JP2012149658A - 断熱材及びその製造方法 - Google Patents
断熱材及びその製造方法 Download PDFInfo
- Publication number
- JP2012149658A JP2012149658A JP2011006475A JP2011006475A JP2012149658A JP 2012149658 A JP2012149658 A JP 2012149658A JP 2011006475 A JP2011006475 A JP 2011006475A JP 2011006475 A JP2011006475 A JP 2011006475A JP 2012149658 A JP2012149658 A JP 2012149658A
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- mass
- insulating material
- molded body
- fine particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011810 insulating material Substances 0.000 title claims abstract description 99
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000000034 method Methods 0.000 title abstract description 19
- 239000000463 material Substances 0.000 claims abstract description 89
- 230000002093 peripheral effect Effects 0.000 claims abstract description 52
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 28
- 239000012783 reinforcing fiber Substances 0.000 claims abstract description 23
- 239000002245 particle Substances 0.000 claims abstract description 13
- 238000009958 sewing Methods 0.000 claims abstract description 9
- 239000010419 fine particle Substances 0.000 claims description 72
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 71
- 239000000835 fiber Substances 0.000 claims description 59
- 239000000377 silicon dioxide Substances 0.000 claims description 34
- 229910044991 metal oxide Inorganic materials 0.000 claims description 27
- 230000005855 radiation Effects 0.000 claims description 25
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 24
- 239000000843 powder Substances 0.000 claims description 23
- 239000012784 inorganic fiber Substances 0.000 claims description 22
- 239000003365 glass fiber Substances 0.000 claims description 19
- 239000002994 raw material Substances 0.000 claims description 17
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 17
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 16
- 239000011230 binding agent Substances 0.000 claims description 12
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 9
- 239000000919 ceramic Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 2
- 229910001111 Fine metal Inorganic materials 0.000 abstract 1
- 238000004804 winding Methods 0.000 description 22
- 238000000465 moulding Methods 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 239000002759 woven fabric Substances 0.000 description 9
- 238000010276 construction Methods 0.000 description 7
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 6
- 239000000428 dust Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 230000007257 malfunction Effects 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 239000011164 primary particle Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910052915 alkaline earth metal silicate Inorganic materials 0.000 description 2
- 229910000323 aluminium silicate Inorganic materials 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 2
- 229910021485 fumed silica Inorganic materials 0.000 description 2
- 239000012774 insulation material Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052863 mullite Inorganic materials 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000011163 secondary particle Substances 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 229920002748 Basalt fiber Polymers 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000007580 dry-mixing Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000002241 glass-ceramic Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910002011 hydrophilic fumed silica Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000011490 mineral wool Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images







Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/78—Heat insulating elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B2001/742—Use of special materials; Materials having special structures or shape
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B2001/7691—Heat reflecting layers or coatings
Abstract
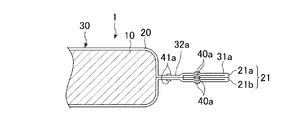
【解決手段】本発明に係る断熱材1は、平均粒径が50nm以下の金属酸化物微粒子を65質量%超、90質量%未満、輻射散乱材を5質量%超、30質量%未満及び補強繊維を3質量%以上、20質量%以下含む板状の乾式加圧成形体10と、繊維製の被覆材20で形成され前記乾式加圧成形体10を収容する外装袋30と、を有する。前記外装袋30は、前記被覆材20の外周端部21を折返して縫合することにより形成された折返し部31と、前記被覆材20の前記乾式加圧成形体10と前記折返し部31との間の部分を縫合して形成された中間部32と、を有することとしてもよい。
【選択図】図1
Description
金属酸化物微粒子として、一次粒子の平均粒径が約13nmの無水シリカ微粒子(親水性フュームドシリカ微粒子)を使用した。輻射散乱材として、平均粒径1.8μmの炭化珪素(SiC)を使用した。補強繊維として、平均繊維径11μm、平均繊維長6mmのEガラス繊維を使用した。被覆材20として、サイズが885mm×1640mm、厚さ0.27mm、坪量が314g/m2のEガラス繊維製の織布(ガラスクロス)を使用した。縫合糸として、平均径が約1mmのガラス繊維糸を使用した。
乾式加圧成形体10の600℃における熱伝導率を周期加熱法にて測定した。すなわち、上述のように外装袋30内で乾式加圧成形体10を形成した後、当該外装袋30から当該乾式加圧成形体10を取り出し、当該乾式加圧成形体10の熱伝導率を測定した。
乾式加圧成形体10の圧縮強度を、万能試験装置(テンシロン RTC−1150A、株式会社オリエンテック)を用いて測定した。すなわち、まず、上述の熱伝導率の測定と同様に、乾式プレス成形後に乾式加圧成形体10を外装袋30から取り出し、当該乾式加圧成形体10から寸法30mm×15mm×厚さ25mmの試験体を切り出した。次いで、この試験体のプレス面(30mm×15mm)に対して垂直方向に(すなわち、当該試験体の当該プレス面に垂直な表面(15mm×25mm)に対して)荷重を負荷した。
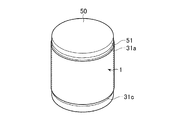
湾曲した表面への施工における断熱材1の適性を評価するため、図7に示すような巻き付け施工試験を行った。すなわち、まず、断熱材1を施工する構造物として、直径が500mmの鉄製の円筒体50を準備した。
図8には、7種類の断熱材1のそれぞれについて、乾式加圧成形体10におけるシリカ微粒子、炭化珪素及びガラス繊維の含有量(質量%)と、当該乾式加圧成形体10の熱伝導率(W/(m・K))及び圧縮強度(MPa)と、当該断熱材1の巻き付け性及び総合評価と、を示す。
上述の実施例1と同様に、シリカ微粒子75質量%、炭化珪素20質量%及びガラス繊維5質量%を含み結合剤を含まない板状の乾式加圧成形体10からなる基材と、ガラス繊維糸で縫合された折返し部31及び中間部32を有するガラス繊維製の外装袋30と、を有し、厚さが10mm、15mm又は20mmの3種類の断熱材1を製造した。
上述の実施例1と同様に、直径が400mm、500mm又は600mmの3種類の鉄製の円筒体50のそれぞれに、断熱材1を巻き付けた。そして、上述の実施例1と同様に、円筒体50の外周面51に対する断熱材1の巻き付け性(フィッティング性)を目視で評価した。
図9には、3種類の断熱材1(図9に示す「実施例」)及び3種類の市販断熱材(図9に示す「比較例」)のそれぞれについて、3種類の円筒体50を使用した巻き付け施工試験において、当該断熱材の巻き付け性と、取り外し後の基材の状態と、を評価した結果を示す。
Claims (11)
- 平均粒径が50nm以下の金属酸化物微粒子を65質量%超、90質量%未満、輻射散乱材を5質量%超、30質量%未満及び補強繊維を2質量%以上、20質量%以下含む板状の乾式加圧成形体と、
繊維製の被覆材で形成され前記乾式加圧成形体を収容する外装袋と、
を有する
ことを特徴とする断熱材。 - 前記外装袋は、
前記被覆材の外周端部を折返して縫合することにより形成された折返し部と、
前記被覆材の前記乾式加圧成形体と前記折返し部との間の部分を縫合して形成された中間部と、
を有する
ことを特徴とする請求項1に記載された断熱材。 - 前記被覆材は無機繊維糸で縫合されている
ことを特徴とする請求項2に記載された断熱材。 - 前記無機繊維糸は、ガラス繊維糸、セラミックス繊維糸及び金属繊維糸からなる群より選択される1種以上である
ことを特徴とする請求項3に記載された断熱材。 - 前記被覆材は、無機繊維製である
ことを特徴とする請求項1乃至4のいずれかに記載された断熱材。 - 前記金属酸化物微粒子は、シリカ微粒子及び/又はアルミナ微粒子である
ことを特徴とする請求項1乃至5のいずれかに記載された断熱材。 - 前記輻射散乱材は、炭化珪素である
ことを特徴とする請求項1乃至6のいずれかに記載された断熱材。 - 結合剤を含まない
ことを特徴とする請求項1乃至7のいずれかに記載された断熱材。 - 厚さが30mm以下である
ことを特徴とする請求項1乃至8のいずれかに記載された断熱材。 - 乾式加圧成形体と、前記乾式加圧成形体を収容する外装袋と、を有する断熱材を製造する方法であって、
平均粒径が50nm以下の金属酸化物微粒子を65質量%超、90質量%未満、輻射散乱材を5質量%超、30質量%未満及び補強繊維を2質量%以上、20質量%以下含む原料粉体を、繊維製の被覆材で形成された前記外装袋に充填し、前記外装袋内の前記原料粉体を乾式加圧成形して前記乾式加圧成形体を形成することを含む
ことを特徴とする断熱材の製造方法。 - 前記被覆材の外周端部を折返して縫合することにより前記外装袋の折返し部を形成するとともに、前記被覆材の前記乾式加圧成形体と前記折返し部との間の部分を縫合することをさらに含む
ことを特徴とする請求項10に記載された断熱材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006475A JP5438695B2 (ja) | 2011-01-14 | 2011-01-14 | 断熱材及びその製造方法 |
| PCT/JP2011/079567 WO2012096110A1 (ja) | 2011-01-14 | 2011-12-20 | 断熱材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006475A JP5438695B2 (ja) | 2011-01-14 | 2011-01-14 | 断熱材及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012149658A true JP2012149658A (ja) | 2012-08-09 |
| JP2012149658A5 JP2012149658A5 (ja) | 2013-02-07 |
| JP5438695B2 JP5438695B2 (ja) | 2014-03-12 |
Family
ID=46507022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011006475A Active JP5438695B2 (ja) | 2011-01-14 | 2011-01-14 | 断熱材及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5438695B2 (ja) |
| WO (1) | WO2012096110A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014091665A1 (ja) * | 2012-12-11 | 2014-06-19 | ニチアス株式会社 | 断熱材及びその製造方法 |
| JP2015143532A (ja) * | 2014-01-31 | 2015-08-06 | ニチアス株式会社 | 断熱材及びその製造方法 |
| JP5863917B1 (ja) * | 2014-09-22 | 2016-02-17 | ニチアス株式会社 | 耐火構造及びその使用方法 |
| CN109973760A (zh) * | 2018-05-11 | 2019-07-05 | 上海邦季新材料有限公司 | 真空隔热板用玻璃纤维芯材的制备方法 |
| JP2022066243A (ja) * | 2019-08-27 | 2022-04-28 | イビデン株式会社 | 組電池用断熱シート及び組電池 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5140088B1 (ja) * | 1970-06-10 | 1976-11-01 | ||
| JPH09217890A (ja) * | 1996-02-13 | 1997-08-19 | Micropore Internatl Ltd | フレキシブル熱絶縁パネル及びその製造方法 |
| US20040123905A1 (en) * | 2002-12-30 | 2004-07-01 | Petschek Eric Bradley | Thermal cover for backflow prevention assemblies |
| JP2008164078A (ja) * | 2006-12-28 | 2008-07-17 | Nichias Corp | 改質器用断熱材 |
-
2011
- 2011-01-14 JP JP2011006475A patent/JP5438695B2/ja active Active
- 2011-12-20 WO PCT/JP2011/079567 patent/WO2012096110A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5140088B1 (ja) * | 1970-06-10 | 1976-11-01 | ||
| JPH09217890A (ja) * | 1996-02-13 | 1997-08-19 | Micropore Internatl Ltd | フレキシブル熱絶縁パネル及びその製造方法 |
| US20040123905A1 (en) * | 2002-12-30 | 2004-07-01 | Petschek Eric Bradley | Thermal cover for backflow prevention assemblies |
| JP2008164078A (ja) * | 2006-12-28 | 2008-07-17 | Nichias Corp | 改質器用断熱材 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014091665A1 (ja) * | 2012-12-11 | 2014-06-19 | ニチアス株式会社 | 断熱材及びその製造方法 |
| US10253917B2 (en) | 2012-12-11 | 2019-04-09 | Nichias Corporation | Insulation material and method of manufacturing same |
| JP2015143532A (ja) * | 2014-01-31 | 2015-08-06 | ニチアス株式会社 | 断熱材及びその製造方法 |
| JP5863917B1 (ja) * | 2014-09-22 | 2016-02-17 | ニチアス株式会社 | 耐火構造及びその使用方法 |
| WO2016047041A1 (ja) * | 2014-09-22 | 2016-03-31 | ニチアス株式会社 | 耐火構造及びその使用方法 |
| US11077641B2 (en) | 2014-09-22 | 2021-08-03 | Nichias Corporation | Fireproof construction and method for using same |
| CN109973760A (zh) * | 2018-05-11 | 2019-07-05 | 上海邦季新材料有限公司 | 真空隔热板用玻璃纤维芯材的制备方法 |
| JP2022066243A (ja) * | 2019-08-27 | 2022-04-28 | イビデン株式会社 | 組電池用断熱シート及び組電池 |
| JP7164742B2 (ja) | 2019-08-27 | 2022-11-01 | イビデン株式会社 | 組電池用断熱シート及び組電池 |
| JP7414928B2 (ja) | 2019-08-27 | 2024-01-16 | イビデン株式会社 | 組電池用断熱シートの製造方法及び組電池の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5438695B2 (ja) | 2014-03-12 |
| WO2012096110A1 (ja) | 2012-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5438695B2 (ja) | 断熱材及びその製造方法 | |
| CN101910702B (zh) | 真空隔热材料用芯部材料、真空隔热材料以及制造方法 | |
| US9321243B2 (en) | Multi-layer thermal insulation composite | |
| JP6018307B2 (ja) | 膨張パーライトを用いた無機質パウダー断熱材の製造方法 | |
| WO2016047041A1 (ja) | 耐火構造及びその使用方法 | |
| JP2012182135A (ja) | エーロゲルと繊維バットの複合材料 | |
| JP5169531B2 (ja) | 真空断熱材 | |
| KR20090017645A (ko) | 진공 단열재 | |
| US20020058451A1 (en) | Bedding mat for supporting an exhaust gas catalyst | |
| CN109455316B (zh) | 一种柔性热防护结构 | |
| US20090269254A1 (en) | Holding sealing material, method for manufacturing holding sealing material, and exhaust gas purifying apparatus | |
| JP6014759B2 (ja) | アニール処理されたバインダレスガラス繊維を含む真空断熱材 | |
| JP2009249780A (ja) | 耐熱性断熱材 | |
| WO2010109894A1 (ja) | 真空断熱材用芯材、真空断熱材、および、これらの製造方法 | |
| JP6057515B2 (ja) | 筒状断熱材及びこれを装着した機器 | |
| JP2011241820A (ja) | 保持シール材、該保持シール材を用いた被巻着体への巻き付け方法及び排ガス浄化装置 | |
| JP6355790B1 (ja) | 耐火断熱シート | |
| JP2009264187A (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP6418733B2 (ja) | 断熱ユニット、断熱ユニットの製造方法および加熱炉 | |
| KR102408138B1 (ko) | 세라믹 페이퍼 및 이의 제조방법 | |
| JP5794619B2 (ja) | 筒状断熱材およびこれを用いた熱機器 | |
| RU2611942C2 (ru) | Многослойный комбинированный теплоизоляционный пожарозащитный материал | |
| CN206067083U (zh) | 一种石英玻璃纤维保温毯 | |
| CN105342040B (zh) | 一种用于电力设备检修的防静电手套 | |
| JP6444375B2 (ja) | 有機合成繊維を含む真空断熱材用芯材、およびそれを含む真空断熱材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5438695 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |