JP2012170831A - 塗膜の剥離方法及び塗膜剥離用マスキング材 - Google Patents
塗膜の剥離方法及び塗膜剥離用マスキング材 Download PDFInfo
- Publication number
- JP2012170831A JP2012170831A JP2011032038A JP2011032038A JP2012170831A JP 2012170831 A JP2012170831 A JP 2012170831A JP 2011032038 A JP2011032038 A JP 2011032038A JP 2011032038 A JP2011032038 A JP 2011032038A JP 2012170831 A JP2012170831 A JP 2012170831A
- Authority
- JP
- Japan
- Prior art keywords
- peeling
- film
- coating film
- base substrate
- resin composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 126
- 239000011248 coating agent Substances 0.000 title claims abstract description 125
- 239000000463 material Substances 0.000 title claims abstract description 52
- 230000000873 masking effect Effects 0.000 title claims abstract description 47
- 238000000034 method Methods 0.000 title claims abstract description 46
- 239000011342 resin composition Substances 0.000 claims abstract description 76
- 229920005989 resin Polymers 0.000 claims abstract description 66
- 239000011347 resin Substances 0.000 claims abstract description 66
- 239000003973 paint Substances 0.000 claims abstract description 51
- 239000000178 monomer Substances 0.000 claims abstract description 46
- 239000000758 substrate Substances 0.000 claims description 49
- 239000003795 chemical substances by application Substances 0.000 claims description 44
- 239000013008 thixotropic agent Substances 0.000 claims description 37
- 239000000203 mixture Substances 0.000 claims description 28
- 229920001187 thermosetting polymer Polymers 0.000 claims description 22
- 238000002156 mixing Methods 0.000 claims description 10
- 238000000151 deposition Methods 0.000 claims description 8
- 238000007605 air drying Methods 0.000 claims description 7
- 238000013329 compounding Methods 0.000 claims description 2
- 239000000126 substance Substances 0.000 abstract description 5
- 238000009825 accumulation Methods 0.000 abstract 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 35
- 239000002585 base Substances 0.000 description 34
- 239000000047 product Substances 0.000 description 30
- -1 trimethylolpropane Chemical class 0.000 description 27
- 150000003254 radicals Chemical class 0.000 description 21
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 14
- 239000003822 epoxy resin Substances 0.000 description 13
- 229920000647 polyepoxide Polymers 0.000 description 13
- 229910002012 Aerosil® Inorganic materials 0.000 description 10
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 9
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical class C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 9
- 229920001567 vinyl ester resin Polymers 0.000 description 9
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 8
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 8
- 238000010422 painting Methods 0.000 description 8
- 229920006337 unsaturated polyester resin Polymers 0.000 description 8
- ATVJXMYDOSMEPO-UHFFFAOYSA-N 3-prop-2-enoxyprop-1-ene Chemical compound C=CCOCC=C ATVJXMYDOSMEPO-UHFFFAOYSA-N 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000002253 acid Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 7
- 229920006395 saturated elastomer Polymers 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000003063 flame retardant Substances 0.000 description 6
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 6
- 150000005846 sugar alcohols Polymers 0.000 description 6
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 239000003112 inhibitor Substances 0.000 description 5
- 238000006116 polymerization reaction Methods 0.000 description 5
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 4
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 230000001680 brushing effect Effects 0.000 description 4
- 239000012459 cleaning agent Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000012188 paraffin wax Substances 0.000 description 4
- 230000001846 repelling effect Effects 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- RWRDLPDLKQPQOW-UHFFFAOYSA-N Pyrrolidine Chemical compound C1CCNC1 RWRDLPDLKQPQOW-UHFFFAOYSA-N 0.000 description 3
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 3
- 150000001408 amides Chemical class 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000003208 petroleum Substances 0.000 description 3
- 150000003014 phosphoric acid esters Chemical class 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000007665 sagging Methods 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 239000001993 wax Substances 0.000 description 3
- AZQWKYJCGOJGHM-UHFFFAOYSA-N 1,4-benzoquinone Chemical compound O=C1C=CC(=O)C=C1 AZQWKYJCGOJGHM-UHFFFAOYSA-N 0.000 description 2
- RSJWKIDVVZWYTD-UHFFFAOYSA-N 1-(2-isocyanatopropan-2-yl)-2-prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC=C1C(C)(C)N=C=O RSJWKIDVVZWYTD-UHFFFAOYSA-N 0.000 description 2
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- HCLJOFJIQIJXHS-UHFFFAOYSA-N 2-[2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOCCOC(=O)C=C HCLJOFJIQIJXHS-UHFFFAOYSA-N 0.000 description 2
- SVTBMSDMJJWYQN-UHFFFAOYSA-N 2-methylpentane-2,4-diol Chemical compound CC(O)CC(C)(C)O SVTBMSDMJJWYQN-UHFFFAOYSA-N 0.000 description 2
- BQKZEKVKJUIRGH-UHFFFAOYSA-N 2-prop-2-enoxypropan-1-ol Chemical compound OCC(C)OCC=C BQKZEKVKJUIRGH-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- YNAVUWVOSKDBBP-UHFFFAOYSA-N Morpholine Chemical compound C1COCCN1 YNAVUWVOSKDBBP-UHFFFAOYSA-N 0.000 description 2
- GLUUGHFHXGJENI-UHFFFAOYSA-N Piperazine Chemical compound C1CNCCN1 GLUUGHFHXGJENI-UHFFFAOYSA-N 0.000 description 2
- NQRYJNQNLNOLGT-UHFFFAOYSA-N Piperidine Chemical compound C1CCNCC1 NQRYJNQNLNOLGT-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 235000019437 butane-1,3-diol Nutrition 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000002274 desiccant Substances 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 150000004820 halides Chemical class 0.000 description 2
- 150000008282 halocarbons Chemical class 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000010526 radical polymerization reaction Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 230000009974 thixotropic effect Effects 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 229920006305 unsaturated polyester Polymers 0.000 description 2
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- FVQMJJQUGGVLEP-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)C FVQMJJQUGGVLEP-UHFFFAOYSA-N 0.000 description 1
- MUTGBJKUEZFXGO-OLQVQODUSA-N (3as,7ar)-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1CCC[C@@H]2C(=O)OC(=O)[C@@H]21 MUTGBJKUEZFXGO-OLQVQODUSA-N 0.000 description 1
- KMOUUZVZFBCRAM-OLQVQODUSA-N (3as,7ar)-3a,4,7,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C=CC[C@@H]2C(=O)OC(=O)[C@@H]21 KMOUUZVZFBCRAM-OLQVQODUSA-N 0.000 description 1
- XQWPAXMLSPUNPV-UHFFFAOYSA-N (4-tert-butylcyclohexyl) (4-tert-butylcyclohexyl)oxy carbonate Chemical compound C1CC(C(C)(C)C)CCC1OOC(=O)OC1CCC(C(C)(C)C)CC1 XQWPAXMLSPUNPV-UHFFFAOYSA-N 0.000 description 1
- ZQHJVIHCDHJVII-OWOJBTEDSA-N (e)-2-chlorobut-2-enedioic acid Chemical compound OC(=O)\C=C(\Cl)C(O)=O ZQHJVIHCDHJVII-OWOJBTEDSA-N 0.000 description 1
- ZMQWRASVUXJXGM-VOTSOKGWSA-N (e)-4-cyclohexyloxy-4-oxobut-2-enoic acid Chemical compound OC(=O)\C=C\C(=O)OC1CCCCC1 ZMQWRASVUXJXGM-VOTSOKGWSA-N 0.000 description 1
- MFWFDRBPQDXFRC-LNTINUHCSA-N (z)-4-hydroxypent-3-en-2-one;vanadium Chemical compound [V].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O MFWFDRBPQDXFRC-LNTINUHCSA-N 0.000 description 1
- WBYWAXJHAXSJNI-VOTSOKGWSA-M .beta-Phenylacrylic acid Natural products [O-]C(=O)\C=C\C1=CC=CC=C1 WBYWAXJHAXSJNI-VOTSOKGWSA-M 0.000 description 1
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- 229940058015 1,3-butylene glycol Drugs 0.000 description 1
- WJFKNYWRSNBZNX-UHFFFAOYSA-N 10H-phenothiazine Chemical compound C1=CC=C2NC3=CC=CC=C3SC2=C1 WJFKNYWRSNBZNX-UHFFFAOYSA-N 0.000 description 1
- JCTXKRPTIMZBJT-UHFFFAOYSA-N 2,2,4-trimethylpentane-1,3-diol Chemical compound CC(C)C(O)C(C)(C)CO JCTXKRPTIMZBJT-UHFFFAOYSA-N 0.000 description 1
- CHUGKEQJSLOLHL-UHFFFAOYSA-N 2,2-Bis(bromomethyl)propane-1,3-diol Chemical compound OCC(CO)(CBr)CBr CHUGKEQJSLOLHL-UHFFFAOYSA-N 0.000 description 1
- AUFZRCJENRSRLY-UHFFFAOYSA-N 2,3,5-trimethylhydroquinone Chemical compound CC1=CC(O)=C(C)C(C)=C1O AUFZRCJENRSRLY-UHFFFAOYSA-N 0.000 description 1
- DPGYCJUCJYUHTM-UHFFFAOYSA-N 2,4,4-trimethylpentan-2-yloxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)CC(C)(C)C DPGYCJUCJYUHTM-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- DIOZVWSHACHNRT-UHFFFAOYSA-N 2-(2-prop-2-enoxyethoxy)ethanol Chemical compound OCCOCCOCC=C DIOZVWSHACHNRT-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- RWLALWYNXFYRGW-UHFFFAOYSA-N 2-Ethyl-1,3-hexanediol Chemical compound CCCC(O)C(CC)CO RWLALWYNXFYRGW-UHFFFAOYSA-N 0.000 description 1
- RQZUWSJHFBOFPI-UHFFFAOYSA-N 2-[1-[1-(oxiran-2-ylmethoxy)propan-2-yloxy]propan-2-yloxymethyl]oxirane Chemical compound C1OC1COC(C)COC(C)COCC1CO1 RQZUWSJHFBOFPI-UHFFFAOYSA-N 0.000 description 1
- PFUXCENAHWMURC-UHFFFAOYSA-N 2-[2-(2-prop-2-enoxyethoxy)ethoxy]ethanol Chemical compound OCCOCCOCCOCC=C PFUXCENAHWMURC-UHFFFAOYSA-N 0.000 description 1
- SBYMUDUGTIKLCR-UHFFFAOYSA-N 2-chloroethenylbenzene Chemical compound ClC=CC1=CC=CC=C1 SBYMUDUGTIKLCR-UHFFFAOYSA-N 0.000 description 1
- WFUGQJXVXHBTEM-UHFFFAOYSA-N 2-hydroperoxy-2-(2-hydroperoxybutan-2-ylperoxy)butane Chemical compound CCC(C)(OO)OOC(C)(CC)OO WFUGQJXVXHBTEM-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- GCYHRYNSUGLLMA-UHFFFAOYSA-N 2-prop-2-enoxyethanol Chemical compound OCCOCC=C GCYHRYNSUGLLMA-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- DXIJHCSGLOHNES-UHFFFAOYSA-N 3,3-dimethylbut-1-enylbenzene Chemical compound CC(C)(C)C=CC1=CC=CC=C1 DXIJHCSGLOHNES-UHFFFAOYSA-N 0.000 description 1
- GRWFFFOEIHGUBG-UHFFFAOYSA-N 3,4-Epoxy-6-methylcyclohexylmethyl-3,4-epoxy-6-methylcyclo-hexanecarboxylate Chemical compound C1C2OC2CC(C)C1C(=O)OCC1CC2OC2CC1C GRWFFFOEIHGUBG-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- MECNWXGGNCJFQJ-UHFFFAOYSA-N 3-piperidin-1-ylpropane-1,2-diol Chemical compound OCC(O)CN1CCCCC1 MECNWXGGNCJFQJ-UHFFFAOYSA-N 0.000 description 1
- CYUZOYPRAQASLN-UHFFFAOYSA-N 3-prop-2-enoyloxypropanoic acid Chemical compound OC(=O)CCOC(=O)C=C CYUZOYPRAQASLN-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- CXXSQMDHHYTRKY-UHFFFAOYSA-N 4-amino-2,3,5-tris(oxiran-2-ylmethyl)phenol Chemical compound C1=C(O)C(CC2OC2)=C(CC2OC2)C(N)=C1CC1CO1 CXXSQMDHHYTRKY-UHFFFAOYSA-N 0.000 description 1
- DBCAQXHNJOFNGC-UHFFFAOYSA-N 4-bromo-1,1,1-trifluorobutane Chemical compound FC(F)(F)CCCBr DBCAQXHNJOFNGC-UHFFFAOYSA-N 0.000 description 1
- XESZUVZBAMCAEJ-UHFFFAOYSA-N 4-tert-butylcatechol Chemical compound CC(C)(C)C1=CC=C(O)C(O)=C1 XESZUVZBAMCAEJ-UHFFFAOYSA-N 0.000 description 1
- OECTYKWYRCHAKR-UHFFFAOYSA-N 4-vinylcyclohexene dioxide Chemical compound C1OC1C1CC2OC2CC1 OECTYKWYRCHAKR-UHFFFAOYSA-N 0.000 description 1
- RZJKZTPKSRPUFJ-UHFFFAOYSA-N 5,5-dimethyl-1,3-bis(oxiran-2-ylmethyl)imidazolidine-2,4-dione Chemical compound O=C1N(CC2OC2)C(=O)C(C)(C)N1CC1CO1 RZJKZTPKSRPUFJ-UHFFFAOYSA-N 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- WBYWAXJHAXSJNI-SREVYHEPSA-N Cinnamic acid Chemical compound OC(=O)\C=C/C1=CC=CC=C1 WBYWAXJHAXSJNI-SREVYHEPSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JLTDJTHDQAWBAV-UHFFFAOYSA-N N,N-dimethylaniline Chemical compound CN(C)C1=CC=CC=C1 JLTDJTHDQAWBAV-UHFFFAOYSA-N 0.000 description 1
- 229930192627 Naphthoquinone Natural products 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- BGNXCDMCOKJUMV-UHFFFAOYSA-N Tert-Butylhydroquinone Chemical compound CC(C)(C)C1=CC(O)=CC=C1O BGNXCDMCOKJUMV-UHFFFAOYSA-N 0.000 description 1
- QHWKHLYUUZGSCW-UHFFFAOYSA-N Tetrabromophthalic anhydride Chemical compound BrC1=C(Br)C(Br)=C2C(=O)OC(=O)C2=C1Br QHWKHLYUUZGSCW-UHFFFAOYSA-N 0.000 description 1
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical group ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- FDLQZKYLHJJBHD-UHFFFAOYSA-N [3-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC(CN)=C1 FDLQZKYLHJJBHD-UHFFFAOYSA-N 0.000 description 1
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000410 antimony oxide Inorganic materials 0.000 description 1
- 125000002511 behenyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- JQRRFDWXQOQICD-UHFFFAOYSA-N biphenylen-1-ylboronic acid Chemical compound C12=CC=CC=C2C2=C1C=CC=C2B(O)O JQRRFDWXQOQICD-UHFFFAOYSA-N 0.000 description 1
- JRPRCOLKIYRSNH-UHFFFAOYSA-N bis(oxiran-2-ylmethyl) benzene-1,2-dicarboxylate Chemical compound C=1C=CC=C(C(=O)OCC2OC2)C=1C(=O)OCC1CO1 JRPRCOLKIYRSNH-UHFFFAOYSA-N 0.000 description 1
- KTPIWUHKYIJBCR-UHFFFAOYSA-N bis(oxiran-2-ylmethyl) cyclohex-4-ene-1,2-dicarboxylate Chemical compound C1C=CCC(C(=O)OCC2OC2)C1C(=O)OCC1CO1 KTPIWUHKYIJBCR-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- UPIWXMRIPODGLE-UHFFFAOYSA-N butyl benzenecarboperoxoate Chemical compound CCCCOOC(=O)C1=CC=CC=C1 UPIWXMRIPODGLE-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 231100000315 carcinogenic Toxicity 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229930016911 cinnamic acid Natural products 0.000 description 1
- 235000013985 cinnamic acid Nutrition 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- FJDJVBXSSLDNJB-LNTINUHCSA-N cobalt;(z)-4-hydroxypent-3-en-2-one Chemical compound [Co].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O FJDJVBXSSLDNJB-LNTINUHCSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229940079721 copper chloride Drugs 0.000 description 1
- 229940120693 copper naphthenate Drugs 0.000 description 1
- ORTQZVOHEJQUHG-UHFFFAOYSA-L copper(II) chloride Chemical compound Cl[Cu]Cl ORTQZVOHEJQUHG-UHFFFAOYSA-L 0.000 description 1
- SEVNKWFHTNVOLD-UHFFFAOYSA-L copper;3-(4-ethylcyclohexyl)propanoate;3-(3-ethylcyclopentyl)propanoate Chemical compound [Cu+2].CCC1CCC(CCC([O-])=O)C1.CCC1CCC(CCC([O-])=O)CC1 SEVNKWFHTNVOLD-UHFFFAOYSA-L 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- PDXRQENMIVHKPI-UHFFFAOYSA-N cyclohexane-1,1-diol Chemical compound OC1(O)CCCCC1 PDXRQENMIVHKPI-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 239000012933 diacyl peroxide Substances 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- BEFDCLMNVWHSGT-UHFFFAOYSA-N ethenylcyclopentane Chemical compound C=CC1CCCC1 BEFDCLMNVWHSGT-UHFFFAOYSA-N 0.000 description 1
- IIQWTZQWBGDRQG-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate;isocyanic acid Chemical compound N=C=O.CCOC(=O)C(C)=C IIQWTZQWBGDRQG-UHFFFAOYSA-N 0.000 description 1
- XYIBRDXRRQCHLP-UHFFFAOYSA-N ethyl acetoacetate Chemical compound CCOC(=O)CC(C)=O XYIBRDXRRQCHLP-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Substances CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 1
- 229960005082 etohexadiol Drugs 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- NKHAVTQWNUWKEO-UHFFFAOYSA-N fumaric acid monomethyl ester Natural products COC(=O)C=CC(O)=O NKHAVTQWNUWKEO-UHFFFAOYSA-N 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002366 halogen compounds Chemical class 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229940051250 hexylene glycol Drugs 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000002432 hydroperoxides Chemical class 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- YAMHXTCMCPHKLN-UHFFFAOYSA-N imidazolidin-2-one Chemical compound O=C1NCCN1 YAMHXTCMCPHKLN-UHFFFAOYSA-N 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 239000002440 industrial waste Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229940049920 malate Drugs 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- SGLXWMAOOWXVAM-UHFFFAOYSA-L manganese(2+);octanoate Chemical compound [Mn+2].CCCCCCCC([O-])=O.CCCCCCCC([O-])=O SGLXWMAOOWXVAM-UHFFFAOYSA-L 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- HNEGQIOMVPPMNR-NSCUHMNNSA-N mesaconic acid Chemical compound OC(=O)C(/C)=C/C(O)=O HNEGQIOMVPPMNR-NSCUHMNNSA-N 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- WBYWAXJHAXSJNI-UHFFFAOYSA-N methyl p-hydroxycinnamate Natural products OC(=O)C=CC1=CC=CC=C1 WBYWAXJHAXSJNI-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- HNEGQIOMVPPMNR-UHFFFAOYSA-N methylfumaric acid Natural products OC(=O)C(C)=CC(O)=O HNEGQIOMVPPMNR-UHFFFAOYSA-N 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- NKHAVTQWNUWKEO-NSCUHMNNSA-N monomethyl fumarate Chemical compound COC(=O)\C=C\C(O)=O NKHAVTQWNUWKEO-NSCUHMNNSA-N 0.000 description 1
- 229940005650 monomethyl fumarate Drugs 0.000 description 1
- JDEJGVSZUIJWBM-UHFFFAOYSA-N n,n,2-trimethylaniline Chemical compound CN(C)C1=CC=CC=C1C JDEJGVSZUIJWBM-UHFFFAOYSA-N 0.000 description 1
- JAYXSROKFZAHRQ-UHFFFAOYSA-N n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC=CC=1)CC1CO1 JAYXSROKFZAHRQ-UHFFFAOYSA-N 0.000 description 1
- 150000002791 naphthoquinones Chemical class 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 150000002903 organophosphorus compounds Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical class NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- VTRUBDSFZJNXHI-UHFFFAOYSA-N oxoantimony Chemical class [Sb]=O VTRUBDSFZJNXHI-UHFFFAOYSA-N 0.000 description 1
- NWVVVBRKAWDGAB-UHFFFAOYSA-N p-methoxyphenol Chemical compound COC1=CC=C(O)C=C1 NWVVVBRKAWDGAB-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 229950000688 phenothiazine Drugs 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- IGALFTFNPPBUDN-UHFFFAOYSA-N phenyl-[2,3,4,5-tetrakis(oxiran-2-ylmethyl)phenyl]methanediamine Chemical compound C=1C(CC2OC2)=C(CC2OC2)C(CC2OC2)=C(CC2OC2)C=1C(N)(N)C1=CC=CC=C1 IGALFTFNPPBUDN-UHFFFAOYSA-N 0.000 description 1
- 150000003021 phthalic acid derivatives Chemical class 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- ZHIDJOQMCAERGH-UHFFFAOYSA-N prop-1-enylbenzene prop-2-enylbenzene Chemical compound CC=CC1=CC=CC=C1.C(=C)CC1=CC=CC=C1 ZHIDJOQMCAERGH-UHFFFAOYSA-N 0.000 description 1
- ULWHHBHJGPPBCO-UHFFFAOYSA-N propane-1,1-diol Chemical compound CCC(O)O ULWHHBHJGPPBCO-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 239000007870 radical polymerization initiator Substances 0.000 description 1
- 238000006479 redox reaction Methods 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000004334 sorbic acid Substances 0.000 description 1
- 229940075582 sorbic acid Drugs 0.000 description 1
- 235000010199 sorbic acid Nutrition 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- CNHDIAIOKMXOLK-UHFFFAOYSA-N toluquinol Chemical compound CC1=CC(O)=CC=C1O CNHDIAIOKMXOLK-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 125000004205 trifluoroethyl group Chemical group [H]C([H])(*)C(F)(F)F 0.000 description 1
- 150000004072 triols Chemical class 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Landscapes
- Paints Or Removers (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Abstract
【解決手段】 ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とし、硬化物として破断までの引張り伸び率が、10%以上の樹脂組成物を剥離用皮膜1として、下地基材2上に形成して硬化させ、その剥離用皮膜1上に塗料堆積物4が堆積された後に、下地基材2から剥離用皮膜1を引き剥がすことにより、下地基材2から容易に塗料堆積物4が堆積された剥離用皮膜1を剥離する塗膜の剥離方法及び塗膜剥離用マスキング材である。
【選択図】 図6
Description
従来、塗装治工具や塗装用ブースの壁面、床等、本来不要な塗膜が付着し、堆積したものを除去する剥離方法には以下のものがある。
(1)トリクロロエチレン、ジクロロメタンなどに代表されるハロゲン系炭化水素を洗浄剤として用いて塗膜を除去する方法。
(2)有機アルカリや無機アルカリを煮沸して塗膜を剥離する方法。
(3)洗浄剤などを使用する際に、超音波を照射して塗膜の剥離を促進する方法。
(4)ケレン・ハツリ機具などを用いて物理的に塗膜を剥がす方法。
尚、関連する先行技術として、特開2001−121077号公報「自動車車体の塗装方法」(本田技研工業株式会社)[特許文献1]、特開2001−017912号公報「自動車車体の塗装方法」(本田技研工業株式会社)[特許文献2]、特開平08−269372号公報「塗装面の保護フィルム形成用塗料及び車体塗装面の保護方法」(日産車体株式会社)[特許文献3]、特開平07−024832号公報「塗装された熱可塑プラスチック製品の塗装膜剥離方法並びに再生処理方法及び装置」(株式会社日本製鋼所)[特許文献4]がある。
第1に、塗装治工具や塗装用ブースの壁面、床等、本来不要な塗料が付着し堆積したものを除去するために、ハロゲン系炭化水素を洗浄剤として用いる方法では、発ガン性があり、またその安定性ゆえに、環境中に放出された後、分解されず残留するという問題があった。
いずれの場合にも作業効率が低くその改善が望まれていた。
[実施の形態の概要]
本発明の実施の形態に係る塗膜の剥離方法(本剥離方法)は、ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とし、硬化物として破断までの引張り伸び率が、10%以上の樹脂組成物を剥離用皮膜として、下地基材上(下地基材表面)に形成して硬化させ、その剥離用皮膜上に塗料堆積物が堆積された後に、下地基材から剥離用皮膜を引き剥がすことにより、下地基材から容易に塗料堆積物が堆積された剥離用皮膜を剥離することができるものである。
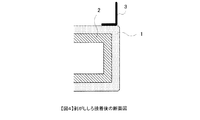
本発明の実施の形態に係る塗膜の剥離方法(本剥離方法)について図1〜図6を参照しながら説明する。図1は、塗料堆積後の断面図であり、図2は、剥離用皮膜の塗布時の断面図であり、図3は、剥離用皮膜の形成後の断面図であり、図4は、剥がししろ接着後の断面図であり、図5は、塗料堆積後の断面図であり、図6は、塗料堆積物への切り込み状況の断面図である。
尚、図1,3が後述する実施例1〜6、図2が実施例1〜7、図4〜6が実施例7に関係している。
下地基材2上に剥離用皮膜1が形成され、その上に塗料堆積物4が形成された状態が図1に示されている。
以下に、剥離用皮膜1、塗料堆積物4の形成方法、更に、剥離用皮膜1の剥離方法を説明する。
尚、図1では、塗料堆積物4を下地基材2上に堆積させたくない場合に、下地基材2と塗料堆積物4の間に剥離用皮膜1を形成するものであるが、下地基材2上に塗料堆積物4を堆積させる場合には、無論、剥離用皮膜1を設けないものである。
本剥離方法は、図2,3に示すように、下地基材2上にエアスプレーガン、刷毛、ローラー等の塗装器具を使用して常温下で剥離用皮膜1を塗装し、硬化させる。
尚、予め下地基材2に離型剤を塗布することで、より剥離用皮膜1の剥離作業がしやすくできる。
つまり、耐溶剤性、耐熱性、耐衝撃性に優れた熱硬化性樹脂の硬化物を剥離用皮膜1として用いることで、幅広い焼付け温度の塗料に対応できる。
下地基材2上に剥離用皮膜1が形成された状態で、図4に示すように、剥がししろ3を剥離用皮膜1の一部に接着する。剥がししろ3は、剥離用皮膜1、塗料堆積物4とは異種異形材を使用する。
剥がししろ3を両面テープ又は接着剤、粘着剤等で剥離用皮膜1に接着して、後に剥離用皮膜1を下地基材2から剥離する際に、剥がししろ3を引っ張ることで、容易に剥離用皮膜1を剥離できる。
更に、図5に示すように、剥離用皮膜1上に塗料堆積物4が堆積され、硬化させる。
そして、図6に示すように、塗料堆積物4にハツリ機具等で切り込みを形成し、剥がししろ3を露出させ、剥がししろ3を引っ張ることで、塗料堆積物4が堆積された剥離用皮膜1を下地基材2から剥離する。
次に、本発明の実施の形態に係る塗膜剥離用マスキング材(本マスキング部材:剥離用皮膜1)について具体的に説明する。
本マスキング部材は、ラジカル共重合性不飽和樹脂と重合性単量体の混合物に揺変性付与剤を添加したものを主成分とする熱硬化性樹脂組成物を使用する。
この樹脂組成物(本樹脂組成物)に、硬化促進剤と硬化剤を配合することで、常温硬化にて皮膜が形成できる。本樹脂組成物は、チクソトロピーを有し、簡易な塗装機具を使用して、常温下で塗装ができる。
0.1mm以下の場合、塗膜強度が低く、連続して剥がし難くなり、1.0mm以上の厚さでは、コスト高になる。
次に、本樹脂組成物の成分であるラジカル共重合性不飽和樹脂について具体的に説明する。
このラジカル共重合性不飽和樹脂である、不飽和ポリエステル樹脂、ビニルエステル樹脂等の組成は、特に限定されず公知慣用のものが使用できる。
ラジカル共重合性不飽和樹脂である、不飽和ポリエステル樹脂の組成は、例えば、α,β−不飽和カルボン酸と多価アルコールとの反応で得られる。α,β−不飽和カルボン酸以外にも飽和カルボン酸を含んでいてもよい。
α,β−不飽和カルボン酸としては、例えば、フマル酸、マレイン酸、無水マレイン酸、イタコン酸、シトラコン酸、メサコン酸、クロロマレイン酸、あるいは、これらのジメチルエステル類などが挙げられる。これらのα,β−不飽和カルボン酸はそれぞれ単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
また、飽和カルボン酸としては、例えばフタル酸、無水フタル酸、イソフタル酸、テレフタル酸、ヘット酸、ヘキサヒドロ無水フタル酸、テトラヒドロ無水フタル酸、アジピン酸、セバチン酸、アゼライン酸、テトラブロム無水フタル酸等が挙げられる。これらの飽和カルボン酸はそれぞれ単独で用いてもよいし、2種以上を組み合わせてもよい。
また、多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリメチレングリコール、トリエチレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、2メチル−1,3プロパンジオール、1,6−ヘキサンジオール、シクロヘキサンジオール、ネオペンチルグリコール、2,2,4−トリメチル−1,3−ペンタンジオール、1,4−シクロヘキサンジメタノール、水素化ビスフェノールA、水素化ビスフェノールA・アルキレンオキサイド付加物等のグリコール類などのジオール類、トリメチロールプロパンなどのトリオール類、ペンタエリスリトールなどのテトラオール類等が挙げられる。
これらの多価アルコール類は、それぞれ単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
次に、ラジカル共重合性不飽和樹脂である、ビニルエステル樹脂の組成について説明する。
ビニルエステル樹脂の組成は、例えば、エポキシ樹脂と不飽和一塩基酸との反応によって得られる反応生成物である。
エポキシ樹脂としては、例えば、フェノール類のグリシジルエーテル類として、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型エポキシ樹脂類とその臭素化樹脂類、フェノールノボラック型エポキシ樹脂とその臭素化樹脂類、クレゾールノボラック型エポキシ樹脂等、ジプロピレングリコールジグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、ビスフェノールAのアルキレンオキサイド付加物のジグリシジルエーテル、水素化ビスフェノールA・グリシジルエーテル等の多価アルコール類のグリシジルエーテル類、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレート、1−エポキシエチル−3,4−エポキシシクロヘキサン等の脂環式エポキシ樹脂類、フタル酸ジグリシジルエステル、テトラヒドロフタル酸ジグリシジルエステル、ジグリシジル−p−オキシ安息香酸、ダイマー酸グリシジルエステルなどのグリシジルエステル類、テトラグリシジルジアミノジフェニルメタン、テトラグリシジル−m−キシレンジアミン、トリグリシジル−p一アミノフェノール、N,N−ジグリシジルアニリンなどのグリシジルアミン類、1,3−ジグリシジル−5,5−ジメチルヒダントイン、トリグリシジルイソシアヌレート等の複素環式エポキシ樹脂等が挙げられる。
また、これらのエポキシ樹脂は単独もしくは2種以上を併用してもよい。
不飽和一塩基酸としては、例えば、アクリル酸、メタクリル酸、クロトン酸、桂皮酸、アクリル酸ダイマー、モノメチルマレート、モノメチルフマレート、モノシクロヘキシルフマレート、あるいはソルビン酸等が挙げられる。これら酸は単独もしくは、2種以上を併せて用いられる。
次に、本樹脂組成物の成分である重合性不飽和単量体について具体的に説明する。
この重合性不飽和単量体として使用できるモノマー成分としては、スチレン系モノマー、(メタ)アクリル酸系モノマー及び(メタ)アクリル酸系エステル等が挙げられる。スチレン系モノマーとしては、例えば、スチレン、ビニルトルエン(メチルスチレン)、p−メチルスチレン、t−ブチルスチレン、クロルスチレン、ビニルベンジルアルキルエーテル等が挙げられる。
これらの重合性不飽和単量体は、単独あるいは2種類以上を併用して使用しても良く、上記のラジカル共重合不飽和樹脂に対する重合性不飽和単量体の配合量は、特に限定されるものではないが、剥離用皮膜の泡抜け、レベリングなどを考慮すると、ラジカル共重合性不飽和樹脂と重合性不飽和単量体の合計100重量部に対して重合性不飽和単量体が、20〜70重量部の範囲が好ましい。
本実施の形態で用いられる樹脂組成物の揺変性付与剤としては、例えば、無水ケイ酸の微粉末(アエロジル)、ホワイトカーボン、アルミナ、ベントナイト、ケイ酸マグネシウム、水素添加ひまし油系、アマイド系、酸化ポリエチレン系、植物油重合油系、界面活性剤系等があり、また、これらを2種以上併用した複合系等が挙げられる。中でも特に、添加量が少量でも揺変性付与性に優れる無水ケイ酸の微粉末(アエロジル)が好ましい。
揺変性付与助剤としては、例えば、モノエチレングリコール、ポリエチレングリコール、グリセリン、ポリヒドロキシカルボン酸アミド、有機4級アンモニウム塩、界面活性剤類、ポリカルボン酸のアマイド等が挙げられる。
本実施の形態で用いられる樹脂組成物と揺変性付与剤との配合比は、樹脂組成物と揺変性付与剤の合計100重量部に対して、該揺変性付与剤が0.5重量部〜6重量部であることが塗布作業性の点から好ましい。
本樹脂組成物の組み合わせによっては、剥離用皮膜1の表面がベタツキを発生してしまうため、皮膜のベタツキ防止が必要な際は、空気乾燥性付与剤を添加することができ、例えば融点温度100F以上の石油系パラフィンワックスや石油系パラフィンワックスとヒドロキシポリエステルや極性物質と組み合わせたもの等が挙げられる。
またその融点温度は、使用される条件に合わせて変更することができ、特に限定されるものではなく、一種類のみを用いてもよいし、適宜二種類以上を併用してもよい。
本樹脂組成物の硬化促進剤としては、公知の酸化還元反応を有する化合物であればよく、特に限定されるものではないが、例えば、ナフテン酸コバルト、オクチル酸コバルト、オクチル酸マンガン等の金属石鹸、コバルトアセチルアセトナート、バナジウムアセチルアセトナート等の金属キレート化合物、ジメチルアニリン、ジメチルトルイジン等のアミン化合物、アセト酢酸エチル、アセチルアセトン等を用いることができる。
本樹脂組成物に利用できる硬化剤としては、特に限定されるものではなく、有機過酸化物やアゾ化合物等の従来公知のラジカル重合開始剤を使用することができる。
上記硬化剤のうち、有機過酸化物としては、例えば、メチルエチルケトンパーオキサイド、アセチルアセトンパーオキサイド等のケトンパーオキサイド;クメンハイドロパーオキサイド等のハイドロパーオキサイド;ベンゾイルパーオキサイド等のジアシルパーオキサイド;ジクミルパーオキサイド、t−ブチルグミルパーオキサイド等のジアルキルパーオキサイド;1,1,3,3−テトラメチルブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシベンゾエート等のアルキルパーエステル;ビス(4−t−ブチルシクロヘキシル)パーオキシシカーボネート等のパーカーボネート;等が挙げられる。
また、これら硬化剤や硬化促進剤を使用して、樹脂組成物の硬化を行う際の硬化温度は、これら硬化剤や硬化促進剤の種類や添加量あるいはその他の条件により異なり、特に限定されるものではないが、好ましくは5℃以上の条件である。これより低温の場合、硬化時間が長くなる。硬化時間を短縮するには、温風養生などを適宜使用することができる。
本樹脂組成物に利用できる重合禁止剤としては、特に限定されるものではなく、従来公知の重合禁止剤を用いることができる。
例えば、ハイドロキノン、トリメチルハイドロキノン、p−t−ブチルカテコール、t−ブチルハイドロキノン、トルハイドロキノン、p−ベンゾキノン、ナフトキノン、ハイドロキノンモノメチルエーテル、フェノチアジン、ナフテン酸銅、塩化銅等が挙げられる。
これらの重合禁止剤は、一種のみを用いても良く、また、二種以上を適宜混合して用いても良い。尚、上記重合禁止剤の添加量は、特に限定されるものではなく必要な作業時間に合わせて調整することができる。
本樹脂組成物は、必要に応じて、ラジカル重合性不飽和樹脂と重合性不飽和単量体、揺変性付与剤、揺変性付与助剤、硬化促進剤、硬化剤、空気乾燥性付与剤以外の成分として、通常用いられる常用の添加剤、例えば、充填剤、着色剤、ホルマリンキャッチャー剤、難燃剤、内部離型剤、可塑剤等を、本発明の効果を阻害しない範囲内で含んでいてもよい。
本樹脂組成物に添加する添加剤については、特に限定されるものではないが従来公知の各種添加剤が使用できる。
充填剤としては、例えば、水酸化アルミニウム、タルク、珪砂、炭酸カルシウム、酸化アンチモン類、シリカ、有機または無機系の中空バルーン等が上げられる。
[着色剤]
着色剤としては、例えば、有機顔料、無機顔料、染料等が挙げられる。
ホルマリンキャッチャー剤としては、例えば、2−イミダゾリジノン、モルホリン、ピペリジン、ピペラジン、ピロリジン等の環式アミン化合物が挙げられる。
その添加量は、ラジカル共重合性不飽和樹脂100重量部に対して、1重量部〜5重量部の範囲内で用いることが望ましい。これより少ない場合ホルマリン吸着効果が十分に得られない、また多すぎる場合コスト高になる。
さらに、樹脂硬化物に難燃性を付与する為に、難燃剤としては、赤燐系化合物、有機リン系化合物、ハロゲン系化合物等、また併用される難燃充填材としては、三酸化アンチモン、塩素化パラフィン、水酸化アルミニウム等が挙げられる。また、樹脂組成物に、ハロゲン化物を含有組成とした、ラジカル重合性不飽和樹脂を使用することで、難燃性能を向上することができる。
内部離型剤としては、フッ素系、シリコーン系、アルキル第4級アンモニウム塩、酸性リン酸エステル、流動パラフィン、ワックス、高級脂肪酸及びその金属塩、高級脂肪酸エステル、高級脂肪族アルコール、ビスアミド類、ポリシロキサン類、脂肪族アミンエチレンオキシド付加物、及びポリエーテル置換基を有するリン酸エステル等が挙げられる。
また、可塑剤としては、フタル酸エステル、塩素化パラフィン、リン酸エステル等が挙げられる。
また、本発明の樹脂組成物を繊維強化して使用する場合に、配合あるいは含浸させる繊維としては、例えば、無機繊維として、ガラス繊維、炭素繊維等、有機繊維として、アミラミド繊維、ポリエステル繊維、ナイロン繊維、ビニロン繊維等を用いることができる。
さらに、本発明の樹脂組成物には、本発明の効果を損なわない範囲内で、熱硬化性樹脂例えば、ウレタン樹脂、エポキシ樹脂、フェノール樹脂等、熱可塑性樹脂として、ポリスチレン、飽和ポリエステル、酢酸ビニル、アクリル酸系ポリマー、ゴム類等を含んでいてもよい。
さらに、本発明の樹脂組成物により形成された、剥離用皮膜1によって、堆積塗膜4の剥離をさらに容易にするために、樹脂組成物塗布前に、FRP成型等に使用される、離型剤を塗布してもよい。
冶具やブース等に離型剤だけ塗布した場合、塗料の塗装時にハジキが発生し、周囲を汚染してしまうが、本樹脂組成物にて、剥離用皮膜1を形成することで、塗料のハジキが無い皮膜を形成できる。
離型剤の種類は、特に限定されるものではないが、FRP成型に一般に使用される、カルナバロウ系、シリコーン系、フッ素系、ワックス系、ポリビニルアルコール系、合成樹脂系等が挙げられる。
さらに、本樹脂組成物により形成された剥離用皮膜1に、板状、管状、環状等の異種異形材料を剥がししろ3として併用することで、さらに容易に堆積塗膜4を剥がすことができる。
つまり、剥離用皮膜1に接着した剥がししろ3を引っ張ることで、堆積塗膜4が堆積された剥離用皮膜1を容易に下地基材2から剥離できる。
本剥離方法によれば、ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とし、硬化物として破断までの引張り伸び率が、10%以上の樹脂組成物を剥離用皮膜1として、下地基材2上に形成して硬化させ、その剥離用皮膜1上に塗料堆積物4が堆積された後に、下地基材2から剥離用皮膜1を引き剥がすことにより、下地基材2から容易に塗料堆積物4が堆積された剥離用皮膜1を剥離することができる効果がある。
尚、ラジカル共重合性不飽和樹脂と重合性単量体の混合物としては、一般に販売されている不飽和ポリエステル樹脂、ビニルエステル樹脂等を用いることができる。
揺変付与剤を含有せず、チクソトロピー性を有さない、熱硬化性ラジカル硬化性樹脂して、引張伸び率3.2%の硬化物物性を持つ、不飽和ポリエステル樹脂A(スチレン含有量45%)100重量部に、硬化促進剤として、ナフテン酸コバルト溶液(6%)を0.5重量部、顔料としてトーナーホワイト(商品名:大泰化工(株)製)を3重量部添加することで、粘度500mPa・sの粘度特性を持ち、硬化物の物性が、引張伸び率3.2%の樹脂組成物Aを得た。
引張伸び率3.2%の硬化物物性を持つ樹脂A(スチレン含有量45%)100重量部に、アエロジル#200(商品名:日本アエロジル(株)製)を2.0重量部添加し、ディゾルバー分散したものに、硬化促進剤として、ナフテン酸コバルト溶液(6%)を0.5重量部、粘度調整として、スチレンを10重量部、顔料として、トーナーホワイト(商品名:大泰化工(株)製)を3重量部添加することで、粘度1500mPa・s、揺変度3.4の粘度特性を持ち、硬化物の物性が、引張伸び率3.0%の樹脂組成物Bを得た。
引張伸び率80%の硬化物物性を持つ樹脂B(スチレン含有量38%)50重量部と引張伸び率3.2%の硬化物物性を持つ樹脂A(スチレン含有量45%)50重量部をブレンドして、引張伸び率12%の硬化物物性を持つ樹脂Cを得た。
樹脂C100重量部に、アエロジル#200(商品名:日本アエロジル(株)製)を2.0重量部添加し、ディゾルバー分散したものに、硬化促進剤として、ナフテン酸コバルト溶液(6%)を0.5重量部、粘度調整として、スチレンを10重量部、顔料として、トーナーホワイト(商品名:大泰化工(株)製)を3重量部添加することで、粘度1600mPa・s、揺変度3.6の粘度特性を持ち、硬化物の物性が、引張伸び率10%の樹脂組成物Cを得た。
引張伸び率80%の硬化物物性を持つ樹脂B(スチレン含有量38%)70重量部と引張伸び率3.2%の硬化物物性を持つ樹脂A(スチレン含有量45%)30重量部をブレンドして、引張伸び率27%の硬化物物性を持つ樹脂Dを得た。
樹脂D100重量部に、アエロジル#200(商品名:日本アエロジル(株)製)を2.0重量部添加し、ディゾルバー分散したものに、硬化促進剤として、ナフテン酸コバルト溶液(6%)を0.5重量部、粘度調整として、スチレンを9重量部、顔料として、トーナーホワイト(商品名:大泰化工(株)製)を3重量部添加することで、粘度1500mPa・s、揺変度3.4の粘度特性を持ち、硬化物の物性が、引張伸び率25%の樹脂組成物Dを得た。
引張伸び率80%の硬化物物性を持つ樹脂B(スチレン含有量38%)100重量部に、アエロジル#200(商品名:日本アエロジル(株)製)を2.0重量部添加し、ディゾルバー分散したものに、硬化促進剤として、ナフテン酸コバルト溶液(6%)を0.5重量部、粘度調整として、スチレンを9重量部、顔料として、トーナーホワイト(商品名:大泰化工(株)製)を3重量部添加することで、粘度1550mPa・s、揺変度3.6の粘度特性を持ち、硬化物の物性が、引張伸び率76%の樹脂組成物Eを得た。
実施例4の樹脂組成物Eを塗布する前に、ワックス系離型剤ミラーグレースNo8(商品名:マグワィアー社製)を下地基材2として鉄製の角材へ塗布し、拭き取り処理を行う。その後樹脂組成物E100部に硬化剤として、パーメックN(商品名:日油(株)製)を1.0重量部添加し混合したものを、刷毛塗りで塗装し、常温下で硬化させ、膜厚約0.5mmの剥離用皮膜1を得た。
実施例4と同様の手順で得られた剥離用皮膜1に、剥がししろ3として異種材料のポリエチレン製のL字板を面の一部に両面テープで貼り付け、異種異形材料の剥がししろ3が一体化した剥離用皮膜1を得た(図3参照)。
表1に実施例1〜5の樹脂組成物の配合及び、液状性状、硬化物の引張物性を示す。
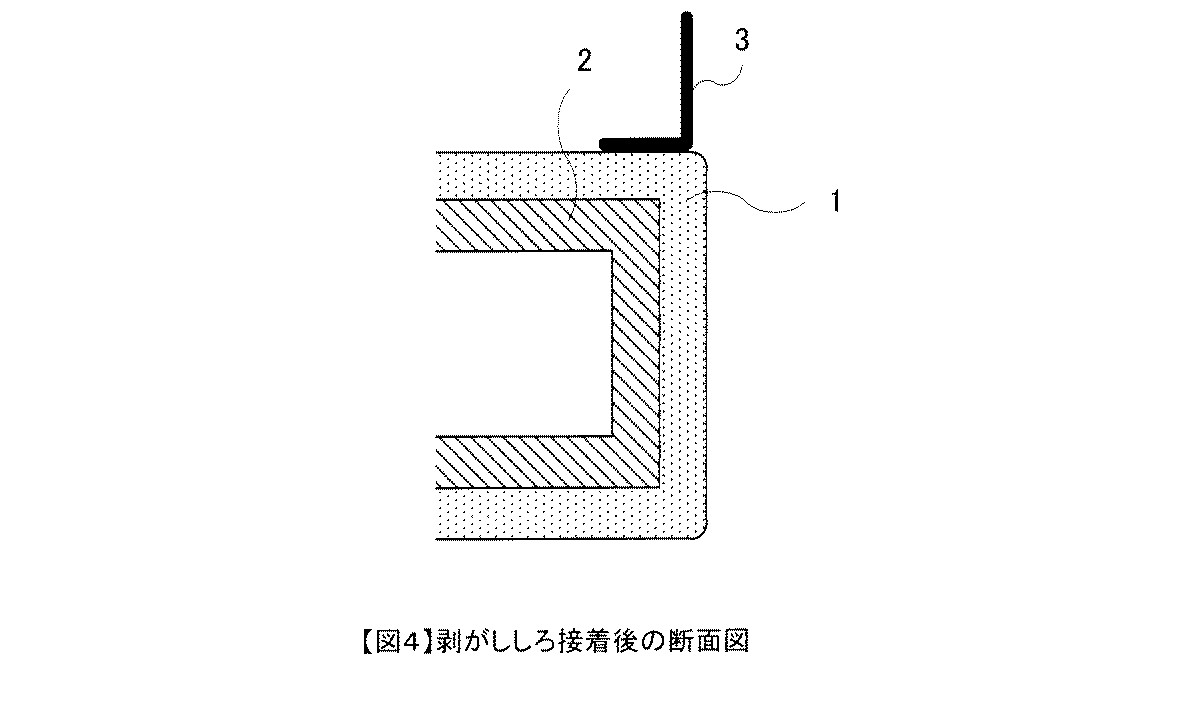
表2に実施例1〜5に対する評価結果と比較例1として下地基材2である鉄製の角材に、実施例1〜5と同様に直接塗料を塗装したものを合わせて示す。
実施例2〜5は、揺変付与剤を添加して、チクソトロピー性を持たしたものである。粘度特性により、塗装時に垂れ難く、均一なつなぎ目の無い0.5mm程度の剥離用皮膜1が容易に得られた。
本実施例においては、室温25℃下にて、3時間後に硬化した皮膜が得られた。
実施例2は、容易に割れが発生して飛び散ってしまったが、実施例3は、打撃の衝撃で部分的にひび割れが発生したものの、容易に皮膜が剥離するには至らなかった。実施例4及び実施例5は、衝撃で打痕が付くものの、ひび割れや剥離等の不具合の発生が無かった。
実施例4及び実施例6、実施例7における堆積塗膜4の剥離性の比較結果を表3に示す。
実施例3、実施例4及び実施例6では、堆積塗膜4の表面が均一のため、剥がし始める場所の特定が無く、また実施例3では、皮膜が割れやすく連続して剥がせなかった。
Claims (10)
- 下地基材に堆積される塗料堆積物を前記下地基材から剥離する塗膜の剥離方法であって、
ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とし、硬化物として破断までの引張り伸び率が、10%以上の樹脂組成物を剥離用皮膜として、前記下地基材上に形成され、前記剥離用皮膜を硬化させ、前記剥離用皮膜上に塗料堆積物が堆積された後に、前記下地基材から前記剥離用皮膜が引き剥がされることを特徴とする塗膜の剥離方法。 - 剥離用皮膜上に剥がししろが接着され、当該剥がししろが接着された剥離用皮膜上に塗料堆積物が堆積されるものであり、
前記剥がししろを引っ張ることで、下地基材から前記剥離用皮膜が引き剥がされることを特徴とする請求項1記載の塗膜の剥離方法。 - 剥がししろ近辺に堆積された塗料堆積物に切り込みを形成して前記剥がししろを露出させ、当該露出させた剥がししろを引っ張ることで、下地基材から前記剥離用皮膜が引き剥がされることを特徴とする請求項2記載の塗膜の剥離方法。
- 剥離用皮膜を形成する前に、下地基材に離型剤を塗布しておき、前記剥離用皮膜には揺変性付与剤が含有されていることを特徴とする請求項1乃至3のいずれか記載の塗膜の剥離方法。
- 下地基材に堆積される塗料堆積物を前記下地基材から剥離するための前記下地基材をマスキングする塗膜剥離用マスキング材であって、
ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とする熱硬化性樹脂組成物であり、硬化剤、硬化促進剤、及び揺変性付与剤が配合されており、硬化物として破断までの引張り伸び率が、10%以上のものを用いるものであることを特徴とする塗膜剥離用マスキング材。 - 下地基材に堆積される塗料堆積物を前記下地基材から剥離するための前記下地基材をマスキングする塗膜剥離用マスキング材であって、
ラジカル共重合性不飽和樹脂と重合性単量体の混合物を主成分とする熱硬化性樹脂組成物であり、硬化剤、硬化促進剤、及び揺変性付与剤が配合されており、硬化物として破断までの引張り伸び率が、25%以上のものを用いるものであることを特徴とする塗膜剥離用マスキング材。 - 熱硬化性樹脂組成物には、揺変性付与助剤が添加されていることを特徴とする請求項5又は6記載の塗膜剥離用マスキング材。
- 熱硬化性樹脂組成物には、空気乾燥性付与剤が添加されていることを特徴とする請求項5乃至7のいずれか記載の塗膜剥離用マスキング材。
- ラジカル共重合不飽和樹脂に対する重合性不飽和単量体の配合量は、前記ラジカル共重合性不飽和樹脂と前記重合性不飽和単量体の合計100重量部に対して、前記重合性不飽和単量体が、20〜70重量部であることを特徴とする請求項5乃至8のいずれか記載の塗膜剥離用マスキング材。
- 熱硬化性樹脂組成物と揺変性付与剤との配合比は、前記熱硬化性樹脂組成物と前記揺変性付与剤の合計100重量部に対して、前記揺変性付与剤が0.5重量部〜6重量部であることを特徴とする請求項5乃至9のいずれか記載の塗膜剥離用マスキング材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032038A JP5657420B2 (ja) | 2011-02-17 | 2011-02-17 | 塗膜の剥離方法及び塗膜剥離用マスキング材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032038A JP5657420B2 (ja) | 2011-02-17 | 2011-02-17 | 塗膜の剥離方法及び塗膜剥離用マスキング材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012170831A true JP2012170831A (ja) | 2012-09-10 |
| JP2012170831A5 JP2012170831A5 (ja) | 2014-03-20 |
| JP5657420B2 JP5657420B2 (ja) | 2015-01-21 |
Family
ID=46974255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011032038A Expired - Fee Related JP5657420B2 (ja) | 2011-02-17 | 2011-02-17 | 塗膜の剥離方法及び塗膜剥離用マスキング材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5657420B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016013646A1 (ja) * | 2014-07-25 | 2016-01-28 | 株式会社ミマキエンジニアリング | 染色方法、マスク形成装置、及び着色物の製造方法 |
| JP2020090044A (ja) * | 2018-12-06 | 2020-06-11 | 協立化学産業株式会社 | 複合体の製造・解体方法並びにゲル状樹脂組成物 |
| WO2020138064A1 (ja) * | 2018-12-26 | 2020-07-02 | 日東電工株式会社 | 可剥離塗膜の剥離方法、及び物品 |
| JP2021098845A (ja) * | 2019-12-20 | 2021-07-01 | 日本化工塗料株式会社 | 熱硬化性離型コーティング剤及び積層体、並びに積層体の製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5894460A (ja) * | 1981-11-30 | 1983-06-04 | 積水化学工業株式会社 | 大理石様積層成形品の製造方法 |
| JPS62146364A (ja) * | 1985-12-17 | 1987-06-30 | 世界長株式会社 | 壁面補修方法 |
| JPS62213879A (ja) * | 1986-03-17 | 1987-09-19 | Dainippon Ink & Chem Inc | 改良された部分塗装方法 |
| JPH01176479A (ja) * | 1987-12-28 | 1989-07-12 | Hashimoto Forming Ind Co Ltd | 車両用装飾体の製造方法 |
| JPH01315373A (ja) * | 1988-06-13 | 1989-12-20 | Showa Highpolymer Co Ltd | 防食塗装の施工方法 |
| JPH1034102A (ja) * | 1996-07-25 | 1998-02-10 | Kajima Corp | 構造物表面の保護方法 |
| JPH10175281A (ja) * | 1996-12-19 | 1998-06-30 | Kyodo Printing Co Ltd | 化粧板の製造方法 |
| JP2000185357A (ja) * | 1998-12-22 | 2000-07-04 | Hitachi Chem Co Ltd | シート状成形材料の製法 |
-
2011
- 2011-02-17 JP JP2011032038A patent/JP5657420B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5894460A (ja) * | 1981-11-30 | 1983-06-04 | 積水化学工業株式会社 | 大理石様積層成形品の製造方法 |
| JPS62146364A (ja) * | 1985-12-17 | 1987-06-30 | 世界長株式会社 | 壁面補修方法 |
| JPS62213879A (ja) * | 1986-03-17 | 1987-09-19 | Dainippon Ink & Chem Inc | 改良された部分塗装方法 |
| JPH01176479A (ja) * | 1987-12-28 | 1989-07-12 | Hashimoto Forming Ind Co Ltd | 車両用装飾体の製造方法 |
| JPH01315373A (ja) * | 1988-06-13 | 1989-12-20 | Showa Highpolymer Co Ltd | 防食塗装の施工方法 |
| JPH1034102A (ja) * | 1996-07-25 | 1998-02-10 | Kajima Corp | 構造物表面の保護方法 |
| JPH10175281A (ja) * | 1996-12-19 | 1998-06-30 | Kyodo Printing Co Ltd | 化粧板の製造方法 |
| JP2000185357A (ja) * | 1998-12-22 | 2000-07-04 | Hitachi Chem Co Ltd | シート状成形材料の製法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016013646A1 (ja) * | 2014-07-25 | 2016-01-28 | 株式会社ミマキエンジニアリング | 染色方法、マスク形成装置、及び着色物の製造方法 |
| JP2020090044A (ja) * | 2018-12-06 | 2020-06-11 | 協立化学産業株式会社 | 複合体の製造・解体方法並びにゲル状樹脂組成物 |
| WO2020138064A1 (ja) * | 2018-12-26 | 2020-07-02 | 日東電工株式会社 | 可剥離塗膜の剥離方法、及び物品 |
| JP2021098845A (ja) * | 2019-12-20 | 2021-07-01 | 日本化工塗料株式会社 | 熱硬化性離型コーティング剤及び積層体、並びに積層体の製造方法 |
| JP7038184B2 (ja) | 2019-12-20 | 2022-03-17 | 日本化工塗料株式会社 | 熱硬化性離型コーティング剤及び積層体、並びに積層体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5657420B2 (ja) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5657420B2 (ja) | 塗膜の剥離方法及び塗膜剥離用マスキング材 | |
| JP2008540811A (ja) | 常温硬化性保護シーラント | |
| JP6577966B2 (ja) | 防食塗膜、その形成方法及びその防食塗膜を形成するための防食塗料組成物 | |
| JP2009269975A (ja) | 樹脂組成物およびその製造方法、塗料組成物、積層体 | |
| JPWO2019235063A1 (ja) | ラジカル重合性パテ状樹脂組成物、シール剤、およびひび割れ修復方法 | |
| JP2005255937A (ja) | 不飽和ポリエステル樹脂組成物及びパテ塗料 | |
| JP6783933B2 (ja) | コーティング用硬化性組成物および積層体 | |
| JP4447868B2 (ja) | 硬化性接着剤組成物 | |
| JP4681216B2 (ja) | ポリオレフィン材料用接着剤組成物 | |
| JP2017145355A (ja) | 2液型水系下塗り塗料組成物、塗装体及びその製造方法 | |
| JP6607382B2 (ja) | パテ組成物及びこれを用いた補修塗装方法 | |
| JPH0335991B2 (ja) | ||
| JP2006306920A (ja) | 不飽和ポリエステル樹脂組成物及びパテ塗料 | |
| JP4444697B2 (ja) | ラジカル硬化性樹脂組成物 | |
| JP2005314530A (ja) | アルカリ除去型プラスチック用保護コーティング、および保護塗膜が形成されたプラスチック成型品 | |
| JP4149059B2 (ja) | ラジカル重合性樹脂組成物 | |
| JP2011168440A (ja) | コンクリート構造物の表面保護方法 | |
| JPH05230423A (ja) | 接着剤組成物およびアスファルト複合被覆構造体 | |
| JP2004107652A (ja) | 硬化性組成物 | |
| JP2009298944A (ja) | 樹脂組成物およびその製造方法、塗料組成物、積層体 | |
| JPH0762294A (ja) | コンクリート基材の被覆用樹脂組成物 | |
| JP2006089680A (ja) | 不飽和ポリエステル樹脂組成物及びパテ塗料 | |
| JPH0617293A (ja) | 塗膜形成方法 | |
| JP4481022B2 (ja) | ラジカル硬化性樹脂の製造方法及びラジカル硬化性樹脂を含むラジカル硬化性樹脂組成物 | |
| WO2024004918A1 (ja) | 樹脂組成物、表面処理方法、及び硬化塗膜含有材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140130 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20140130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140425 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20140425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141027 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5657420 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |