JP2012143799A - 軸物部材の製造方法 - Google Patents
軸物部材の製造方法 Download PDFInfo
- Publication number
- JP2012143799A JP2012143799A JP2011005330A JP2011005330A JP2012143799A JP 2012143799 A JP2012143799 A JP 2012143799A JP 2011005330 A JP2011005330 A JP 2011005330A JP 2011005330 A JP2011005330 A JP 2011005330A JP 2012143799 A JP2012143799 A JP 2012143799A
- Authority
- JP
- Japan
- Prior art keywords
- surface layer
- shape
- layer portion
- roll
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Pulleys (AREA)
- Forging (AREA)
Abstract
【課題】切削加工によらず軸物部材の外周に掘り下げ形状を形成する。
【解決手段】外周に掘り下げ形状14を有する軸物部材の製造方法であって、軸形状の粗材2の内部に中空部4を形成する中空部形成工程S2と、粗材2の表層部25を硬化させて表層部25を粗材2の内側部分26よりも硬くする表層部硬化工程S3と、硬化した表層部25にロール3を押し付けて粗材2の外周に掘り下げ形状14を形成するロール転造工程S5と、を含む。
【選択図】図3
【解決手段】外周に掘り下げ形状14を有する軸物部材の製造方法であって、軸形状の粗材2の内部に中空部4を形成する中空部形成工程S2と、粗材2の表層部25を硬化させて表層部25を粗材2の内側部分26よりも硬くする表層部硬化工程S3と、硬化した表層部25にロール3を押し付けて粗材2の外周に掘り下げ形状14を形成するロール転造工程S5と、を含む。
【選択図】図3
Description
本発明は、軸物部材、特に、外周に掘り下げ形状を有する軸物部材の製造方法に関する。
軸物部材の中には、軸物部材の外周に掘り下げ形状(凹形状)を有するものがある。例えば、図1Aに示すベルト式無段変速機に用いられる固定プーリは、シーブ面及び段差部を研磨加工する時に砥石が被研磨面以外と干渉しないように、シーブ面と軸部との接続部及び軸部の段差部に掘り下げ形状を有している。
このような掘り下げ形状はアンダーカット形状となるので、鍛造又は鋳造で形成しようとすると工数や金型が増え、製造コストが上昇する。このため、図1Bに示すような掘り下げ形状に対応する部位をR形状やテーパ形状に一旦成形し、その後、旋盤等を用いてこれらの部位を掘り下げ形状に切削加工することが一般的に行われている(特許文献1)。
しかしながら、掘り下げ形状を切削加工で形成する場合は、材料の歩留まりが悪く、また、切り粉が発生するので廃棄物が増えてしまう。
また、複数の掘り下げ形状を形成するには、掘り下げ形状毎に切削加工を行う必要があるので、旋盤等の工作機械の台数・設置エリアが増え、加工時間も増えてしまう。
また、粗材を鍛造により成形する場合において切削加工を施すと、鍛造時に形成された鍛流線(メタルフロー)が切断されてしまい、軸物部材の強度が低下する。
本発明は、このような技術的課題に鑑みてなされたもので、切削加工によらず軸物部材の外周に掘り下げ形状を形成することを目的とする。
本発明のある態様によれば、外周に掘り下げ形状を有する軸物部材の製造方法であって、軸形状の粗材の内部に中空部を形成する中空部形成工程と、前記粗材の表層部を硬化させて前記表層部を前記粗材の内側部分よりも硬くする表層部硬化工程と、硬化した前記表層部にロールを押し付けて前記粗材の前記外周に前記掘り下げ形状を形成するロール転造工程と、を含むことを特徴とする軸物部材の製造方法が提供される。
上記態様によれば、切削加工によらず外周に掘り下げ形状を形成することができ、材料の歩留まり低下、切り粉の発生、工数増加、鍛流線切断による強度低下といった問題を回避することができる。
また、硬化した表層部と中空部とを形成した上でロール転造を行うようにしたことによって、ロール転造時に肉が表面に盛り上がるのが抑えられ、まくれ(軸部表面に肉が折り重なった状態)やシワの発生を防止することができる。
以下、添付図面を参照しながら本発明の実施形態について説明する。
図1Aは、ベルト式無段変速機の固定プーリ1の断面図を示している。固定プーリ1は、シーブ面11と軸部12との接続部、及び、軸部12の段差部13に、周方向に延びる掘り下げ形状14(凹溝)を有している。掘り下げ形状14は、この例では、シーブ面11及び段差部13を研磨仕上げする時に砥石が被研磨面以外と干渉するのを防止するための逃げとしての役割があるが、他の用途、例えば、他の部材を嵌め合わせるためであってもよい。
このような固定プーリ1を製造するにあたっては、一般的には、掘り下げ形状14に対応する部位をR形状21又はテーパ形状22とした図1Bに示すような粗材2を鍛造又は鋳造により一旦成形し、その後、旋盤等による切削加工によってこれらの部位を掘り下げ形状14に形成する。切削加工によるのは、掘り下げ形状14がアンダーカット形状であるので、これを鍛造又は鋳造で成形しようとすると工数や金型が増え、製造コストが増大するからである。
しかしながら、掘り下げ形状14を切削加工によって形成する場合は、従来技術の課題として挙げたように、材料の歩留まり低下、切り粉の発生、工数増加、鍛流線切断による強度低下といった問題が発生する。
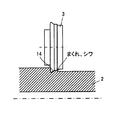
そこで、出願人は、図2Aに示すように、掘り下げ形状14に対応する端面形状31を有するロール3を粗材2に押し当て、ロール3の端面形状31を粗材2に転写するロール転造によって掘り下げ形状14を形成することを考案した。この方法によれば、切削加工に起因する上記様々な問題を解消することが可能である。
ただし、単にロール3を押し付けるだけでは所望の掘り下げ形状14が得られない。これは、ロール3が粗材2と接触し始めた初期状態においては、ロール3が突起形状であるためにロール3と粗材2との間に隙間が生じ、該隙間に粗材2の肉が流れ、掘り下げ形状14の周囲に肉が盛り上がってしまい、まくれ(軸部表面に肉が折り重なった状態)やシワといった欠陥を生じさせるからである。
図2Bは粗材2にロール3を押し付けていく途中の状態を示している。ロール3が押し付けられることで盛り上がった粗材2の肉は、ロール3が押し込まれるにつれて押し潰され、これが、まくれやシワの原因となる。
そこで、本実施形態に係る製造方法においては、ロール転造工程の前に、中空部形成工程、及び、表層部硬化工程を追加することで、上記肉の盛り上がりを抑制し、まくれやシワを生じさせることなく掘り下げ形状が形成されるようにした。
図3は、本実施形態に係る製造方法を説明するためのフローチャートである。これを参照しながら本実施形態に係る固定プーリ1の製造方法について説明する。
S1(鍛造工程)では、熱間鍛造又は冷間鍛造により、掘り下げ形状14に対応する部位がR形状21又はテーパ形状22となった図1Bに示される粗材2が成形される。フロー右側は軸部12の途中(図1の段差部13に対応する部位)の拡大断面図である(以下同様)。
S2(中空部形成工程)では、ドリル加工により、粗材2の内部に軸方向に延びる中空部4が形成される。中空部4は少なくとも掘り下げ形状14が形成される部位の内側に形成される。S2では、その他、必要な穴あけ加工等の機械加工が行われる。
S3(表層部硬化工程)では、粗材2の周囲に高周波加熱コイル5が配置され、高周波焼き入れにより粗材2の表層部25が硬化され、表層部25が内側部分26よりも硬くなる。
具体的には、高周波加熱コイル5によって粗材2の表層部25が加熱され、その後、水冷等により冷却される。この結果、表層部25が硬化し、その厚さはおよそ2mm以内、硬さはロックウェル硬さでHRC30程度である(内側部分26の非硬化部の硬さはHRC0〜10程度)。表層部25の厚さ及び硬さは、後のS5のロール転造工程において、割れを発生させることなくロール3に相似する形状を粗材2に転写・形成することが可能な値に設定され、粗材2の材質によって異なる。
なお、表層部25の硬さを調節するために、必要に応じて高周波加熱コイル5によって焼き戻しが行われる。
S4(清掃工程)では、粗材2の焼き入れ部分が清掃される。
S5(ロール転造工程)では、粗材2の表面にロール3が押し付けられ、掘り下げ形状14が形成される。表層部25が硬化しているので、ロール3を押し付ける際の初期状態においてロール3と粗材2との間に隙間があっても、該隙間に粗材2の肉が流れて表面に盛り上がることはない。
表層部25が粗材2の内部に押し込まれると、これに応じて内側部分26の肉が中空部4へと移動し、中空部4内に肉が押し出される。すなわち、表層部25が硬化されていることに加え、内側部分26の肉が中空部4内に移動することによって、粗材2の肉が表面に盛り上がるのが抑制される。
なお、図示しないが、複数の突起を有するロール3を用いれば1回の工程で複数の掘り下げ形状14を同時に形成することが可能である。
したがって、上記製造方法によれば、切削加工によらず粗材2の外周に掘り下げ形状14を形成することができ、切削加工に起因する、材料の歩留まり低下、切り粉の発生、工数増加、鍛流線切断による強度低下といった問題を抑えることができる(請求項1、2に対応する効果)。
さらに、硬化した表層部25と中空部4とを形成した後にロール転造を行うようにしたことによって、肉が表面に盛り上がるのが抑えられ、まくれやシワの発生を防止することができる(請求項1、2に対応する効果)。
以上、本発明の実施形態について説明したが、上記実施形態は本発明の適用例の一つを示したに過ぎず、本発明の技術的範囲を上記実施形態の具体的構成に限定する趣旨ではない。
例えば、上記実施形態では、無段変速機の固定プーリ1の製造方法に本発明を適用した例を示したが、本発明に係る製造方法は外周に掘り下げ形状を有する軸物部材の製造に広く利用である。
また、上記実施形態では、粗材2を鍛造により成形しているが、鋳造によって成形してもよい。
また、ドリル加工により中空部4を形成しているが、鍛造2(又は鋳造)によって同時に成形することも可能である。
また、S3では、高周波焼き入れによって表層部25を硬化させているが、表層部25を硬化させる方法はこれに限定されず、レーザー焼き入れ、火炎焼き入れ、ショットピーニング等であってもよい。
1 固定プーリ(軸物部材)
2 粗材
3 ロール
4 中空部
14 掘り下げ形状
25 表層部
26 内側部分
2 粗材
3 ロール
4 中空部
14 掘り下げ形状
25 表層部
26 内側部分
Claims (2)
- 外周に掘り下げ形状を有する軸物部材の製造方法であって、
軸形状の粗材の内部に中空部を形成する中空部形成工程と、
前記粗材の表層部を硬化させて前記表層部を前記粗材の内側部分よりも硬くする表層部硬化工程と、
硬化した前記表層部にロールを押し付けて前記粗材の前記外周に前記掘り下げ形状を形成するロール転造工程と、
を含むことを特徴とする軸物部材の製造方法。 - 請求項1に記載の軸物部材の製造方法であって、
前記表層部硬化工程では、前記ロール転造工程において前記表層部に割れを発生させることなく前記ロールに相似する掘り下げ形状を形成することができる硬さに前記表層部が硬化される、
ことを特徴とする軸物部材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005330A JP2012143799A (ja) | 2011-01-13 | 2011-01-13 | 軸物部材の製造方法 |
| CN2012100081654A CN102581179A (zh) | 2011-01-13 | 2012-01-12 | 轴部件的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005330A JP2012143799A (ja) | 2011-01-13 | 2011-01-13 | 軸物部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012143799A true JP2012143799A (ja) | 2012-08-02 |
Family
ID=46470723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011005330A Pending JP2012143799A (ja) | 2011-01-13 | 2011-01-13 | 軸物部材の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012143799A (ja) |
| CN (1) | CN102581179A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003001350A (ja) * | 2001-06-18 | 2003-01-07 | Takeuchi Press Ind Co Ltd | アルミチューブの製造方法 |
| JP2006083963A (ja) * | 2004-09-16 | 2006-03-30 | Ntn Corp | 中空状動力伝達シャフト |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2153946C2 (ru) * | 1998-06-24 | 2000-08-10 | Институт проблем сверхпластичности металлов РАН | Способ изготовления колес для транспортных средств |
| JP2003254436A (ja) * | 2002-02-28 | 2003-09-10 | Tokico Ltd | シリンダ装置およびシリンダ装置に用いるロッドの製造方法 |
| JP4301767B2 (ja) * | 2002-05-31 | 2009-07-22 | 株式会社ユニバンス | ベルト式無段変速機用中空シャフトプーリーの成形方法 |
| JP4179890B2 (ja) * | 2003-01-30 | 2008-11-12 | 川口工業株式会社 | 溝成形装置 |
| JP4610973B2 (ja) * | 2004-09-08 | 2011-01-12 | Ntn株式会社 | 動圧軸受装置用軸部材の製造方法 |
-
2011
- 2011-01-13 JP JP2011005330A patent/JP2012143799A/ja active Pending
-
2012
- 2012-01-12 CN CN2012100081654A patent/CN102581179A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003001350A (ja) * | 2001-06-18 | 2003-01-07 | Takeuchi Press Ind Co Ltd | アルミチューブの製造方法 |
| JP2006083963A (ja) * | 2004-09-16 | 2006-03-30 | Ntn Corp | 中空状動力伝達シャフト |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102581179A (zh) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101930094B1 (ko) | 내연기관용 피스톤 및 이를 제조하기 위한 방법 | |
| JP5886977B2 (ja) | 被覆された薄鋼板製ワーク、特に亜鉛めっきされた薄鋼板製ワーク、を熱間成形およびプレス硬化する方法および成形工具 | |
| JP2008542031A (ja) | 種々の材料特性を有する隣接部分を含む金属コンポーネントを製造する方法 | |
| CN108838270B (zh) | 一种汽车用万向节的水胀成型工艺 | |
| JP5446410B2 (ja) | 環状ワークの熱処理方法 | |
| EP2695954B1 (en) | Annular workpiece quenching method and quenching apparatus used in the method | |
| KR102344891B1 (ko) | 스플라인 허브 제조방법 | |
| JP2013066903A (ja) | 中空状動力伝達シャフト | |
| WO2017163189A1 (en) | A method of manufacturing a crown wheel, and a crown wheel | |
| KR20120125606A (ko) | 내연기관용 피스톤을 제조하기 위한 방법 및 상기 방법에 의해 제조할 수 있는 피스톤 | |
| JP2012143799A (ja) | 軸物部材の製造方法 | |
| JP5371084B2 (ja) | 円柱状部品の熱処理方法 | |
| JP5863270B2 (ja) | リング状素形材の製造方法 | |
| CN105414906A (zh) | 高强度、高精度轮毂轴加工方法 | |
| JP2012045611A (ja) | 金属部品の加工成形方法 | |
| KR101645521B1 (ko) | 아우터레이스의 열간단조 제조방법 | |
| JP2003329048A (ja) | 軸受軌道部材の製造方法 | |
| JP5424298B2 (ja) | 円柱状部品の熱処理方法 | |
| JP4349300B2 (ja) | Cvjアウターレースの製造方法 | |
| KR101512822B1 (ko) | 단조 아이들러 제조방법 | |
| CN103286529A (zh) | 链轮的加工方法以及链轮 | |
| KR101638101B1 (ko) | 피드롤 하우징의 보수 방법 및 보수장치 | |
| JP2005180571A (ja) | クランクシャフト | |
| JPH1190568A (ja) | リングギヤの製造方法、リングギヤ製造用金型および金型の製造方法 | |
| JP6039986B2 (ja) | 中空ラックバー製造装置及び中空ラックバー製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140624 |