JP2012240152A - チップソー - Google Patents
チップソー Download PDFInfo
- Publication number
- JP2012240152A JP2012240152A JP2011112079A JP2011112079A JP2012240152A JP 2012240152 A JP2012240152 A JP 2012240152A JP 2011112079 A JP2011112079 A JP 2011112079A JP 2011112079 A JP2011112079 A JP 2011112079A JP 2012240152 A JP2012240152 A JP 2012240152A
- Authority
- JP
- Japan
- Prior art keywords
- tip
- saw
- steel pipe
- cutting
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Abstract
【課題】 鋼管等のワークの切断時において、隣り合う切断面のいずれか一方に選択的にバリを発生させたり、或いは両側の切断面におけるバリの発生が抑制できるようにする。
【解決手段】 鋼管Pを切断するチップソー21は、その円板状台金22の先端部に固定された超硬チップ23において、その刃先の両側に形成された左右の直線状の面取り部24A・24Bの形成形態が互いに異なることにより、左右非対称となされているものであり、具体的にはその左右の面取り幅W1とW2または面取り角度α1とα2とを互いに相違させたり、或いは更にチップ23の先端逃げ面23aに傾斜を付すことにより、チップ23がその刃幅方向で左右非対称となされている。
【選択図】 図2
【解決手段】 鋼管Pを切断するチップソー21は、その円板状台金22の先端部に固定された超硬チップ23において、その刃先の両側に形成された左右の直線状の面取り部24A・24Bの形成形態が互いに異なることにより、左右非対称となされているものであり、具体的にはその左右の面取り幅W1とW2または面取り角度α1とα2とを互いに相違させたり、或いは更にチップ23の先端逃げ面23aに傾斜を付すことにより、チップ23がその刃幅方向で左右非対称となされている。
【選択図】 図2
Description
本発明は、鋼管等の切断に用いられるチップソーに関する。
一般にチップソーは、円板状台金の外周に鋸刃が一定間隔で形成され、該鋸刃の先端にはチップがロウ付け等によって一体に固定されたものであり、そして、前記各チップは正面から見て左右対称の形状である。
前述した従来の一般的なチップソーで例えば鋼管を切断する場合、鋼管を所定間隔をおいて二箇所でクランプした上、その間の所定位置にチップソーを当接させて切断を行うのであるが、この際、チップソーによって切断された両側の鋼管の切断面において、バリがどのように発生するかは、チップソー自体の鋭利性や切断機の性能或いは切断条件等によって種々異なるのが実情であり、そのため鋼管の切断面に種々の予期せぬバリが発生・付着し、該バリを除去する作業に手間を要したり、或いは切断された製品となる鋼管にバリが強固に固着して該鋼管自体が不良品になる等の不都合があった。
本発明の目的は、鋼管等のワークの切断時にワークの切断面におけるバリの発生をコントロールすることができるチップソーを提供することにある。
請求項1記載の本発明は、円板状台金の外周に所定間隔をあけて鋸刃が形成され、該鋸刃の先端部にチップが一体に固定されたチップソーにおいて、チップがその刃幅方向で面取り部の形成形態が左右非対称となされているものである。
請求項2記載の本発明は、前記請求項1記載のチップソーについて、チップにおける左右の面取り幅が互いに異なることで該チップが左右非対称となされていることを特徴とするものである。
請求項3記載の本発明は、前記請求項1記載のチップソーについて、チップにおける左右の面取り角度が互いに異なることで該チップが左右非対称となされていることを特徴とするものである。
請求項4記載のチップソーは、前記請求項2または請求項3記載のチップソーについて、チップにおける先端逃げ面に刃幅方向の傾斜が付されることで更に左右非対称となされていることを特徴とするものである。
請求項5記載の本発明は、円板状台金の外周に所定間隔をあけて鋸刃が形成され、該鋸刃の先端部にチップが一体に固定されたチップソーにおいて、チップの先端逃げ面が、チップの刃幅方向中央から左右に傾斜する形状となされ、且つその傾斜面の傾斜角度が互いに異なることにより、左右非対称となされているものである。
本発明のチップソーは、そのチップの面取り部が刃幅方向において左右非対称となされているため、鋼管等のワークを切断する場合に、チップの刃先の両側のうち、その左右いずれか一側が先にワークを切断しきることとなり、そのためこれに伴ってその反対側の切断面に確実にバリを付けることができ、その結果、切断作業におけるバリの発生をコントロールすることができるという格別の利点を有する。また、鋼管等の切断の際に、そのクロップ側よりも先にクランプ側を先に切断することもでき、そのためバリは必ずクロップ側の切断端面に発生し、その結果、該バリが鋼管等におけるクロップと共に切り落とされ、鋼管等の切断の際に発生するバリがチップに接触して該チップを欠損することがない。
また更に、チップにおける左右の面取り部の非対称形状を適宜変更することにより、該チップソーによって切断された左右両側の切断面のいずれか一方にバリを付けるだけなく、左右両側の切断面のいずれにもバリ自体が発生し難いようにすることもできる。
次に、本発明の実施形態を図面にしたがって説明するが、本発明は後述する実施形態に限定されるものではない。
図1に示すように、以下に述べるチップソー1は、円板状台金2の外周に鋸刃5が一定間隔をあけて形成され、該鋸刃5の先端部における台座5aに縦長の略板状超硬チップ3がロウ付けされた基本構造を有するものである。
このチップソー1において、以下に述べる各実施形態は、前記チップ3について適用されるものである。
(実施形態1)
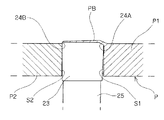
図2に示すように、鋼管を切断するチップソー21は、その円板状台金22における鋸刃25先端に固定された超硬チップ23について、その刃先の両側に形成された左右の直線状の面取り部24A・24Bの形成形態が互いに異なることにより、左右非対称となされているものである。
すなわち、チップ23において、右側の面取り部24Aの幅W1は左側の面取り部24Bの幅W2よりも広幅となされている。
一方、右側の面取り部24Aの傾斜角度は同じに設定されており、またチップ23の先端逃げ面23aは水平状となされている。更に、チップ23の先端逃げ面23aにはその刃幅S方向において左右いずれか一方へ寄った位置に切粉分割用溝27A・27Bが形成されている。そして、切粉分割用溝27A・27Bの位置は台金22の円周方向における鋸刃25のチップ23について、互いに左右交互となるように形成されており、ある鋸刃25のチップ23における切粉分割用溝が右寄りの切粉分割用溝27Aであった場合にはその次の鋸刃25のチップ23における切粉分割用溝は左寄りの切粉分割用溝27Bとなっている。
図3に示すように、本実施形態では、前述した通り、チップ23において、右側の面取り部24Aの幅W1を左側の面取り部24Bの幅W2よりも広幅とすることによって、パイプPを切断する場合、左側の切断面S2において右側の切断面S1よりも早く切断が行われる。そのため、バリPBは常に右側の切断面S1に発生することとなる。
したがって、例えば鋼管Pにおける左側の切断面S2側を鋼管Pのクランプ側P2(製品側)とし、右側の切断面S1側を鋼管Pのクロップ側P1(切り落とし側)とした場合、バリPBは必ず鋼管Pのクロップ側P1と共に落下するため、バリPBがチップ23に接触することはなく、チップ23の欠損が確実に防止されると共に、鋼管Pのクランプ側P2にバリPBが発生することはなく、そのため不良品の発生も確実に防止される。
(実施形態2)
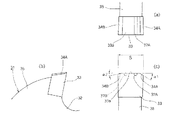
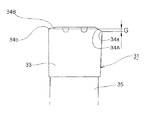
図4に示すように、本実施形態に係るチップソー31は、その円板状台金32における鋸刃35先端に固定された超硬チップ33について、その刃先の両側に形成された左右の直線状の面取り部34A・34Bの形成形態が互いに異なることによって左右非対称となされているものである。
すなわち、右側の面取り部34Aの傾斜角度α1が左側の面取り部34Bの傾斜角度α2よりも大きく設定されており、その結果、右側の面取り部34Aを左側の面取り部34Bよりも急傾斜とすることで左右非対称としたものである。
一方、右側の面取り部34Aと左側の面取り部34Bの幅は同一であり、またチップ33の先端逃げ面33aは水平状となされている。その他、チップ33の先端逃げ面33aにはその刃幅S方向において左右いずれか一方へ寄った位置に切粉分割用溝37A・37Bが形成されている。切粉分割用溝37A・37Bの形成形態は、前記実施形態1と同様である。
図5に示すように、本実施形態のチップソー31では、左右の面取り部34A・34Bの傾斜角度α1・α2を前述した通り、互いに相違せしめることにより、面取り部34A・34Bの下縁34a・34bにおいてギャップGが発生する。
図6に示すように、本実施形態では、前述した通り、チップ33において、右側の面取り部34Aの傾斜角度α1を左側の面取り部34Bの傾斜角度α2よりも大きくすることによって、パイプPを切断する場合、左側の切断面S2において右側の切断面S1よりも早く切断が行われる。そのため、バリPBは常に右側の切断面S1に発生することとなる。
したがって、例えば鋼管Pにおける左側の切断面S2側を鋼管Pのクランプ側P2(製品側)とし、右側の切断面S1側を鋼管Pのクロップ側P1(切り落とし側)とした場合、バリPBは必ず鋼管Pのクロップ側P1と共に落下するため、バリPBがチップ33に接触することはなく、チップ33の欠損が確実に防止されると共に、鋼管Pのクランプ側P2にバリPBが発生することはなく、そのため不良品の発生も確実に防止される。
(実施形態3)
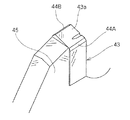
図7および図8に示すように、鋼管を切断するチップソー41は、その円板状台金42における鋸刃45の先端部に固定された超硬チップ43について、その刃先の両側に形成された左右の直線状の面取り部44A・44Bの形成形態が互いに異なることにより、左右非対称となされているものである。
すなわち、本実施形態では、前記実施形態1と同様、チップ43において、右側の面取り部44Aの幅W1は左側の面取り部44Bの幅W2よりも広幅となされており、また本実施形態では、更にチップ43の先端逃げ面43aは左側から右側に向かって徐々に低くなるように傾斜α5が付されている。
そして、本実施形態のチップソー41も前記実施形態1のチップソー21と同様の切断特性が得られる。
(実施形態4)
図9および図10に示すように、本実施形態に係るチップソー51は、円板状台金52における鋸刃55の先端部に固定されたチップ53について、その刃先の両側に形成された左右の直線状の面取り部54A・54Bの形成形態が互いに異なることによって左右非対称となされているものである。
すなわち、本実施形態では、前記実施形態2と同様、右側の面取り部54Aの傾斜角度α3が左側の面取り部54Bの傾斜角度α4よりも大きく設定されており、その結果、右側の面取り部54Aを左側の面取り部54Bよりも急傾斜としており、更に本実施形態ではチップ53の先端逃げ面53aが左側から右側に向かって徐々に低くなるように傾斜α6が付されている。
本実施形態のチップソー51も前記実施形態2のチップソー31と同様の切断特性が得られる。
(実施形態5)
図11に示すように、本実施形態に係るチップソー61は、円板状台金62における鋸刃65の先端部に固定されたチップ63について、その先端逃げ面63aが当該チップ63の刃幅方向中央から左右に傾斜する形状となされ、且つその傾斜面60A・60Bの傾斜角度α8・α9が互いに異なることにより、左右非対称となされているものである。
本発明のチップソーは、バリの発生をコントロールでき、またチップの磨耗抑制効果と鋼管のクロップ当接防止効果とを有することにより、従来のチップソーに比べて寿命の延ばすことができると共に、切断作業の効率を大幅に高めることが可能となるため、この種チップソーの分野において幅広い利用が期待できる。
1 チップソー
2 台金
3 硬質チップ
4A・4B 面取り部
2 台金
3 硬質チップ
4A・4B 面取り部
Claims (5)
- 円板状台金の外周に所定間隔をあけて鋸刃が形成され、該鋸刃の先端部にチップが一体に固定されたチップソーにおいて、チップがその刃幅方向で面取り部の形成形態が左右非対称となされている、チップソー。
- チップにおける左右の面取り幅が互いに異なることで該チップが左右非対称となされている、請求項1記載のチップソー。
- チップにおける左右の面取り角度が互いに異なることで該チップが左右非対称となされている、請求項1記載のチップソー。
- チップにおける先端逃げ面に刃幅方向の傾斜が付されることで更に左右非対称となされている、請求項2または請求項3記載のチップソー。
- 円板状台金の外周に所定間隔をあけて鋸刃が形成され、該鋸刃の先端部にチップが一体に固定されたチップソーにおいて、チップの先端逃げ面が、チップの刃幅方向中央から左右に傾斜する形状となされ、且つその傾斜面の傾斜角度が互いに異なることにより、左右非対称となされている、チップソー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112079A JP2012240152A (ja) | 2011-05-19 | 2011-05-19 | チップソー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112079A JP2012240152A (ja) | 2011-05-19 | 2011-05-19 | チップソー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012240152A true JP2012240152A (ja) | 2012-12-10 |
Family
ID=47462381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011112079A Withdrawn JP2012240152A (ja) | 2011-05-19 | 2011-05-19 | チップソー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012240152A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102148275B1 (ko) * | 2020-02-29 | 2020-08-26 | 곽기웅 | 칩배출부재를 갖는 원형톱 |
-
2011
- 2011-05-19 JP JP2011112079A patent/JP2012240152A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102148275B1 (ko) * | 2020-02-29 | 2020-08-26 | 곽기웅 | 칩배출부재를 갖는 원형톱 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6038594B2 (ja) | 突っ切り加工用工具 | |
| JP5584046B2 (ja) | 帯鋸刃の製造方法 | |
| JP5720080B2 (ja) | ねじ切り用切削工具 | |
| JP6241695B2 (ja) | 切削インサート | |
| US20070163416A1 (en) | Circular saw blade | |
| WO2013098963A1 (ja) | 金属切断用チップソー | |
| JP6845250B2 (ja) | チップ付き丸鋸刃 | |
| JPWO2013146211A1 (ja) | 切削インサート | |
| JPWO2012060173A1 (ja) | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 | |
| JP4420464B2 (ja) | チップソー | |
| JP2011167807A (ja) | 鋸刃及びその製造方法 | |
| JP4969089B2 (ja) | 溝入れ加工用切削インサート、溝入れ加工用切削工具および切削方法 | |
| JP6376653B2 (ja) | 金属切断用丸鋸 | |
| JP2012240152A (ja) | チップソー | |
| JP2011167805A (ja) | 溝入れ・突っ切り加工用切削インサート | |
| WO2015119259A1 (ja) | 切削インサート | |
| JP2014050903A (ja) | チップソー | |
| JP2008307621A (ja) | 荒切削用クリスマスカッタ | |
| JP4853958B2 (ja) | チップソー | |
| JP2012232368A (ja) | 突切りバイト | |
| JP5896466B2 (ja) | 金属切断用チップソー | |
| JP2012056067A (ja) | 金属切断用丸鋸 | |
| JP2009214250A (ja) | 金属切断用丸鋸 | |
| JP5607451B2 (ja) | 突切りバイト | |
| JP2011093092A (ja) | 金属切断用丸鋸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |