊維、炭素繊維、金属フィラー等)、安定剤(脂肪酸金属塩、酸化防止剤等)、滑剤、分散剤、発泡剤、抗菌剤等を含むことも好ましい。
より具体的には、γ−アミノプロピルトリエトキシシラン、γ−メルカプトプロピルトリエトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−ウレイドプロピルトリエトキシシラン、γ−ウレイドプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン等の一種単独または二種以上の組み合わせが挙げられる。
この理由は、かかるシランカップリング剤の配合量が0.1重量%未満の値になると、添加効果が発現しない場合があるためである。
一方、かかるシランカップリング剤の配合量が10重量%を超えた値になると、コストが高くなるとともに、安定性が低下する場合があるためである。
したがって、シランカップリング剤の配合量を、紫外線硬化性樹脂の全体量(100重量%)に対して、0.5〜5重量%の範囲内の値とすることがより好ましく、1〜3重量%の範囲内の値とすることがさらに好ましい。
また、図2(a)に示すように、インクジェット装飾層12の上に、オーバーコート層(OC層)14が設けてあることが好ましい。
すなわち、インクジェット装飾層の外側であって、かつ、背面ガラス壁とは反対側に、インクジェット装飾層を保護するためのオーバーコート層として、熱硬化性樹脂層または光硬化性樹脂層が設けてあることが好ましい。
この理由は、このように構成することにより、装飾ガラス容器全体として、装飾性が向上するとともに、さらに良好な装飾性や耐久性を得ることができるためである。
そして、メラミン樹脂等に、ポリオール化合物、例えば、ヒドロキシル基含有アクリル樹脂、ヒドロキシル基含有エポキシ樹脂、ヒドロキシル基含有ポリエステル樹脂、ヒドロキシル基含有ウレタン樹脂等を反応させて構成したポリオール変性ホルムアルデヒド系樹脂(アクリル系メラミン樹脂と称する場合がある。)を使用することがより好ましい。
この理由は、このようなポリオール変性ホルムアルデヒド系樹脂を使用することにより、ガラス表面に対する密着力をさらに向上させるとともに、平滑性や薄膜性をより向上させることができるためである。
すなわち、下方から第1のオーバーコート層および第2のオーバーコート層を含んでなり、当該第2のオーバーコート層の硬度を、第1のオーバーコート層の硬度よりも大きくすることが好ましい。
この理由は、このように複合層から構成することによって、第1のオーバーコート層により、装飾ガラス容器におけるハードコート性を向上させることができるとともに、第2のオーバーコート層により、下地層との間の密着性をさらに向上させることができるためである。
また、図2(b)に示すように、インクジェット装飾層12の外側であって、かつ、背面ガラス壁10bとは反対側の面に、光遮蔽層16が設けてあることが好ましい。
すなわち、ガラス容器10における背面ガラス壁10bの表面に、インクジェット装飾層12、光遮蔽層16の順に配置することが好ましい。
この理由は、このよう光遮蔽層を設けることにより、インクジェット装飾層における発色性が良好になって、さらに良好な装飾性や背面視認性を得ることができるためである。
また、このよう光遮蔽層を設けることにより、光遮蔽層がインクジェット装飾層の保護層として機能することから、インクジェット装飾層の耐久性をさらに良好なものとすることができるためである。
その上、図2(c)に示すように、光遮蔽層16を白色層等の着色層とすることによって、当該光遮蔽層16の上から、文字層18をさらに形成することができ、会社名や製造番号等の情報を容易に追加することができる。
より具体的には、無機フィラーとして、酸化チタン、酸化亜鉛、酸化錫、酸化インジウム、酸化銅、シリカ、炭酸カルシウム、炭酸バリウム、炭酸ナトリウム等の一種単独または二種以上の組み合わせが挙げられる。
この理由は、かかる無機フィラーの配合量が0.1重量%未満の値になると、添加効果が発現しない場合があるためである。
一方、かかる無機フィラーの配合量が10重量%を超えた値になると、均一に分散することが困難となったり、背面ガラス壁に対する密着性が著しく低下したりする場合があるためである。
したがって、無機フィラーの配合量を、紫外線硬化性樹脂の全体量(100重量%)に対して、0.5〜5重量%の範囲内の値とすることがより好ましく、1〜3重量%の範囲内の値とすることがさらに好ましい。
また、図3(a)〜(b)に示すように、背面ガラス壁10bの容器外側に設けたインクジェット装飾層12を第1の装飾層としたときに、前面ガラス壁10aの外側に、第2の装飾層20を設けるとともに、当該第2の装飾層20が、ホットスタンプ層、紫外線硬化性樹脂層、熱硬化性樹脂層、および熱可塑性樹脂層の少なくとも一層であることが好ましい。
この理由は、このように第2の装飾層を設けて装飾ガラス容器を構成することにより、装飾ガラス容器全体として、装飾性や背面視認性をさらに向上させることができるためである。
すなわち、第2の装飾層あるいはその開口部、前面ガラス壁、および背面ガラス壁を介して、インクジェット装飾層を視認することができ、さらに多彩な装飾効果を発揮することができる。
第2の実施形態は、所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器の所定位置にインクジェット装飾層を設け、前面ガラス壁および背面ガラス壁を介して、インクジェット装飾層を視認するための装飾ガラス容器の製造方法であって、下記工程(1)〜(3)を含むことを特徴とする装飾ガラス容器の製造方法である。
(1)所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器を準備する工程(以下、第1の工程と称する場合がある。)
(2)背面ガラス壁の容器外側に、インクジェット法により、紫外線硬化型インクを塗布する工程(以下、第2の工程と称する場合がある。)
(3)紫外線を照射することにより、紫外線硬化型インクを硬化させる工程(以下、第3の工程と称する場合がある。)
また、インクジェット法により、背面ガラス壁に対して、紫外線硬化型インクを塗布して、それに対して、紫外線を照射することにより、極めて迅速に硬化することができる。
その上、平坦な背面ガラス壁に対して、直接的に所定のインクジェット装飾層が形成してあることから、良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができる。
以下、図7に示す装飾ガラス容器の製造フロー図に沿って、第2の実施形態である装飾ガラス容器の製造方法を具体的に説明する。
図7中、S1で表わされる工程が、第1工程であって、第1の実施形態で説明したように、所定ガラス容器を準備する工程である。
すなわち、このようなガラス容器としては、例えば、ブローアンドブロー方式や、プレスアンドブロー方式や、ワンプレス法等によって、安定的に製造し、それを供することができる。
具体的には、背面ガラス壁の容器外側に該当する箇所に、表面処理として、シランカップリング剤を塗布したり、所定Si含有化合物に由来したケイ酸化炎を吹付け処理してあることが好ましい。
この理由は、このような表面処理が施してあることにより、平坦な背面ガラス壁に対して、さらに良好な密着性が得られるとともに、ひいては、優れた耐久性や背面視認性を得ることができるためである。
次いで、図7中、S3で表わされる工程が、第2工程であって、準備したガラス容器の所定場所に対して、紫外線硬化型インクを、インクジェット法により、塗布する工程である。
ここで、インクジェット法として、圧電素子(ピエゾ素子)を用いて、紫外線硬化型インクを吐出させることもできるし、あるいは、サーマルヘッドを利用して、所定温度に加熱して、紫外線硬化型インクを吐出させることもできる。
次いで、図7中、S4で表わされる工程が、第3工程であって、塗布した紫外線硬化型インクを紫外線照射によって硬化させ、インクジェット装飾層とする工程である。
したがって、紫外線硬化型インクを硬化させるに際して、紫外線の露光量は適宜定められるが、通常、かかる露光量を50〜1,000mJ/cm2の範囲内の値とすることが好ましく、80〜500mJ/cm2の範囲内の値とすることがより好ましく、120〜300mJ/cm2の範囲内の値とすることがさらに好ましい。
(1)光遮蔽層形成工程
また、任意工程ではあるが、図7中、S5およびS6で表わされる工程が、光遮蔽層形成工程であって、インクジェット装飾層の上、すなわち、インクジェット装飾層の外側であって、かつ、背面ガラス壁とは反対側に、紫外線硬化樹脂等からなる光遮蔽層を形成する工程である。
すなわち、S5に示されるように、インクジェット装飾層の上に、紫外線硬化樹脂等からなる光遮蔽層形成樹脂を塗布し、次いで、S6に示されるように、所定量の紫外線を照射することによって、光遮蔽層とする工程である。
このような光遮蔽層を設けることにより、装飾ガラス容器の全体として、装飾性が向上するとともに、さらに良好な装飾性や耐久性を得ることができる。
そして、光遮蔽層形成樹脂として、紫外線硬化樹脂を用いた場合、紫外線が吸収されやすいことから、硬化させる際の露光量を、通常、100〜1,000mJ/cm2の範囲内の値とすることが好ましく、150〜500mJ/cm2の範囲内の値とすることがより好ましく、200〜300mJ/cm2の範囲内の値とすることがさらに好ましい。
そして、光遮蔽層形成樹脂についてもインクジェット法で塗布する場合、複数ヘッドを有するインクジェット装置を用い、一方のヘッドで、写真様等のインクジェット装飾層を印刷し、別のヘッドで光遮蔽層形成樹脂を、連続的に印刷するとともに、一つの紫外線照射装置を用いて紫外線硬化させることが好ましい。
このように光遮蔽層を形成することによって、比較的小型の印刷装置を用いて、簡便に、インクジェット装飾層および光遮蔽層を同時に形成することができる。
このように光遮蔽層を形成することによって、インクジェット装飾層と、光遮蔽層とが、部分的に反応した状態で形成されることから、インクジェット装飾層に対する光遮蔽層の密着性を著しく向上させることができる。
また、任意工程ではあるが、図7中、S7で表わされる工程が、第2の装飾層を形成する工程である。
すなわち、ガラス容器の前面ガラス壁の外側に、第2の装飾層として、ホットスタンプ層、紫外線硬化性樹脂層、熱硬化性樹脂層、および熱可塑性樹脂層の少なくとも一層を設けることが好ましい。
この理由は、このように実施することにより、装飾ガラス容器の全体として、インクジェット装飾層が向上するとともに、さらに良好な装飾性や耐久性を得ることができるためである。
また、これもまた任意工程ではあるが、図7中、S8およびS9で表わされる工程が、オーバーコート層(OC層)を設ける工程である。
すなわち、インクジェット装飾層あるいは光遮蔽層の上に、熱硬化性樹脂または紫外線硬化性樹脂からなるオーバーコート層を設けることが好ましい。
この理由は、このようなオーバーコート層を設けることにより、インクジェット装飾層の耐久性を高めたり、さらには、装飾ガラス容器の全体として、装飾性を向上させたりすることができるためである。
そして、形成するオーバーコート層は、通常、無色透明であることが好ましいが、有色透明であっても、有色半透明であっても、さらには、有色不透明であっても、いずれも好適に使用することができる。
なお、オーバーコート層形成用樹脂として、熱硬化性樹脂を用いた場合、オーブンや赤外線を用いて、通常、50〜180℃の温度で、5〜180分の加熱時間とすることが好ましい。
これもまた任意工程ではあるが、図7中、S10で表わされる工程が、検査工程であって、インクジェット装飾層(第1の装飾層)、光遮蔽層、第2の装飾層、オーバーコート層の形成位置、形成状態、厚さ等が、それぞれ所定条件に合致しているか否かを検査する工程である。
なお、目視によってもかかる検査工程を実施することができるし、あるいは、迅速かつ精度良く検査可能なことから、レーザー光や赤外線等を用いて、インクジェット装飾層(第1の装飾層)の形成位置等を検査することも好ましい。
1.装飾ガラス容器の製造
(1)第1工程
まず、図1(a)〜(b)に示すねじ口付き矩形状ガラス容器10(高さ:100mm、幅:40mm、厚さ:20mm、所定間隔:20mm、壁厚さ:1mm、表面粗さRa(JISB0601準拠):2μm以下)を準備し、図5(a)に示すように、シランカップリング剤として、メルカプトプロピルトリエトキシシラン(水/エタノール希釈、濃度10重量%)を用いて表面処理を行った。
すなわち、背面ガラス壁が表側に露出するように、複数のガラス容器を平面方向に、格子状に配列させた後(30行×50列)、背面ガラス壁の容器外側に対して、上記メルカプトカップリング剤をスプレー塗布した後、そのまま10分間、風乾した。
次いで、表面処理した背面ガラス壁の容器外側に、4色の紫外線硬化型インク(CMYK系)を、インクジェット装置inca SP320(Inca Digital Printers Limited社製)を用いて、40m2/時間の印刷速度で塗布した。
なお、印刷画像の大きさは、縦88mm×幅38mmであって、所定の風景写真画像(解像度800dpi)とした。
次いで、塗布した紫外線硬化型インクに対して、紫外線照射装置より、露光量が300mJ/cm2となるように紫外線照射することによって、硬化させた。すなわち、表面処理した背面ガラス壁の外側に、厚さ10μmのインクジェット装飾層を直接的に形成し、装飾ガラス容器とした。
得られた装飾ガラス容器につき、以下のようにして、インクジェット装飾層の形成性、背面視認性、および密着性について評価を行った。それぞれ得られた結果を表1に示す。
得られた装飾ガラス容器におけるインクジェット装飾層を目視観察し、以下の基準に準じて、インクジェット装飾層の形成性を評価した。
◎:印刷画像が全体的に鮮明に認識される。
○:印刷画像がほぼ全体的に鮮明に認識される。
△:印刷画像を部分的に鮮明に認識できるが、全体的には不鮮明に認識される。
×:印刷画像が全体的に不鮮明であると認識される。
得られた装飾ガラス容器におけるインクジェット装飾層を、前面ガラス壁および背面ガラス壁を介して目視し、以下の基準に準じて、インクジェット装飾層の背面視認性を評価した。
◎:インクジェット装飾層を極めて鮮明に視認することができる。
○:インクジェット装飾層を鮮明に視認することができる。
△:インクジェット装飾層をほぼ鮮明に視認することができる。
×:インクジェット装飾層を鮮明に視認することができない。
得られたガラス容器につき、JIS K 5600に基づいた碁盤目テ−プ法を実施し、100碁盤目あたりのインクジェット装飾層のはがれ数から、下記基準に照らして密着性を評価した。
◎:はがれ数は0個/100碁盤目以下である。
○:はがれ数は3個以下/100碁盤目である。
△:はがれ数は10個以下/100碁盤目である。
×:はがれ数は10個超/100碁盤目である。
実施例2においては、インクジェット装飾層の上に重ね、そのエッジ部分までも被覆するように、アクリルメラミン樹脂を主成分とした熱硬化性樹脂をスプレー塗布した後、120℃×30分の加熱条件で加熱処理することによって、透明オーバーコート層(厚さ10μm)を形成し、図2(a)の装飾ガラス容器の態様とした。
そして、背面ガラス壁の外側に透明オーバーコート層を有する装飾ガラス容器として、実施例1と同様に、インクジェット装飾層の背面視認性や密着性等を評価した。
実施例3においては、インクジェット装飾層の上に重ねて、全体量に対して、酸化チタンを1重量%含有した紫外線硬化性樹脂からなる、白色の光遮蔽層(厚さ10μm)を、上述したインクジェット装置を用いて形成した後、紫外線照射装置を用いて、露光量が300mJ/cm2となるように紫外線照射し、図2(b)の装飾ガラス容器の態様とした。
そして、背面ガラス壁の外側に白色の光遮蔽層を有する装飾ガラス容器として、実施例1と同様に、インクジェット装飾層の背面視認性や密着性等を評価した。
実施例4においては、背面ガラス壁の外側に形成したインクジェット装飾層の上に、全体量に対して、酸化チタンを1重量%含有した紫外線硬化性樹脂からなる光遮蔽層(厚さ5μm)と、熱硬化性樹脂からなるオーバーコート層(厚さ5μm)と、をそれぞれ全面的に形成し、文字層が無い以外は、図2(c)の装飾ガラス容器の態様とした。
そして、背面ガラス壁の外側に白色の光遮蔽層および透明オーバーコート層をそれぞれ有する装飾ガラス容器として、実施例1と同様に、インクジェット装飾層の背面視認性や密着性等を評価した。
実施例5においては、前面ガラス壁の外側に、ホットスタンプ蒸着層(金文字タイプ、線幅:100μm、高さ:80μm)を形成したほかは、実施例4と同様に、背面ガラス壁の外側に白色の光遮蔽層および透明オーバーコート層を有する装飾ガラス容器を作成して、インクジェット装飾層の背面視認性や密着性等を評価した。
比較例1においては、厚さ35μmのPET基材上に、厚さ40μmのアクリル粘着剤層を形成するとともに、かかる粘着剤層とは反対面に、厚さ10μmのインクジェット装飾層を形成してなる装飾シートを、背面ガラス壁の外側に貼付したほかは、実施例1と同様に、インクジェット装飾層の背面視認性や密着性等を評価した。
なお、比較例1の場合、評価結果が示すように、粘着剤層を備えた装飾シートを用いていることから、正確な位置に貼付するのに手間取ったり、背面視認性が不十分であったり、その上、インクジェット装飾層の密着性も不十分であった。
比較例2においては、ボトルネック型の円筒形のガラス容器(直径28mm、高さ100mm)を準備して、その外表面に、シランカップリング剤処理を施した後、厚さ10μmのインクジェット装飾層を形成したほかは、実施例1と同様に、インクジェット装飾層の背面視認性や密着性等を評価した。
なお、比較例2の場合、評価結果が示すように、円筒形のガラス容器を用いていることから、インクジェット装飾層を精度よく正確な位置に印刷されずに、全体的に不鮮明であったり、インクジェット装飾層が不鮮明に認識されたり、その上、インクジェット装飾層の密着性も不十分であった。

実施例6〜10においては、実施例1〜5のシランカップリング剤による表面処理の代わりに、ケイ酸化炎処理(ケイ素含有化合物:テトラメチルシラン、キャリアガス:空気、可燃性ガス:プロパン、火炎温度:700℃、処理時間:10秒)を行い、表面濡れ指数を70dyn/cm以上としたほかは、実施例1〜5と同様に、装飾ガラス容器を作成して、インクジェット装飾層の背面視認性や密着性等を評価した。
特に、インクジェット装飾層の外側、すなわち、ガラス容器の背面ガラス壁とは反対側に、光遮蔽層やオーバーコート層を設けた場合には、かかる光遮蔽層等が、インクジェット装飾層の保護層としての機能を発揮するとともに、装飾性を高める効果も発揮するため、装飾性や背面視認性、さらには耐久性がさらに向上した装飾ガラス容器とすることができる。
また、本発明の装飾ガラス容器の製造方法によれば、所定ガラス容器を準備するとともに、その所定位置に、紫外線硬化樹脂からなるインクジェット装飾層を設けることによって、装飾性、形成性、耐久性、さらには背面視認性等に優れた装飾ガラス容器が効率的に得られるようになった。
10:ガラス容器
10a:前面ガラス壁
10b:背面ガラス壁
10c:ネジ口
10d:表面凹凸
12:インクジェット装飾層(第1の装飾層)
13:表面処理層(シランカップリング剤層)
14:オーバーコート層
15:表面処理層(ケイ酸化炎処理層)
16:光遮蔽層
16a:無機粒子
16b:紫外線硬化樹脂
18:文字層
20:第2の装飾層
20a:開口部
22:オーバーコート層
Claims (8)
- 所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器の背面側にインクジェット装飾層を設け、前記前面ガラス壁および前記背面ガラス壁を介して、前記インクジェット装飾層を視認する構成の装飾ガラス容器であって、
前記インクジェット装飾層が、インクジェット法により、紫外線硬化型インクを用いて形成してあることを特徴とする装飾ガラス容器。 - 前記背面ガラス壁の少なくとも容器外側に、シランカップリング剤処理またはケイ酸化炎処理が施してあることを特徴とする請求項1に記載の装飾ガラス容器。
- 前記インクジェット装飾層の外側であって、かつ、前記背面ガラス壁とは反対側に、光遮蔽層が設けてあることを特徴とする請求項1または2に記載の装飾ガラス容器。
- 前記インクジェット装飾層の外側であって、かつ、前記背面ガラス壁とは反対側に、前記インクジェット装飾層を保護するための熱硬化性樹脂層または光硬化性樹脂層が設けてあることを特徴とする請求項1〜3のいずれか一項に記載の装飾ガラス容器。
- 前記背面ガラス壁の容器外側に設けたインクジェット装飾層を第1の装飾層としたときに、前面ガラス壁の外側に、第2の装飾層を設けるとともに、当該第2の装飾層が、ホットスタンプ層、紫外線硬化性樹脂層、熱硬化性樹脂層、および熱可塑性樹脂層の少なくとも一層であることを特徴とする請求項1〜4のいずれか一項に記載の装飾ガラス容器。
- 所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器の所定位置にインクジェット装飾層を設け、前記前面ガラス壁および前記背面ガラス壁を介して、前記インクジェット装飾層を視認する装飾ガラス容器の製造方法であって、下記工程(1)〜(3)を含むことを特徴とする装飾ガラス容器の製造方法。
(1)前記所定間隔で平行配置してなる前面ガラス壁と、背面ガラス壁と、を有するガラス容器を準備する工程
(2)前記背面ガラス壁の容器外側に、インクジェット法により、紫外線硬化型インクを塗布する工程
(3)紫外線を照射することにより、前記紫外線硬化型インクを硬化させて、前記るインクジェット装飾層とする工程 - 前記背面ガラス壁の少なくとも容器外側に、シランカップリング剤処理またはケイ酸化炎処理を施す工程を設けることを特徴とする請求項6に記載の装飾ガラス容器の製造方法。
- 前記インクジェット装飾層の外側であって、かつ、前記背面ガラス壁とは反対側に、光遮蔽層を設ける工程を含むことを特徴とする請求項6または7に記載の装飾ガラス容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045827A JP5744571B2 (ja) | 2011-03-03 | 2011-03-03 | 装飾ガラス容器および装飾ガラス容器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045827A JP5744571B2 (ja) | 2011-03-03 | 2011-03-03 | 装飾ガラス容器および装飾ガラス容器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012179874A true JP2012179874A (ja) | 2012-09-20 |
| JP5744571B2 JP5744571B2 (ja) | 2015-07-08 |
Family
ID=47011509
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011045827A Expired - Fee Related JP5744571B2 (ja) | 2011-03-03 | 2011-03-03 | 装飾ガラス容器および装飾ガラス容器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5744571B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014184635A (ja) * | 2013-03-22 | 2014-10-02 | Seiko Epson Corp | 液体噴射装置 |
| JP2015074123A (ja) * | 2013-10-07 | 2015-04-20 | 株式会社ミマキエンジニアリング | 積層体及び積層体の製造方法 |
| JP6047211B1 (ja) * | 2015-09-25 | 2016-12-21 | 大日本塗料株式会社 | 印刷物の製造方法 |
| JP2017501044A (ja) * | 2013-10-14 | 2017-01-12 | コーニング インコーポレイテッド | 基体上に装飾を印刷する方法 |
| WO2017131045A1 (ja) * | 2016-01-29 | 2017-08-03 | 旭硝子株式会社 | ガラス部材およびその製造方法 |
| EP3218201A1 (en) * | 2014-11-13 | 2017-09-20 | The Procter and Gamble Company | Digitally printed article |
| US10414158B2 (en) | 2015-04-10 | 2019-09-17 | Showa Aluminum Can Corporation | Printing apparatus for forming strip-shaped image to suppress ink clogging and can body printed thereby |
| US10611176B2 (en) | 2015-03-20 | 2020-04-07 | Corning Incorporated | Method of inkjet printing decorations on substrates |
| DE102017129555B4 (de) | 2017-12-12 | 2023-01-12 | Rehau Automotive Se & Co. Kg | Verfahren zur Herstellung eines wenigstens zwei Farbschichten aufweisenden Bauteils für ein Kraftfahrzeug |
| US20230174417A1 (en) * | 2019-03-06 | 2023-06-08 | Owens-Brockway Glass Container Inc. | Three-Dimensional Printing on Glass Containers |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001072069A (ja) * | 1999-09-01 | 2001-03-21 | Asai Glass Kk | 硝子容器 |
| JP2004034675A (ja) * | 2002-06-28 | 2004-02-05 | Iida Senshoku Kk | ガラス面に写真装飾をする方法 |
| JP2005088493A (ja) * | 2003-09-19 | 2005-04-07 | Dainippon Ink & Chem Inc | インクジェット印刷用基材及びインクジェット印刷物 |
| WO2005102954A1 (ja) * | 2004-04-26 | 2005-11-03 | Koa Glass Co., Ltd | 多発色ガラス容器およびその製造方法 |
| JP3118828U (ja) * | 2005-11-21 | 2006-02-09 | 和光化学工業株式会社 | ガラス製品 |
| JP2007284597A (ja) * | 2006-04-18 | 2007-11-01 | Daicel-Cytec Co Ltd | コーティング用組成物およびガラス容器 |
| JP2008162645A (ja) * | 2006-12-28 | 2008-07-17 | Koa Glass Kk | 塗装ガラス容器の製造方法 |
| JP2008213151A (ja) * | 2007-02-28 | 2008-09-18 | Acton Inc | インクジェットプリント製品及びその製造方法並びに前記インクジェットプリント製品を用いたサンドブラスト工芸品の製造方法 |
| EP2239238A1 (en) * | 2009-04-06 | 2010-10-13 | AGC Glass Europe | Glass article |
| JP2011011953A (ja) * | 2009-07-03 | 2011-01-20 | Central Glass Co Ltd | インクジェット印刷板ガラスの製造方法 |
-
2011
- 2011-03-03 JP JP2011045827A patent/JP5744571B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001072069A (ja) * | 1999-09-01 | 2001-03-21 | Asai Glass Kk | 硝子容器 |
| JP2004034675A (ja) * | 2002-06-28 | 2004-02-05 | Iida Senshoku Kk | ガラス面に写真装飾をする方法 |
| JP2005088493A (ja) * | 2003-09-19 | 2005-04-07 | Dainippon Ink & Chem Inc | インクジェット印刷用基材及びインクジェット印刷物 |
| WO2005102954A1 (ja) * | 2004-04-26 | 2005-11-03 | Koa Glass Co., Ltd | 多発色ガラス容器およびその製造方法 |
| JP3118828U (ja) * | 2005-11-21 | 2006-02-09 | 和光化学工業株式会社 | ガラス製品 |
| JP2007284597A (ja) * | 2006-04-18 | 2007-11-01 | Daicel-Cytec Co Ltd | コーティング用組成物およびガラス容器 |
| JP2008162645A (ja) * | 2006-12-28 | 2008-07-17 | Koa Glass Kk | 塗装ガラス容器の製造方法 |
| JP2008213151A (ja) * | 2007-02-28 | 2008-09-18 | Acton Inc | インクジェットプリント製品及びその製造方法並びに前記インクジェットプリント製品を用いたサンドブラスト工芸品の製造方法 |
| EP2239238A1 (en) * | 2009-04-06 | 2010-10-13 | AGC Glass Europe | Glass article |
| JP2011011953A (ja) * | 2009-07-03 | 2011-01-20 | Central Glass Co Ltd | インクジェット印刷板ガラスの製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014184635A (ja) * | 2013-03-22 | 2014-10-02 | Seiko Epson Corp | 液体噴射装置 |
| JP2015074123A (ja) * | 2013-10-07 | 2015-04-20 | 株式会社ミマキエンジニアリング | 積層体及び積層体の製造方法 |
| JP2017501044A (ja) * | 2013-10-14 | 2017-01-12 | コーニング インコーポレイテッド | 基体上に装飾を印刷する方法 |
| EP3218201A1 (en) * | 2014-11-13 | 2017-09-20 | The Procter and Gamble Company | Digitally printed article |
| EP3218201B1 (en) * | 2014-11-13 | 2022-07-27 | The Procter & Gamble Company | Digitally printed article |
| US10611176B2 (en) | 2015-03-20 | 2020-04-07 | Corning Incorporated | Method of inkjet printing decorations on substrates |
| US10414158B2 (en) | 2015-04-10 | 2019-09-17 | Showa Aluminum Can Corporation | Printing apparatus for forming strip-shaped image to suppress ink clogging and can body printed thereby |
| JP6047211B1 (ja) * | 2015-09-25 | 2016-12-21 | 大日本塗料株式会社 | 印刷物の製造方法 |
| JP2017061099A (ja) * | 2015-09-25 | 2017-03-30 | 大日本塗料株式会社 | 印刷物の製造方法 |
| WO2017131045A1 (ja) * | 2016-01-29 | 2017-08-03 | 旭硝子株式会社 | ガラス部材およびその製造方法 |
| DE102017129555B4 (de) | 2017-12-12 | 2023-01-12 | Rehau Automotive Se & Co. Kg | Verfahren zur Herstellung eines wenigstens zwei Farbschichten aufweisenden Bauteils für ein Kraftfahrzeug |
| US20230174417A1 (en) * | 2019-03-06 | 2023-06-08 | Owens-Brockway Glass Container Inc. | Three-Dimensional Printing on Glass Containers |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5744571B2 (ja) | 2015-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5744571B2 (ja) | 装飾ガラス容器および装飾ガラス容器の製造方法 | |
| US20230311661A1 (en) | Vehicle interior systems having a curved cover glass with improved reliability and methods for forming the same | |
| US10926290B2 (en) | Methods for printing on glass | |
| US20180257978A1 (en) | Plate with print layer, display device using same, and glass with functional layer for in-vehicle display devices | |
| KR101472477B1 (ko) | 터치 스크린 패널 보호용 시트 및 그 제조 방법 | |
| TWI460461B (zh) | Display device with decorative film and protective panels | |
| CN105848917B (zh) | 在基材上印刷装饰图案的方法 | |
| CN111630444A (zh) | 弯曲的运载工具显示器的制造方法和弯曲的运载工具显示器 | |
| KR102163362B1 (ko) | 휴대폰 데코레이션 필름 및 그 제조방법 | |
| TWI620672B (zh) | 具有印刷圖形之車輛輪緣及其製作方法 | |
| KR20140010765A (ko) | 터치 스크린 패널 보호용 시트 및 그 제조 방법 | |
| JP2018197850A (ja) | 印刷層付き板およびその製造方法、並びに表示装置 | |
| JP6980905B2 (ja) | インクジェット印刷方法を用いるガラスコーティングの作製のための組成物及びその使用 | |
| EP3311430B1 (en) | Segmented transfer tape and method of making the same | |
| CN110588197B (zh) | 在曲面上具有印刷层的玻璃及其印刷方法 | |
| JP6593116B2 (ja) | 印刷層付き板およびこれを用いた表示装置 | |
| KR102521208B1 (ko) | 시온물질을 포함하는 휴대폰 데코레이션 필름의 제조 방법 및 이를 통해 제조된 휴대폰 데코레이션 필름 | |
| US20160351465A1 (en) | Assembly layer structure used in touch control integrated circuit (ic) module and manufacturing method thereof | |
| WO2018117122A1 (ja) | 印刷層付き板、カバー部材および表示装置 | |
| CN114523782B (zh) | 热转印片、脱模层用涂布液以及热转印片的制造方法 | |
| KR102163360B1 (ko) | 휴대폰 데코레이션 필름 및 그 제조방법 | |
| WO2011099499A1 (ja) | 表示窓パネルおよび表示窓パネルの製造方法 | |
| CN107303751A (zh) | 片材贴合方法 | |
| KR102521211B1 (ko) | 휴대폰 데코레이션 필름의 제조 방법 및 이를 통해 제조된 휴대폰 데코레이션 필름 | |
| KR102521205B1 (ko) | 방열물질이 포함된 휴대폰 데코레이션 필름의 제조 방법 및 이를 통해 제조된 휴대폰 데코레이션 필름 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141006 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5744571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |