JP2012017191A - ロール直径の推定方法 - Google Patents
ロール直径の推定方法 Download PDFInfo
- Publication number
- JP2012017191A JP2012017191A JP2010156350A JP2010156350A JP2012017191A JP 2012017191 A JP2012017191 A JP 2012017191A JP 2010156350 A JP2010156350 A JP 2010156350A JP 2010156350 A JP2010156350 A JP 2010156350A JP 2012017191 A JP2012017191 A JP 2012017191A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- film
- diameter
- unwinding
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Abstract
【課題】フィルムを搬送するときに生じる張力の変動を防止して、皺の発生や、垂れを抑制したフィルム搬送を実現する。
【解決手段】フィルムの搬送中に、フィルムの初期厚さと、ロールの直径が変化する巻き出しロールと巻き取りロールの回転量と、フィルムの搬送経路中に設置されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き出しロールならびに巻き取りロールの初期直径にフィルムの初期厚さとそれぞれのロールのロール回転量とを掛け合わせた値を減算または加算して、この値に張力の設定値からの誤差である張力誤差にゲインを掛けたものを加算して、巻き出しロールと巻き取りロールのロール直径を推定する。この推定したロール直径と予め定めたフィルム搬送速度とに基づいてロールの回転速度を変化させて、フィルムにかかる張力の変動を防止する。
【選択図】図1
【解決手段】フィルムの搬送中に、フィルムの初期厚さと、ロールの直径が変化する巻き出しロールと巻き取りロールの回転量と、フィルムの搬送経路中に設置されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き出しロールならびに巻き取りロールの初期直径にフィルムの初期厚さとそれぞれのロールのロール回転量とを掛け合わせた値を減算または加算して、この値に張力の設定値からの誤差である張力誤差にゲインを掛けたものを加算して、巻き出しロールと巻き取りロールのロール直径を推定する。この推定したロール直径と予め定めたフィルム搬送速度とに基づいてロールの回転速度を変化させて、フィルムにかかる張力の変動を防止する。
【選択図】図1
Description
本発明は、サーボ機構で駆動される巻き出しロールと巻き取りロールによりフィルムを搬送するとともに、搬送途中でフィルムにかかる張力を測定する張力センサを有する搬送装置において、搬送中にロールの直径が変化する、巻き出しロールと巻き取りロールの直径の推定方法に関し、さらに、フィルムにかかる張力の変動を防止する方法に関する。
サーボ機構とは、物体の位置、方位、姿勢などを制御量として、目標値に追従するように自動で作動する機構である。
サーボ機構を用いた搬送装置により、搬送されるフィルムの張力を一定にして搬送するためには、フィルムが巻かれた巻き出しロールの直径、ならびにフィルムが巻かれた巻き取りロールの直径を検出することが大切である(以下では「フィルムが巻かれた」なる文言を省略し、単に巻き出しロールの直径、巻取りロールの直径という。)。例えば、直径の異なる巻き出しロールと巻き取りロールとを用いて、一定の搬送速度で、フィルムにかかる張力を一定にして、フィルムを搬送するためには、2つのロールの周速を一致させることが必要である。2つのロールの回転速度は、搬送速度をそれぞれのロールの直径と円周率で除算することで求まる。
サーボ機構を用いた搬送装置により、搬送されるフィルムの張力を一定にして搬送するためには、フィルムが巻かれた巻き出しロールの直径、ならびにフィルムが巻かれた巻き取りロールの直径を検出することが大切である(以下では「フィルムが巻かれた」なる文言を省略し、単に巻き出しロールの直径、巻取りロールの直径という。)。例えば、直径の異なる巻き出しロールと巻き取りロールとを用いて、一定の搬送速度で、フィルムにかかる張力を一定にして、フィルムを搬送するためには、2つのロールの周速を一致させることが必要である。2つのロールの回転速度は、搬送速度をそれぞれのロールの直径と円周率で除算することで求まる。
このとき、計算に用いるロールの直径と実際のロールの直径との間に誤差が有ると、2つのロールの周速は一致しないので、搬送するときにフィルムが引っ張られる、またはフィルムが緩むことになり、フィルムにかかる張力は変動してしまう。したがって、計算に用いるロールの直径を、できるだけ実際の直径に近づける必要がある。巻き出しロールと巻き取りロールの直径は、フィルムの搬送中に、時々刻々変化するので、フィルムにかかる張力も徐々に変動してしまう。
このような巻き出しロールと巻き取りロールの直径を計算する方法として、例えば、特許文献1に記載のように、巻き出しロール、巻き取りロールが1回転する間に、搬送したフィルムの搬送距離を測定し、ロールの直径と円周の関係から、直径を求める方法がある。
上記したように、巻き出しロールと巻き取りロールの直径は、フィルムを搬送しているときに、時々刻々変化してしまうので、特許文献1の方法では、ロールが1回転するまでロールの直径を推定することができず、すなわち、フィルムを搬送しているときのリアルタイムなロール直径の推定を行なうことができず、フィルムを搬送しているときに、フィルムにかかる張力が変動してしまう。
本発明は、巻き出しロールから巻き取りロールにフィルムを搬送中に、巻き出しロールと巻き取りロールの直径が変化しても、その変化を推定して、2つのロールの周速を一致させ、フィルムにかかる張力の変動を抑制することを目的とする。
上記の目的を達成するために、本発明においては、直径が変化する巻き出しロール、巻き取りロールのフィルム搬送中の回転量と、好ましくは張力センサの検出値を用いて、フィルム搬送中に時々刻々と変化する、巻き出しロールと巻き取りロールの直径を推定するようにしたものである。ロールの直径を推定して、この推定したロール直径と、予め定めたフィルムの搬送速度とから、巻き出しロールならびに巻き取りロールに回転速度指令を与えて、巻き出しロールならびに巻き取りロールの回転速度を変化させて、フィルムにかかる張力の変動を抑える。
張力センサとしては、デジタルで張力表示を行なえるものが好ましいが、これに限定されるものではない。
本発明によれば、サーボ機構で駆動される巻き出しロールならびに巻き取りロールを有し、巻き出しロールに搬送するフィルムが巻かれ、巻き取りロールに巻き出しロールから搬送されたフィルムを巻き取る搬送装置における巻き出しロールと巻き取りロールのロール直径の推定方法であって、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き出しロールの回転量を用いて、巻き出しロールの初期直径にフィルムの厚さと巻き出しロールのロール回転量とを掛け合わせた値を減算して、巻き出しロールのロール直径を推定するとともに、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き取りロールの回転量を用いて、巻き取りロールの初期直径にフィルムの厚さと巻き取りロールのロール回転量とを掛け合わせた値を加算して、巻き取りロールのロール直径を推定するものとする。
本発明によれば、サーボ機構で駆動される巻き出しロールならびに巻き取りロールを有し、巻き出しロールに搬送するフィルムが巻かれ、巻き取りロールに巻き出しロールから搬送されたフィルムを巻き取る搬送装置における巻き出しロールと巻き取りロールのロール直径の推定方法であって、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き出しロールの回転量を用いて、巻き出しロールの初期直径にフィルムの厚さと巻き出しロールのロール回転量とを掛け合わせた値を減算して、巻き出しロールのロール直径を推定するとともに、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き取りロールの回転量を用いて、巻き取りロールの初期直径にフィルムの厚さと巻き取りロールのロール回転量とを掛け合わせた値を加算して、巻き取りロールのロール直径を推定するものとする。
また、本発明によれば、サーボ機構で駆動される巻き出しロールならびに巻き取りロールを有し、巻き出しロールに搬送するフィルムが巻かれ、巻き取りロールに巻き出しロールから搬送されたフィルムを巻き取る搬送装置における巻き出しロールと巻き取りロールのロール直径の推定方法であって、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き出しロールの回転量と、フィルムの搬送経路中に設置されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き出しロールの初期直径にフィルムの厚さと巻き出しロールのロール回転量とを掛け合わせた値を減算して、この値に張力の設定値からの誤差である張力誤差にゲインを掛けたものを加算して、巻き出しロールのロール直径を推定するとともに、フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き取りロールの回転量と、フィルムの搬送経路中に接地されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き取りロールの初期直径にフィルムの厚さと巻き取りロールのロール回転量とを掛け合わせた値を加算して、この値に張力の設定値からの誤差である張力誤差のゲインを掛けたものを加算して、巻き取りロールのロール直径を推定するものとする。
さらに、本発明によれば、推定した巻き出しロール直径ならびに巻き取りロール直径をフィルムの搬送速度で除算して、巻き出しロールならびに巻き取りロールに回転角度指令を与えて巻き出しロールならびに巻き取りロールの回転速度を変化させるものとする。
また、巻き出しロールと巻き取りロールのロール直径の推定を、時間的に所定の間隔で、または計算間隔をできるだけ小さくして行なうことが好ましい。所定の間隔とは、ロールが1回転する時間を等分に例えば4分割、8分割、16分割などした時間を言い、ロールが1回転以上する時間は含まない。時間間隔を十分に短くして(最短2ms程度)推定すれば、張力の変動を最大限に抑えることができるので、最も好ましい。
さらに、巻き出しロールと巻き取りロールとの間には、少なくとも自由回転ロールと、張力センサが設置されてロールが配置されていることが好ましい。また、巻き出しロールと巻き取りロールの間には、第1の自由回転ロール、張力センサが設置されたロール、第2の自由回転ロールが、その順に配置されていることが好ましい。
本発明を薄膜製膜装置に適用するには、フィルムがフレキシブル素子を形成するためのフレキシブルフィルムであることが適切である。ロールにフィルムを巻くには、フィルムはフレキシブルな物が適している。
ここで、巻き出しロールと第1の自由回転ロールとの間、または第1の自由回転ロールと張力センサが設置されたロールとの間、または張力センサが設置されてロールと第2の自由回転ロールとの間、または第2の自由回転ロールと巻き出しロールとの間に、薄膜層を堆積するための薄膜製膜装置が配置されていることが良い。例えば太陽電池の薄膜層の形成は、フィルムがフレキシブルな場合、巻き出しロールから巻き出されたフィルムに薄膜層を形成した後、巻き取りロールに巻き取っており、本発明の適用対象として有効である。また、本発明では、フィルムにかかる全体としての張力を張力センサで測定するので、張力センサの後段に製造装置が配置されている構成でも差し支えない。
薄膜製膜装置が、薄膜太陽電池の金属電極層をスパッタ法により形成するものであること、薄膜製膜装置が、薄膜太陽電池の半導体層をプラズマCVD法により形成するものであること、が良い。金属電極層をスパッタ法により形成するロールツーロール方式、半導体層をプラズマCVD法により形成するステッピングロール方式ともに、本発明の適用対象とすることができる。
さらに、フレキシブルフィルムが、フィルムの幅方向を鉛直方向にして搬送されることが好ましい。なお、本明細書で言う「鉛直」とは、厳密な幾何学的な鉛直から±10度傾いているものも含めて言うものである。フィルムの幅方向を鉛直にして太陽電池の層を形成するものとしては、特許文献2が公知であり、特許文献2に示されるように、フィルムの幅方向上端および下端を、グリップローラで挟んで保持しながら層を形成することもできる。
次に、本発明について、さらに詳細に説明する。
巻き出しロールはサーボ機構で駆動されるので、その回転量は、サーボ機構のエンコーダで検出することができる。フィルムの搬送は、搬送を開始するときの巻き出しロールの直径を初期ロール直径として記憶しておき、この初期ロール直径から搬送を開始したときからの巻き出しロールの回転量と初期フィルム厚さt1を掛け合わせて、円周率で割った値を減じる。このようにして、搬送中に巻き出しロールが1回転する間、徐々に減少していく巻き出しロールの直径を推定することができる。これを式で表すと式(1)となる。
巻き出しロールはサーボ機構で駆動されるので、その回転量は、サーボ機構のエンコーダで検出することができる。フィルムの搬送は、搬送を開始するときの巻き出しロールの直径を初期ロール直径として記憶しておき、この初期ロール直径から搬送を開始したときからの巻き出しロールの回転量と初期フィルム厚さt1を掛け合わせて、円周率で割った値を減じる。このようにして、搬送中に巻き出しロールが1回転する間、徐々に減少していく巻き出しロールの直径を推定することができる。これを式で表すと式(1)となる。
[数1]
D=D0−(t1/π)θ 式(1)
ここで、Dはロール直径、D0は初期ロール直径、t1は初期フィルム厚さ、θはロールの回転量(単位:ラジアン)である。
D=D0−(t1/π)θ 式(1)
ここで、Dはロール直径、D0は初期ロール直径、t1は初期フィルム厚さ、θはロールの回転量(単位:ラジアン)である。
巻き取りロールの直径は、搬送中に増加してゆくので、初期ロール直径に、初期フィルム厚さt1が製膜されてフィルム厚さt2になったものを円周率で除算した値にロール回転量を乗算したものを、加算したものとする。これを式で表すと式(2)となる。
[数2]
D=D0+(t2/π)θ 式(2)
この式(1)ならびに式(2)で表されるロール直径Dと、予め定めたフィルムの搬送速度とから、ロールに回転速度指令を与え、ロールの回転速度を変化させる。
D=D0+(t2/π)θ 式(2)
この式(1)ならびに式(2)で表されるロール直径Dと、予め定めたフィルムの搬送速度とから、ロールに回転速度指令を与え、ロールの回転速度を変化させる。
さらに、初期のロール直径に、ロール回転量と初期フィルム厚さに応じた値と、設定張力と張力センサの検出値の差分にゲインを掛けた値を、初期ロール直径に加えることで、ロール直径を推定することができる。これを式で表すと巻き出しロール11のロール直径は式(3)となり、巻き取りロール16のロール直径は式(4)となる。式(3)では初期ロール直径D0にフィルム初期厚さt1をロール回転量θに応じて減算し、それに、設定張力と張力検出値の差TeにゲインKを乗じた値を加え、実際のロール直径Dを算出する。式(4)では初期ロール直径D0に製膜されたフィルム厚さt2をロール回転量に応じて加算し、それに設定張力と張力検出値の差TeにゲインKを乗じた値を加え、実際のロール直径Dを算出する。
[数3]
D=D0−(t1/π)θ+K×Te 式(3)
D=D0−(t1/π)θ+K×Te 式(3)
[数4]
D=D0+(t2/π)θ+K×Te 式(4)
この式(3)ならびに式(4)で表されるロール直径Dと、予め定めたフィルムの搬送速度とから、ロールに回転速度指令を与え、ロールの回転速度を変化させる。
D=D0+(t2/π)θ+K×Te 式(4)
この式(3)ならびに式(4)で表されるロール直径Dと、予め定めたフィルムの搬送速度とから、ロールに回転速度指令を与え、ロールの回転速度を変化させる。
以上のように、搬送中に直径が変化する巻き出しロールと巻き取りロールの直径を推定することにより、巻き出しロール、巻き取りロールが1回転する間に、連続的にもロール直径を推定することが可能になり、ロールの回転速度を変化させて、ロール直径の変動に起因する、搬送中の張力変動を抑えることができる。すなわち、推定したロール直径と予め定めたフィルムの搬送速度とに基づいてロールに回転速度指令を与えることにより、ロールの回転速度を変化させて、搬送中にフィルムにかかる張力の変動を抑える。
とくに、太陽電池製造装置で、フィルムの幅方向が鉛直方向の場合は、張力の変動は、通常の皺だけでなく、フィルムの進行方向に沿ったフィルムの折れ、また、フィルムが鉛直であるが故の重力方向へのフィルムの垂れももたらすので、これらを防止できる本発明の効果は、より顕著なものとなる。
本発明を実施するための形態を図面に基づいて説明する。
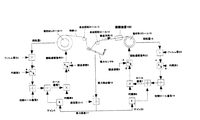
図1は本発明の実施例を示す図である。図1では、巻き出しロール11から薄膜(フィルム)12が、巻き取りロール16まで搬送されるシステム(装置)を示している。このシステムにおいて、巻き出しロール11と巻き取りロール16の、搬送中の直径を推定する。
図1は本発明の実施例を示す図である。図1では、巻き出しロール11から薄膜(フィルム)12が、巻き取りロール16まで搬送されるシステム(装置)を示している。このシステムにおいて、巻き出しロール11と巻き取りロール16の、搬送中の直径を推定する。
図1において、巻き出しロール11の回転量と初期フィルム厚さ2とを乗算し、この値を円周率3で除算したものを、初期ロール直径4から減算する。この値に、張力センサ9で検出した張力検出値18と設定張力の値10とを比較した張力誤差17にゲイン5を乗算した値を加算する。こうして求められた巻き出しロール直径7に円周率6を乗算した値で搬送速度8を除算することにより、回転速度指令21を求め、巻き出しロール11にフィードバックする。
一方、巻き取りロール16の回転量と製膜されたフィルム厚さ2とを乗算し、この値を円周率3で除算したものを、初期ロール直径に加算する。この値に、張力センサ9で検出した張力検出値18と設定張力の値10とを比較した張力誤差17にゲイン20を乗算した値を加算する。こうして求められた巻取りロール直径7に円周率6を乗算した値で搬送速度8を除算することにより、回転速度指令22を求め、巻き取りロール16にフィードバックする。
この装置は、張力センサ9と、自由回転ロール13、14を備えている。フィルム12は、搬送方向15に、すなわち巻き取りロール16の方向に搬送される。この搬送では、巻き出しロール11と巻き取りロール16を、図1で見て右回転させることで行なう。このとき、巻き出しロール11は搬送とともに、ロールに巻かれているフィルム12の量が減るので、ロール直径が減少する。
このため、図1のような計算アルゴリズムで、巻き出しロール11の回転速度を計算し、巻き出しロール11のロール直径7を、搬送中に随時計算していく。基本的な考え方は、初期ロール直径4に、巻き出しロール11が回転した分だけ、フィルム厚さ2を減算していくものである。巻き出しロール11が1回転すると、巻き出しロール11のロール直径はフィルム厚さ2の2倍減少する。このため、初期ロール直径4から、回転量1とフィルム厚さ2を掛け合わせて円周率で除算した値を減算している。
これだけでも基本的には搬送中のロール直径の推定には問題は無いが、フィルム厚さ2が実際と異なった場合、また初期ロール直径が実際と異なっていた場合に備えて、張力誤差17に、ゲイン5を掛け合わせた値を、初期ロール直径4に加えている。
フィルム厚さ2が、実際よりも厚かった場合は、回転量1に応じてロール直径7を減算していくと、ロール直径7は実際よりも細くなってしまい、徐々に巻き出しロール11が速く回転することになる。そのため、フィルム12が巻き出しロール11によって緩められることになり、張力が落ちて(小さくなって)しまうので、張力検出値18は、設定張力10よりも小さくなり、張力誤差が正に大きくなる。そして、張力誤差17に、ゲイン5を掛け合わせた値を初期ロール直径4に加算することで、ロール直径7は大きくなるので、実際のロール直径に近づく。
初期ロール直径4が実際よりも太い(大きい)場合は、回転量1に応じたフィルム厚さ2を初期ロール直径4に加えても、生じているロール直径7の誤差は解消することができない。すると、ロール直径が実際よりも太いので、巻き出しロール11は遅く回転することになり、フィルム12は引っ張られ、張力検出値18が設定張力10よりも大きくなる。そこで、負に大きくなった張力誤差17にゲイン5を掛け合わせ、初期ロール直径4に加えることで、ロール直径7は小さくなり、実際のロール直径に近づく。
巻き取りロール16の直径の推定は、巻き出しロールの場合と同じだが、巻き取りロール16では、フィルム12を巻き取るにつれて、その直径が増えるので、計算の符号が異なる。
一例として、巻き出しロール11の初期ロール直径4を200mm、巻き取りロール16の初期ロール直径19を100mm、フィルム厚さを0.5mmとし、フィルムのヤング率を100GPa、フィルムの高さ(幅)を400mm、巻き出しロール11から巻き取りロール16までのフィルム搬送距離を5mとする。この場合、フィルムのバネ定数は4000kN/mと計算される。したがって、フィルムが0.1mm伸縮しただけでも400Nの張力変動となってしまう。フィルム厚さに1%の誤差があったとし、張力フィードバックが無い場合、フィルムを1m搬送しただけでも、フィルムは約0.2mm伸縮してしまい、張力は800Nの変動を起こしてしまう。
本発明のように張力フィードバックを加えて直径補正を行ない、推定されたロール直径7と予め定めた一定のフィルム搬送速度8とに基づいて、回転速度指令21、22を巻き出しロール11ならびに巻き取りロール16に与えて、ロール11,16の回転速度を変化させると、このような張力変動を抑制することが可能になり、よってフィルムの皺の発生、フィルムの垂れなどを、効果的に防止することが可能になる。
なお、ゲイン5の調整は、フィードバック系の遅れや、フィルム厚さの変動といった要因を考慮する必要があるので、そのシステム毎に調整を行なう必要があるが、例えばフィルム12に形成する膜の形成条件が変わらなければ、1回で決まる。
次に、本発明を薄膜太陽電池の製造装置に適用した場合の装置構成について説明する。
図1で、巻き出しロール11と自由回転ロール13との間、または自由回転ロール13と張力センサ9が付設されたロールとの間、または張力センサ9が付設されたロールと自由回転ロール14との間、または自由回転ロール14と巻き取りロール16との間に、製膜装置100を配置する。
図1で、巻き出しロール11と自由回転ロール13との間、または自由回転ロール13と張力センサ9が付設されたロールとの間、または張力センサ9が付設されたロールと自由回転ロール14との間、または自由回転ロール14と巻き取りロール16との間に、製膜装置100を配置する。
張力は、フィルム12の全体にかかるので、製膜装置の位置は、張力センサ9が付設されたロールの前段でも良いし、後段でも良い。
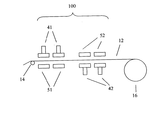
図2の例は、巻き取りロール16と自由回転ロール14との間に、製膜装置100を配置した例である。図2では、真空系など、装置の詳細は省略して示してある。
図2の例は、巻き取りロール16と自由回転ロール14との間に、製膜装置100を配置した例である。図2では、真空系など、装置の詳細は省略して示してある。
この図2の装置は、ロールツーロール方式により、フレキシブルフィルムの両面に薄膜金属層をスパッタ法により形成する製膜装置である。図2の製膜装置100では、前段で、対向する電極41と51とにより、フィルムの一方の面に金属層をスパッタ蒸着し。後段の対向する電極42と52とにより、フィルムの他の一方の面に金属層をスパッタ蒸着している。フィルムの両面に金属層を形成する製膜装置としては、薄膜太陽電池、例えばSCAF構造の薄膜太陽電池の製造装置が挙げられる。図2で、41、42はヒータ(接地電極)、51、52はターゲット(印加電極)である。
この装置により金属層を形成したフィルム12を、巻き取りロール16により巻き取る。
本例の場合でも先の例と同様に、張力フィードバックを加えて、ロールの直径補正を行ない、補正したロール直径と予め定めたフィルム搬送速度とに基づいて、ロールに回転速度の補正指令を与えて、フィルムにかかる張力の変動を抑える。薄膜太陽電池では、フィルムに皺が生じると、その歩留まりが著しく減少するので、本発明を適用する効果は大きい。
本例の場合でも先の例と同様に、張力フィードバックを加えて、ロールの直径補正を行ない、補正したロール直径と予め定めたフィルム搬送速度とに基づいて、ロールに回転速度の補正指令を与えて、フィルムにかかる張力の変動を抑える。薄膜太陽電池では、フィルムに皺が生じると、その歩留まりが著しく減少するので、本発明を適用する効果は大きい。
他の薄膜製膜装置の例として、図示しない、プラズマCVD法により薄膜太陽電池のn層、i層、p層を形成する、ステッピングロール方式の製造装置がある。ステッピングロール方式の製造装置では、シングルセルの製造装置のみならず、タンデムセル、トリプルセルを製造することもできる。張力センサ9は真空中に位置する。
ステッピングロール方式の装置の場合、製膜中はフィルムは停止しているが、停止状態からフィルムを加速する時の速度と、フィルムが製膜室間を一定に進行する場合の速度と、フィルムが減速する時の速度がある。本発明をステッピングロール方式の製造装置に適用する場合には、これら3つの速度を、予め定めておく。
なお、図2のロールツーロール方式の装置でも、上記のステッピングロール方式の装置でも、フィルムの幅方向が鉛直方向になるようにして、各層を形成するものであるが、フィルムの幅方向を水平方向にして各層を製膜することもできる。
特許文献3に記載の発明は、巻き出しロールから巻き出したフィルムに薄膜を形成して巻き取りロールの巻き取り、その後、フィルムの進行方向を逆転させて、巻き取りロールからフィルムを巻き出して、別の層をフィルムに形成して、巻き出しロールに巻き取るものである。すなわち、フィルムをロール間で往復させて、その都度、薄膜を形成するものである。
このような構成の装置に対しても、本発明を適用することができる。巻き取りロール16から巻き出しロール11にフィルムを巻き取る際にも、上記したセンシング手段である張力センサにより張力を検出し、フィードバックを掛けて、巻き取りロール16、巻き出しロール11の直径を推定して、この推定されたロール直径と、予め定められたフィルム搬送速度とから、巻き取りロール16、巻き出しロール11の回転速度を変化させて、張力の変動を抑えることができる。
1、18 回転量
2 フィルム厚さ
3、6 円周率
4、19 初期ロール直径
5、20 ゲイン
7 ロール直径
8 搬送速度
9 張力センサ
10 設定張力
11 巻き出しロール
12 薄膜(フィルム)
13、14 自由回転ロール
15 搬送方向
16 巻き取りロール
18 回転量
21、22 回転速度指令
41、42 接地電極
51、52 印加電極
100 製膜装置
2 フィルム厚さ
3、6 円周率
4、19 初期ロール直径
5、20 ゲイン
7 ロール直径
8 搬送速度
9 張力センサ
10 設定張力
11 巻き出しロール
12 薄膜(フィルム)
13、14 自由回転ロール
15 搬送方向
16 巻き取りロール
18 回転量
21、22 回転速度指令
41、42 接地電極
51、52 印加電極
100 製膜装置
Claims (11)
- サーボ機構で駆動される巻き出しロールならびに巻き取りロールを有し、巻き出しロールに搬送するフィルムが巻かれ、巻き取りロールに巻き出しロールから搬送されたフィルムを巻き取る搬送装置における巻き出しロールと巻き取りロールのロール直径の推定方法であって、
フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き出しロールの回転量を用いて、巻き出しロールの初期直径にフィルムの厚さと巻き出しロールのロール回転量とを掛け合わせた値を減算して、巻き出しロールのロール直径を推定するとともに、
フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き取りロールの回転量を用いて、巻き取りロールの初期直径にフィルムの厚さと巻き取りロールのロール回転量とを掛け合わせた値を加算して、巻き取りロールのロール直径を推定すること、
を特徴とするロール直径の推定方法。 - サーボ機構で駆動される巻き出しロールならびに巻き取りロールを有し、巻き出しロールに搬送するフィルムが巻かれ、巻き取りロールに巻き出しロールから搬送されたフィルムを巻き取る搬送装置における巻き出しロールと巻き取りロールのロール直径の推定方法であって、
フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き出しロールの回転量と、フィルムの搬送経路中に設置されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き出しロールの初期直径にフィルムの厚さと巻き出しロールのロール回転量とを掛け合わせた値を減算して、この値に張力の設定値からの誤差である張力誤差にゲインを掛けたものを加算して、巻き出しロールのロール直径を推定するとともに、
フィルムの搬送中に、フィルムの厚さと、フィルムが巻かれたロールの直径が変化する巻き取りロールの回転量と、フィルムの搬送経路中に接地されたフィルムにかかる張力を測定する張力センサから検出した張力値とを用いて、巻き取りロールの初期直径にフィルムの厚さと巻き取りロールのロール回転量とを掛け合わせた値を加算して、この値に張力の設定値からの誤差である張力誤差のゲインを掛けたものを加算して、巻き取りロールのロール直径を推定すること、
を特徴とするロール直径の推定方法。 - 推定した巻き出しロール直径ならびに巻き取りロール直径をフィルムの搬送速度で除算して、巻き出しロールならびに巻き取りロールに回転角度指令を与えて巻き出しロールならびに巻き取りロールの回転速度を変化させることを特徴とする請求項1または請求項2に記載のロール直径の推定方法。
- 巻き出しロールと巻き取りロールのロール直径の推定を、時間的に所定の間隔で、または連続して行なうことを特徴とする請求項1ないし請求項3のいずれか1項に記載のロール直径の推定方法。
- 巻き出しロールと巻き取りロールの間には、少なくとも自由回転ロールと、張力センサが設置されたロールとが、配置されていることを特徴とする請求項1ないし請求項4のいずれか1項に記載のロール直径の推定方法。
- 巻き出しロールと巻き取りロールの間には、第1の自由回転ロールと、張力センサが設置されたロールと、第2の自由回転ロールとが、この准に配置されていることを特徴とする請求項1ないし請求項5のいずれか1項に記載のロール直径の推定方法。
- フィルムがフレキシブル素子を形成するためのフレキシブルフィルムであることを特徴とする請求項5または請求項6に記載のロール直径の推定方法。
- 巻き出しロールと第1の自由回転ロールとの間、または第1の自由回転ロールと張力センサが設置されたロールとの間、または張力センサが設置されてロールと第2の自由回転ロールとの間、または第2の自由回転ロールと巻き出しロールとの間に、薄膜層を堆積するための薄膜製膜装置が配置されていることを特徴とする請求項6に記載のロール直径の推定方法。
- 薄膜製膜装置が、薄膜太陽電池の金属電極層をスパッタ法により形成するものであることを特徴とする請求項8に記載のロール直径の推定方法。
- 薄膜製膜装置が、薄膜太陽電池の半導体層をプラズマCVD法により形成するものであることを特徴とする請求項8に記載のロール直径の推定方法。
- フレキシブルフィルムが、フィルムの幅方向を鉛直方向にして搬送されることを特徴とする請求項8ないし請求項10のいずれか1項に記載のロール直径の推定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010156350A JP2012017191A (ja) | 2010-07-09 | 2010-07-09 | ロール直径の推定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010156350A JP2012017191A (ja) | 2010-07-09 | 2010-07-09 | ロール直径の推定方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012017191A true JP2012017191A (ja) | 2012-01-26 |
Family
ID=45602725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010156350A Withdrawn JP2012017191A (ja) | 2010-07-09 | 2010-07-09 | ロール直径の推定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012017191A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013122090A1 (ja) * | 2012-02-13 | 2013-08-22 | 日産自動車株式会社 | 搬送装置および搬送方法 |
| KR101754593B1 (ko) * | 2016-01-25 | 2017-07-06 | 동인엔지니어링 (주) | 페이퍼 롤 지름 결정방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6210613U (ja) * | 1985-07-04 | 1987-01-22 | ||
| JPH0321052U (ja) * | 1989-07-06 | 1991-03-01 | ||
| JPH09278240A (ja) * | 1996-04-18 | 1997-10-28 | Nishimura Seisakusho:Kk | 巻出または巻取ロールの初期径を求める方法および装置 |
| JP3289754B2 (ja) * | 1994-07-21 | 2002-06-10 | 株式会社安川電機 | インバータ駆動電動機の静止張力による巻取り巻戻し制御装置 |
| JP2003134899A (ja) * | 2001-10-16 | 2003-05-09 | Nippon Reliance Kk | 巻取り装置およびその制御方法 |
| JP2005231832A (ja) * | 2004-02-20 | 2005-09-02 | Mitsubishi Electric Corp | 巻出し巻取装置及びこれを用いた巻出し巻取システム |
| JP2007084317A (ja) * | 2005-09-26 | 2007-04-05 | Oriental Motor Co Ltd | モーター制御装置 |
| JP2009057632A (ja) * | 2007-08-03 | 2009-03-19 | Fuji Electric Holdings Co Ltd | 薄膜積層体の製造装置 |
-
2010
- 2010-07-09 JP JP2010156350A patent/JP2012017191A/ja not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6210613U (ja) * | 1985-07-04 | 1987-01-22 | ||
| JPH0321052U (ja) * | 1989-07-06 | 1991-03-01 | ||
| JP3289754B2 (ja) * | 1994-07-21 | 2002-06-10 | 株式会社安川電機 | インバータ駆動電動機の静止張力による巻取り巻戻し制御装置 |
| JPH09278240A (ja) * | 1996-04-18 | 1997-10-28 | Nishimura Seisakusho:Kk | 巻出または巻取ロールの初期径を求める方法および装置 |
| JP2003134899A (ja) * | 2001-10-16 | 2003-05-09 | Nippon Reliance Kk | 巻取り装置およびその制御方法 |
| JP2005231832A (ja) * | 2004-02-20 | 2005-09-02 | Mitsubishi Electric Corp | 巻出し巻取装置及びこれを用いた巻出し巻取システム |
| JP2007084317A (ja) * | 2005-09-26 | 2007-04-05 | Oriental Motor Co Ltd | モーター制御装置 |
| JP2009057632A (ja) * | 2007-08-03 | 2009-03-19 | Fuji Electric Holdings Co Ltd | 薄膜積層体の製造装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013122090A1 (ja) * | 2012-02-13 | 2013-08-22 | 日産自動車株式会社 | 搬送装置および搬送方法 |
| US9415942B2 (en) | 2012-02-13 | 2016-08-16 | Nissan Motor Co., Ltd. | Conveyor and conveying method |
| KR101754593B1 (ko) * | 2016-01-25 | 2017-07-06 | 동인엔지니어링 (주) | 페이퍼 롤 지름 결정방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5964411B2 (ja) | コーティングプロセスにおいてフレキシブル基板をパッシベーションするためのデバイスおよび方法 | |
| US7946247B2 (en) | Coating layer thickness measurement mechanism and coating layer forming apparatus using the same | |
| US20160340776A1 (en) | Roller for spreading of a flexible substrate, apparatus for processing a flexible substrate and method of operating thereof | |
| KR101689095B1 (ko) | 유리 필름 반송 장치 | |
| TWI582257B (zh) | 濺鍍裝置 | |
| TWI592510B (zh) | 用於反應性沉積製程之閉迴路控制組件及其控制方法與沉積裝置 | |
| JP2009038276A (ja) | 薄膜積層体の製造装置 | |
| JP2012236676A (ja) | フィルムの巻きズレ修正装置およびその巻きズレ修正方法 | |
| JP2012017191A (ja) | ロール直径の推定方法 | |
| JP2009057632A (ja) | 薄膜積層体の製造装置 | |
| US20120160165A1 (en) | Apparatus for manufacturing a thin film laminate | |
| JP2009038277A (ja) | 薄膜積層体の製造装置 | |
| JP6129354B2 (ja) | ウェブガイド制御ユニット、ウェブ処理装置、及びそれらを操作するための方法 | |
| CN104395214A (zh) | 连续的卷盘到卷盘的装置 | |
| JP2015021173A (ja) | 成膜装置 | |
| WO2017042614A1 (en) | Deposition system | |
| JP2016140832A (ja) | 連続体の塗布装置および塗膜付基材の製造方法 | |
| JP2014074221A (ja) | 真空成膜装置及び真空成膜方法 | |
| JP2001322755A (ja) | 円周長自動制御方法およびシート状物の巻き取り方法 | |
| JP2017119613A (ja) | ガラスリボン成膜装置及びガラスリボン成膜方法 | |
| TW201920728A (zh) | 用以在一真空腔室中使用之熱處理設備、用以沈積材料於一軟質基材上之沈積設備、在一真空腔室中熱處理一軟質基材之方法、及處理一軟質基材之方法 | |
| WO2020025102A1 (en) | Method of coating a flexible substrate with a stack of layers, layer stack, and deposition apparatus for coating a flexible substrate with a stack of layers | |
| JP3274366B2 (ja) | 透明電極薄膜の製造方法 | |
| WO2012169386A1 (ja) | シート部材の搬送方法及び搬送装置 | |
| JP7572997B2 (ja) | 真空処理装置及び真空処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20140310 |