WO2020138064A1 - 可剥離塗膜の剥離方法、及び物品 - Google Patents
可剥離塗膜の剥離方法、及び物品 Download PDFInfo
- Publication number
- WO2020138064A1 WO2020138064A1 PCT/JP2019/050574 JP2019050574W WO2020138064A1 WO 2020138064 A1 WO2020138064 A1 WO 2020138064A1 JP 2019050574 W JP2019050574 W JP 2019050574W WO 2020138064 A1 WO2020138064 A1 WO 2020138064A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating film
- peelable coating
- adherend
- peeling
- peelable
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/0004—Component parts, details or accessories; Auxiliary operations
- B29C63/0013—Removing old coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B43/00—Operations specially adapted for layered products and not otherwise provided for, e.g. repairing; Apparatus therefor
- B32B43/006—Delaminating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/20—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for coatings strippable as coherent films, e.g. temporary coatings strippable as coherent films
Definitions
- the present invention relates to a method for peeling a peelable coating film, and an article including the peelable coating film.
- Patent Document 1 describes a sheet peelable coating film that can be easily peeled into a sheet shape and can be easily removed.
- Patent Document 2 proposes a peeling method in which a peeling margin is adhered on a peelable coating film and the peeling margin is pulled to peel off the peelable coating film and unnecessary paint deposits deposited thereon. Has been done.
- the antifouling coating film Since the antifouling coating film is used while protecting the structure, it has excellent adhesion and durability, and there is a problem that it is difficult to peel off when the antifouling coating film is peeled off.
- the sheet-peelable coating film described in Patent Document 1 has strong adhesion to an adherend and is less likely to be peeled off as the area increases, so that the workability can be improved. Development of the method was desired.
- the peelable coating film is peeled off by pulling the peeling margin, so that the peeling margin may come off from the peelable coating film. Further, it is necessary to bond the peeling margin and the peelable coating film with a high adhesive force, which causes a problem that selection of materials such as a tape and a pressure-sensitive adhesive for bonding the both becomes complicated.
- the present invention has been made to solve the above-mentioned problems, and an object thereof is to provide a peeling method capable of improving the workability of peeling a coating film that can be peeled from a sheet.
- one embodiment of the present invention is a method for peeling a peelable coating film formed on a surface of an adherend, wherein the peelable coating film and the adherend are preliminarily attached to each other in advance.
- the first step comprises the step of installing the trigger component on the surface of the adherend and the step of covering at least a part of the trigger component, A step of applying a peelable coating film forming composition to the surface of an adherend, and a step of drying the peelable coating film forming composition to form the peelable coating film Good.
- the first step comprises a step of applying a composition for forming a peelable coating film on the surface of the adherend, the adherend and the above.
- a step of performing comprises a step of applying a composition for forming a peelable coating film on the surface of the adherend, the adherend and the above.
- the peeling method of the peelable coating film it is preferable to install the trigger component in the first step, leaving the extended portion.
- the trigger component has a strip shape, a tape shape, or a linear shape.
- the tensile elastic modulus of the trigger component is larger than the tensile modulus of elasticity of the peelable coating film.
- the peelable coating film may contain an elastomer.
- the peelable coating film may be divided into two or more by the second step.
- Another aspect of the present invention includes an adherend, a trigger component contacting at least a part of the surface of the adherend, and a peelable coating film formed on the adherend and the trigger component,
- the present invention relates to an article in which at least a part of the peelable coating film can be broken by removing the trigger component, and the peelable coating film contains an elastomer.
- FIG. 1 is a schematic diagram illustrating a method for peeling a peelable coating film according to a first embodiment of the present invention.
- FIG. 2 is a schematic diagram illustrating a method for peeling a peelable coating film according to the first embodiment of the present invention.
- FIG. 3 is a cross-sectional view taken along the line A-A′ showing the peeling method of the peelable coating film in FIG. 2.
- FIG. 4 is a schematic diagram illustrating a method for peeling a peelable coating film according to the first embodiment of the present invention.
- FIG. 5 is a schematic diagram illustrating a method for peeling a peelable coating film according to the second embodiment of the present invention.
- FIG. 1 is a schematic diagram illustrating a method for peeling a peelable coating film according to a first embodiment of the present invention.
- FIG. 2 is a schematic diagram illustrating a method for peeling a peelable coating film according to the first embodiment of the present invention.
- FIG. 3 is a cross-sectional view taken
- FIG. 6 is a schematic diagram illustrating a method for peeling a peelable coating film according to the second embodiment of the present invention.
- FIG. 7 is a schematic diagram illustrating a method for peeling a peelable coating film according to the second embodiment of the present invention.
- FIG. 8 is a top view which shows the peeling method of the peelable coating film which concerns on the 3rd Embodiment of this invention.
- FIG. 9 is a cross-sectional view taken along the line B-B′ showing the peeling method of the peelable coating film in FIG. 8.
- FIG. 10 is a cross-sectional view showing the next step of FIG.
- FIG. 11 is a schematic diagram illustrating a method for peeling a peelable coating film according to the third embodiment of the present invention.
- the peeling method of the peelable coating film according to the embodiment of the present invention is a method of peeling the peelable coating film formed on the surface of the adherend, and between the peelable coating film and the adherend.
- the peelable coating film refers to a coating film that can be peeled into a sheet shape without cracking the coating film.
- the peelable coating film can be formed by applying and drying the composition for forming a peelable coating film, and since the sheet can be peeled off, the removal operation can be facilitated.
- the first step is a step of installing a trigger part on the surface of the adherend, and a step of applying a peelable coating film forming composition to the surface of the adherend so as to cover at least a part of the trigger part.
- the step of drying the peelable coating film-forming composition to form a peelable coating film may be included.
- ⁇ First Embodiment> 1 to 4 are schematic views sequentially showing a method for peeling a peelable coating film according to the first embodiment of the present invention.
- the trigger component 2 is installed on a part of the surface of the adherend 11 (trigger component installation step).
- the trigger component 2 is a component that creates a trigger for peeling the peelable coating film to be formed later, and can be installed in advance on a part of the surface of the adherend 11.
- the shape and material of the trigger component will be described in detail later.
- a coating device such as an air spray gun, a brush or a roller is used to cover the surface of the adherend 11 and a part of the trigger component 2 to form a peelable coating film.
- the composition is applied (applying step) and dried to form the peelable coating film 13 (coating film forming step).
- the extending portion 2a is a portion where the trigger component 2 extends from the peelable coating film. As shown in FIGS. 1 and 2, it may extend in parallel with the surface spreading direction of the adherend, but the extending direction is not particularly limited and may extend in other directions.
- an adhesive tape or the like may be used to fix it to the surface of the adherend 11.
- the peelable coating film 13 is formed by using the breakage portion 14 formed by breaking a part of the peelable coating film 13 when the trigger component 2 is removed. It can be easily peeled off from the adherend. Further, when the trigger component 2 is removed, a part of the peelable coating film 13 is peeled from the adherend 11, which can be a trigger for peeling, and thus work efficiency can be improved.
- ⁇ Second Embodiment> 5 to 7 show a peelable coating film peeling method according to a second embodiment of the present invention. 6, the same components as those in FIG. 2 are designated by the same reference numerals, and detailed description thereof will be omitted. The second embodiment will be described below.
- the trigger component 12 is installed on a part of the surface of the adherend 11 so as to cover the surface of the adherend 11 and a part of the trigger component 12.
- the peelable coating film 13 is formed by applying the peelable coating film forming composition using a coating tool such as an air spray gun, a brush or a roller and then drying the composition.
- the trigger component 12 is removed so as to divide the peelable coating film 13.
- the peelable coating film 13 is covered with a rupture portion 14 formed by dividing the peelable coating film 13 as a trigger. It is peeled off from the body 11.
- the peelable coating film 13 is divided into two when the trigger component 12 is pulled out, the area of the peelable coating film 13 is reduced, and it is easier to remove the peelable coating film 13.
- the peelable coating film 13 can be peeled off from the adherend 11.
- the thread-like trigger parts 2, 12 are installed such that the longitudinal direction is perpendicular to the end of the peelable coating film 13.
- the shape, number, installation direction, etc. of the trigger parts 2 and 12 are not particularly limited.
- a plurality of trigger parts 2 and 12 may be installed in arbitrary directions, and the peelable coating film 13 may be divided into two or more parts by removing the trigger parts 2 and 12.
- the trigger parts 2 and 12 may be installed to cross each other.
- the peelable coating film 13 Since the peelable coating film 13 has high adhesion to the adherend 11, if the peelable coating film 13 has a large area, a large force is required for peeling it from the adherend 11, but by dividing the peelable coating film 13, Becomes smaller and the force required for peeling from the adherend 11 becomes smaller, so that workability is improved.
- the first step is a step of applying a composition for forming a peelable coating film on the surface of an adherend, and a composition for forming a peelable coating film so that the adherend and at least a part of the trigger component come into contact with each other. It may include a step of embedding a trigger component and a step of drying the peelable coating film-forming composition to form a peelable coating film.
- FIG. 8 is a top view for explaining a peeling method of a peelable coating film according to a third embodiment of the present invention
- FIGS. 9 to 11 are peelable coating films according to a third embodiment of the present invention. It is sectional drawing and schematic which show the peeling method of a film
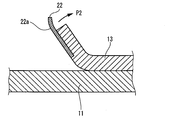
- the peelable coating film-forming composition is applied to a desired region of the surface of the adherend 11 by using a coating tool such as an air spray gun, a brush, and a roller (application). Process). Then, the trigger component 22 is embedded between the adherend 11 and the peelable coating film forming composition (embedding step).
- the trigger component 22 is made of strip-shaped plastic (synthetic resin) or the like, for example.
- the method for embedding the trigger component 22 is not particularly limited, but after applying the composition for forming a peelable coating film, a method is used in which the extending portion 2a of the trigger component 22 is gripped and pressed toward the surface of the adherend 11. be able to.
- the timing of embedding the trigger component 22 is such that at least a part of the trigger component 22 contacts the adherend 11 and at least a part of the trigger component 22 can be pressed to a position where it is embedded in the peelable coating film-forming composition.
- the peelable coating film forming composition is dried after the embedding to form the peelable coating film 13. (Coating film forming step).
- part of the peelable coating film 13 peels from the adherend 11 when the trigger component 22 is removed, as in the second embodiment. Since it can be used as a trigger for peeling, work efficiency can be improved. Furthermore, according to the third embodiment, the position where the trigger component 22 is arranged can be taken into consideration while confirming the size, shape, and coating position of the peelable coating film 13, and the trigger for peeling can be set at the optimum location. Can be formed. Furthermore, since the trigger component 22 is installed after applying the composition for forming a peelable coating film, there is no risk of embedding the entire trigger component, and the work efficiency of forming the peelable coating film 13 can be improved. ..
- the shape of the trigger component is not particularly limited, and various shapes can be used.
- an article according to an embodiment of the present invention includes an adherend 11, trigger parts 2 and 12 that contact at least a part of the surface of the adherend 11, and an adherend.
- 11 and the peelable coating film 13 formed on the trigger component 2 or 12, and at least a part of the peelable coating film 13 can be broken by removing the trigger component 2 or 12;
- 13 is an article containing an elastomer.
- a part of the peelable coating film 13 can be broken when the trigger component 2 or 12 is removed, and therefore, the breakage
- the peelable coating film 13 can be easily peeled from the adherend by using the ruptured portion 14 formed by the above as a trigger.
- the shape of the trigger component in the present embodiment is not particularly limited as long as it can break at least a part of the peelable coating film, and can be appropriately selected according to the application of the peelable coating film.
- Examples of the shape of the trigger component include a circular shape, a polygonal shape (for example, a triangular shape, a square shape, a rectangular shape, a polygonal shape having four or more vertices), a tape shape, or a linear shape member, which are combined. It may have a shape and may further have a protrusion. A rectangular, tape-shaped, or linear member is preferable.
- the "rectangular shape” may be referred to as the "rectangular shape”.
- the trigger component When the trigger component is linear, it may be, for example, a thread-shaped member, a string-shaped member, or a fiber-shaped member, and specific examples thereof include tex and metal wire.
- the edge of the trigger component may be processed to have an acute angle so that the peelable coating film is easily broken.
- processing may be performed so that a round shape or a protrusion is formed in order to facilitate removal.
- the trigger component may be composed of only the base material, or may be one in which a pressure-sensitive adhesive layer is provided on a part or all of the base material so that the position of setting the trigger component can be easily determined.
- the pressure-sensitive adhesive layer is not particularly limited and can be composed of a normal pressure-sensitive adhesive.
- various adhesives such as acrylic, urethane, polyester, silicone, and rubber adhesives can be used.
- a cover such as a film is installed on the surface of the pressure-sensitive adhesive layer of the extension part, or the pressure-sensitive adhesive layer is not provided on the extension part. Is also good.
- the base material of the trigger component in the present embodiment is not particularly limited as long as it can break at least a part of the peelable coating film, and may be cloth, non-woven fabric, paper, resin, metal or the like. It may be a combination.
- the base material of the trigger component is preferably a resin from the viewpoint of strength and handling, for example, polyolefin, polyester, polyamide, polycarbonate, polyphenylene oxide, polyimide, polyamideimide, acrylic resin, polyvinyl chloride, polyvinylidene chloride, Examples thereof include resins such as polyacrylonitrile, but are not limited thereto.
- the thickness of the base material of the trigger component in the present embodiment is preferably 10 ⁇ m or more, more preferably 20 ⁇ m or more, and further preferably 30 ⁇ m or more. Further, it is preferably 500 ⁇ m or less, more preferably 400 ⁇ m or less, and further preferably 300 ⁇ m or less. When the thickness is 10 ⁇ m or more, the trigger component itself is prevented from breaking and the handling is excellent. If the thickness is 500 ⁇ m or less, it is easy to pull out the parts as a trigger and workability is excellent.
- the tensile elastic modulus of the trigger component is preferably 0.01 GPa or more, more preferably 0.1 GPa or more, and further preferably 1 GPa or more. Further, it is preferably 300 GPa or less, more preferably 200 GPa or less, and further preferably 100 GPa or less. If the tensile elastic modulus is 0.01 GPa or more, it is possible to prevent the trigger component itself from breaking and easily break at least a part of the peelable coating film. If the tensile elastic modulus is 300 GPa or less, workability is excellent. preferable. Further, it is preferable that the tensile elastic modulus of the trigger component is larger than the tensile elastic modulus of the peelable coating film. This is because at least a part of the peelable coating film is easily broken by the triggering component and the workability is excellent.
- the tensile modulus of elasticity of the triggered component can be measured by the method described in Examples.
- the peelable coating film of this embodiment preferably has a tensile elastic modulus of 0.01 MPa or more. If the tensile elastic modulus of the peelable coating film is 0.01 MPa or more, the strength of the peelable coating film is sufficiently high and the antifouling effect can be further maintained. Further, the peelable coating film is prevented from being deformed by an external force.
- the elastic modulus of the peelable coating film is more preferably 0.05 MPa or more, further preferably 0.1 MPa or more.
- the elastic modulus of the peelable coating film is, for example, 1000 MPa or less from the viewpoint of peeling work. The elastic modulus of the peelable coating film can be measured by the method described in Examples.
- the thickness of the peelable coating film any appropriate thickness can be adopted depending on the application and the use environment.
- the thickness of the peelable coating film is preferably 10 ⁇ m to 5000 ⁇ m. When the peelable coating film has a thickness of 10 ⁇ m or more, it is easy to peel without breaking during peeling. When the thickness of the peelable coating film is 5000 ⁇ m or less, the work efficiency of producing the peelable coating film is excellent.
- the film thickness of the peelable coating film can be measured using, for example, RI-205 manufactured by PEAKOCK.
- the adhesive force to SUS304 2B shirring finish (hereinafter, SUS) is used as an index showing the difficulty of peeling from the adherend when the peelable coating film is used.
- the adhesive force to SUS of the peelable coating film according to the present embodiment is preferably 50 N/20 mm or less, preferably 30 N/20 mm or less, more preferably 20 N/20 mm or less, still more preferably 10 N/20 mm or less, and 1 N/ Most preferably, it is 20 mm or less.
- the composition for forming a peelable coating film may include a resin component and a solvent.
- a resin component for example, an elastomer such as rubber (thermosetting elastomer) and thermoplastic elastomer can be used. Alternatively, an emulsion or a hot melt can be used.
- the rubber for example, acrylic rubber, diene rubber, butyl rubber, nitrile rubber, hydrogenated nitrile rubber, fluororubber, silicone rubber, ethylene propylene rubber, chloroprene rubber, urethane rubber, epichlorohydrin rubber can be used, and particularly acrylic. It is preferable to use rubber, diene rubber, or urethane rubber.
- diene rubber natural rubber, isoprene rubber, butadiene rubber, styrene butadiene rubber, chloroprene rubber, acrylonitrile butadiene rubber can be used, and styrene butadiene rubber is preferable.
- thermoplastic elastomer a monovinyl-substituted aromatic compound-based thermoplastic elastomer such as an acrylic thermoplastic elastomer or a styrene-based thermoplastic elastomer can be used.
- acrylic thermoplastic elastomers include block copolymers of PMMA (polymethylmethacrylate) and alkyl acrylate.
- acrylic acid alkyl ester examples include butyl acrylate, 2-ethylhexyl acrylate, octyl acrylate and the like.
- styrene-based thermoplastic elastomer examples include SBS (styrene/butadiene/styrene block copolymer), SIS (styrene/isoprene/styrene block copolymer), SEBS (styrene/ethylene/butylene/styrene block copolymer).
- SEPS styrene/ethylene/propylene/styrene block copolymer
- SEEPS styrene/ethylene/ethylene/propylene/styrene block copolymer
- the styrene content in the resin component can be adjusted to adjust the tensile elastic modulus and the adhesive strength, and preferably 20% by mass to 40% by mass. Is more preferable, 22% by mass to 35% by mass, and further preferably 25% by mass to 33% by mass.
- the peelable coating film forming composition may contain a compound containing a polar group.
- a compound containing a polar group examples include a resin containing the polar group, a silane coupling agent, and a silicone oil.
- the resin containing a polar group examples include an ionomer, a rosin resin, and a silicone resin.
- the content of these compounds with respect to the resin component in the composition for forming a peelable coating film is preferably 5 to 95% by mass, more preferably 10 to 90% by mass, and further preferably 15 to 80% by mass. And particularly preferably 20 to 70% by mass, and most preferably 25 to 60% by mass.
- the content of the resin component in the peelable coating film-forming composition is preferably 5% by mass to 95% by mass, more preferably 10% by mass to 90% by mass, and further preferably 15% by mass to 80% by mass. %, particularly preferably 20% to 70% by weight, most preferably 25% to 60% by weight.
- emulsions include urethane emulsions and acrylic emulsions.
- hot melt examples include ethylene vinyl acetate resin and the like.
- the peelable coating film forming composition may contain any appropriate other additive as long as the effect of the present invention is not impaired.
- other additives include thickeners (eg, association type, synthetic polymer type, alkali thickening type, etc.), colorants, ultraviolet absorbers, light stabilizers, antioxidants, antifoaming agents. , Fillers and the like.
- the solvent examples include aromatic hydrocarbons such as benzene, toluene, xylene, ethylbenzene and trimethylbenzene; aliphatic hydrocarbons such as hexane and heptane; esters such as ethyl acetate and vinyl acetate; dioxane and diethyl ether. And the like; alcohols such as ethanol, isopropanol and n-butanol; ketones such as acetone, diethyl ketone and methyl isobutyl ketone; water and the like. Only one type of solvent may be used, or two or more types may be used.
- aromatic hydrocarbons such as benzene, toluene, xylene, ethylbenzene and trimethylbenzene
- aliphatic hydrocarbons such as hexane and heptane
- esters such as ethyl acetate and vinyl acetate
- the content of the solvent in the peelable coating film-forming composition is preferably 5% by mass to 95% by mass, more preferably 10% by mass to 90% by mass, and further preferably 20% by mass to 85% by mass. %, particularly preferably 30% by mass to 80% by mass, and most preferably 40% by mass to 75% by mass.
- the peelable coating film may be used as an undercoat layer, and an antifouling layer, an anticorrosive paint, a hard coat and the like may be further provided on the peelable coating film.
- an antifouling layer for example, a silicone resin, a fluoropolymer, or the like can be used.
- the anticorrosive paint and the hard coat antifouling layer may contain any appropriate other additive as long as the effect of the present invention is not impaired.
- other additives include ultraviolet absorbers, light stabilizers, and fillers.
- the peelable coating film-forming composition can be applied to an adherend and dried to form a peelable coating film.
- a coating method a known coating method such as spraying, brush coating, roller, curtain flow, roll, dip, or coater can be used to directly coat the adherend.
- a drying method for example, a temperature of 0° C. to 250° C. (preferably a temperature of room temperature (23° C.) to 180° C., more preferably a temperature of room temperature (23° C.) to 160° C.), for example, 2 minutes to It can be dried for 12 hours.
- Typical materials used for the surface of the adherend are gel coat (acrylic polymer/polystyrene etc.), epoxy resin, enamel (acrylic polymer etc.), various metals (aluminum, aluminum alloys such as aluminum bronze, stainless steel, etc.). Titanium), antifouling paint, polyurethane, polyethylene, polypropylene, polycarbonate, polyethylene terephthalate, polyacetal resin, ABS resin.
- gel coat acrylic polymer/polystyrene etc.
- epoxy resin acrylic polymer etc.
- enamel acrylic polymer etc.
- various metals aluminum, aluminum alloys such as aluminum bronze, stainless steel, etc.
- Titanium titanium
- antifouling paint polyurethane
- polyethylene polyethylene
- polypropylene polypropylene
- polycarbonate polyethylene terephthalate
- polyacetal resin polyacetal resin
- ABS resin polyacetal resin
- composition for forming a peelable coating film 100 parts by mass of polyurethane (Superflex 150: manufactured by Daiichi Kogyo Seiyaku Co., Ltd.) and 0.7 part by mass of a thickener (SN Thickener 660T manufactured by San Nopco Co., Ltd.) were used. It was prepared by mixing 1 part by mass of an antifoaming agent (BYK-024: manufactured by Additives & Instruments). The solid content concentration was about 34% by mass.
- Example 1 A stainless steel plate (SUS304 2B shirred finish) is prepared as an adherend, and No. 1 Tegus (6-100-11 Toho Co., Ltd.) is used as a thread-like trigger component as shown in FIG. Installed in the department.
- the composition 1 for peelable coating film formation was applied with a brush so that the film thickness was about 500 ⁇ m, and the composition was left to stand in a room at about 23° C. and dried to form a peelable coating film.
- An article according to an embodiment of the invention as shown was obtained.
- the extended part of the trigger component was picked up, pulled up and removed, and the peelable coating film was fractured to form a fractured portion which triggers the peeling as shown in FIG.
- the breakable portion of the peelable coating film was picked and peeled from the adherend.
- Example 2 Prepare a stainless steel (SUS304 2B shirred finish) plate as the adherend, and use No. 1 Tegus (6-100-11 manufactured by Toho Co., Ltd.) as the thread trigger component as shown in FIG. It was installed from part to end.
- the composition 1 for peelable coating film formation was applied with a brush so that the film thickness was about 500 ⁇ m, and allowed to stand in a room at about 23° C. to dry to form a peelable coating film.
- An article according to an embodiment of the invention as shown was obtained.
- the extending part of the trigger part was picked up, pulled up and removed, and the peelable coating film was divided into two parts as shown in FIG. 7 to form a breakage part which triggers the peeling.
- the breakable portion of the peelable coating film was picked and peeled from the adherend.
- [Comparative Example 1] Prepare a stainless steel plate (SUS304 2B shirred finish) as an adherend, apply the peelable coating film-forming composition 1 with a brush to a film thickness of about 500 ⁇ m, without installing a thread-like trigger component. It was left to stand in a room at 23° C. and dried to form a peelable coating film. An attempt was made to peel the peelable coating film, but it could not be peeled from the adherend.
- the tensile elastic modulus was measured by using AUTOGRAPH AGS-J/H, manufactured by Shimadzu Corporation, and the trigger component and the peelable coating film were evaluated at a tensile speed of 300 mm/min. As the tensile modulus, the maximum tensile modulus at the first rise of the stress-strain curve was adopted.
- Table 1 below shows the evaluation results of the type of trigger parts, the installation method (timing and location), the trigger for peeling, the ease of peeling, and the tensile elastic modulus (trigger parts and peelable coating film) for each example and comparative example. Shown in.
- Example 1 the peelable coating film was peeled from the adherend with the breakage portion formed by the removal of the trigger component as a trigger, and thus the evaluation result of the ease of peeling was excellent.
- Comparative Example 1 in which the trigger component was not installed, there was no trigger for peeling, and therefore it could not be peeled off, and the evaluation result of the ease of peeling was poor.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、被着体の表面に形成された可剥離塗膜を剥離する方法であって、前記可剥離塗膜と前記被着体との間に、予め、前記被着体の表面の少なくとも一部に接するきっかけ部品を設置する第1の工程と、前記可剥離塗膜の少なくとも一部を破断するよう前記きっかけ部品を抜去する第2の工程と、前記可剥離塗膜の破断部をきっかけとして前記可剥離塗膜を剥離する第3の工程と、を含む可剥離塗膜の剥離方法に関する。
Description
本発明は、可剥離塗膜の剥離方法、及び可剥離塗膜を含む物品に関するものである。
従来、構造物に対する汚れの付着及び擦傷を防止するために、構造物の表面を防汚塗膜により保護する方法が用いられている。
上記の防汚塗膜は、所定のタイミングまでは構造物に接着されて、表面を保護しており、必要に応じて容易に剥離されることが要求される。しかし、長年使用した防汚塗膜を塗り替える際には、古い防汚塗膜を除去する必要がある。かかる旧防汚塗膜の除去作業は、防汚塗膜を研磨して行うなどの重労働で高コストの作業であった。
上記の防汚塗膜は、所定のタイミングまでは構造物に接着されて、表面を保護しており、必要に応じて容易に剥離されることが要求される。しかし、長年使用した防汚塗膜を塗り替える際には、古い防汚塗膜を除去する必要がある。かかる旧防汚塗膜の除去作業は、防汚塗膜を研磨して行うなどの重労働で高コストの作業であった。
そこで、塗膜の剥離についての検討がすすめられ、例えば、特許文献1には、シート状に剥離しやすく、除去作業を容易にし得るシート剥離可能な塗膜が記載されている。
また、特許文献2には、可剥離塗膜上に剥がししろを接着し、剥がししろを引っ張ることにより、可剥離塗膜及びその上に堆積された不要な塗料堆積物を引き剥がす剥離方法が提案されている。
また、特許文献2には、可剥離塗膜上に剥がししろを接着し、剥がししろを引っ張ることにより、可剥離塗膜及びその上に堆積された不要な塗料堆積物を引き剥がす剥離方法が提案されている。
防汚塗膜は、構造物を保護したまま使用されるため、密着性や耐久性に優れており、防汚塗膜を剥がす際には剥離しにくいという課題がある。例えば、特許文献1に記載のシート剥離可能な塗膜は被着体との密着性が強く、面積が大面積になるにつれ剥離しにくくなるため、作業性を向上し得る防汚塗膜の剥離方法について開発が望まれていた。
また、上記特許文献2に記載された剥離方法によると、剥がししろを引っ張ることにより可剥離塗膜を剥離させるので、剥がししろが可剥離塗膜から外れてしまう場合がある。また、剥がししろと可剥離塗膜とを高い接着力で接着する必要があり、両者を接着させるテープ、粘着剤等の材料の選択が煩雑になるという問題点も発生する。
また、上記特許文献2に記載された剥離方法によると、剥がししろを引っ張ることにより可剥離塗膜を剥離させるので、剥がししろが可剥離塗膜から外れてしまう場合がある。また、剥がししろと可剥離塗膜とを高い接着力で接着する必要があり、両者を接着させるテープ、粘着剤等の材料の選択が煩雑になるという問題点も発生する。
そこで、本発明は、上述の課題を解決するためになされたものであり、シート剥離可能な塗膜の剥離の作業性を向上し得る剥離方法を提供することを目的としている。
即ち、本発明の一態様は、被着体の表面に形成された可剥離塗膜を剥離する方法であって、上記可剥離塗膜と上記被着体との間に、予め、上記被着体の表面の少なくとも一部に接するきっかけ部品を設置する第1の工程と、上記可剥離塗膜の少なくとも一部を破断するよう上記きっかけ部品を抜去する第2の工程と、上記可剥離塗膜の破断部をきっかけとして上記可剥離塗膜を剥離する第3の工程と、を含む可剥離塗膜の剥離方法に関する。
上記可剥離塗膜の剥離方法の好ましい実施形態において、上記第1の工程は、上記被着体の表面に上記きっかけ部品を設置する工程と、上記きっかけ部品の少なくとも一部を覆うように、上記被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、上記可剥離塗膜形成用組成物を乾燥して上記可剥離塗膜を形成する工程と、を含むものであってもよい。
上記可剥離塗膜の剥離方法の好ましい他の実施形態において、上記第1の工程は、上記被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、上記被着体と上記きっかけ部品の少なくとも一部が接するように上記可剥離塗膜形成用組成物中に上記きっかけ部品を埋設する工程と、上記可剥離塗膜形成用組成物を乾燥して上記可剥離塗膜を形成する工程と、を含む。
上記可剥離塗膜の剥離方法は、上記第1の工程において、延出部を残して上記きっかけ部品を設置することが好ましい。
上記可剥離塗膜の剥離方法において、上記きっかけ部品が、短冊状、テープ状、又は線状であることが好ましい。
上記可剥離塗膜の剥離方法において、上記きっかけ部品の引張弾性率が、上記可剥離塗膜の引張弾性率よりも大きいことが好ましい。
上記可剥離塗膜の剥離方法において、上記可剥離塗膜がエラストマーを含んでいてもよい。
上記可剥離塗膜の剥離方法において、上記第2の工程により、上記可剥離塗膜を2以上に分断してもよい。
本発明の他の態様は、被着体と、上記被着体の表面の少なくとも一部に接するきっかけ部品と、上記被着体及び上記きっかけ部品上に形成された可剥離塗膜とを含み、上記きっかけ部品の抜去により上記可剥離塗膜の少なくとも一部が破断可能であり、上記可剥離塗膜がエラストマーを含む物品に関する。
本発明によれば、シート剥離可能な塗膜の剥離の作業性を向上し得る可剥離塗膜の剥離方法、及び物品を提供することができる。
以下、本発明の実施形態について詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、任意に変更して実施することができる。
[可剥離塗膜の剥離方法]
本発明の実施形態に係る可剥離塗膜の剥離方法は、被着体の表面に形成された可剥離塗膜を剥離する方法であって、可剥離塗膜と上記被着体との間に、予め、被着体の表面の少なくとも一部に接するきっかけ部品を設置する第1の工程と、きっかけ部品を抜去し、可剥離塗膜の少なくとも一部を破断する第2の工程と、可剥離塗膜の破断部をきっかけとして可剥離塗膜を剥離する第3の工程と、を含む。
ここで、可剥離塗膜とは、塗膜が割れずにシート状に剥離可能な塗膜をいう。可剥離塗膜は、可剥離塗膜形成用組成物を塗布乾燥することにより形成することができ、シート剥離可能なため除去作業を容易にし得る。
本発明の実施形態に係る可剥離塗膜の剥離方法は、被着体の表面に形成された可剥離塗膜を剥離する方法であって、可剥離塗膜と上記被着体との間に、予め、被着体の表面の少なくとも一部に接するきっかけ部品を設置する第1の工程と、きっかけ部品を抜去し、可剥離塗膜の少なくとも一部を破断する第2の工程と、可剥離塗膜の破断部をきっかけとして可剥離塗膜を剥離する第3の工程と、を含む。
ここで、可剥離塗膜とは、塗膜が割れずにシート状に剥離可能な塗膜をいう。可剥離塗膜は、可剥離塗膜形成用組成物を塗布乾燥することにより形成することができ、シート剥離可能なため除去作業を容易にし得る。
第1の工程は、被着体の表面にきっかけ部品を設置する工程と、きっかけ部品の少なくとも一部を覆うように、被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、可剥離塗膜形成用組成物を乾燥して可剥離塗膜を形成する工程とを含んでいてもよい。
<第1の実施形態>
図1~4は、本発明の第1の実施形態に係る可剥離塗膜の剥離方法を順に示す概略図である。
図1~4は、本発明の第1の実施形態に係る可剥離塗膜の剥離方法を順に示す概略図である。
〔第1の工程〕
図1に示すように、被着体11の表面の一部にきっかけ部品2を設置する(きっかけ部品設置工程)。きっかけ部品2とは、後に形成する可剥離塗膜の剥離のきっかけを作成する部品であって、予め被着体11の表面の一部に設置することができる。きっかけ部品の形状及び材料については後に詳述する。その後、図2に示すように、被着体11の表面、及びきっかけ部品2の一部を覆うように、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布し(塗布工程)、これを乾燥して可剥離塗膜13を形成する(塗膜形成工程)。
また、第1の工程において、延出部2aを残してきっかけ部品を設置することが好ましい。きっかけ部品を設置する際に延出部2aを残すことにより、きっかけ部品を抜去しやすくなり作業性が向上する。延出部2aは、きっかけ部品2が可剥離塗膜から延出している部分である。図1及び図2に示すように、被着体の面広がり方向に並行に延出していてもよいが、延出方向に特に制限は無く他の方向に延出していてもよい。
きっかけ部品2設置する際は、被着体11の表面に固定する為に粘着テープ等を使ってもよい。
図1に示すように、被着体11の表面の一部にきっかけ部品2を設置する(きっかけ部品設置工程)。きっかけ部品2とは、後に形成する可剥離塗膜の剥離のきっかけを作成する部品であって、予め被着体11の表面の一部に設置することができる。きっかけ部品の形状及び材料については後に詳述する。その後、図2に示すように、被着体11の表面、及びきっかけ部品2の一部を覆うように、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布し(塗布工程)、これを乾燥して可剥離塗膜13を形成する(塗膜形成工程)。
また、第1の工程において、延出部2aを残してきっかけ部品を設置することが好ましい。きっかけ部品を設置する際に延出部2aを残すことにより、きっかけ部品を抜去しやすくなり作業性が向上する。延出部2aは、きっかけ部品2が可剥離塗膜から延出している部分である。図1及び図2に示すように、被着体の面広がり方向に並行に延出していてもよいが、延出方向に特に制限は無く他の方向に延出していてもよい。
きっかけ部品2設置する際は、被着体11の表面に固定する為に粘着テープ等を使ってもよい。
〔第2の工程〕
図3に示すように、きっかけ部品2の延出部2aを矢印P1に示す方向に引っ張ることにより、図4に示すように可剥離塗膜13の少なくとも一部を破断するようにきっかけ部品2を抜去する。
図3に示すように、きっかけ部品2の延出部2aを矢印P1に示す方向に引っ張ることにより、図4に示すように可剥離塗膜13の少なくとも一部を破断するようにきっかけ部品2を抜去する。
〔第3の工程〕
その後、可剥離塗膜13の破断部14を引っ張ることにより、可剥離塗膜13を被着体11から剥離する。
その後、可剥離塗膜13の破断部14を引っ張ることにより、可剥離塗膜13を被着体11から剥離する。
上述の第1の実施形態に係る剥離方法によると、きっかけ部品2を抜去する際に可剥離塗膜13の一部を破断して形成された破断部14をきっかけとして、可剥離塗膜13を容易に被着体から剥離することができる。また、きっかけ部品2を抜去する際に可剥離塗膜13の一部が被着体11から剥離するため、剥離のきっかけとすることができるので、作業効率を高めることができる。
<第2の実施形態>
図5~7は本発明の第2の実施形態に係る可剥離塗膜の剥離方法である。図6において、図2と同一物には同一符号を附して、その詳細な説明は省略する。第2の実施形態について、以下に説明する。
図5~7は本発明の第2の実施形態に係る可剥離塗膜の剥離方法である。図6において、図2と同一物には同一符号を附して、その詳細な説明は省略する。第2の実施形態について、以下に説明する。
〔第1の工程〕
図5及び6に示すように、第1の工程として、被着体11の表面の一部にきっかけ部品12を設置し、被着体11の表面、及びきっかけ部品12の一部を覆うように、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布した後、これを乾燥することにより、可剥離塗膜13を形成する。
〔第2の工程〕
第2の工程として、可剥離塗膜13を分断するようにきっかけ部品12を抜去する。
〔第3の工程〕
その後、第3の工程として、図7に示すように、きっかけ部品12を抜去する際に、可剥離塗膜13を分断して形成された破断部14をきっかけとして、可剥離塗膜13を被着体11から剥離する。
図5及び6に示すように、第1の工程として、被着体11の表面の一部にきっかけ部品12を設置し、被着体11の表面、及びきっかけ部品12の一部を覆うように、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布した後、これを乾燥することにより、可剥離塗膜13を形成する。
〔第2の工程〕
第2の工程として、可剥離塗膜13を分断するようにきっかけ部品12を抜去する。
〔第3の工程〕
その後、第3の工程として、図7に示すように、きっかけ部品12を抜去する際に、可剥離塗膜13を分断して形成された破断部14をきっかけとして、可剥離塗膜13を被着体11から剥離する。
上述の第2の実施形態に係る剥離方法によると、きっかけ部品12を抜去する際に可剥離塗膜13が2つに分断されるので、可剥離塗膜13の面積が小さくなり、より容易に可剥離塗膜13を被着体11から剥離することができる。
なお、第1及び第2の実施形態においては、糸状のきっかけ部品2、12を長手方向が可剥離塗膜13の端部に対して垂直となるようにきっかけ部品2、12を設置しているが、きっかけ部品2、12の形状、数、及び設置方向等は特に制限されない。きっかけ部品2、12は任意の方向に複数設置してもよく、きっかけ部品2、12の抜去により可剥離塗膜13を2以上に分断してもよい。例えば、きっかけ部品2、12を交差させて設置してもよい。可剥離塗膜13は被着体11との密着性が高いため、面積が大きいと被着体11から剥離する際に大きな力が必要となるが、可剥離塗膜13を分断することにより面積が小さくなり、被着体11から剥離するために必要な力が小さくなるため作業性が向上する。
第1の工程は、被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、被着体と上記きっかけ部品の少なくとも一部が接するように可剥離塗膜形成用組成物中にきっかけ部品を埋設する工程と、可剥離塗膜形成用組成物を乾燥して可剥離塗膜を形成する工程とを含むものであってもよい。
<第3の実施形態>
図8は、本発明の第3の実施形態に係る可剥離塗膜の剥離方法を説明するための上面図であり、図9~図11は本発明の第3の実施形態に係る可剥離塗膜の剥離方法を順に示す断面図及び概略図である。
図8は、本発明の第3の実施形態に係る可剥離塗膜の剥離方法を説明するための上面図であり、図9~図11は本発明の第3の実施形態に係る可剥離塗膜の剥離方法を順に示す断面図及び概略図である。
〔第1の工程〕
図8及び9に示すように、被着体11の表面の所望の領域に、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布する(塗布工程)。その後、被着体11と可剥離塗膜形成用組成物との間にきっかけ部品22を埋設する(埋設工程)。きっかけ部品22は、例えば、短冊状のプラスティック(合成樹脂)等からなる。きっかけ部品22の埋設方法は特に限定されないが、可剥離塗膜形成用組成物を塗布した後、きっかけ部品22の延出部2aを把持して被着体11の表面に向けて押し付ける方法を用いることができる。きっかけ部品22の埋設のタイミングは、きっかけ部品22の少なくとも一部が被着体11に接し、きっかけ部品22の少なくとも一部が可剥離塗膜形成用組成物中に埋設する位置まで押し付けることができれば、可剥離塗膜形成用組成物の塗布直後(乾燥前)であっても乾燥中であってもよい。可剥離塗膜形成用組成物が完全に乾燥された状態ではきっかけ部品22を埋設することができないため、埋設後に可剥離塗膜形成用組成物を乾燥して、可剥離塗膜13を形成する(塗膜形成工程)。
図8及び9に示すように、被着体11の表面の所望の領域に、エアスプレーガン、刷毛、ローラー等の塗装器具を使用して、可剥離塗膜形成用組成物を塗布する(塗布工程)。その後、被着体11と可剥離塗膜形成用組成物との間にきっかけ部品22を埋設する(埋設工程)。きっかけ部品22は、例えば、短冊状のプラスティック(合成樹脂)等からなる。きっかけ部品22の埋設方法は特に限定されないが、可剥離塗膜形成用組成物を塗布した後、きっかけ部品22の延出部2aを把持して被着体11の表面に向けて押し付ける方法を用いることができる。きっかけ部品22の埋設のタイミングは、きっかけ部品22の少なくとも一部が被着体11に接し、きっかけ部品22の少なくとも一部が可剥離塗膜形成用組成物中に埋設する位置まで押し付けることができれば、可剥離塗膜形成用組成物の塗布直後(乾燥前)であっても乾燥中であってもよい。可剥離塗膜形成用組成物が完全に乾燥された状態ではきっかけ部品22を埋設することができないため、埋設後に可剥離塗膜形成用組成物を乾燥して、可剥離塗膜13を形成する(塗膜形成工程)。
〔第2の工程〕
第2の工程として、図10に示すように、きっかけ部品22の延出部22aを把持して矢印P2に示す方向に引っ張ることにより、可剥離塗膜13の少なくとも一部を破断するようにきっかけ部品22を抜去する。図11に示すように、可剥離塗膜13の一部をきっかけ部品22により破断して切り取ってもよい。
〔第3の工程〕
その後、第3の工程として、きっかけ部品22を抜去する際に可剥離塗膜13を破断して形成された破断部14をきっかけとして、可剥離塗膜13を被着体11から剥離する。
また、上述の第3の実施形態に係る剥離方法においても、第2の実施形態と同様に、きっかけ部品22を抜去する際に可剥離塗膜13の一部が被着体11から剥離するため、剥離のきっかけとすることができるので、作業効率を高めることができる。
更に、第3の実施形態によると、可剥離塗膜13の大きさ、形状、及び塗布位置を確認しながらきっかけ部品22を配置する位置を考慮することができ、最適な箇所に剥離のきっかけを形成することができる。更にまた、可剥離塗膜形成用組成物を塗布した後にきっかけ部品22を設置するので、きっかけ部品全体を包埋する虞がなく、可剥離塗膜13を形成する作業効率を向上させることができる。
第2の工程として、図10に示すように、きっかけ部品22の延出部22aを把持して矢印P2に示す方向に引っ張ることにより、可剥離塗膜13の少なくとも一部を破断するようにきっかけ部品22を抜去する。図11に示すように、可剥離塗膜13の一部をきっかけ部品22により破断して切り取ってもよい。
〔第3の工程〕
その後、第3の工程として、きっかけ部品22を抜去する際に可剥離塗膜13を破断して形成された破断部14をきっかけとして、可剥離塗膜13を被着体11から剥離する。
また、上述の第3の実施形態に係る剥離方法においても、第2の実施形態と同様に、きっかけ部品22を抜去する際に可剥離塗膜13の一部が被着体11から剥離するため、剥離のきっかけとすることができるので、作業効率を高めることができる。
更に、第3の実施形態によると、可剥離塗膜13の大きさ、形状、及び塗布位置を確認しながらきっかけ部品22を配置する位置を考慮することができ、最適な箇所に剥離のきっかけを形成することができる。更にまた、可剥離塗膜形成用組成物を塗布した後にきっかけ部品22を設置するので、きっかけ部品全体を包埋する虞がなく、可剥離塗膜13を形成する作業効率を向上させることができる。
なお、第3の実施形態においては、短冊状のきっかけ部品22を設置したが、きっかけ部品の形状等は特に制限されず、種々の形状のものを用いることができる。
[物品]
更に、図2及び図6を用いて、本発明の実施形態に係る物品について説明する。
例えば、図2又は図6に示すように、本発明の実施形態に係る物品は、被着体11と、被着体11の表面の少なくとも一部に接するきっかけ部品2、12と、被着体11及びきっかけ部品2、又は12上に形成された可剥離塗膜13とを含み、きっかけ部品2、又は12の抜去により可剥離塗膜13の少なくとも一部が破断可能であり、可剥離塗膜13がエラストマーを含む物品である。
更に、図2及び図6を用いて、本発明の実施形態に係る物品について説明する。
例えば、図2又は図6に示すように、本発明の実施形態に係る物品は、被着体11と、被着体11の表面の少なくとも一部に接するきっかけ部品2、12と、被着体11及びきっかけ部品2、又は12上に形成された可剥離塗膜13とを含み、きっかけ部品2、又は12の抜去により可剥離塗膜13の少なくとも一部が破断可能であり、可剥離塗膜13がエラストマーを含む物品である。
このように構成された物品においては、上記第1~第3の実施形態と同様に、きっかけ部品2、又は12を抜去する際に可剥離塗膜13の一部を破断可能であるため、破断により形成された破断部14をきっかけとして、可剥離塗膜13を容易に被着体から剥離することができる。
次に、本発明において用いることができるきっかけ部品、可剥離塗膜及び被着体について更に詳細に説明する。
<きっかけ部品>
本実施形態におけるきっかけ部品は、可剥離塗膜の少なくとも一部を破断し得るものであればその形状に特に制限はなく、可剥離塗膜の用途に応じて適宜選択できる。
きっかけ部品の形状としては、例えば、円形状、多角形状(例えば、三角形、正方形、長方形、頂点の数が4以上の多角形状)、テープ状、又は線状の部材が挙げられ、これらを組み合わせた形状であってもよく、更に突起を有していてもよい。好ましくは、長方形状、テープ状、又は線状の部材である。なお、本明細書において、「長方形状」を「短冊状」と称する場合がある。
きっかけ部品が線状の場合、例えば、糸状、紐状、繊維状の部材であってもよく、具体的には、テグス、金属ワイヤー等が挙げられる。
きっかけ部品の端部は、可剥離塗膜を破断しやすくするために鋭角な角ができるように加工を施しても良い。
なお、きっかけ部品を用いて可剥離塗膜の少なくとも一部を破断する際に、抜去しやすくする為に、ラウンド形状や突起ができるように加工を施しても良い。
本実施形態におけるきっかけ部品は、可剥離塗膜の少なくとも一部を破断し得るものであればその形状に特に制限はなく、可剥離塗膜の用途に応じて適宜選択できる。
きっかけ部品の形状としては、例えば、円形状、多角形状(例えば、三角形、正方形、長方形、頂点の数が4以上の多角形状)、テープ状、又は線状の部材が挙げられ、これらを組み合わせた形状であってもよく、更に突起を有していてもよい。好ましくは、長方形状、テープ状、又は線状の部材である。なお、本明細書において、「長方形状」を「短冊状」と称する場合がある。
きっかけ部品が線状の場合、例えば、糸状、紐状、繊維状の部材であってもよく、具体的には、テグス、金属ワイヤー等が挙げられる。
きっかけ部品の端部は、可剥離塗膜を破断しやすくするために鋭角な角ができるように加工を施しても良い。
なお、きっかけ部品を用いて可剥離塗膜の少なくとも一部を破断する際に、抜去しやすくする為に、ラウンド形状や突起ができるように加工を施しても良い。
きっかけ部品は、基材のみからなるものでもよく、きっかけ部品の設置の位置を決めやすくするため基材の一部、又は全部に粘着剤層を設けたものでもよい。
粘着剤層は、特に限定されず、通常の粘着剤によって構成することができる。たとえばアクリル系、ウレタン系、ポリエステル系、シリコーン系、ゴム系等の各種粘着剤を使用することができる。
また、きっかけ部品に粘着剤層を設ける場合は、抜去しやすくするために、延出部の粘着剤層表面にフィルム等のカバーを設置したり、延出部には粘着剤層を設けなくしても良い。
粘着剤層は、特に限定されず、通常の粘着剤によって構成することができる。たとえばアクリル系、ウレタン系、ポリエステル系、シリコーン系、ゴム系等の各種粘着剤を使用することができる。
また、きっかけ部品に粘着剤層を設ける場合は、抜去しやすくするために、延出部の粘着剤層表面にフィルム等のカバーを設置したり、延出部には粘着剤層を設けなくしても良い。
本実施形態におけるきっかけ部品の基材は、可剥離塗膜の少なくとも一部を破断し得るものであれば特に制限はなく、布、不織布、紙、樹脂、金属等であってもよく、これらを組み合わせたものであってもよい。きっかけ部品の基材は、強度や取り扱いの観点から樹脂であることが好ましく、例えば、ポリオレフィン、ポリエステル、ポリアミド、ポリカーボネート、ポリフェニレンオキサイド、ポリイミド、ポリアミドイミド、アクリル系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリアクリロニトリル等の樹脂が挙げられるが、これらに限定されるものではない。
本実施形態におけるきっかけ部品の基材の厚みは10μm以上であることが好ましく、20μm以上であることがより好ましく、30μm以上であることがさらに好ましい。また、500μm以下であることが好ましく、400μm以下であることがより好ましく、300μm以下であることがさらに好ましい。厚みが10μm以上であれば、きっかけ部品自体が破断するのを防ぎ、取り扱いに優れる。厚みが500μm以下であればきっかけ部品を抜去しやすくなり作業性に優れる。
きっかけ部品の引張弾性率が0.01GPa以上であることが好ましく、0.1GPa以上であることがより好ましく、1GPa以上であることがさらに好ましい。また、300GPa以下であることが好ましく、200GPa以下であることがより好ましく、100GPa以下であることがさらに好ましい。引張弾性率が0.01GPa以上であれば、きっかけ部品自体が破断するのを防ぎ、可剥離塗膜の少なくとも一部を破断しやすく、引張弾性率が300GPa以下であれば、作業性に優れるため好ましい。
また、きっかけ部品の引張弾性率が、可剥離塗膜の引張弾性率よりも大きいことが好ましい。きっかけ部品により可剥離塗膜の少なくとも一部を破断しやすく、作業性に優れるためである。
上記きっかけ部品の引張弾性率は実施例に記載の方法により測定することができる。
また、きっかけ部品の引張弾性率が、可剥離塗膜の引張弾性率よりも大きいことが好ましい。きっかけ部品により可剥離塗膜の少なくとも一部を破断しやすく、作業性に優れるためである。
上記きっかけ部品の引張弾性率は実施例に記載の方法により測定することができる。
<可剥離塗膜>
本実施形態の可剥離塗膜は、引張弾性率が0.01MPa以上であることが好ましい。可剥離塗膜の引張弾性率が0.01MPa以上であれば、可剥離塗膜の強度が十分に高く、防汚効果をより持続させることができる。また、可剥離塗膜の外力による変形が防止される。可剥離塗膜の弾性率は、より好ましくは0.05MPa以上であり、さらに好ましくは0.1MPa以上である。なお、可剥離塗膜の弾性率は、剥離作業の観点からは、例えば1000MPa以下である。
上記可剥離塗膜の弾性率は実施例に記載の方法により測定することができる。
本実施形態の可剥離塗膜は、引張弾性率が0.01MPa以上であることが好ましい。可剥離塗膜の引張弾性率が0.01MPa以上であれば、可剥離塗膜の強度が十分に高く、防汚効果をより持続させることができる。また、可剥離塗膜の外力による変形が防止される。可剥離塗膜の弾性率は、より好ましくは0.05MPa以上であり、さらに好ましくは0.1MPa以上である。なお、可剥離塗膜の弾性率は、剥離作業の観点からは、例えば1000MPa以下である。
上記可剥離塗膜の弾性率は実施例に記載の方法により測定することができる。
可剥離塗膜の厚みは、用途や使用環境などによって、任意の適切な厚みを採用し得る。可剥離塗膜の厚みは、好ましくは10μm~5000μmである。可剥離塗膜の厚みが10μm以上であれば、剥離の際に破断せずに剥離しやすい。可剥離塗膜の厚みが5000μm以下であれば、可剥離塗膜作製の作業効率に優れる。
上記可剥離塗膜の膜厚は、例えば、PEAKOCK社製 RI-205を用いて測定することができる。
上記可剥離塗膜の膜厚は、例えば、PEAKOCK社製 RI-205を用いて測定することができる。
可剥離塗膜の使用時における、被着体からの剥離しにくさを示す指標として、SUS304 2Bシャーリング仕上げ(以下SUS)に対する接着力が用いられる。
本実施形態に係る可剥離塗膜のSUSに対する接着力は50N/20mm以下であることが好ましく、30N/20mm以下が好ましく、20N/20mm以下がさらに好ましく、10N/20mm以下が一層好ましく、1N/20mm以下が最も好ましい。
本実施形態に係る可剥離塗膜のSUSに対する接着力は50N/20mm以下であることが好ましく、30N/20mm以下が好ましく、20N/20mm以下がさらに好ましく、10N/20mm以下が一層好ましく、1N/20mm以下が最も好ましい。
<可剥離塗膜形成用の組成物>
可剥離塗膜を形成するための組成物(以下、可剥離塗膜形成用組成物と称する場合がある。)は、樹脂成分と溶剤を含むことができる。樹脂成分としては、例えば、ゴム(熱硬化性エラストマー)及び熱可塑性エラストマー等のエラストマーを用いることができる。またはエマルジョン、又はホットメルトを用いる事もできる。
可剥離塗膜を形成するための組成物(以下、可剥離塗膜形成用組成物と称する場合がある。)は、樹脂成分と溶剤を含むことができる。樹脂成分としては、例えば、ゴム(熱硬化性エラストマー)及び熱可塑性エラストマー等のエラストマーを用いることができる。またはエマルジョン、又はホットメルトを用いる事もできる。
ゴムとしては、例えば、アクリルゴム、ジエン系ゴム、ブチルゴム、ニトリルゴム、水素化ニトリルゴム、フッ素ゴム、シリコーンゴム、エチレンプロピレンゴム、クロロプレンゴム、ウレタンゴム、エピクロルヒドリンゴムを用いることができ、特に、アクリルゴム、ジエン系ゴム、ウレタンゴムを用いることが好ましい。ジエン系ゴムとしては、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、クロロプレンゴム、アクリロニトリルブタジエンゴムを用いることができ、スチレンブタジエンゴムを用いることが好ましい。
熱可塑性エラストマーとしては、アクリル系熱可塑性エラストマー、スチレン系熱可塑性エラストマーといったモノビニル置換芳香族化合物系熱可塑性エラストマーを用いることができる。
アクリル系熱可塑性エラストマーとしては、PMMA(ポリメタクリル酸メチル)とアクリル酸アルキルエステルとのブロック共重合体が挙げられる。アクリル酸アルキルエステルとしては、ブチルアクリレート、2-エチルヘキシルアクリレート、オクチルアクリレート等が挙げられる。
スチレン系熱可塑性エラストマーとしては、例えば、SBS(スチレン・ブタジエン・スチレンブロック共重合体)、SIS(スチレン・イソプレン・スチレンブロック共重合体)、SEBS(スチレン・エチレン・ブチレン・スチレンブロック共重合体)、SEPS(スチレン・エチレン・プロピレン・スチレンブロック共重合体)、SEEPS(スチレン・エチレン・エチレン・プロピレン・スチレンブロック共重合体)を用いることができる。
樹脂成分が、スチレン系熱可塑性エラストマーである場合には、その樹脂成分中のスチレン含有割合を調整して、引張弾性率や接着力を調整することができ、好ましくは20質量%~40質量%であり、より好ましくは22質量%~35質量%であり、さらに好ましくは25質量%~33質量%である。
また、同様の目的のために、可剥離塗膜形成用組成物に、極性基を含有する化合物を含有させてもよい。このような化合物として、例えば、前記極性基を含有する樹脂、シランカップリング剤、シリコーンオイル等が挙げられる。極性基を含有する樹脂としては、例えば、アイオノマー、ロジン樹脂、シリコーンレジン等が挙げられる。可剥離塗膜形成用組成物中の樹脂成分に対するこれら化合物の含有量は5~95質量%であることが好ましく、10~90質量%であることがより好ましく、更に好ましくは15~80質量%であり、特に好ましくは20~70質量%であり、最も好ましくは25~60質量%である。
可剥離塗膜形成用組成物中の樹脂成分の含有割合は、好ましくは5質量%~95質量%であり、より好ましくは10質量%~90質量%であり、さらに好ましくは15質量%~80質量%であり、特に好ましくは20質量%~70質量%であり、最も好ましくは25質量%~60質量%である。
エマルジョンとしては、例えば、ウレタンエマルジョン、アクリルエマルジョン等が挙げられる。
ホットメルトとしては、例えば、エチレン酢酸ビニル樹脂等が挙げられる。
ホットメルトとしては、例えば、エチレン酢酸ビニル樹脂等が挙げられる。
可剥離塗膜形成用組成物は、本発明の効果を損なわない範囲で、任意の適切な他の添加剤を含んでいてもよい。このような他の添加剤としては、例えば、増粘剤(例えば会合型、合成高分子型、アルカリ増粘型等)、着色剤、紫外線吸収剤、光安定剤、酸化防止剤、消泡剤、フィラー等が挙げられる。
溶剤としては、例えば、ベンゼン、トルエン、キシレン、エチルベンゼン、トリメチルベンゼン等の芳香族炭化水素類;ヘキサン、ヘプタン等の脂肪族炭化水素類;酢酸エチル、酢酸ビニル等のエステル類;ジオキサン、ジエチルエーテル等のエーテル類;エタノール、イソプロパノール、n-ブタノール等のアルコール類;アセトン、ジエチルケトン、メチルイソブチルケトン等のケトン類;水などを用いることができる。溶媒は、1種のみであってもよいし、2種以上であってもよい。
可剥離塗膜形成用組成物中の溶剤の含有割合は、好ましくは5質量%~95質量%であり、より好ましくは10質量%~90質量%であり、さらに好ましくは20質量%~85質量%であり、特に好ましくは30質量%~80質量%であり、最も好ましくは40質量%~75質量%である。
可剥離塗膜は、下塗層として用いても良く、可剥離塗膜上に、更に防汚層、防錆塗料、ハードコート等を設けてもよい。
防汚層を形成する組成物としては、例えば、シリコーン系樹脂、フッ素系高分子等を用いることができる。
防汚層を形成する組成物としては、例えば、シリコーン系樹脂、フッ素系高分子等を用いることができる。
防錆塗料、ハードコート防汚層は、本発明の効果を損なわない範囲で、任意の適切な他の添加剤を含んでいてもよい。他の添加剤としては、例えば、紫外線吸収剤、光安定剤、フィラー等が挙げられる。
可剥離塗膜形成用組成物は、被着体に塗布し、乾燥させることにより、可剥離塗膜を形成することができる。
塗布方法としては、スプレー、ハケ塗り、ローラー、カーテンフロー、ロール、ディップ、コーターなどの公知の塗布方法により被着体に直接塗布することができる。
乾燥方法としては、例えば、0℃から250℃までの温度(好ましくは、室温(23℃)から180℃の温度、より好ましくは室温(23℃)から160℃の温度)で、例えば2分~12時間乾燥させることができる。
塗布方法としては、スプレー、ハケ塗り、ローラー、カーテンフロー、ロール、ディップ、コーターなどの公知の塗布方法により被着体に直接塗布することができる。
乾燥方法としては、例えば、0℃から250℃までの温度(好ましくは、室温(23℃)から180℃の温度、より好ましくは室温(23℃)から160℃の温度)で、例えば2分~12時間乾燥させることができる。
<被着体>
被着体の表面に用いられる典型的な材料としては、ゲルコート(アクリル系ポリマー/ポリスチレン等)、エポキシ樹脂、エナメル(アクリル系ポリマー等)、各種金属(アルミニウム、アルミニウム青銅等のアルミニウム合金、ステンレス、チタン)、防汚塗料、ポリウレタン、ポリエチレン、ポリプロピレン、ポリカーボネート、ポリエチレンテレフタラート、ポリアセタール樹脂、ABS樹脂が挙げられる。
被着体として、具体的には、金属製品、木工製品、プラスチック製品、ガラス製品、建造物(内外壁面、床面、及び天井面)、電子機器、運輸機器(例えば、自動車、二輪車及び鉄道等の車両、並びに船舶等)等、様々な構造物が挙げられる。
被着体の表面に用いられる典型的な材料としては、ゲルコート(アクリル系ポリマー/ポリスチレン等)、エポキシ樹脂、エナメル(アクリル系ポリマー等)、各種金属(アルミニウム、アルミニウム青銅等のアルミニウム合金、ステンレス、チタン)、防汚塗料、ポリウレタン、ポリエチレン、ポリプロピレン、ポリカーボネート、ポリエチレンテレフタラート、ポリアセタール樹脂、ABS樹脂が挙げられる。
被着体として、具体的には、金属製品、木工製品、プラスチック製品、ガラス製品、建造物(内外壁面、床面、及び天井面)、電子機器、運輸機器(例えば、自動車、二輪車及び鉄道等の車両、並びに船舶等)等、様々な構造物が挙げられる。
以下、実施例により本発明を具体的に説明するが、本発明はこれら実施例になんら限定されるものではない。
(可剥離塗膜形成用組成物の調製)
可剥離塗膜形成用組成物としては、ポリウレタン(スーパーフレックス150:第一工業製薬株式会社製)を100質量部と、増粘剤(SNシックナー660T サンノプコ株式会社製)を0.7質量部と消泡剤(BYK-024:Additives&Instruments社製)1質量部を混合して調製した。固形分濃度は約34質量%であった。
可剥離塗膜形成用組成物としては、ポリウレタン(スーパーフレックス150:第一工業製薬株式会社製)を100質量部と、増粘剤(SNシックナー660T サンノプコ株式会社製)を0.7質量部と消泡剤(BYK-024:Additives&Instruments社製)1質量部を混合して調製した。固形分濃度は約34質量%であった。
〔実施例1〕
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品として1号テグス(6-100-11 トーホー株式会社製)を図1に示すように、被着体の施工面の端部に設置した。
可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成し、図2に示すような本発明の実施形態にかかる物品を得た。
きっかけ部品の延出部を摘み、引き上げて抜去し、図4に示すように可剥離塗膜を破断して剥離のきっかけとなる破断部を形成した。
可剥離塗膜の破断部を摘み、被着体より剥離した。
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品として1号テグス(6-100-11 トーホー株式会社製)を図1に示すように、被着体の施工面の端部に設置した。
可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成し、図2に示すような本発明の実施形態にかかる物品を得た。
きっかけ部品の延出部を摘み、引き上げて抜去し、図4に示すように可剥離塗膜を破断して剥離のきっかけとなる破断部を形成した。
可剥離塗膜の破断部を摘み、被着体より剥離した。
〔実施例2〕
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品として1号テグス(6-100-11 トーホー株式会社製)を図5に示すように、被着体の施工面の端部から端部にわたり設置した。
可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成し、図6に示すような本発明の実施形態にかかる物品を得た。
きっかけ部品の延出部を摘み、引き上げて抜去し、図7に示すように可剥離塗膜を2つに分断して剥離のきっかけとなる破断部を形成した。
可剥離塗膜の破断部を摘み、被着体より剥離した。
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品として1号テグス(6-100-11 トーホー株式会社製)を図5に示すように、被着体の施工面の端部から端部にわたり設置した。
可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成し、図6に示すような本発明の実施形態にかかる物品を得た。
きっかけ部品の延出部を摘み、引き上げて抜去し、図7に示すように可剥離塗膜を2つに分断して剥離のきっかけとなる破断部を形成した。
可剥離塗膜の破断部を摘み、被着体より剥離した。
〔比較例1〕
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品を設置せず、可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成した。
可剥離塗膜の剥離を試みるが、被着体より剥離できなかった。
被着体としてステンレス(SUS304 2Bシャーリング仕上げ)板を用意し、糸状きっかけ部品を設置せず、可剥離塗膜形成用組成物1を刷毛にて膜厚が約500μmとなるように塗布し、約23℃の室内にて静置して乾燥し、可剥離塗膜を形成した。
可剥離塗膜の剥離を試みるが、被着体より剥離できなかった。
(引張弾性率)
引張弾性率はAUTOGRAPH AGS-J/H、(株)島津製作所製を用いてきっかけ部品と可剥離塗膜を引張速度300mm/minで評価した。引張弾性率は、応力-ひずみ曲線の第一の立ち上がりの最大引張弾性率を採用した。
引張弾性率はAUTOGRAPH AGS-J/H、(株)島津製作所製を用いてきっかけ部品と可剥離塗膜を引張速度300mm/minで評価した。引張弾性率は、応力-ひずみ曲線の第一の立ち上がりの最大引張弾性率を採用した。
(可剥離塗膜の剥がしやすさ)
可剥離塗膜の剥がしやすさを下記の評価基準により評価した。
○(良好):被着体から可剥離塗膜を容易に剥離し始めることができた。
×(不良):被着体から可剥離塗膜を剥離し難かった又は剥離できなかった。
可剥離塗膜の剥がしやすさを下記の評価基準により評価した。
○(良好):被着体から可剥離塗膜を容易に剥離し始めることができた。
×(不良):被着体から可剥離塗膜を剥離し難かった又は剥離できなかった。
各実施例及び比較例について、きっかけ部品の種類、設置方法(タイミング及び場所)、剥がす際のきっかけ、剥がしやすさ、及び引張弾性率(きっかけ部品及び可剥離塗膜)の評価結果について下記表1に示す。

実施例1及び2は、きっかけ部品の抜去により形成した破断部をきっかけとして、可剥離塗膜を被着体から剥離したものであるので、剥がしやすさの評価結果が優れたものとなった。
一方、きっかけ部品を設置していない比較例1は、剥離のきっかけがないため剥がすことができず、剥がしやすさの評価結果が不良であった。
一方、きっかけ部品を設置していない比較例1は、剥離のきっかけがないため剥がすことができず、剥がしやすさの評価結果が不良であった。
以上、本発明の好ましい実施の形態について説明したが、本発明は、上述した実施の形態に制限されるものではなく、本発明の範囲を逸脱しない範囲において、上述した実施の形態に種々の変形及び置換を加えることができる。
本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。
本出願は、2018年12月26日出願の日本特許出願(特願2018-242673)に基づくものであり、その内容はここに参照として取り込まれる。
本出願は、2018年12月26日出願の日本特許出願(特願2018-242673)に基づくものであり、その内容はここに参照として取り込まれる。
本発明によれば、シート剥離可能な塗膜の剥離の作業性を向上し得る可剥離塗膜の剥離方法、及び物品を提供することができる。
11 被着体
2、12、22 きっかけ部品
2a、12a、22a 延出部
13 可剥離塗膜
14 破断部
2、12、22 きっかけ部品
2a、12a、22a 延出部
13 可剥離塗膜
14 破断部
Claims (9)
- 被着体の表面に形成された可剥離塗膜を剥離する方法であって、
前記可剥離塗膜と前記被着体との間に、予め、前記被着体の表面の少なくとも一部に接するきっかけ部品を設置する第1の工程と、
前記可剥離塗膜の少なくとも一部を破断するよう前記きっかけ部品を抜去する第2の工程と、
前記可剥離塗膜の破断部をきっかけとして前記可剥離塗膜を剥離する第3の工程と、
を含む可剥離塗膜の剥離方法。 - 前記第1の工程は、前記被着体の表面に前記きっかけ部品を設置する工程と、
前記きっかけ部品の少なくとも一部を覆うように、前記被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、
前記可剥離塗膜形成用組成物を乾燥して前記可剥離塗膜を形成する工程と、
を含む請求項1に記載の可剥離塗膜の剥離方法。 - 前記第1の工程は、前記被着体の表面に可剥離塗膜形成用組成物を塗布する工程と、
前記被着体と前記きっかけ部品の少なくとも一部が接するように前記可剥離塗膜形成用組成物中に前記きっかけ部品を埋設する工程と、
前記可剥離塗膜形成用組成物を乾燥して前記可剥離塗膜を形成する工程と、
を含む請求項1に記載の可剥離塗膜の剥離方法。 - 前記第1の工程において、延出部を残して前記きっかけ部品を設置する請求項1~3のいずれか一項に記載の可剥離塗膜の剥離方法。
- 前記きっかけ部品が、短冊状、テープ状、又は線状である請求項1~4のいずれか一項に記載の可剥離塗膜の剥離方法。
- 前記きっかけ部品の引張弾性率が、前記可剥離塗膜の引張弾性率よりも大きい、請求項1~5のいずれか一項に記載の可剥離塗膜の剥離方法。
- 前記可剥離塗膜がエラストマーを含む、請求項1~6のいずれか一項に記載の塗膜の剥離方法。
- 前記第2の工程により、前記可剥離塗膜を2以上に分断する、請求項1~7のいずれか一項に記載の塗膜の剥離方法。
- 被着体と、前記被着体の表面の少なくとも一部に接するきっかけ部品と、前記被着体及び前記きっかけ部品上に形成された可剥離塗膜とを含み、前記きっかけ部品の抜去により前記可剥離塗膜の少なくとも一部が破断可能であり、前記可剥離塗膜がエラストマーを含む物品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/418,339 US20220089884A1 (en) | 2018-12-26 | 2019-12-24 | Method for debonding debondable coating film and article |
| JP2020563300A JPWO2020138064A1 (ja) | 2018-12-26 | 2019-12-24 | 可剥離塗膜の剥離方法、及び物品 |
| CN201980086422.6A CN113226572A (zh) | 2018-12-26 | 2019-12-24 | 可剥离涂膜的剥离方法及物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-242673 | 2018-12-26 | ||
| JP2018242673 | 2018-12-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020138064A1 true WO2020138064A1 (ja) | 2020-07-02 |
Family
ID=71127143
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/050574 WO2020138064A1 (ja) | 2018-12-26 | 2019-12-24 | 可剥離塗膜の剥離方法、及び物品 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220089884A1 (ja) |
| JP (1) | JPWO2020138064A1 (ja) |
| CN (1) | CN113226572A (ja) |
| WO (1) | WO2020138064A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022059901A (ja) * | 2020-10-02 | 2022-04-14 | トヨタ自動車株式会社 | 車両構造 |
| JP2023015058A (ja) * | 2020-10-02 | 2023-01-31 | トヨタ自動車株式会社 | 車両構造 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7452493B2 (ja) * | 2021-05-28 | 2024-03-19 | トヨタ自動車株式会社 | 車両構造 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61238868A (ja) * | 1985-04-16 | 1986-10-24 | Mitsui Toatsu Chem Inc | 水性ストリツパブル塗料組成物 |
| JPH01315373A (ja) * | 1988-06-13 | 1989-12-20 | Showa Highpolymer Co Ltd | 防食塗装の施工方法 |
| JPH05317801A (ja) * | 1992-05-14 | 1993-12-03 | Kansai Paint Co Ltd | 一時保護フィルム及び一時保護粘着フィルムの形成方法 |
| JP2012170831A (ja) * | 2011-02-17 | 2012-09-10 | Daitai Kako Kk | 塗膜の剥離方法及び塗膜剥離用マスキング材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105474760B (zh) * | 2013-08-28 | 2019-03-08 | 3M创新有限公司 | 具有用于精确配准的基准标记的电子组件 |
-
2019
- 2019-12-24 WO PCT/JP2019/050574 patent/WO2020138064A1/ja active Application Filing
- 2019-12-24 CN CN201980086422.6A patent/CN113226572A/zh active Pending
- 2019-12-24 US US17/418,339 patent/US20220089884A1/en not_active Abandoned
- 2019-12-24 JP JP2020563300A patent/JPWO2020138064A1/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61238868A (ja) * | 1985-04-16 | 1986-10-24 | Mitsui Toatsu Chem Inc | 水性ストリツパブル塗料組成物 |
| JPH01315373A (ja) * | 1988-06-13 | 1989-12-20 | Showa Highpolymer Co Ltd | 防食塗装の施工方法 |
| JPH05317801A (ja) * | 1992-05-14 | 1993-12-03 | Kansai Paint Co Ltd | 一時保護フィルム及び一時保護粘着フィルムの形成方法 |
| JP2012170831A (ja) * | 2011-02-17 | 2012-09-10 | Daitai Kako Kk | 塗膜の剥離方法及び塗膜剥離用マスキング材 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022059901A (ja) * | 2020-10-02 | 2022-04-14 | トヨタ自動車株式会社 | 車両構造 |
| JP7184070B2 (ja) | 2020-10-02 | 2022-12-06 | トヨタ自動車株式会社 | 車両構造 |
| JP2023015058A (ja) * | 2020-10-02 | 2023-01-31 | トヨタ自動車株式会社 | 車両構造 |
| JP7311005B2 (ja) | 2020-10-02 | 2023-07-19 | トヨタ自動車株式会社 | 車両構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113226572A (zh) | 2021-08-06 |
| US20220089884A1 (en) | 2022-03-24 |
| JPWO2020138064A1 (ja) | 2021-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2227475C (en) | Removable adhesive tape with controlled sequential release | |
| US6001471A (en) | Removable adhesive tape with controlled sequential release | |
| WO2020138064A1 (ja) | 可剥離塗膜の剥離方法、及び物品 | |
| JP3547747B2 (ja) | 再剥離可能な泡粘着テープ | |
| JP3063915B2 (ja) | 除去可能な接着テープ | |
| US7781056B2 (en) | Removable foam adhesive tape | |
| US6403206B1 (en) | Removable foam adhesive tape | |
| US6413626B1 (en) | Wheel weight/tape article and a method of using | |
| US20190002737A1 (en) | Film backings for peel release mounting | |
| TW201811239A (zh) | 黏著劑安裝裝置 | |
| KR20160022875A (ko) | 제1 및 제2 감압 접착제 스트라이프들을 포함하는 접착제 층을 포함하는 물품 | |
| WO2020138061A1 (ja) | 可剥離塗膜の剥離方法、及び積層体 | |
| JP6059863B2 (ja) | 両面粘着テープ及び両面粘着テープを用いた接着方法 | |
| JP6716222B2 (ja) | ラッピング用フィルム及びラッピング加工品 | |
| WO2020122080A1 (ja) | 塗膜の形成方法、及び物品 | |
| JPH08222818A (ja) | 粘着機能付きフレキシブル回路基板 | |
| JP3084706B2 (ja) | 塗装用マスキングテープ | |
| JP2009227814A (ja) | 剥離可能な粘着テープおよび同粘着テープの剥離方法 | |
| WO2019150325A1 (en) | Self-wound, linerless, double-faced adhesive masking tape | |
| JP2000169804A (ja) | 両面粘着テープ及びその製造方法 | |
| US20220017792A1 (en) | Foam masking tape installer, foam masking tapes, and methods of installing the same using the installer | |
| JP2016155232A (ja) | 防犯用フィルム | |
| JP2009221341A (ja) | 剥離可能な粘着テープおよび同粘着テープの剥離方法 | |
| MXPA98001047A (en) | Removable adhesive tape with sequential control control |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19904543 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020563300 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19904543 Country of ref document: EP Kind code of ref document: A1 |