JP2012139070A - 樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ - Google Patents
樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ Download PDFInfo
- Publication number
- JP2012139070A JP2012139070A JP2010291152A JP2010291152A JP2012139070A JP 2012139070 A JP2012139070 A JP 2012139070A JP 2010291152 A JP2010291152 A JP 2010291152A JP 2010291152 A JP2010291152 A JP 2010291152A JP 2012139070 A JP2012139070 A JP 2012139070A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- main shaft
- resin mold
- load side
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011347 resin Substances 0.000 claims abstract description 89
- 229920005989 resin Polymers 0.000 claims abstract description 89
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 238000000465 moulding Methods 0.000 abstract description 3
- 229910000576 Laminated steel Inorganic materials 0.000 abstract 1
- 239000000463 material Substances 0.000 description 17
- 238000007789 sealing Methods 0.000 description 16
- 239000007788 liquid Substances 0.000 description 13
- 230000002093 peripheral effect Effects 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 239000007769 metal material Substances 0.000 description 6
- 229910001220 stainless steel Inorganic materials 0.000 description 5
- 239000010935 stainless steel Substances 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 239000004020 conductor Substances 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images






Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
- Motor Or Generator Frames (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
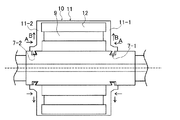
【解決手段】磁石(永久磁石9)と、複数の鋼板を積層して構成され磁石を備えたロータ10と、ロータ10を装着し外部へ動力を伝達する主軸7とを備え、主軸7のロータ端面から軸方向所定寸法離れた位置の外周に溝を形成して負荷側溝部7−1、反負荷側溝部7−2を設け、ロータ10の外周及び該ロータから溝部までの主軸7の外周に樹脂モールド11を形成して樹脂モールドロータとした。
【選択図】図5
Description
に関する。
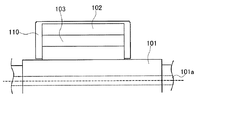
(1)主軸101にロータコア102を嵌入する(焼嵌め、圧入等)。
(2)永久磁石103をロータコア102に挿入し、接着固定する。
(3)主軸101と同じステンレス製の負荷側ロータキャン側板106−1、及び反負荷側ロータキャン側板106−2をロータコア102の両側面に突き当て、それぞれ主軸7と周溶接する。
(4)ステンレス材からなるロータキャン104をロータコア102に被せ、両端面を負荷側ロータキャン側板106−1、及び反負荷側ロータキャン側板106−2とそれぞれ周溶接する。
(5)完成したモータロータを着磁ヨークに挿入し、着磁する。
(a)ロータキャン104、負荷側ロータキャン側板106−1、及び反負荷側ロータキャン側板106−2に高価な部材を必要とした。
(b)部品の固定に接着や溶接を多用するため、製造工程に非常に時間を要し、製造コストが高くなる。
(c)溶接時の入熱により上記製造工程(2)の永久磁石103とロータコア102との接着固定に使用した接着剤が気化し、接着の健全性、及びガス発生によりロータキャン104の膨れ等が発生しやすい。
(d)ロータキャン104を構成する材料が金属材料であるので永久磁石が発生する磁界の通過及び回転時の磁束の変化に伴う渦電流が発生し、該渦電流が流れることによる熱の発生により、モータ効率を低下させていた。
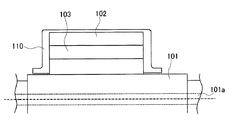
(a)主軸7にロータコア10を嵌入する。
(b)上記製造工程(a)で得られたロータを主軸を案内にして射出成形型内に位置決めする。
(c)永久磁石9をロータコア10に装着する。
(d)ロータコア10及び永久磁石9が露出しないように樹脂材をモールド(射出成形)する。
(e)出来上がったモータロータを着磁ヨークに挿入し、着磁する。
・樹脂の溶融温度:約300℃
・成形型 :約100〜200℃
2 ポンプケーシング
3 負荷側軸受ブラケット
4 反負荷側軸受ブラケット
5 負荷側軸受
6 反負荷側軸受
7 主軸
7−1 負荷側溝部
7−2 反負荷側溝部
8−1 負荷側スライドディスク
8−2 反負荷側スライドディスク
9 永久磁石
10 ロータ
11 ロータ樹脂モールド
12 ロータコア
13 モータフレーム
14 ステータ
15 ステータコア
16 導体(巻線)
17 出口線
18 ステータキャン
19 負荷側ステータキャン側板
20−1 密閉部材
20−2 密閉部材
20−3 密閉部材
21 ボルト
22 ボルト
23 羽根止ナット
δ 隙間
Claims (5)
- 磁石と、
複数の鋼板を積層して構成され前記磁石を備えたロータと、
前記ロータを装着し外部へ動力を伝達する主軸とを備え、
前記主軸の前記ロータ端面から軸方向所定寸法離れた位置の外周に溝を形成し、
前記ロータの外周及び該ロータから前記溝が形成された部分までの前記主軸外周に樹脂モールドを形成したことを特徴とする樹脂モールドロータ。 - 請求項1に記載の樹脂モールドロータにおいて、
前記溝は前記主軸の前記ロータより負荷側、及び反負荷側の両側にそれぞれ1以上設けたことを特徴とする樹脂モールドロータ。 - 請求項1又は2に記載の樹脂モールドロータにおいて、
前記溝の少なくとも前記ロータに近い側の面は、前記主軸に直交する面から傾斜していることを特徴とする樹脂モールドロータ。 - 請求項1乃至3のいずれか1項に記載の樹脂モールドロータと、
前記樹脂モールドロータの主軸を回転支持する軸受と、
前記ロータを取囲み、前記ロータに回転磁界を作用させるキャンド構造のステータとを備えたことを特徴とするキャンドモータ。 - 請求項4に記載のキャンドモータと、
前記主軸に固定された羽根車と、
前記羽根車を取り囲むポンプケーシングとを備えたことを特徴とするキャンドモータポンプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010291152A JP5602615B2 (ja) | 2010-12-27 | 2010-12-27 | 樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010291152A JP5602615B2 (ja) | 2010-12-27 | 2010-12-27 | 樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139070A true JP2012139070A (ja) | 2012-07-19 |
| JP5602615B2 JP5602615B2 (ja) | 2014-10-08 |
Family
ID=46676036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010291152A Active JP5602615B2 (ja) | 2010-12-27 | 2010-12-27 | 樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5602615B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016089686A (ja) * | 2014-11-04 | 2016-05-23 | 日本ピラー工業株式会社 | 磁気浮上型ポンプ |
| JP2017061924A (ja) * | 2015-07-24 | 2017-03-30 | 杭州三花研究院有限公司Hangzhou Sanhua Research Institute Co.,Ltd. | 電気駆動ポンプおよび電気駆動ポンプを製造するための方法 |
| US9787150B2 (en) | 2013-08-30 | 2017-10-10 | Denso Corporation | Rotor of brushless motor |
| JP2020054089A (ja) * | 2018-09-26 | 2020-04-02 | 日亜化学工業株式会社 | 複合部材 |
| WO2020113057A1 (en) * | 2018-11-29 | 2020-06-04 | Milwaukee Electric Tool Corporation | Rotor assembly for an electric motor |
| JP2020139411A (ja) * | 2019-02-26 | 2020-09-03 | 三菱重工業株式会社 | モータポンプ |
| JP2021078186A (ja) * | 2019-11-05 | 2021-05-20 | 本田技研工業株式会社 | 回転電機のロータ及び永久磁石分離方法 |
| WO2023166902A1 (ja) * | 2022-03-01 | 2023-09-07 | 株式会社荏原製作所 | フィルタ構造体および液体循環システム |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7398343B2 (ja) | 2020-06-26 | 2023-12-14 | 株式会社荏原製作所 | 樹脂モールドロータ、キャンドモータ、キャンドモータポンプ、ファンスクラバー、真空ポンプ装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6464536A (en) * | 1987-09-04 | 1989-03-10 | Shintouyou Kikai Kogyo Kk | Canned motor pump |
| JPH0226256A (ja) * | 1988-07-13 | 1990-01-29 | Matsushita Electric Ind Co Ltd | 回転電機のロータ |
| JP2000324769A (ja) * | 1999-05-13 | 2000-11-24 | Matsushita Electric Ind Co Ltd | ステッピングモータ |
| JP2001082390A (ja) * | 1999-09-14 | 2001-03-27 | Nikkiso Co Ltd | 樹脂成形品及びその製造方法 |
| JP2003259578A (ja) * | 2002-03-06 | 2003-09-12 | Ebara Densan Ltd | 永久磁石回転型モータ及び液中モータポンプ |
| JP2004036586A (ja) * | 2002-07-05 | 2004-02-05 | Hokuetsu Kogyo Co Ltd | スクリュ圧縮機のロータ |
| JP2006149059A (ja) * | 2004-11-18 | 2006-06-08 | Toyota Motor Corp | ロータおよびロータの製造方法 |
| JP2009051131A (ja) * | 2007-08-28 | 2009-03-12 | Toyoda Gosei Co Ltd | 金属と樹脂の複合体およびその製造方法 |
-
2010
- 2010-12-27 JP JP2010291152A patent/JP5602615B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6464536A (en) * | 1987-09-04 | 1989-03-10 | Shintouyou Kikai Kogyo Kk | Canned motor pump |
| JPH0226256A (ja) * | 1988-07-13 | 1990-01-29 | Matsushita Electric Ind Co Ltd | 回転電機のロータ |
| JP2000324769A (ja) * | 1999-05-13 | 2000-11-24 | Matsushita Electric Ind Co Ltd | ステッピングモータ |
| JP2001082390A (ja) * | 1999-09-14 | 2001-03-27 | Nikkiso Co Ltd | 樹脂成形品及びその製造方法 |
| JP2003259578A (ja) * | 2002-03-06 | 2003-09-12 | Ebara Densan Ltd | 永久磁石回転型モータ及び液中モータポンプ |
| JP2004036586A (ja) * | 2002-07-05 | 2004-02-05 | Hokuetsu Kogyo Co Ltd | スクリュ圧縮機のロータ |
| JP2006149059A (ja) * | 2004-11-18 | 2006-06-08 | Toyota Motor Corp | ロータおよびロータの製造方法 |
| JP2009051131A (ja) * | 2007-08-28 | 2009-03-12 | Toyoda Gosei Co Ltd | 金属と樹脂の複合体およびその製造方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9787150B2 (en) | 2013-08-30 | 2017-10-10 | Denso Corporation | Rotor of brushless motor |
| JP2016089686A (ja) * | 2014-11-04 | 2016-05-23 | 日本ピラー工業株式会社 | 磁気浮上型ポンプ |
| JP2017061924A (ja) * | 2015-07-24 | 2017-03-30 | 杭州三花研究院有限公司Hangzhou Sanhua Research Institute Co.,Ltd. | 電気駆動ポンプおよび電気駆動ポンプを製造するための方法 |
| US10590936B2 (en) | 2015-07-24 | 2020-03-17 | Zhejiang Sanhua Automotive Components Co., Ltd. | Electrically driven pump and method for manufacturing the same |
| JP2020054089A (ja) * | 2018-09-26 | 2020-04-02 | 日亜化学工業株式会社 | 複合部材 |
| JP7116307B2 (ja) | 2018-09-26 | 2022-08-10 | 日亜化学工業株式会社 | 複合部材 |
| WO2020113057A1 (en) * | 2018-11-29 | 2020-06-04 | Milwaukee Electric Tool Corporation | Rotor assembly for an electric motor |
| US11742710B2 (en) | 2018-11-29 | 2023-08-29 | Milwaukee Electric Tool Corporation | Rotor assembly for an electric motor |
| JP2020139411A (ja) * | 2019-02-26 | 2020-09-03 | 三菱重工業株式会社 | モータポンプ |
| JP2021078186A (ja) * | 2019-11-05 | 2021-05-20 | 本田技研工業株式会社 | 回転電機のロータ及び永久磁石分離方法 |
| WO2023166902A1 (ja) * | 2022-03-01 | 2023-09-07 | 株式会社荏原製作所 | フィルタ構造体および液体循環システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5602615B2 (ja) | 2014-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5602615B2 (ja) | 樹脂モールドロータ、キャンドモータ、及びキャンドモータポンプ | |
| US8297948B2 (en) | Arrangement for delivering fluids | |
| JP5575206B2 (ja) | 腐食保護ハウジングを有する永久磁石キャンド・モータポンプ | |
| JP5555510B2 (ja) | キャンドモータ及びキャンドモータポンプ | |
| US6902380B2 (en) | Vacuum pump with pump rotor pairs and permanent magnet motor | |
| JP4758166B2 (ja) | モータ及びウォータポンプ | |
| TWI678054B (zh) | 軸向間隙型旋轉電機及其製造方法 | |
| JP2014165992A (ja) | 真空ポンプ用モータロータ及びこれを備えるモータ並びに真空ポンプ | |
| JP6990119B2 (ja) | モータポンプ | |
| KR20150061942A (ko) | 일체형 밀봉 펌프 | |
| KR20210141491A (ko) | 캔드 모터와 그에 의해 구동하는 펌프, 및 그것을 사용한 로켓 엔진 시스템과 액체 연료 로켓 | |
| JP2007205246A (ja) | ウォータポンプおよびハイブリッド車両 | |
| WO2020209051A1 (ja) | モーターローター | |
| US11863025B2 (en) | Resin molded rotor, canned motor, canned motor pump, fan scrubber, and vacuum pump apparatus | |
| RU2419948C1 (ru) | Усовершенствование конструкции экранированного электронасоса (варианты) | |
| JP2010144595A (ja) | 電動ポンプ | |
| JP2015050807A (ja) | ブラシレスモータの回転子 | |
| JP2015151985A (ja) | 電動流体ポンプ | |
| WO2012140879A1 (ja) | ハイブリッド建設機械 | |
| JP2007016780A (ja) | 極異方性の磁気リングを有するポンプ | |
| CN118572948B (zh) | 综合散热系统及轴向磁通电机 | |
| JP2014058933A (ja) | ターボ分子ポンプおよびスペーサ | |
| JP2004048877A (ja) | 回転電機 | |
| JP2002349470A (ja) | 電動ポンプ | |
| WO2022230013A1 (ja) | モータポンプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130501 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140805 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5602615 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |