JP2012024910A - 突切りバイト - Google Patents
突切りバイト Download PDFInfo
- Publication number
- JP2012024910A JP2012024910A JP2010168888A JP2010168888A JP2012024910A JP 2012024910 A JP2012024910 A JP 2012024910A JP 2010168888 A JP2010168888 A JP 2010168888A JP 2010168888 A JP2010168888 A JP 2010168888A JP 2012024910 A JP2012024910 A JP 2012024910A
- Authority
- JP
- Japan
- Prior art keywords
- cut
- steel pipe
- parting
- chip
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000010953 base metal Substances 0.000 claims description 11
- 229910000831 Steel Inorganic materials 0.000 abstract description 48
- 239000010959 steel Substances 0.000 abstract description 48
- 230000007547 defect Effects 0.000 abstract description 2
- 239000002184 metal Substances 0.000 abstract 3
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images






Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
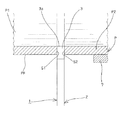
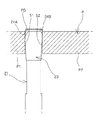
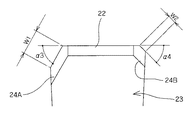
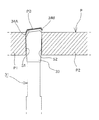
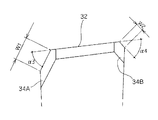
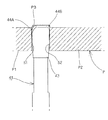
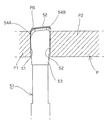
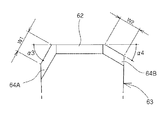
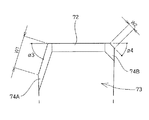
【解決手段】 板状の台金と、台金の先端部に接合されたチップ23とを有する突切りバイト21であって、台金のチップ23の先端部分における左右の面取り24A・24Bについて、その面取り幅、面取り角度が互いに相違し、また更に突切り面に傾斜をつけることで、鋼管等の切断時において、バリが鋼管等のクロップ側(切り落とし側)の切断面に発生するようにして、該バリを鋼管のクロップ側部分と共に落下させ、該バリが前記バイトに接触することを防止する。
【選択図】 図6
Description
2 台金
3 硬質チップ
24A・24B 面取り
Claims (7)
- 略板状の台金と、台金の先端部に接合されたチップとを有する突切りバイトにおいて、バイトの形状が、ワークのクロップ側よりもクランプ側を早く突き切るように左右非対称となされている、突切りバイト。
- チップの面取り幅がクランプ側よりもクロップ側を広くすることで、チップが非対称となされている、請求項1記載の突切りバイト。
- チップの面取り角度がクロップ側をクランプ側よりも大きくすることで、チップが非対称となされている、請求項1または請求項2記載の突切りバイト。
- チップの面取り形状が直線状である請求項2または請求項3記載の突切りバイト。
- チップの面取り形状がR状である請求項2または請求項3記載の突切りバイト。
- チップの面取り形状が、一側が直線状となされ、他側がR状となされている、請求項2または請求項3記載の突切りバイト。
- 突切り面がクランプ側からクロップ側に向かって下がった傾斜面となされている、請求項1〜請求項6のうちのいずれか一項記載の突切りバイト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010168888A JP5607451B2 (ja) | 2010-07-28 | 2010-07-28 | 突切りバイト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010168888A JP5607451B2 (ja) | 2010-07-28 | 2010-07-28 | 突切りバイト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012024910A true JP2012024910A (ja) | 2012-02-09 |
| JP5607451B2 JP5607451B2 (ja) | 2014-10-15 |
Family
ID=45778473
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010168888A Expired - Fee Related JP5607451B2 (ja) | 2010-07-28 | 2010-07-28 | 突切りバイト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5607451B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019005888A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社タンガロイ | 切削工具 |
| JP7751262B1 (ja) * | 2025-07-29 | 2025-10-08 | 株式会社タンガロイ | 切削工具 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02122705U (ja) * | 1989-03-15 | 1990-10-09 | ||
| JP2000176708A (ja) * | 1998-12-16 | 2000-06-27 | Ngk Spark Plug Co Ltd | 溝入れ用スロ―アウェイチップ |
| JP2001096405A (ja) * | 1999-09-29 | 2001-04-10 | Ngk Spark Plug Co Ltd | 溝入れ用スローアウェイチップ及び溝入れ加工方法 |
| JP2001212704A (ja) * | 2000-01-31 | 2001-08-07 | Ngk Spark Plug Co Ltd | スローアウェイチップ |
| JP2002254216A (ja) * | 2000-12-28 | 2002-09-10 | Ngk Spark Plug Co Ltd | スローアウェイチップ及び切削工具 |
| US20040101374A1 (en) * | 2002-06-25 | 2004-05-27 | Seco Tools Ab | Cutting insert for chip removing machining |
| WO2008133199A1 (ja) * | 2007-04-20 | 2008-11-06 | Mitsubishi Materials Corporation | 切削インサート及び切削方法 |
| JP2009291925A (ja) * | 2008-06-09 | 2009-12-17 | Mitsubishi Materials Corp | 切削インサートおよびインサート着脱式切削工具 |
-
2010
- 2010-07-28 JP JP2010168888A patent/JP5607451B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02122705U (ja) * | 1989-03-15 | 1990-10-09 | ||
| JP2000176708A (ja) * | 1998-12-16 | 2000-06-27 | Ngk Spark Plug Co Ltd | 溝入れ用スロ―アウェイチップ |
| JP2001096405A (ja) * | 1999-09-29 | 2001-04-10 | Ngk Spark Plug Co Ltd | 溝入れ用スローアウェイチップ及び溝入れ加工方法 |
| JP2001212704A (ja) * | 2000-01-31 | 2001-08-07 | Ngk Spark Plug Co Ltd | スローアウェイチップ |
| JP2002254216A (ja) * | 2000-12-28 | 2002-09-10 | Ngk Spark Plug Co Ltd | スローアウェイチップ及び切削工具 |
| US20040101374A1 (en) * | 2002-06-25 | 2004-05-27 | Seco Tools Ab | Cutting insert for chip removing machining |
| WO2008133199A1 (ja) * | 2007-04-20 | 2008-11-06 | Mitsubishi Materials Corporation | 切削インサート及び切削方法 |
| JP2009291925A (ja) * | 2008-06-09 | 2009-12-17 | Mitsubishi Materials Corp | 切削インサートおよびインサート着脱式切削工具 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019005888A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社タンガロイ | 切削工具 |
| JP7751262B1 (ja) * | 2025-07-29 | 2025-10-08 | 株式会社タンガロイ | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5607451B2 (ja) | 2014-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5909565B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP2014161942A (ja) | 丸鋸 | |
| JP6011849B2 (ja) | 段付きドリル | |
| JP3138478U (ja) | 加工バイトの改良構造 | |
| JP5607451B2 (ja) | 突切りバイト | |
| JP5898327B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP6499610B2 (ja) | 穴明け工具 | |
| US10583505B2 (en) | Circular saw blade with tips | |
| JP2011167807A (ja) | 鋸刃及びその製造方法 | |
| KR20170030007A (ko) | 드릴 구조 | |
| JP2008307621A (ja) | 荒切削用クリスマスカッタ | |
| JP2012232368A (ja) | 突切りバイト | |
| JP2014034079A (ja) | 段付きドリル | |
| JP5441224B2 (ja) | 突切りバイト | |
| JP5691424B2 (ja) | ドリル | |
| JPWO2013099326A1 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| CN107824884A (zh) | 用于加工汽车配件的台阶铰刀 | |
| KR101025609B1 (ko) | 면치 겸용 절삭공구 | |
| CN205324867U (zh) | 锯片 | |
| JP2015051475A (ja) | 切削インサート及び切削工具 | |
| JP2014050903A (ja) | チップソー | |
| CN217452437U (zh) | 一种双向倒角刀 | |
| CN221639553U (zh) | 一种可转位镗刀结构 | |
| JP2012240152A (ja) | チップソー | |
| KR101508113B1 (ko) | 팁 일체형 바이트 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5607451 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |