JP2012174734A - ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ - Google Patents
ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ Download PDFInfo
- Publication number
- JP2012174734A JP2012174734A JP2011032495A JP2011032495A JP2012174734A JP 2012174734 A JP2012174734 A JP 2012174734A JP 2011032495 A JP2011032495 A JP 2011032495A JP 2011032495 A JP2011032495 A JP 2011032495A JP 2012174734 A JP2012174734 A JP 2012174734A
- Authority
- JP
- Japan
- Prior art keywords
- heat sink
- top plate
- shape
- surface side
- semiconductor chip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/34—Strap connectors, e.g. copper straps for grounding power devices; Manufacturing methods related thereto
- H01L2224/39—Structure, shape, material or disposition of the strap connectors after the connecting process
- H01L2224/40—Structure, shape, material or disposition of the strap connectors after the connecting process of an individual strap connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/30—Technical effects
- H01L2924/35—Mechanical effects
- H01L2924/351—Thermal stress
- H01L2924/3511—Warping
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【課題】耐圧力性能を向上させたヒートシンクの形状を提供する。
【解決手段】第1の実施形態に係るヒートシンク10は、平板の一部を窪ませて、上面側が凸部に下面側が凹部になるドーム11aを形成した天板11と、天板11の下面側に平行に設けられた冷却用の複数のフィン12とで構成される。このドーム11aは、天板11の上面側に受ける圧力を内部応力に変換して、天板11の変形を防ぐ役割を果たす。従って、本発明のヒートシンク10は、天板11の上面側にモールド注入圧を受けても変形し難くなるため、従来では不可能であったモールド樹脂による半導体チップとヒートシンクとの接合が可能となる。
【選択図】図1
【解決手段】第1の実施形態に係るヒートシンク10は、平板の一部を窪ませて、上面側が凸部に下面側が凹部になるドーム11aを形成した天板11と、天板11の下面側に平行に設けられた冷却用の複数のフィン12とで構成される。このドーム11aは、天板11の上面側に受ける圧力を内部応力に変換して、天板11の変形を防ぐ役割を果たす。従って、本発明のヒートシンク10は、天板11の上面側にモールド注入圧を受けても変形し難くなるため、従来では不可能であったモールド樹脂による半導体チップとヒートシンクとの接合が可能となる。
【選択図】図1
Description
本発明は、ヒートシンク及び当該ヒートシンクを備えた半導体パッケージに関し、より特定的には、耐圧力性能を向上させた特徴的な形状を有したヒートシンク、及びこのヒートシンクを備えた半導体パッケージに関する。
発熱する半導体素子等を含んだ半導体チップをパッケージングする場合、高放熱型の半導体パッケージが必要である。この高放熱型の半導体パッケージとしては、例えば、半導体素子が発生する熱を放出するフィンを有したヒートシンク(金属部材)が備え付けられたものがある。例えば、特許文献1を参照。
このヒートシンクを備えた半導体パッケージは、一般的には、半導体素子を含んだ半導体チップをモールド樹脂で覆ってパッケージ化する工程と、この半導体パッケージに半田(又は接着剤)でヒートシンクを接合する工程との、2つの工程で主に製造される。
しかしながら、上述のように2つの工程に分けてヒートシンクを備えた半導体パッケージを製造する場合、時間もコストもかかるという問題がある。また、ヒートシンクを後付けにすると、半導体パッケージとヒートシンクの接合強度が弱くなるという問題がある。特に半導体パッケージとヒートシンクとを半田で接合させる場合には、半導体素子に使用した半田の再溶融による接触不良に注意しなければならないため、管理や検査が必要になるという問題がある。
そのため、これら2つの工程を1つの工程に集約してヒートシンクを備えた半導体パッケージを製造することが望まれている。
ところが、上述したヒートシンクを備えた半導体パッケージを1つの工程で一体成形して完成させようとした場合、一般的な天板がフラットなヒートシンクを用いると次のような問題が発生する。
ヒートシンクを備えた半導体パッケージを一体成形する場合、図11に示すように、モールド樹脂64を注入するモールド用金型61内にヒートシンク110を予め入れておく必要がある(図11(a))。従って、ピストン62でモールド用金型61内にモールド樹脂64を注入するときのモールド注入圧(成型圧)が、半導体チップ13やヒートシンク110にかかる。そのため、このモールド注入圧がそのままヒートシンク110の曲げ応力となって、ヒートシンク110の天板やフィンが折れたり変形したりしてしまうおそれがある(図11(b))。この折れたり変形したりした天板やフィンは、ヒートシンク110の冷却性能を低下させる。
この問題は、ヒートシンクの放熱性能がフィンの数やフィンの表面積に依存することから、サイズ一定のまま放熱性能を上げるべく天板やフィンの金属厚みを薄くしているために生じる。つまり、ヒートシンクの放熱性能と剛性度とが背反の関係にあることが原因となっている。
なお、この天板の変形を防ぐ対策としては、ヒートシンクの天板やフィンが折れたり変形したりしなくなるまでモールド注入圧を下げるか、高いモールド注入圧でも耐えられる十分に厚い天板にするか等が容易に考えられる。しかし、前者の場合、モールド樹脂を押し出す力が弱くなるためモールド用金型内におけるモールド樹脂の回りが悪くなり、樹脂が未充填の空洞が生じるという新たな問題が発生する。この空洞は、熱伝導効率を低下させるだけでなく、半導体素子からヒートシンクが剥離してしまう危険がある。また、後者の場合、ヒートシンクが大きくかつ重くなるため、部品の実装スペースを確保することが難しくなること、材料コストが高くなること、車両への搭載にあたっては燃費が悪化すること等が、問題として残る。
それ故に、本発明の目的は、耐圧力性能を向上させたヒートシンクの形状を提供すること、及び当該ヒートシンクを備えることで1つの工程で一体成形することができる半導体パッケージを提供することである。
本発明は、半導体パッケージ及びその半導体パッケージに用いられるヒートシンクに向けられている。そして、上記目的を達成するために、本発明の半導体パッケージは、半導体チップと、モールド樹脂によって半導体チップと一体成形されたヒートシンクとを含んでいる。このヒートシンクは、半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状を有する天板と、天板の下面に設けられた複数のフィンとを備えている。
かかる構成により、天板の上面側から圧力を受けても、天板やフィンの変形を防ぐことができる。
かかる構成により、天板の上面側から圧力を受けても、天板やフィンの変形を防ぐことができる。
なお、この半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側が凸部に下面側が凹部になるドームを設けた形状であってもよいし、上面側が平面で下面側が凹部になるドームを設けた形状であってもよい。この形状にすれば、ドーム上面側からのヒートシンクの耐圧力性能が向上する。
また、この半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側にフランジを設けた形状であってもよい。この形状にすれば、フランジ上面側からのヒートシンクの耐圧力性能が向上する。この場合、フランジの一部の断面をT字形状にすれば、モールド樹脂の接着面積が増大するため剥離問題を改善することができる。
上記本発明によれば、ヒートシンクの天板上面側からの耐圧力性能が向上するため、モールド用金型内におけるモールド注入圧の影響によるヒートシンクの変形を防ぐことができる。従って、ヒートシンクを備えた半導体パッケージを1つの工程で一体成形して完成させることが可能となる。
<第1の実施形態>
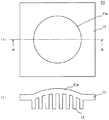
図1は、本発明の第1の実施形態に係るヒートシンク10を説明する図である。図1(a)は、ヒートシンク10の上面図であり、図1(b)は、図1(a)のA−A断面図である。
以下、本発明の第1の実施形態に係るヒートシンク10の特徴的な形状、及びヒートシンク10を用いた半導体パッケージ19を順に説明する。
図1は、本発明の第1の実施形態に係るヒートシンク10を説明する図である。図1(a)は、ヒートシンク10の上面図であり、図1(b)は、図1(a)のA−A断面図である。
以下、本発明の第1の実施形態に係るヒートシンク10の特徴的な形状、及びヒートシンク10を用いた半導体パッケージ19を順に説明する。
第1の実施形態に係るヒートシンク10は、高い熱放出性能を有した金属部材である。このヒートシンク10は、図1に示すように、平板の一部を窪ませて、上面側が凸部に下面側が凹部になるドーム11aを形成した天板11と、天板11の下面側に平行に設けられた冷却用の複数のフィン12とで構成される。
このドーム11aは、天板11の上面側に受ける圧力を内部応力に変換して、天板11の変形を防ぐ役割を果たす。図2は、天板11の変形が防げる原理を説明する図である。
図2(a)に示した平板の場合、平板の中心部が受ける圧力Xは、その大きさのまま曲げ応力として平板にかかる。これに対して、図2(b)に示したドーム状板の場合、ドーム状板の中心部が上面(凸部)側から受ける圧力Xは、大半がドーム状板の圧縮応力に変換され、曲げ応力はほとんど生じない。つまり、ドーム形状は、受ける圧力Xを天板11の曲げ変形が生じる内部応力だけに集中させないで、天板11の曲げ変形が生じない内部応力に分散させる作用を有している。このため、同じ大きさの圧力Xを受けた場合、ドーム状板は平板よりも変形し難くなるのである。
図2(a)に示した平板の場合、平板の中心部が受ける圧力Xは、その大きさのまま曲げ応力として平板にかかる。これに対して、図2(b)に示したドーム状板の場合、ドーム状板の中心部が上面(凸部)側から受ける圧力Xは、大半がドーム状板の圧縮応力に変換され、曲げ応力はほとんど生じない。つまり、ドーム形状は、受ける圧力Xを天板11の曲げ変形が生じる内部応力だけに集中させないで、天板11の曲げ変形が生じない内部応力に分散させる作用を有している。このため、同じ大きさの圧力Xを受けた場合、ドーム状板は平板よりも変形し難くなるのである。
上述した形状により、第1の実施形態に係るヒートシンク10は、天板11の上面側に受ける圧力に対する強度が、従来の平板に比べて格段に向上する。すなわち、このヒートシンク10は、天板11の上面側にモールド注入圧を受けても変形し難くなる。このため、本発明では、従来では不可能であったモールド樹脂による半導体チップとヒートシンクとの接合が、次のように可能となる。
図3を参照して、このヒートシンク10を用いて半導体パッケージを一体成形する手法を説明する。図3は、本発明の第1の実施形態に係るヒートシンク10を用いた半導体パッケージ19の製造手順を説明する図である。
発熱する半導体素子等を含んだ半導体チップ13は、ヒートスプレッダ14及びリードフレーム16と、半田で接合されている。この半導体チップ13が半田接合されたヒートスプレッダ14は、ヒートシンク10の天板11の上面に接合される。この接合は、例えば絶縁性のある接合剤15等を用いて行われる(図3(a))。次に、ヒートスプレッダ14を介して半導体チップ13が接合されたヒートシンク10は、モールド用金型61に設置される(図3(b))。この設置は、モールド用金型61の支持部61aに、ヒートシンク10の天板11の縁を載置することで行われる。ヒートスプレッダ14を介して半導体チップ13が接合されたヒートシンク10がモールド用金型61に設置されると、ピストン62によって注入口63からモールド樹脂64が注入され、半導体チップ13がモールドされると共に、半導体チップ13、ヒートスプレッダ14、及びヒートシンク10が相互に接着される(図3(c))。このとき、従来と同様にモールド注入圧がヒートシンク10にかかるが、天板11のドーム11aによって耐圧力が高くなっており天板11及びフィン12が変形することを防いでいる。
これにより、天板11及びフィン12の変形がない、半導体パッケージ19が一体成形で完成する(図3(d))。
これにより、天板11及びフィン12の変形がない、半導体パッケージ19が一体成形で完成する(図3(d))。
以上のように、本発明の第1の実施形態によれば、ヒートシンク10が天板11にドーム11aを有しているため、ドーム11aの上面(凸部)側からのヒートシンク10の耐圧力性能が向上する。従って、このヒートシンク10を半導体チップ13等と共にモールド用金型61に設置して、ヒートシンク10を備えた半導体チップ13をモールド工程において一体成形することができる。また、このヒートシンク10は、ドーム11aによって下面(凹部)側の表面積が大きくなるため、従来の平板ヒートシンクよりも冷却性能が向上する。
なお、上記第1の実施形態では、ヒートシンク10のドーム11aが、円形であり、かつ天板11の中央部分に形成される一例を説明した(図1(a)の上面図を参照)。しかしながら、ドーム11aの形状や位置は、これに限るものではなく、ドーム状板が凸部側から受ける圧力を圧縮応力に変換できる構造であれば、ヒートシンク10の形状やフィン12の位置等に基づいて任意に設計することが可能である。
<第2の実施形態>
図4は、本発明の第2の実施形態に係るヒートシンク20を説明する図である。図4(a)は、ヒートシンク20の上面図であり、図4(b)は、図4(a)のB−B断面図である。
以下、本発明の第2の実施形態に係るヒートシンク20の特徴的な形状、及びヒートシンク20を用いた半導体パッケージ29を順に説明する。
図4は、本発明の第2の実施形態に係るヒートシンク20を説明する図である。図4(a)は、ヒートシンク20の上面図であり、図4(b)は、図4(a)のB−B断面図である。
以下、本発明の第2の実施形態に係るヒートシンク20の特徴的な形状、及びヒートシンク20を用いた半導体パッケージ29を順に説明する。
第2の実施形態に係るヒートシンク20は、高い熱放出性能を有した金属部材である。このヒートシンク20は、図4に示すように、平板の上面側が平面で下面側が凹部になるドーム21aを形成した天板21と、天板21の下面側に平行に設けられた冷却用の複数のフィン22とで構成される。
このドーム21aも、上記第1の実施形態で説明したドーム11aと同様に、ドーム状板の中心部が上面側から受ける圧力は、大半がドーム状板の圧縮応力に変換され、曲げ応力はほとんど生じない。つまり、ドーム21aは、受ける圧力Xを天板11の曲げ変形が生じる内部応力だけに集中させないで、天板11の曲げ変形が生じない内部応力に分散させる作用を有している。
従って、第2の実施形態に係るヒートシンク20は、天板21の上面側に受ける圧力に対する強度が、従来の平板に比べて格段に向上する。すなわち、このヒートシンク20は、天板21の上面側にモールド注入圧を受けても変形し難くなるため、上記第1の実施形態で述べた製造工程(図3を参照)を用いて、半導体チップ13等とヒートシンク20との一体成形が可能となる。この一体成形で完成した第2の実施形態に係る半導体パッケージ29を、図5に示す。
以上のように、本発明の第2の実施形態によれば、ヒートシンク20が天板21の下面にドーム21aを有しているため、ヒートシンク20上面側からのヒートシンク20の耐圧力性能が向上する。従って、このヒートシンク20を半導体チップ13等と共にモールド用金型61に設置して、ヒートシンク20を備えた半導体チップ13をモールド工程において一体成形することができる。また、このヒートシンク20は、ドーム21aによって下面側の表面積が大きくなるため、従来の平板ヒートシンクよりも冷却性能が向上する。さらに、このヒートシンク20は、上面を平面にしているため、天板21の上面に半導体チップ13やヒートスプレッダ14等を接合する際における、作業性の向上や接合剤15の流れ防止等の効果を発揮する。
<第3の実施形態>
図6は、本発明の第3の実施形態に係るヒートシンク30を説明する図である。図6(a)は、ヒートシンク30の上面図であり、図6(b)は、図6(a)のC−C断面図である。
以下、本発明の第3の実施形態に係るヒートシンク30の特徴的な形状、及びヒートシンク30を用いた半導体パッケージ39を順に説明する。
図6は、本発明の第3の実施形態に係るヒートシンク30を説明する図である。図6(a)は、ヒートシンク30の上面図であり、図6(b)は、図6(a)のC−C断面図である。
以下、本発明の第3の実施形態に係るヒートシンク30の特徴的な形状、及びヒートシンク30を用いた半導体パッケージ39を順に説明する。
第3の実施形態に係るヒートシンク30は、高い熱放出性能を有した金属部材である。このヒートシンク30は、図6に示すように、平板の上面側にフランジ31aを形成した天板31と、天板31の下面側に平行に設けられた冷却用の複数のフィン32とで構成される。フランジ31aは、ヒートシンク30の外周に沿った矩形とヒートシンク30の中心を通過して領域を4等分する十字形とを組み合わせた形状である。このフランジ31aは、天板31の上面側に受ける圧力を強固に支持して、天板31の変形を防ぐいわゆる梁の役割を果たす。
上述した形状により、第3の実施形態に係るヒートシンク30は、天板31の上面側に受ける圧力に対する強度が、従来の平板に比べて格段に向上する。すなわち、このヒートシンク30は、天板31の上面側にモールド注入圧を受けても変形し難くなるため、上記第1の実施形態で述べた製造工程(図3を参照)を用いて、半導体チップ13等とヒートシンク30との一体成形が可能となる。この一体成形で完成した第3の実施形態に係る半導体パッケージ39を、図7に示す。
以上のように、本発明の第3の実施形態によれば、ヒートシンク30が天板31の上面にフランジ31aを有しているため、ヒートシンク30上面側からのヒートシンク30の耐圧力性能が向上する。従って、このヒートシンク30を半導体チップ13等と共にモールド用金型61に設置して、ヒートシンク30を備えた半導体チップ13をモールド工程において一体成形することができる。また、このヒートシンク30は、フランジ31aによって上面側の表面積が大きくなるため、従来の平板ヒートシンクよりも冷却性能が向上する。
なお、上記第3の実施形態では、フランジ31aの形状として、ヒートシンク30の各辺と平行な直線で領域を4等分する十字形を用いた一例を説明したが、例えば図8(a)に示すようにヒートシンク30の対角線で領域を4等分する十字形を用いたフランジ31aを形成してもよい。また、このヒートシンク30のフランジ31aは、十字形の部分だけで形成しても(図8(b)及び(c))、また矩形の部分はヒートシンク30の外周よりも内側に形成しても(図8(d))よく、この場合でも従来の平板構造と比べて耐圧力性能が向上する。
<第4の実施形態>
図9は、本発明の第4の実施形態に係るヒートシンク40を説明する図である。図9(a)は、ヒートシンク40の上面図であり、図9(b)は、図9(a)のD−D断面図である。
以下、本発明の第4の実施形態に係るヒートシンク40の特徴的な形状、及びヒートシンク40を用いた半導体パッケージ49を順に説明する。
図9は、本発明の第4の実施形態に係るヒートシンク40を説明する図である。図9(a)は、ヒートシンク40の上面図であり、図9(b)は、図9(a)のD−D断面図である。
以下、本発明の第4の実施形態に係るヒートシンク40の特徴的な形状、及びヒートシンク40を用いた半導体パッケージ49を順に説明する。
第4の実施形態に係るヒートシンク40は、高い熱放出性能を有した金属部材である。このヒートシンク40は、図9に示すように、平板の上面側にフランジ41aを形成した天板41と、天板41の下面側に平行に設けられた冷却用の複数のフィン42とで構成される。フランジ41aは、ヒートシンク40の外周形状に合わせた矩形とヒートシンク40の中心を通過して領域を4等分する十字形とを組み合わせた形状であり、外周形状に合わせた矩形の断面がT字形状となっている。このフランジ41aは、天板41の上面側に受ける圧力を強固に支持して、天板41の変形を防ぐいわゆる梁の役割を果たす。それと同時に、このフランジ41aは、外周形状に合わせた矩形が持つT字形状によってモールド樹脂と接する面積を広げている。
上述した形状により、第4の実施形態に係るヒートシンク40は、天板41の上面側に受ける圧力に対する強度が、従来の平板に比べて格段に向上する。すなわち、このヒートシンク40は、天板41の上面側にモールド注入圧を受けても変形し難くなるため、上記第1の実施形態で述べた製造工程(図3を参照)を用いて、半導体チップ13等とヒートシンク40との一体成形が可能となる。さらに、T字形状の矩形のフランジ41aを形成しているので、ヒートシンク40にモールド樹脂が接着する面積が増える。この一体成形で完成した第4の実施形態に係る半導体パッケージ49を、図10に示す。
以上のように、本発明の第4の実施形態によれば、ヒートシンク40が天板41の上面にフランジ41aを有しているため、ヒートシンク40上面側からのヒートシンク40の耐圧力性能が向上する。従って、このヒートシンク40を半導体チップ13等と共にモールド用金型61に設置して、ヒートシンク40を備えた半導体チップ13をモールド工程において一体成形することができる。また、このヒートシンク40は、T字形状の矩形のフランジ41aによってモールド樹脂との接着面積が大きくなるため、従来の平板ヒートシンクよりも剥離発生の問題を改善させることができる。
なお、この第4の実施形態のフランジ41aにおいても、上記第3の実施形態のフランジ31aと同様に、ヒートシンク40の中心を通過して領域を4等分する十字形状は、図8(a)に示す形状であってもよい。また、
本発明は、発熱する半導体素子等を含んだ半導体チップをパッケージングする場合等に利用可能であり、特にヒートシンクを備えた半導体パッケージを1つの工程で一体成形して完成させたい場合等に有用である。
10、20、30、40、110 ヒートシンク
11、21、31、41 天板
11a、21a ドーム
12、22、32、42 フィン
13 半導体チップ
14 ヒートスプレッダ
15 接合剤
16 リードフレーム
19、29、39、49 半導体パッケージ
31a、41a フランジ
61 モールド用金型
61a 支持部
62 ピストン
63 注入口
64 モールド樹脂
11、21、31、41 天板
11a、21a ドーム
12、22、32、42 フィン
13 半導体チップ
14 ヒートスプレッダ
15 接合剤
16 リードフレーム
19、29、39、49 半導体パッケージ
31a、41a フランジ
61 モールド用金型
61a 支持部
62 ピストン
63 注入口
64 モールド樹脂
Claims (10)
- 半導体パッケージであって、
半導体チップと、
モールド樹脂によって前記半導体チップと一体成形されたヒートシンクとを含み、
前記ヒートシンクは、
前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状を有する天板と、
前記天板の下面に設けられた複数のフィンとを備える、半導体パッケージ。 - 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側が凸部に下面側が凹部になるドームを設けた形状であることを特徴とする、請求項1に記載の半導体パッケージ。
- 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側が平面で下面側が凹部になるドームを設けた形状であることを特徴とする、請求項1に記載の半導体パッケージ。
- 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側にフランジを設けた形状であることを特徴とする、請求項1に記載の半導体パッケージ。
- 前記フランジの一部は、断面がT字形状であることを特徴とする、請求項4に記載の半導体パッケージ。
- 半導体パッケージに用いられるヒートシンクであって、
半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状を有する天板と、
前記天板の下面に設けられた複数のフィンとを備える、ヒートシンク。 - 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側が凸部に下面側が凹部になるドームを設けた形状であることを特徴とする、請求項6に記載のヒートシンク。
- 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側が平面で下面側が凹部になるドームを設けた形状であることを特徴とする、請求項6に記載のヒートシンク。
- 前記半導体チップが接合される側である上面から受ける圧力を内部応力に変換する形状は、上面側にフランジを設けた形状であることを特徴とする、請求項6に記載のヒートシンク。
- 前記フランジの一部は、断面がT字形状であることを特徴とする、請求項9に記載のヒートシンク。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032495A JP2012174734A (ja) | 2011-02-17 | 2011-02-17 | ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032495A JP2012174734A (ja) | 2011-02-17 | 2011-02-17 | ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012174734A true JP2012174734A (ja) | 2012-09-10 |
Family
ID=46977412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011032495A Withdrawn JP2012174734A (ja) | 2011-02-17 | 2011-02-17 | ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012174734A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013125474A1 (ja) * | 2012-02-24 | 2013-08-29 | 三菱電機株式会社 | 半導体装置とその製造方法 |
| US11381137B2 (en) | 2017-06-20 | 2022-07-05 | Mitsubishi Electric Corporation | Electric motor, compressor, air conditioner, and method for manufacturing electric motor |
| WO2023017570A1 (ja) * | 2021-08-10 | 2023-02-16 | 三菱電機株式会社 | 半導体装置及びインバータユニット |
-
2011
- 2011-02-17 JP JP2011032495A patent/JP2012174734A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013125474A1 (ja) * | 2012-02-24 | 2013-08-29 | 三菱電機株式会社 | 半導体装置とその製造方法 |
| US9320173B2 (en) | 2012-02-24 | 2016-04-19 | Mitsubishi Electric Corporation | Semiconductor device having a bulge portion and manufacturing method therefor |
| US11381137B2 (en) | 2017-06-20 | 2022-07-05 | Mitsubishi Electric Corporation | Electric motor, compressor, air conditioner, and method for manufacturing electric motor |
| WO2023017570A1 (ja) * | 2021-08-10 | 2023-02-16 | 三菱電機株式会社 | 半導体装置及びインバータユニット |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10211122B2 (en) | Semiconductor module including a case and base board | |
| US20100019379A1 (en) | External heat sink for bare-die flip chip packages | |
| JPWO2018146933A1 (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP2012164763A (ja) | ヒートシンク付き半導体パッケージの製造方法及び当該ヒートシンク | |
| JP2006222347A (ja) | 半導体モジュールと半導体モジュールの製造方法 | |
| JP2014216459A (ja) | 半導体装置 | |
| JP5083261B2 (ja) | 半導体装置及びその製造方法 | |
| JP2009026957A (ja) | 絶縁フィン及びヒートシンク | |
| JP6742538B2 (ja) | 半導体装置 | |
| JP2012174734A (ja) | ヒートシンク及び当該ヒートシンクを備えた半導体パッケージ | |
| WO2013065427A1 (ja) | 半導体モジュール及びその製造方法 | |
| JP5136458B2 (ja) | 半導体パッケージ及びその製造方法 | |
| JP2014013878A (ja) | 電子装置 | |
| JP2013219194A (ja) | 半導体装置 | |
| JP4537774B2 (ja) | リードフレームの製造方法 | |
| JP7056366B2 (ja) | 半導体モジュール及びそれを用いた半導体装置 | |
| JP5056105B2 (ja) | 半導体装置およびその製造方法 | |
| JP5799857B2 (ja) | 半導体装置 | |
| JP6131875B2 (ja) | 半導体パッケージ | |
| CN102543910A (zh) | 芯片封装件及其制造方法 | |
| JP2016187009A (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| JP2010118712A (ja) | Qfnパッケージの製造方法 | |
| JP5477260B2 (ja) | 電子装置およびその製造方法 | |
| WO2015111376A1 (ja) | モールドパッケージ | |
| JP6057498B2 (ja) | 半導体装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |