JP2012166380A - 金型用基板及び金型用基板の検査方法 - Google Patents
金型用基板及び金型用基板の検査方法 Download PDFInfo
- Publication number
- JP2012166380A JP2012166380A JP2011027405A JP2011027405A JP2012166380A JP 2012166380 A JP2012166380 A JP 2012166380A JP 2011027405 A JP2011027405 A JP 2011027405A JP 2011027405 A JP2011027405 A JP 2011027405A JP 2012166380 A JP2012166380 A JP 2012166380A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- thickness
- less
- mold
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- H10P76/204—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y10/00—Nanotechnology for information processing, storage or transmission, e.g. quantum computing or single electron logic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y40/00—Manufacture or treatment of nanostructures
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/60—Substrates
Landscapes
- Engineering & Computer Science (AREA)
- Nanotechnology (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Manufacturing & Machinery (AREA)
- Mathematical Physics (AREA)
- Theoretical Computer Science (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
【効果】表面に凹凸によるパターンが形成される円形状の金型用基板であって、上記基板の中心の直径125mm以下の円内の厚さばらつきが2μm以下である金型用基板を使用することによって、金型用基板上にパターンを作成するときと転写するときとでパターン位置が不整合になったり、パターン誤差が生じたりすることを防ぐことができ、高精細で複雑なパターンの転写が可能になる。
【選択図】図2
Description
なお、本発明に関連する先行技術文献としては下記のものが挙げられる。
請求項1:
表面に凹凸パターンが形成される直径が125〜300mmである円形状の金型用基板であって、該基板の直径125mm以下の円内の厚さばらつきが2μm以下であることを特徴とする金型用基板。
請求項2:
直径が300mm以下であって、全面の厚さばらつきが10μm以下であることを特徴とする請求項1記載の金型用基板。
請求項3:
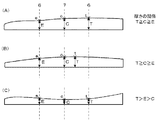
前記直径125mm以下の円内において、最も板厚の厚い点tの板厚をT、中心cの板厚をC、tとcを結んだ直線と上記直径125mmの円の円周との交点のうち、tから遠い点eの板厚をEとしたとき、それぞれの板厚がT≧C≧Eの関係を満たすことを特徴とする請求項1又は2記載の金型用基板。
請求項4:
前記直径125mm以下の円内における板厚Tと板厚Eとが、0.6μm≧T−E≧0.3μmの関係を満たす請求項3記載の金型用基板。
請求項5:
石英ガラス基板であることを特徴とする請求項1〜4のいずれか1項記載の金型用基板。
請求項6:
転写パターンを形成するための金属薄膜又はレジスト膜を有する石英ガラス基板であることを特徴とする請求項1〜4のいずれか1項記載の金型用基板。
請求項7:
前記直径125mm以下の円内に存在する表面欠陥のサイズが0.5μm以下であることを特徴とする請求項1〜6のいずれか1項記載の金型用基板。
請求項8:
ナノインプリント用である請求項1〜7のいずれか1項記載の金型用基板。
請求項9:
請求項1〜8のいずれか1項記載の条件に当てはまる金型用基板か否かにより良否を判定することを特徴とする金型用基板の検査方法。
合成石英原料をスライス、ラッピング加工を行い、直径約6インチ、板厚1.0mmのすりガラス面のウェーハ中間原料を得た。これを比較的粒度の粗い酸化セリウム系研磨剤(平均粒径1.4μm;商品名SHOROX、昭和電工(株)製)と硬質発泡ポリウレタンを組み合わせた粗研磨工程に投入した。粗研磨は両面研磨機を用いて行い、硬質発泡ポリウレタンの研磨布表面には条理状に溝(溝ピッチ3cm、溝幅2mm)を形成し、所定のバッチ毎にダイヤモンドペレット修正を行うなどしてウェーハが所望の厚さばらつきと形状になるよう、研磨布面の制御を行った。
実施例1と同様の方法で原料基板を用意し、粗研磨まで行った。C,Eの関係を調べたところ、粗研磨上がりの状態での板厚の関係は、C>Eを満たしており、中心の直径125mm以内の範囲の厚さばらつきは1.2μmであった。その後、実施例1と同様に精密研磨を行い、更に小型の研磨ツールにて、凸形状であった中心付近を狙って研磨することで中心の板厚を落とした。
このようにして作製した基板の厚さばらつきを測定したところ、中心部直径125mm領域における厚さばらつきは0.3μmと非常に小さい値を示した。また、全面の板厚ばらつきを測定したところ1.8μmであった。その形状は台形状で中心付近一帯の板厚がほぼ均一で、外周に比べて厚かった。T、C、Eの関係を調べたところ、T−E=0.3μmであり、T≧C≧Eを満たしていたので、この基板は合格品として取得した。なお、中心部直径125mmの領域における表面欠陥のサイズは0.25μm以下であった。
実施例1と同様の方法で原料基板を用意し、粗研磨まで行った。C,Eの関係を調べたところ、粗研磨上がりの状態での板厚の関係は、C>Eを満たしており、中心の直径125mm以内の範囲の厚さばらつきは1.2μmであった。その後、実施例1と同様に精密研磨を行った。ただし、精密研磨の際に使用したスェード製の研磨布と酸化セリウム系研磨砥粒は、数十バッチ研磨を行った後の使い古しのものであった。
その結果、全面の板厚ばらつきは12.5μmとあまり良い値ではなかったものの、中心部直径125mm領域における厚さばらつきは1.8μmと比較的良好であった。T、C、Eの関係を調べたところ、T≧C≧Eを満たしていたので、この基板は合格品として取得した。
合成石英原料をスライス、ラッピング、粗研磨を行なった。ただし、粗研磨の際に使用した硬質発泡ポリウレタンの研磨布は数十バッチ研磨を行った後の使い古しのものであり、途中にダイヤモンドペレットによる修正を行わず、研磨布表面の平坦度が悪い状態(平坦度:50μm)であった。C,Eの関係を調べたところ、粗研磨上がりの状態での板厚の関係は、E>Cとなっており、中心の直径125mm以内の範囲の厚さばらつきは6.3μmであった。
この基板を精密研磨によって平滑鏡面化を行った。両面研磨機にスェード製の研磨布で条理状に溝(溝ピッチ3cm)を形成したものを貼り、酸化セリウム系研磨砥粒を含む研磨液(平均粒径0.8μm;商品名ミレーク、三井金属鉱業(株)製)を供給しながら研磨を行った。
研磨終了後に基板を精密洗浄し、乾燥してから基板の厚さばらつきを調べた。光学干渉式の平坦度測定装置(ニデック社製FT90)で中心部直径125mm領域における厚さばらつきを測定したところ、「(基板厚さの最大値)−(基板厚さの最小値)」は8.7μmと大さい値を示した。全面の板厚ばらつきを測定したところ24.2μmであった。この基板は不合格とした。
2 金型用基板の上表面
3 金型用基板の下表面
4 金型用基板の側面
5 金型用基板の面取り部
6 基板の中心を中心として直径125mmの位置を示す線
7 基板の中心を示す線
c 基板の中心
t cを中心とした直径125mm以下の円内で最も板厚の厚い点
e tとcを結んだ直線とcを中心とした直径125mm以下の円の円周との交点のうちtから遠い方の点
C c点の板厚
T t点の板厚
E e点の板厚
Claims (9)
- 表面に凹凸パターンが形成される直径が125〜300mmである円形状の金型用基板であって、該基板の直径125mm以下の円内の厚さばらつきが2μm以下であることを特徴とする金型用基板。
- 直径が300mm以下であって、全面の厚さばらつきが10μm以下であることを特徴とする請求項1記載の金型用基板。
- 前記直径125mm以下の円内において、最も板厚の厚い点tの板厚をT、中心cの板厚をC、tとcを結んだ直線と上記直径125mmの円の円周との交点のうち、tから遠い点eの板厚をEとしたとき、それぞれの板厚がT≧C≧Eの関係を満たすことを特徴とする請求項1又は2記載の金型用基板。
- 前記直径125mm以下の円内における板厚Tと板厚Eとが、0.6μm≧T−E≧0.3μmの関係を満たす請求項3記載の金型用基板。
- 石英ガラス基板であることを特徴とする請求項1〜4のいずれか1項記載の金型用基板。
- 転写パターンを形成するための金属薄膜又はレジスト膜を有する石英ガラス基板であることを特徴とする請求項1〜4のいずれか1項記載の金型用基板。
- 前記直径125mm以下の円内に存在する表面欠陥のサイズが0.5μm以下であることを特徴とする請求項1〜6のいずれか1項記載の金型用基板。
- ナノインプリント用である請求項1〜7のいずれか1項記載の金型用基板。
- 請求項1〜8のいずれか1項記載の条件に当てはまる金型用基板か否かにより良否を判定することを特徴とする金型用基板の検査方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027405A JP5858623B2 (ja) | 2011-02-10 | 2011-02-10 | 金型用基板 |
| KR1020120012090A KR101869980B1 (ko) | 2011-02-10 | 2012-02-07 | 금형용 기판 및 금형용 기판의 검사 방법 |
| EP12154572.7A EP2487542B1 (en) | 2011-02-10 | 2012-02-08 | Mold-forming substrate and inspection method |
| US13/369,459 US10948817B2 (en) | 2011-02-10 | 2012-02-09 | Mold-forming substrate and inspection method |
| TW101104197A TWI614118B (zh) | 2011-02-10 | 2012-02-09 | 奈米壓印用模具用基板及模具用基板之檢查方法 |
| CN2012100880835A CN102636953A (zh) | 2011-02-10 | 2012-02-10 | 形成模板的衬底以及检测方法 |
| CN201810092363.0A CN108153111A (zh) | 2011-02-10 | 2012-02-10 | 形成模板的衬底以及检测方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027405A JP5858623B2 (ja) | 2011-02-10 | 2011-02-10 | 金型用基板 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014134864A Division JP5874782B2 (ja) | 2014-06-30 | 2014-06-30 | 金型用基板及び金型用基板の検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012166380A true JP2012166380A (ja) | 2012-09-06 |
| JP5858623B2 JP5858623B2 (ja) | 2016-02-10 |
Family
ID=45607023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027405A Active JP5858623B2 (ja) | 2011-02-10 | 2011-02-10 | 金型用基板 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10948817B2 (ja) |
| EP (1) | EP2487542B1 (ja) |
| JP (1) | JP5858623B2 (ja) |
| KR (1) | KR101869980B1 (ja) |
| CN (2) | CN102636953A (ja) |
| TW (1) | TWI614118B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015026712A (ja) * | 2013-07-26 | 2015-02-05 | Hoya株式会社 | マスクブランク用基板、マスクブランク、およびそれらの製造方法、並びにインプリントモールドの製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101995879B1 (ko) | 2012-12-28 | 2019-07-03 | 호야 가부시키가이샤 | 마스크 블랭크용 기판, 다층 반사막 부착 기판, 반사형 마스크 블랭크, 반사형 마스크 및 반도체 장치의 제조방법 |
| KR102400898B1 (ko) * | 2018-07-19 | 2022-05-23 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 반도체용 기판 및 그의 제조 방법 |
| CN110797256A (zh) * | 2019-11-12 | 2020-02-14 | 河北普兴电子科技股份有限公司 | 碳化硅缓冲层电阻率的测试方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009034954A1 (ja) * | 2007-09-13 | 2009-03-19 | Asahi Glass Co., Ltd. | TiO2含有石英ガラス基板 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6162564A (en) * | 1997-11-25 | 2000-12-19 | Kabushiki Kaisha Toshiba | Mask blank and method of producing mask |
| KR100652948B1 (ko) * | 2000-12-08 | 2006-12-01 | 삼성코닝 주식회사 | 액정표시장치용 유리기판의 두께 측정 시스템 및 방법 |
| JP3627805B2 (ja) | 2001-04-20 | 2005-03-09 | 信越化学工業株式会社 | フォトマスク用ガラス基板及びその製造方法 |
| US20080160129A1 (en) * | 2006-05-11 | 2008-07-03 | Molecular Imprints, Inc. | Template Having a Varying Thickness to Facilitate Expelling a Gas Positioned Between a Substrate and the Template |
| JP4219718B2 (ja) * | 2003-03-28 | 2009-02-04 | Hoya株式会社 | Euvマスクブランクス用ガラス基板の製造方法及びeuvマスクブランクスの製造方法 |
| JP2006035573A (ja) * | 2004-07-26 | 2006-02-09 | Meiki Co Ltd | 樹脂成形品の成形装置および成形方法 |
| DE102005063624B4 (de) | 2004-09-29 | 2019-06-27 | Hoya Corp. | Substrat für Maskenrohling, Maskenrohling, Belichtungsmaske und Herstellungsverfahren für Maskenrohlingssubstrat |
| KR100718236B1 (ko) * | 2005-09-29 | 2007-05-15 | (주)화진인더스트리 | 나노 임프린팅 장치 |
| CN101394989A (zh) * | 2006-03-03 | 2009-03-25 | 日本先锋公司 | 压印用模具和压印方法 |
| JP4997815B2 (ja) * | 2006-04-12 | 2012-08-08 | 旭硝子株式会社 | 高平坦かつ高平滑なガラス基板の作製方法 |
| JP5222660B2 (ja) * | 2008-08-07 | 2013-06-26 | Hoya株式会社 | マスクブランク用基板の製造方法、マスクブランクの製造方法、フォトマスクの製造方法及び半導体デバイスの製造方法 |
-
2011
- 2011-02-10 JP JP2011027405A patent/JP5858623B2/ja active Active
-
2012
- 2012-02-07 KR KR1020120012090A patent/KR101869980B1/ko active Active
- 2012-02-08 EP EP12154572.7A patent/EP2487542B1/en active Active
- 2012-02-09 TW TW101104197A patent/TWI614118B/zh active
- 2012-02-09 US US13/369,459 patent/US10948817B2/en active Active
- 2012-02-10 CN CN2012100880835A patent/CN102636953A/zh active Pending
- 2012-02-10 CN CN201810092363.0A patent/CN108153111A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009034954A1 (ja) * | 2007-09-13 | 2009-03-19 | Asahi Glass Co., Ltd. | TiO2含有石英ガラス基板 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015026712A (ja) * | 2013-07-26 | 2015-02-05 | Hoya株式会社 | マスクブランク用基板、マスクブランク、およびそれらの製造方法、並びにインプリントモールドの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5858623B2 (ja) | 2016-02-10 |
| US10948817B2 (en) | 2021-03-16 |
| EP2487542B1 (en) | 2021-06-30 |
| KR101869980B1 (ko) | 2018-06-22 |
| CN108153111A (zh) | 2018-06-12 |
| US20120207865A1 (en) | 2012-08-16 |
| CN102636953A (zh) | 2012-08-15 |
| TW201242756A (en) | 2012-11-01 |
| KR20120092025A (ko) | 2012-08-20 |
| EP2487542A1 (en) | 2012-08-15 |
| TWI614118B (zh) | 2018-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6252098B2 (ja) | 角形金型用基板 | |
| CN102328265B (zh) | 用于制造电子级合成石英玻璃衬底的方法 | |
| KR20220034091A (ko) | 임프린트·리소그래피용 각형 기판 및 그의 제조 방법 | |
| TW201209002A (en) | Synthetic quartz glass substrate and making method | |
| JP5858623B2 (ja) | 金型用基板 | |
| TW201936315A (zh) | 晶圓的製造方法 | |
| JP4025960B2 (ja) | 角形ホトマスク基板の研磨方法、角形ホトマスク基板、ホトマスクブランクス及びホトマスク | |
| JP6948988B2 (ja) | フォトマスク用基板およびその製造方法 | |
| JP2007326191A (ja) | ウェーハの製造方法 | |
| JP2015214449A (ja) | ガラス基板の製造方法及びガラス基板 | |
| JP5874782B2 (ja) | 金型用基板及び金型用基板の検査方法 | |
| JP6450105B2 (ja) | インプリント装置及び物品製造方法 | |
| JP2004302280A (ja) | マスクブランクス用基板の製造方法、及びマスクブランクスの製造方法、並びに転写マスクの製造方法 | |
| CN113560960B (zh) | 一种漫反射型标定板及其制备方法 | |
| JP6973280B2 (ja) | インプリントモールド用合成石英ガラス基板 | |
| JP4435500B2 (ja) | 基板の両面研磨方法および両面研磨用ガイドリングならびに基板の両面研磨装置 | |
| JP2009006457A (ja) | 基板の製造方法 | |
| JP2023172169A (ja) | 研削ウェーハの製造方法及びウェーハの製造方法 | |
| KR20120121334A (ko) | 기판의 재활용 방법 | |
| JP2011146114A (ja) | スタンパの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130725 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140630 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140707 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20140829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5858623 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |