JP2012134094A - 補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 - Google Patents
補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 Download PDFInfo
- Publication number
- JP2012134094A JP2012134094A JP2010287170A JP2010287170A JP2012134094A JP 2012134094 A JP2012134094 A JP 2012134094A JP 2010287170 A JP2010287170 A JP 2010287170A JP 2010287170 A JP2010287170 A JP 2010287170A JP 2012134094 A JP2012134094 A JP 2012134094A
- Authority
- JP
- Japan
- Prior art keywords
- membrane
- reinforcing
- catalyst layer
- electrolyte membrane
- polymer electrolyte
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Fuel Cell (AREA)
Abstract
【解決手段】イオン伝導性高分子電解質膜及び補強膜を準備する工程と、イオン伝導性高分子電解質膜の両面に触媒層を形成する工程と、補強膜において、一方面側から切断刃により切断することで、触媒層を露出させるための開口を中央部に形成する工程と、補強膜の一方面がイオン伝導性高分子電解質膜の少なくとも一方面に対向するよう補強膜を配置し、補強膜の他方面側から加圧することにより、イオン伝導性高分子電解質膜に補強膜を接着する工程と、を備える、補強膜付き触媒層−電解質膜積層体の製造方法。
【選択図】図1
Description
まず、触媒層形成用転写シート8を次の要領で作製した。白金触媒担持カーボン(白金担持量:45.7wt%、田中貴金属社製、TEC10E50E)2gに、1−ブタノール10g、3−ブタノール10g、フッ素樹脂(5wt%ナフィオンバインダー、デュポン社製)20g及び水6gを加え、これらを分散機にて攪拌混合することにより、触媒層形成用組成物を調製した。そして、転写用基材81としてポリエステルフィルム(東レ製、X44、膜厚25μm)を準備し、この転写用基材81上に触媒層形成用組成物を塗布して乾燥させ、これを50×50mmの大きさに切断した。
イオン伝導性高分子電解質膜3にFumapemA((フマテック製)を使用した以外は実施例1と同様の方法で固体高分子形燃料電池10を作製した。
補強膜の作製方法以外は上記実施例と同様の方法で固体高分子形燃料電池を作製した。比較例の補強膜は、上記実施例と同様の方法で補強膜前駆体を作製し、この補強膜前駆体を基材層74側から樹脂層75側から打ち抜くことにより作製された。
上記実施例1、2、及び比較例で使用したイオン伝導性高分子電解質膜3と接着層75の硬度を、超微小硬さ試験システム ピコデンターHM500(商品名、株式会社フィッシャー・インストルメンツ製)を用いて測定した。測定条件は25℃の室内環境で表面から垂直方向へ、一定荷重印加速度(10mN/mm2/sec)で四角錘形状圧子を深さ膜厚の1/10の深さまで押し込み、測定した。

上記実施例1、2及び比較例1で作製した各固体高分子形燃料電池に対し、負荷変動サイクル試験を実施した。測定条件は、セル温度80℃、燃料利用率70%、酸化剤利用率40%、加湿温度50℃とし、200時間後及び1000時間後のイオン伝導性高分子電解質膜の破損を目視で確認した。その結果、比較例1ではイオン伝導性高分子電解質膜の破損が確認されたのに対し、実施例1及び2では、イオン伝導性高分子電解質膜の破損は無く、耐久性が向上していることが確認された(表2)。
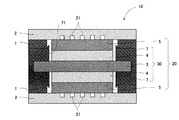
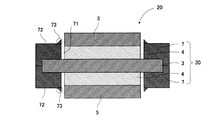
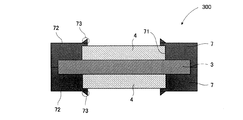
20、200 補強膜付き膜−電極接合体
30、300 補強膜付き触媒層−電解質膜積層体
1 ガスケット
2 セパレータ
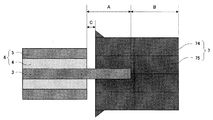
3 イオン伝導性高分子電解質膜
4 触媒層
5 導電性多孔質基材
6 電極
7 補強膜
71 開口
74 基材層
75 接着層
73 凸部
91 トムソン刃(切断刃)
Claims (14)
- イオン伝導性高分子電解質膜及び補強膜を準備する工程と、
前記イオン伝導性高分子電解質膜の両面に触媒層を形成する工程と、
前記補強膜において、一方面側から切断刃により切断することで、前記触媒層を露出させるための開口を中央部に形成する工程と、
前記補強膜の一方面が前記イオン伝導性高分子電解質膜の少なくとも一方面に対向するよう前記補強膜を配置し、前記補強膜の他方面側から加圧することにより、前記イオン伝導性高分子電解質膜に前記補強膜を接着する工程と、
を備える、補強膜付き触媒層−電解質膜積層体の製造方法。 - 前記補強膜は、前記イオン伝導性高分子電解質膜よりもISO14577に基づくマルテンス硬度が小さい、請求項1に記載の補強膜付き触媒層−電解質膜積層体の製造方法。
- 前記補強膜の開口周縁部が前記触媒層の外周縁部上に配置される、請求項1又は2に記載の補強膜付き触媒層−電解質膜積層体の製造方法。
- 前記補強膜は、前記イオン伝導性高分子電解質膜に接着する接着層、及び前記接着層上に設けられる基材層を有する、請求項1〜3のいずれかに記載の補強膜付き触媒層−電解質膜積層体の製造方法。
- 請求項1〜4のいずれかに記載の補強膜付き触媒層−電解質膜積層体の製造方法と、
前記触媒層上に導電性多孔質基材を形成する工程と、
を備える、補強膜付き膜−電極接合体の製造方法。 - 前記補強膜の開口周縁部が前記導電性多孔質基材の外周縁部上に配置される、請求項5に記載の補強膜付き膜−電極接合体の製造方法。
- 請求項5又は6に記載の補強膜付き膜−電極接合体の製造方法と、
前記触媒層及び前記導電性多孔質基材を含む電極の周囲を囲うよう、前記補強膜上にガスケットを設ける工程と、
前記電極及び前記ガスケット上にセパレータを設ける工程と、
を備える、固体高分子形燃料電池の製造方法。 - イオン伝導性高分子電解質膜と、
前記イオン伝導性高分子電解質膜の両面に形成された触媒層と、
一方面側から切断刃により切断することで形成された開口を中央部に有し、前記開口から前記触媒層を露出させるよう、前記一方面が前記イオン伝導性高分子電解質膜の少なくとも一方面に接着した補強膜と、
を備え、
前記補強膜は、前記開口の周縁部に、前記切断刃により形成され他方面側に突出する凸部を有する、補強膜付き触媒層−電解質膜積層体。 - 前記補強膜は、前記イオン伝導性高分子電解質膜よりもISO14577に基づくマルテンス硬度が小さい、請求項8に記載の補強膜付き触媒層−電解質膜積層体。
- 前記補強膜は、前記開口の周縁部が前記触媒層の外周縁部上に配置されている、請求項8又は9に記載の補強膜付き触媒層−電解質膜積層体。
- 前記補強膜は、前記イオン伝導性高分子電解質膜に接着する接着層、及び前記接着層上に設けられる基材層を有する、請求項8〜10のいずれかに記載の補強膜付き触媒層−電解質膜積層体。
- 請求項8〜11のいずれかに記載の補強膜付き触媒層−電解質膜積層体と、
前記触媒層上に形成された導電性多孔質基材と、
を備える、補強膜付き膜−電極接合体。 - 前記補強膜は、前記開口の周縁部が前記導電性多孔質基材の外周縁部上に配置されている、請求項12に記載の補強膜付き膜−電極接合体。
- 請求項12又は13に記載の補強膜付き膜−電極接合体と、
前記触媒層及び前記導電性多孔質基材を含む電極の周囲を囲うよう、前記補強膜上に設けられたガスケットと、
前記電極及び前記ガスケット上に設けられたセパレータと、
を備える、固体高分子形燃料電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010287170A JP5887692B2 (ja) | 2010-12-24 | 2010-12-24 | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010287170A JP5887692B2 (ja) | 2010-12-24 | 2010-12-24 | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012134094A true JP2012134094A (ja) | 2012-07-12 |
| JP5887692B2 JP5887692B2 (ja) | 2016-03-16 |
Family
ID=46649442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010287170A Expired - Fee Related JP5887692B2 (ja) | 2010-12-24 | 2010-12-24 | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5887692B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016149244A (ja) * | 2015-02-12 | 2016-08-18 | 本田技研工業株式会社 | 蓄電モジュール |
| JP2016162651A (ja) * | 2015-03-03 | 2016-09-05 | トヨタ自動車株式会社 | 燃料電池単セル及び燃料電池単セルの製造方法 |
| WO2020106154A1 (en) * | 2018-11-23 | 2020-05-28 | Hyet Holding B.V. | Solid-state electrochemical compressor |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05234606A (ja) * | 1992-02-21 | 1993-09-10 | Fuji Electric Co Ltd | 固体高分子電解質型燃料電池 |
| JPH08148169A (ja) * | 1994-11-17 | 1996-06-07 | Tokyo Gas Co Ltd | 固体高分子型燃料電池のシ−ル方法 |
| JP2000182639A (ja) * | 1998-12-16 | 2000-06-30 | Toyota Motor Corp | シール部材およびこれを用いた燃料電池 |
| JP2001351651A (ja) * | 2000-06-07 | 2001-12-21 | Honda Motor Co Ltd | 電解質・電極接合体および燃料電池 |
| JP2003297389A (ja) * | 2002-04-08 | 2003-10-17 | Matsushita Electric Ind Co Ltd | 高分子電解質型燃料電池 |
| JP2007214101A (ja) * | 2005-05-31 | 2007-08-23 | Nissan Motor Co Ltd | 電解質膜−電極接合体およびその製造方法 |
| JP2007287364A (ja) * | 2006-04-13 | 2007-11-01 | Toyota Motor Corp | 燃料電池スタック用流体導入部材および燃料電池スタック |
| JP2008146986A (ja) * | 2006-12-08 | 2008-06-26 | Nok Corp | 燃料電池用シールの製造方法 |
| JP2008300137A (ja) * | 2007-05-30 | 2008-12-11 | Toyota Motor Corp | 燃料電池用の触媒層保有拡散層、燃料電池用の膜電極接合体、燃料電池用の触媒層保有拡散層の製造方法、燃料電池用の膜電極接合体の製造方法 |
| JP2009170273A (ja) * | 2008-01-16 | 2009-07-30 | Toyota Motor Corp | 燃料電池 |
| JP2010190237A (ja) * | 2009-02-16 | 2010-09-02 | Uchiyama Manufacturing Corp | ガスケット構造体及びその製造方法 |
-
2010
- 2010-12-24 JP JP2010287170A patent/JP5887692B2/ja not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05234606A (ja) * | 1992-02-21 | 1993-09-10 | Fuji Electric Co Ltd | 固体高分子電解質型燃料電池 |
| JPH08148169A (ja) * | 1994-11-17 | 1996-06-07 | Tokyo Gas Co Ltd | 固体高分子型燃料電池のシ−ル方法 |
| JP2000182639A (ja) * | 1998-12-16 | 2000-06-30 | Toyota Motor Corp | シール部材およびこれを用いた燃料電池 |
| JP2001351651A (ja) * | 2000-06-07 | 2001-12-21 | Honda Motor Co Ltd | 電解質・電極接合体および燃料電池 |
| JP2003297389A (ja) * | 2002-04-08 | 2003-10-17 | Matsushita Electric Ind Co Ltd | 高分子電解質型燃料電池 |
| JP2007214101A (ja) * | 2005-05-31 | 2007-08-23 | Nissan Motor Co Ltd | 電解質膜−電極接合体およびその製造方法 |
| JP2007287364A (ja) * | 2006-04-13 | 2007-11-01 | Toyota Motor Corp | 燃料電池スタック用流体導入部材および燃料電池スタック |
| JP2008146986A (ja) * | 2006-12-08 | 2008-06-26 | Nok Corp | 燃料電池用シールの製造方法 |
| JP2008300137A (ja) * | 2007-05-30 | 2008-12-11 | Toyota Motor Corp | 燃料電池用の触媒層保有拡散層、燃料電池用の膜電極接合体、燃料電池用の触媒層保有拡散層の製造方法、燃料電池用の膜電極接合体の製造方法 |
| JP2009170273A (ja) * | 2008-01-16 | 2009-07-30 | Toyota Motor Corp | 燃料電池 |
| JP2010190237A (ja) * | 2009-02-16 | 2010-09-02 | Uchiyama Manufacturing Corp | ガスケット構造体及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| JPN6013025270; 超小型燃料電池の開発動向 普及版, 2008, p.164-168, 株式会社シーエムシー出版 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016149244A (ja) * | 2015-02-12 | 2016-08-18 | 本田技研工業株式会社 | 蓄電モジュール |
| CN105895838A (zh) * | 2015-02-12 | 2016-08-24 | 本田技研工业株式会社 | 蓄电模块 |
| US10186696B2 (en) | 2015-02-12 | 2019-01-22 | Honda Motor Co., Ltd. | Power storage module |
| JP2016162651A (ja) * | 2015-03-03 | 2016-09-05 | トヨタ自動車株式会社 | 燃料電池単セル及び燃料電池単セルの製造方法 |
| WO2020106154A1 (en) * | 2018-11-23 | 2020-05-28 | Hyet Holding B.V. | Solid-state electrochemical compressor |
| NL2022069B1 (en) * | 2018-11-23 | 2020-06-05 | Hyet Holding B V | Solid-state compressor |
| BE1027329B1 (fr) * | 2018-11-23 | 2021-04-08 | Hyet Holding B V | Compresseur a etat solide |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5887692B2 (ja) | 2016-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8512907B2 (en) | Membrane catalyst layer assembly with reinforcing films, membrane electrode assembly with reinforcing films, and polymer electrolyte fuel cells | |
| JP5552766B2 (ja) | エッジシール付き触媒層−電解質膜積層体、電極−電解質膜接合体、固体高分子形燃料電池、触媒層−電解質膜積層体の製造方法、及びエッジシール付き触媒層−電解質膜積層体の製造方法 | |
| JP5309518B2 (ja) | 電解質膜補強用挟持体、電解質膜補強用挟持体付き電解質膜−触媒層接合体の製造方法、及び固体高分子形燃料電池の製造方法 | |
| JP5338998B2 (ja) | 電解質膜−電極接合体及びこれを用いた固体高分子形燃料電池 | |
| JP5326250B2 (ja) | 固体高分子形燃料電池構造体及びこれを用いた固体高分子形燃料電池 | |
| JP5332212B2 (ja) | ガスケット付き電解質膜−触媒層接合体、これを用いたガスケット付き電解質膜−電極接合体、及び固体高分子形燃料電池 | |
| JP2010080437A (ja) | 補強シート付き電解質膜−触媒層積層体及びそれを具備する固体高分子形燃料電池 | |
| JP5277792B2 (ja) | 補助膜付き電解質膜−電極接合体、及びこれを用いた固体高分子形燃料電池 | |
| JP5533134B2 (ja) | 触媒層−電解質膜積層体、エッジシール付き触媒層−電解質膜積層体、膜−電極接合体、エッジシール付き膜−電極接合体、およびこれらの製造方法 | |
| JP6120674B2 (ja) | 固体高分子形燃料電池及びその製造方法 | |
| JP5887692B2 (ja) | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜−電極接合体、及び固体高分子形燃料電池、並びにこれらの製造方法 | |
| JP2010225495A (ja) | 補強膜付き電解質膜、補強膜付き触媒層−電解質膜積層体、補強膜付き膜電極接合体、液状物質含浸電解質膜形燃料電池、及びこれらの製造方法 | |
| JP5533131B2 (ja) | エッジシール付き触媒層−電解質膜積層体、エッジシール付き膜−電極接合体、及び固体高分子形燃料電池 | |
| JP2010021023A (ja) | 触媒層転写シート、並びにこれを用いた触媒層−電解質膜積層体の製造方法、電極−電解質膜積層体の製造方法、及び固体高分子形燃料電池の製造方法 | |
| JP2014093251A (ja) | 補強材付き触媒層−電解質膜積層体、固体高分子形燃料電池、及び、補強材付き触媒層−電解質膜積層体の製造方法 | |
| JP5577797B2 (ja) | 触媒層−電解質膜積層体、並びにこれを備える膜−電極接合体及び固体高分子形燃料電池 | |
| JP5239434B2 (ja) | 触媒層転写シート、並びにこれを用いた電解質膜−触媒層接合体の製造方法、電解質膜−電極接合体の製造方法、固体高分子形燃料電池用電極の製造方法、及び固体高分子形燃料電池の製造方法 | |
| JP2009230964A (ja) | 触媒層転写シート、並びにこれを用いた電解質膜−触媒層接合体の製造方法、電解質膜−電極接合体の製造方法、及び固体高分子形燃料電池の製造方法 | |
| JP2011159458A (ja) | 触媒層−電解質膜積層体、膜電極接合体、固体高分子形燃料電池、及び触媒層−電解質膜積層体の製造方法 | |
| JP5828613B2 (ja) | 補強膜付き触媒層−電解質膜積層体、補強膜付き電極−電解質膜積層体、及び固体高分子形燃料電池 | |
| JP5791222B2 (ja) | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜電極接合体、及び固体高分子形燃料電池 | |
| JP5544781B2 (ja) | 補強膜付き触媒層−電解質膜積層体、補強膜付き膜電極接合体、固体高分子形燃料電池、及び補強膜 | |
| JP5700087B2 (ja) | 電解質膜−触媒層接合体、これを用いた電解質膜−電極接合体及び固体高分子形燃料電池、触媒層転写フィルム、並びに電解質膜−触媒層接合体の製造方法 | |
| JP2010257669A (ja) | 膜電極接合体及びその製造方法並びに固体高分子形燃料電池 | |
| JP5266734B2 (ja) | 補強シート付き電解質膜−触媒層接合体、これを用いた補強シート付き電解質膜−電極接合体、固体高分子形燃料電池及び補強シート付き電解質膜−触媒層接合体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140730 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150908 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5887692 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |