JP2012129473A - ダイシング−ダイボンディングテープ - Google Patents
ダイシング−ダイボンディングテープ Download PDFInfo
- Publication number
- JP2012129473A JP2012129473A JP2010282054A JP2010282054A JP2012129473A JP 2012129473 A JP2012129473 A JP 2012129473A JP 2010282054 A JP2010282054 A JP 2010282054A JP 2010282054 A JP2010282054 A JP 2010282054A JP 2012129473 A JP2012129473 A JP 2012129473A
- Authority
- JP
- Japan
- Prior art keywords
- die bonding
- bonding layer
- dicing
- layer
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Landscapes
- Dicing (AREA)
Abstract
【課題】割裂治具によりダイシングテープに引っ張り応力を加えた場合に、ダイボンディング層をX方向及びY方向に延びる割裂方向に沿って確実に割裂し得るダイシング−ダイボンディングテープを提供する。
【解決手段】半導体ウェーハ5からダイボンディング層ごと半導体チップ5Aを取り出すために用いられるダイシング−ダイボンディングテープ1であり、粘接着剤からなるダイボンディング層4と、ダイボンディング層4の一方面に積層されているダイシングテープ層2とを備え、ダイボンディング層4を平面視した場合、ダイボンディング層4の中心を通る第1の直線の延びる方向をX方向、ダイボンディング層4の中心を通り第2の直線の延びる方向をY方向としたときに、ダイボンディング層4のX方向寸法とY方向寸法とが異なっている、ダイシング−ダイボンディングテープ1。
【選択図】図1
【解決手段】半導体ウェーハ5からダイボンディング層ごと半導体チップ5Aを取り出すために用いられるダイシング−ダイボンディングテープ1であり、粘接着剤からなるダイボンディング層4と、ダイボンディング層4の一方面に積層されているダイシングテープ層2とを備え、ダイボンディング層4を平面視した場合、ダイボンディング層4の中心を通る第1の直線の延びる方向をX方向、ダイボンディング層4の中心を通り第2の直線の延びる方向をY方向としたときに、ダイボンディング層4のX方向寸法とY方向寸法とが異なっている、ダイシング−ダイボンディングテープ1。
【選択図】図1
Description
本発明は、半導体ウェーハから個々の半導体チップをダイボンディング層ごとピックアップするのに用いられるダイシング−ダイボンディングテープに関し、より詳細には、ダイシングテープを拡張することによりダイシングテープに積層されたダイボンディング層を割裂することにより、ダイボンディング層を個片化するためのダイシング−ダイボンディングテープに関する。
半導体ウェーハから半導体チップを切り出す方法として、先ダイシング法と称されているダイシング法が用いられている。例えば下記の特許文献1には、先ダイシング法の一例が開示されている。
特許文献1に記載の先ダイシング法では、まず、円形の半導体ウェーハの一方面から、切込みを形成する。この切込みは、半導体ウェーハの面内における任意の方向であるX方向と、X方向と直交する方向であるY方向に延びるように形成する。次に、切込みが形成されている半導体ウェーハ面に、保護シートを貼り付ける。しかる後、半導体ウェーハの保護シートが貼り付けられた面とは反対側の面から切込みが形成されている部分まで研削する。このようにして、半導体ウェーハを個々の半導体チップに分割する。それによって、薄い多数の半導体チップを形成することができる。
他方、下記の特許文献2に記載のように、半導体ウェーハのダイシングすべき領域内に焦点を合わせてパルスレーザーを照射する方法も知られている。この場合には、上記X方向及びY方向に延びる分割ラインに上記レーザー光を照射し、改質する。この改質された領域の強度が低下するため、面方向に外力を加えることにより、半導体ウェーハを個々の半導体チップに分割することができる。
ところで、特許文献2に記載のように、先ダイシングされた半導体ウェーハや、上記レーザー光の照射により分割領域が改質された半導体ウェーハから、個々の半導体チップを基板上に実装するために、ダイボンディングフィルムと称されている接着フィルムが従来より用いられている。
すなわち、先ダイシングされた半導体ウェーハや上記変質領域が形成された半導体ウェーハの裏面にダイボンディングフィルムを積層し、さらに該ダイボンディングフィルムの反対側の面に拡張可能なダイシングテープを積層する。次にダイシングテープに円環状のダイシングリングを貼り付ける。そして、円筒状の割裂治具によりダイシングテープを突き上げて、ダイシングテープを拡張する。それによって、先ダイシングされた半導体ウェーハの半導体チップ間を広げたり、上記変質層が分割ラインに設けられた半導体ウェーハに外力を加えることにより該半導体ウェーハを個々の半導体チップに分割する。この外力により、ダイボンディングフィルムもまた、半導体チップとともに分割される。それによって、ダイボンディングフィルムも個片化される。従って、半導体チップを、該半導体チップの下面の個片化されたダイボンディングフィルムごと取り出すことができ、基板上に実装することができる。
特許文献2では、上記外力によりダイボンディングフィルムの分割を容易とするために、ダイボンディングフィルムに赤外光などの電磁波を照射する方法が開示されている。
また、下記の特許文献3には、上記ダイボンディングフィルムの割裂を容易とするために、ダイボンディングフィルムを、該フィルムを構成している樹脂のガラス転移温度以下に冷却する方法が開示されている。
上記のように、先ダイシングされた半導体ウェーハや上記変質層が形成された半導体ウェーハにダイボンディングフィルムが積層されている構造から半導体チップをダイボンディングフィルムごとピックアップするに際しては、ダイシングテープを拡張し、ダイボンディングフィルムを割裂する必要があった。この場合、円筒状の割裂治具をダイシングテープに圧接させ、ダイシングテープを径方向外側に引っ張る。それによって、上記X方向及びY方向に延びるダイシングラインや割裂ラインに沿ってダイボンディングフィルムを割裂させる。
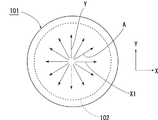
この場合、図7に模式的平面図で示すように、ダイシングテープ101の下面にダイボンディング層102が積層されている構造において、ダイシングテープ101に径方向外側に広がる応力が加わることになる。この応力は、円筒状の割裂治具をダイシングテープ101を圧接させることにより与えられる。従って、図示の矢印で示すように、上記引っ張り応力は、円形のダイシングテープ101の中心から径方向外側に作用することとなる。
他方、ダイボンディング層102の割裂すべきラインは、前述したように、X方向及びY方向に延びている。従って、上記ダイシングテープに加わる引っ張り応力によって、ダイボンディング層が割裂すべきラインに沿って確実に割裂されないことがあった。すなわち、図7の矢印X方向及びY方向がダイボンディング層102の割裂すべきラインの方向とすると、X1で示す方向に加わる応力が作用する部分では、Y方向に延びる割裂すべきラインの両側のダイボンディング層が確実に割裂される。これに対して、例えば矢印Aで示すように、X方向やY方向と斜め方向に交差する方向に応力が加わる部分では、該引っ張り応力によって、X方向あるいはY方向に延びる切込みの両側のダイボンディング層が充分に割裂しないことがあった。そのため、半導体チップのピックアップ不良が生じることがあった。
本発明の目的は、割裂治具によりダイシングテープに引っ張り応力を加えた場合に、ダイボンディング層をX方向及びY方向に延びる割裂方向に沿って確実に割裂できるダイシング−ダイボンディングテープを提供することにある。
本発明に係るダイシング−ダイボンディングテープは、半導体ウェーハから、ダイボンディング層ごと半導体チップを取り出すために用いられるダイシング−ダイボンディングテープであって、粘接着剤からなるダイボンディング層と、前記ダイボンディング層の一方の面側に積層されたダイシングテープ層とを備え、前記ダイボンディング層を平面視した場合、前記ダイボンディング層の中心を通る第1の直線の延びる方向をX方向、前記ダイボンディング層の中心を通り、前記第1の直線と直交する第2の直線の延びる方向をY方向としたときに、ダイボンディング層のX方向寸法と、Y方向寸法とが異なっている、ダイシング−ダイボンディングテープである。
本発明に係るダイシング−ダイボンディングテープのある特定の局面では、前記ダイボンディング層と前記ダイシングテープ層との間に積層されている基材層をさらに備え、該基材層のダイボンディング層に接している部分が非粘着性材料からなる。この場合には、ダイボンディング層の割裂後に、半導体チップをダイボンディング層ごと基材層から容易に剥離し、ピックアップすることができる。該基材層は、その全体が非粘着性材料により形成されていてもよい。
本発明に係るダイシング−ダイボンディングテープの他の特定の局面では、前記基材層の平面形状は前記ダイボンディング層と同一の形状とされている。従って、割裂に際し、ダイボンディング層とともに基材層を容易に伸長させることができる。
本発明に係るダイシング−ダイボンディングテープのさらに特定の局面では、前記ダイボンディング層の平面形状が楕円であり、該楕円の長軸が前記X方向に延び、短軸が前記Y方向に延びる。
また、本発明に係るダイシング−ダイボンディングテープのさらに別の特定の局面では、前記ダイボンディング層の前記X方向両端部分が、第1の曲率を有する円弧状であり、前記ダイボンディング層の前記Y方向両端部分が前記第1の曲率よりも曲率が小さい第2の曲率を有する円弧状の形状を有する。
本発明に係るダイシング−ダイボンディングテープのさらに他の特定の局面では、前記ダイボンディング層の平面形状が、前記Y方向両端において欠落部が設けられている略円形の形状であり、該欠落部において、ダイボンディング層の外縁が、前記X方向と平行に延ばされている。
本発明に係るダイシング−ダイボンディングテープによれば、ダイボンディング層のX方向に沿う寸法が、Y方向に沿う寸法よりも長くされているので、ダイボンディングテープに径方向外側への引っ張り応力を加えた場合、ダイボンディング層がX方向において伸長しやすい。従って、先ず、ダイボンディング層がY方向と平行な方向に沿って割裂する。次に、ダイボンディングテープに径方向外側への引っ張り応力をさらに加えることにより、Y方向に沿っても伸長し、X方向と平行な方向にダイボンディング層を割裂することができる。よって、ダイシング−ダイボンディングテープにおけるX方向及びY方向を、半導体ウェーハを個片化するための前述したX方向及びY方向と一致させておくことにより、ダイボンディング層を個々の半導体チップ単位に確実に割裂することができる。よって、半導体チップのピックアップ不良を著しく少なくすることが可能となる。
以下、図面を参照しつつ、本発明の具体的な実施形態を説明することにより、本発明を明らかにする。
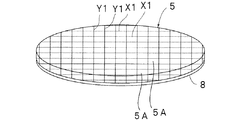
図1(a)及び(b)は、本発明の一実施形態のダイシング−ダイボンディングテープ上に先ダイシングされた半導体ウェーハが積層された状態を示す平面図及び正面断面図である。
ダイシング−ダイボンディングテープ1は、ダイシングテープ層2上に、基材層3及びダイボンディング層4を積層した構造を有する。ダイボンディング層4上に、先ダイシングされた半導体ウェーハ5が積層されている。
本実施形態では、ダイシングテープ層2は、円形の平面形状を有し、テープ本体層2aと、テープ本体層2aの上面に設けられた粘着剤層2bとを有する。
テープ本体層2aは、ポリエチレン、ポリプロピレンなどの適宜の合成樹脂からなる。もっとも、後述するダイシングに際してのエクスパンド性に優れており、環境負荷が小さいため、ポリエチレンやポリプロピレンなどのポリオレフィンが好適である。
また、粘着剤層2bは、アクリル系粘着剤やゴム系粘着剤などの適宜の粘着剤により構成されている。この粘着剤層2bと、基材層3との間の粘着力は、基材層3とダイボンディング層4との粘着力よりも高くされている。それによって、ダイボンディング層4を割裂した後に、半導体ウェーハ5から個片化された半導体チップ5Aを割裂により個片化されたダイボンディング層片と共に容易にピックアップすることができる。
基材層3は、例えば、活性エネルギー線硬化型又は熱硬化型の粘着性を有する組成物を用いて形成できる。基材層3が非粘着性を有するようにするためには、活性エネルギー線の照射量を多くすればよい。基材層3が粘着性を有するようにするためには、活性エネルギー線を照射しなかったり、活性エネルギー線の照射量を少なくすればよい。
基材層3は、アクリル系ポリマーを含む組成物により形成されていることが好ましい。基材層3は、アクリル系ポリマーを含む組成物を架橋させた架橋体により形成されていることが好ましい。また、基材層3の極性、貯蔵弾性率又は破断伸度を容易に制御及び設計できる。
上記アクリル系ポリマーは特に限定されない。上記アクリル系ポリマーは、(メタ)アクリル酸アルキルエステルポリマーであることが好ましい。(メタ)アクリル酸アルキルエステルポリマーとして、炭素数1〜18のアルキル基を有する(メタ)アクリル酸アルキルエステルポリマーが好適に用いられる。炭素数1〜18のアルキル基を有する(メタ)アクリル酸アルキルエステルポリマーの使用により、基材層3の極性を充分に低くすることができ、基材層3の表面エネルギーを低くすることができ、かつダイボンディング層4の基材層3からの剥離性を高くすることができる。
上記組成物は、活性エネルギー線反応開始剤及び熱反応開始剤の内の少なくとも一方を含むことが好ましく、活性エネルギー線反応開始剤を含むことがより好ましい。活性エネルギー線反応開始剤は、光反応開始剤であることが好ましい。
上記活性エネルギー線には、紫外線、電子線、α線、β線、γ線、X線、赤外線及び可視光線が含まれる。これらの活性エネルギー線のなかでも、硬化性に優れ、かつ硬化物が劣化し難いため、紫外線又は電子線が好ましい。
上記光反応開始剤として、例えば、光ラジカル発生剤又は光カチオン発生剤等を使用できる。上記熱反応開始剤としては、熱ラジカル発生剤等が挙げられる。上記組成物には、粘着力を制御するためにイソシアネート系架橋剤を添加してもよい。
ダイボンディング層4は、半導体ウェーハ5を貼り付ける部分である。本実施形態では、円形の半導体ウェーハ5がダイボンディング層4に貼り付けられる。また、後述するように、ダイボンディング層4は、割裂により個片化され、半導体チップ5Aと共に、ピックアップされ、半導体チップ搭載基板や他の半導体チップに接合するために用いられる。
上記ダイボンディング層4は、適宜の粘接着剤からなる。このような粘接着剤としては、ポリイミド系接着剤やアクリル系粘着剤などを用いることができる。
なお、本実施形態では、基材層3が設けられているが、基材層3は省略されてもよい。もっとも、基材層3を設けることにより、個片化されたダイボンディング層4を、半導体チップ5Aと共に基材層3から容易に剥離することができる。従って、基材層3が設けられていることが好ましい。
本実施形態のダイシング−ダイボンディングテープ1の特徴は、図1(a)に示すように、楕円形状を有することにある。また、基材層3も、ダイボンディング層4と同じ平面形状を有し、図1(a)に示すように、両者の外周縁が一致するように積層されている。
図1(a)において、上記楕円の長軸方向に延びる直線を第1の直線6とする。また、上記楕円の短軸方向に延びる直線を第2の直線7とする。第1の直線6と第2の直線7とは直交している。この第1の直線6の延びる方向をX方向、第2の直線7の延びる方向をY方向とする。なお、第1,第2の直線6,7は、楕円の長軸及び短軸方向であるため、楕円形状のダイボンディング層4の中心を通っている。
ダイボンディング層4のX方向寸法は、上記長軸方向の寸法であるため、Y方向寸法である短軸方向の寸法よりも大きくされている。本実施形態のダイシング−ダイボンディングテープ1では、ダイボンディング層4及び基材層3が上記形状を有するため、後述する割裂方法から明らかなように、ダイボンディング層4を確実にX方向及びY方向において割裂することができる。これを、以下において具体的に説明する。
本実施形態のダイシング−ダイボンディングテープ1を用いた半導体チップをピックアップするには、先ず、上記ダイシング−ダイボンディングテープ1を用意する。他方、図2に示す半導体ウェーハ5を別途用意する。図2に示すように、半導体ウェーハ5は、多数の半導体チップ5Aがマトリックス状に集合された状態とされている。すなわち、半導体ウェーハ5を、図2のX1方向及びY1方向に沿ってダイシングすることにより、半導体ウェーハ5が先ダイシングされている。このような構造は、周知の先ダイシング方法により得ることができる。例えば、支持体上に半導体ウェーハ5を取り付け、半導体ウェーハ5の露出している面からX1方向及びY1方向にダイシングする。このダイシングはレーザダイシングやダイシングブレードを用いた様々な方法で行い得る。次に、半導体ウェーハ5の露出している面に転写用支持シート8を貼り付ける。しかる後、上記支持体を剥離し、剥離により露出した半導体ウェーハ部分を研磨し、半導体ウェーハの厚みを薄くする。このようにして、図2に示すように、転写用支持シート8に支持された、先ダイシング済みの半導体ウェーハ5を得ることができる。
なお、先ダイシング済みの半導体ウェーハに限らず、前述したような半導体チップ間に改質層を形成し、分割ラインを設けた半導体ウェーハを用いてもよい。この場合、分割ラインは、上記X1方向及びY1方向に延びることとなる。このような半導体ウェーハを用いた場合は、後述のダイボンディング層4の割裂に際し、半導体ウェーハ5もまた分割ラインに沿って確実に分割され、個片化されることとなる。
図2に示した半導体ウェーハ5を、ダイシング−ダイボンディングテープ1のダイボンディング層4上に貼り合わせ、しかる後、転写用支持シート8を剥離する。このようにして、図1(a)及び(b)に示すように、ダイシング−ダイボンディングテープ1のダイボンディング層4上に半導体ウェーハ5が積層された構造を得ることができる。この場合、半導体ウェーハ5の上記分割ラインであるX1方向が、上記X方向と平行となるように、また、分割ラインの延びるY1方向が図1(a)の第2の直線7の延びる方向すなわちY方向と平行となるように、半導体ウェーハ5をダイボンディング層4上に貼り付ける。また、半導体ウェーハ5の中心とダイボンディング層4の中心とを一致させるようにして、半導体ウェーハ5を貼り付ける。
次に、ダイシングテープ層2のダイボンディング層4よりも外側の領域において、円環状のダイシングリングを粘着剤層2b上に貼り付ける。ダイシングリングの材料としては、金属などの剛性材料を用いることができる。
次に、ダイシングリングにより支持された積層体を、図3(a)及び(b)に示すように、円筒状の割裂治具12上に載置する。なお、図3(a),(b)及び以下の図4(a),(b)、図5(a),(b)では粘着剤層2bの図示は省略する。図3(a)及び(b)は、図1(a)のX方向及びY方向に沿う各断面図である。
割裂治具12は、円筒状の形状を有し、図3(a)及び(b)では、その下方部分は図示を省略してあることを指摘しておく。円筒状の割裂治具12は、ステンレスなどの金属あるいは適宜の剛性材料からなる。該割裂治具12の外径は、ダイシングリング11の内径よりも小さくされている。
割裂に際しては、ダイシングリング11の高さ位置を固定し、割裂治具12を上方に突き上げるか、または割裂治具12を固定し、ダイシングリング11を下方へ押し下げる。それによって、図4(a)及び(b)に示すように、ダイシングテープ層2が径方向外側へ伸長されることとなる。この場合、ダイシングテープ層2は、その中心から径方向外側に対して均一に引っ張られることになる。
しかしながら、基材層3及びダイボンディング層4のX方向寸法がY方向寸法よりも長い。従って、上記径方向外側への引っ張り応力は、X方向において相対的に大きく、Y方向においては相対的に小さく作用する。よって、上記割裂治具12を突き上げた場合、図4(a)に示すように、先ず、図4(a)の紙面−紙背方向であるY方向に沿う割裂ラインに沿って、ダイボンディング層4が割裂することとなる。この場合、図4(b)に示すように、X方向においては、ダイボンディング層4及び基材層3の延びがダイシングテープ層2に対して相対的に小さいため、ダイボンディング層4が割裂し難い。
上記割裂治具12をさらに上方に突き上げることにより、ダイシングテープ層2に径方向外側への引っ張り応力をより強く与える。その結果、図5(a)に示すように、Y方向に延びる割裂ラインに沿って、ダイボンディング層4が割裂された状態が維持されるだけでなく、図5(b)に示すように、図5(a)の紙面−紙背方向であるX方向に延びる割裂ラインに沿っても、ダイボンディング層4が割裂されることとなる。従って、ダイボンディング層4を、X方向に平行な方向及びY方向に平行な方向に確実に割裂させることができる。
前述したように、図7に示した従来のダイボンディングフィルムでは、ダイシングテープには径方向外側に引っ張られた場合、引っ張り応力がダイシングテープの中心から径方向外側に均一に引っ張り応力が加わっていた。そのため、X方向やY方向に斜め方向に交差する方向にも大きな引っ張り応力が加わっていた。従って、ダイボンディング層が割裂すべきラインに沿って確実に割裂されないことがあった。
これに対して、本実施形態によれば、ダイボンディング層4のX方向寸法がY方向寸法に比べて長いため、引っ張り応力を加え始めた段階で先ずY方向に延びる割裂ラインに沿った割裂が確実に行われる。ダイシングテープを径方向外側へさらに伸長させることにより、X方向に延びる割裂ラインに沿ってダイボンディング層4が割裂されることとなる。よって、ダイボンディング層4に、X方向及びY方向に斜め方向に交差する方向に大きな力が加わり難いため、ダイボンディング層4を確実にX方向及びY方向に割裂することができる。
なお、上記実施形態では、基材層3は、ダイボンディング層4と同じ平面形状を有していたが、基材層3は、ダイボンディング層4と同じ平面形状を有しておらずともよい。
また、上記実施形態では、ダイボンディング層4は、楕円形状を有しており、X方向寸法はY方向寸法よりも長くされていたが、逆に、Y方向寸法がX方向寸法よりも長くされていてもよい。その場合には、引っ張り応力を加え始めたとき、先にY方向に延びる割裂ラインに沿って半導体ウェーハ5が割裂し、次に、X方向に延びる割裂ラインに沿って半導体ウェーハ5が割裂することになる。
また、本実施形態では、楕円形状のダイボンディング層4を示したが、本発明においては、ダイボンディング層4の平面形状は楕円形に限定されるものではない。例えば、ダイボンディング層の上記X方向両端部分が、第1の曲率を有する円弧状であり、ダイボンディング層のY方向両端部分が第1の曲率よりも曲率が小さい第2の曲率を有する円弧状の形状を有しておればよく、このような条件を満たす限り、楕円形状に限定されるものではない。
また、図6に示す変形例のように、Y方向両端に欠落部が設けられている略円形の形状を有するダイボンディング層4Aを用いてもよい。この欠落部においては、ダイボンディング層4Aの外縁4b,4cが上記X方向と平行に延ばされている。なお、破線Dは当接されるダイシングリングの内線の位置を示す。このようなダイボンディング層4Aにおいても、X方向寸法が、Y方向寸法に比べて長くされているので、上記実施形態と同様の効果を得ることができる。この場合においても、欠落部は、Y方向両端ではなく、X方向両端に設けられていてもよい。
すなわち、本発明においては、ダイボンディング層は、X方向寸法とY方向寸法とが異なる限り、様々な形状に変形することができる。
1…ダイシング−ダイボンディングテープ
2…ダイシングテープ層
2a…テープ本体層
2b…粘着剤層
3…基材層
4…ダイボンディング層
4b,4c…外縁
5…半導体ウェーハ
5A…半導体チップ
6…第1の直線
7…第2の直線
8…転写用支持シート
11…ダイシングリング
12…割裂治具
2…ダイシングテープ層
2a…テープ本体層
2b…粘着剤層
3…基材層
4…ダイボンディング層
4b,4c…外縁
5…半導体ウェーハ
5A…半導体チップ
6…第1の直線
7…第2の直線
8…転写用支持シート
11…ダイシングリング
12…割裂治具
Claims (7)
- 半導体ウェーハから、ダイボンディング層ごと半導体チップを取り出すために用いられるダイシング−ダイボンディングテープであって、
粘接着剤からなるダイボンディング層と、
前記ダイボンディング層の一方の面側に積層されたダイシングテープ層とを備え、
前記ダイボンディング層を平面視した場合、前記ダイボンディング層の中心を通る第1の直線の方向をX方向、前記ダイボンディング層の中心を通り、前記第1の直線と直交する第2の直線の延びる方向をY方向としたときに、ダイボンディング層のX方向寸法と、Y方向寸法とが異なっている、ダイシング−ダイボンディングテープ。 - 前記ダイボンディング層と前記ダイシングテープ層との間に積層されている基材層をさらに備え、該基材層のダイボンディング層に接している部分が非粘着性材料からなる、請求項1に記載のダイシング−ダイボンディングテープ。
- 前記基材層が非粘着性材料からなる、請求項2に記載のダイシング−ダイボンディングテープ。
- 前記基材層の平面形状が前記ダイボンディング層の平面形状と等しくされている、請求項1〜3のいずれか1項に記載のダイシング−ダイボンディングテープ。
- 前記ダイボンディング層の平面形状が楕円であり、該楕円の長軸が前記X方向に延び、短軸が前記Y方向に延びる、請求項1〜4のいずれか1項に記載のダイシング−ダイボンディングテープ。
- 前記ダイボンディング層の前記X方向両端部分が、第1の曲率を有する円弧状であり、前記ダイボンディング層の前記Y方向両端部分が前記第1の曲率よりも曲率が小さい第2の曲率を有する円弧状の形状を有する、請求項1〜5のいずれか1項に記載のダイシング−ダイボンディングテープ。
- 前記ダイボンディング層の平面形状が、前記Y方向両端において欠落部が設けられている略円形の形状であり、該欠落部において、ダイボンディング層の外縁が、前記X方向と平行に延ばされている、請求項1〜6のいずれか1項に記載のダイシング−ダイボンディングテープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010282054A JP2012129473A (ja) | 2010-12-17 | 2010-12-17 | ダイシング−ダイボンディングテープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010282054A JP2012129473A (ja) | 2010-12-17 | 2010-12-17 | ダイシング−ダイボンディングテープ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012129473A true JP2012129473A (ja) | 2012-07-05 |
Family
ID=46646176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010282054A Ceased JP2012129473A (ja) | 2010-12-17 | 2010-12-17 | ダイシング−ダイボンディングテープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012129473A (ja) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60249346A (ja) * | 1984-05-24 | 1985-12-10 | Nec Kansai Ltd | 半導体ウエ−ハ引き伸ばし方法 |
| JPH01270245A (ja) * | 1988-04-20 | 1989-10-27 | Nec Corp | 半導体装置の製造方法 |
| JPH04298064A (ja) * | 1991-03-26 | 1992-10-21 | Oki Electric Ind Co Ltd | ダイスボンディング装置におけるウエハリング保持機構 |
| JPH07263524A (ja) * | 1994-03-22 | 1995-10-13 | Teikoku Seiki Kk | 半導体製造装置におけるテープ展張装置及びこのテープ展張装置を備える半導体製造装置 |
| US5590445A (en) * | 1994-03-22 | 1997-01-07 | Teikoku Seiki Kabushiki Kaisha | Tape extension device for semiconductor producing apparatus and semiconductor producing apparatus with tape extension device |
| JP2005294470A (ja) * | 2004-03-31 | 2005-10-20 | Disco Abrasive Syst Ltd | テープ拡張装置 |
| US20060199355A1 (en) * | 2005-03-01 | 2006-09-07 | Disco Corporation | Wafer dividing method |
| JP2007227703A (ja) * | 2006-02-24 | 2007-09-06 | Seiko Epson Corp | 基板分割方法、基板分割装置、電気光学装置、電子機器 |
| WO2008132852A1 (ja) * | 2007-04-19 | 2008-11-06 | Sekisui Chemical Co., Ltd. | ダイシング・ダイボンディングテープ及び半導体チップの製造方法 |
| US20100099240A1 (en) * | 2006-07-19 | 2010-04-22 | Kouji Watanabe | Dicing/die-bonding tape and method for manufacturing semiconductor chip |
-
2010
- 2010-12-17 JP JP2010282054A patent/JP2012129473A/ja not_active Ceased
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60249346A (ja) * | 1984-05-24 | 1985-12-10 | Nec Kansai Ltd | 半導体ウエ−ハ引き伸ばし方法 |
| JPH01270245A (ja) * | 1988-04-20 | 1989-10-27 | Nec Corp | 半導体装置の製造方法 |
| JPH04298064A (ja) * | 1991-03-26 | 1992-10-21 | Oki Electric Ind Co Ltd | ダイスボンディング装置におけるウエハリング保持機構 |
| JPH07263524A (ja) * | 1994-03-22 | 1995-10-13 | Teikoku Seiki Kk | 半導体製造装置におけるテープ展張装置及びこのテープ展張装置を備える半導体製造装置 |
| US5590445A (en) * | 1994-03-22 | 1997-01-07 | Teikoku Seiki Kabushiki Kaisha | Tape extension device for semiconductor producing apparatus and semiconductor producing apparatus with tape extension device |
| JP2005294470A (ja) * | 2004-03-31 | 2005-10-20 | Disco Abrasive Syst Ltd | テープ拡張装置 |
| US20060180136A1 (en) * | 2004-03-31 | 2006-08-17 | Disco Corporation | Tape expansion apparatus |
| US20060199355A1 (en) * | 2005-03-01 | 2006-09-07 | Disco Corporation | Wafer dividing method |
| JP2006245103A (ja) * | 2005-03-01 | 2006-09-14 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007227703A (ja) * | 2006-02-24 | 2007-09-06 | Seiko Epson Corp | 基板分割方法、基板分割装置、電気光学装置、電子機器 |
| US20100099240A1 (en) * | 2006-07-19 | 2010-04-22 | Kouji Watanabe | Dicing/die-bonding tape and method for manufacturing semiconductor chip |
| WO2008132852A1 (ja) * | 2007-04-19 | 2008-11-06 | Sekisui Chemical Co., Ltd. | ダイシング・ダイボンディングテープ及び半導体チップの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5801584B2 (ja) | ダイシングテープおよびチップ状部品の製造方法 | |
| JP2006203133A (ja) | チップ体の製造方法、デバイスの製造方法およびチップ体固着用粘接着シート | |
| KR102535477B1 (ko) | 다이본드 다이싱 시트 | |
| JP6407472B2 (ja) | 接着シートおよびその使用方法 | |
| JP2014165462A (ja) | 半導体チップの製造方法 | |
| JP5522773B2 (ja) | 半導体ウエハの保持方法、チップ体の製造方法、およびスペーサ | |
| JP2013211438A (ja) | 表面保護用シート | |
| CN104009001B (zh) | 层叠晶片的加工方法和粘合片 | |
| JP5613002B2 (ja) | ダイシング−ダイボンディングテープ | |
| JP4902812B2 (ja) | 粘接着剤層付き半導体チップの製造方法 | |
| JP6170678B2 (ja) | 半導体ウエハ加工用シートおよびその製造方法 | |
| JP2011199008A (ja) | 粘接着シート、ダイシング−ダイボンディングテープ及び粘接着シート付き半導体チップの製造方法 | |
| JP5612998B2 (ja) | ダイシング−ダイボンディングテープ | |
| JP5946650B2 (ja) | ダイシング−ダイボンディングテープ及び粘接着剤層付き半導体チップの製造方法 | |
| JP2012129473A (ja) | ダイシング−ダイボンディングテープ | |
| JP2012089707A (ja) | 半導体チップのピックアップ方法及び割裂装置 | |
| JP2009130333A (ja) | 半導体装置の製造方法 | |
| JP2019201037A (ja) | ウエハ加工用テープ及び半導体装置の製造方法 | |
| JP2012182313A (ja) | チップ状部品のピックアップ方法 | |
| JP5193753B2 (ja) | ダイシングシートおよび半導体チップの製造方法 | |
| JP6423569B2 (ja) | 接着シートおよびその使用方法 | |
| JP5193752B2 (ja) | レーザーダイシングシートおよび半導体チップの製造方法 | |
| JPWO2015046069A1 (ja) | ダイシング−ダイボンディングテープ及び粘接着剤層付き半導体チップの製造方法 | |
| JP2014135336A (ja) | 半導体ウエハ加工用シートおよびその製造方法 | |
| JP2014060201A (ja) | ダイシング−ダイボンディングテープ及び粘接着剤層付き半導体チップの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140813 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140826 |
|
| A045 | Written measure of dismissal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20141216 |