JP2011521817A - 可撓性材料でできたチューブを製造するための手順 - Google Patents
可撓性材料でできたチューブを製造するための手順 Download PDFInfo
- Publication number
- JP2011521817A JP2011521817A JP2011512156A JP2011512156A JP2011521817A JP 2011521817 A JP2011521817 A JP 2011521817A JP 2011512156 A JP2011512156 A JP 2011512156A JP 2011512156 A JP2011512156 A JP 2011512156A JP 2011521817 A JP2011521817 A JP 2011521817A
- Authority
- JP
- Japan
- Prior art keywords
- skirt
- appendage
- head
- cut
- procedure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/20—Flexible squeeze tubes, e.g. for cosmetics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14598—Coating tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0027—Gate or gate mark locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
- B29C2045/0058—Shaping removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14901—Coating a sheet-like insert smaller than the dimensions of the adjacent mould wall
- B29C2045/14918—Coating a sheet-like insert smaller than the dimensions of the adjacent mould wall in-mould-labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/1693—Making multilayered or multicoloured articles shaping the first molding material before injecting the second molding material, e.g. by cutting, folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/20—Flexible squeeze tubes, e.g. for cosmetics
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Tubes (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Sewage (AREA)
- Details Of Indoor Wiring (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
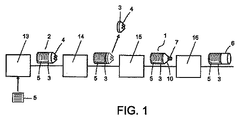
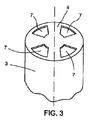
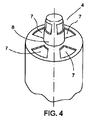
− スカート(3)と付属物(4)によって形成するユニット(2)を製造し、この付属物(4)をスカート(3)の一端に配置し且つ上記端を部分的にまたは完全に閉じ、およびこのユニット(2)のこのまたはこれらの射出点が上記付属物(4)上に位置する射出段階(13);
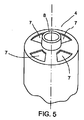
− この付属物(4)を完全にまたは部分的に切断し、言換えればこの付属物(4)の少なくとも一部および任意にこの付属物(4)の全てとスカート(3)の一部さえも切断し、切断した部分を除去する切断段階(14);この図は、付属物(4)の全体とスカート(3)の一部を切断した実施例を示すことに注意すべきである;
− ヘッド(10)をスカート(3)と付属物(4)によって形成するユニット(2)の部分の、切断した部分を除去した後に残る何れかの領域上にオーバーモールドするオーバーモールド段階(15)を含む。
Claims (13)
- 可撓性材料ででき且つスカート(3)とヘッド(10)を備えるチューブ(1)を製造するための手順で、このスカート(3)は、大体の形が円形、楕円形またはその他の断面のプリズムであり、このチューブ(1)の本体を形成し且つその対向する面が開き、およびこのヘッド(10)がこのスカート(3)の開いた面の少なくとも一つを閉じるカバーであり、上記ヘッド(10)は、任意にこのチューブの内容物を放出するためのおよびキャップ(6)またはその他の閉鎖部材を接続するための要素(7)を含む手順であって、以下の段階、即ち:
− スカート(3)と付属物(4)によって形成するユニット(2)を製造し、この付属物(4)をスカート(3)の一端に配置し且つ上記端を部分的にまたは完全に閉じ、およびこのまたはこれらの射出点が上記付属物(4)上に位置する射出段階(13);
− この付属物(4)を完全にまたは部分的に切断し、切断した部分を除去する切断段階(14);
− このヘッド(10)をこのスカート(3)と付属物(4)によって形成するユニット(2)の部分の、切断した部分を除去した後に残る何れかの領域上にオーバーモールドするオーバーモールド段階(15)を含むことを特徴とする手順。 - 請求項1による製造手順に於いて、上記ヘッド(10)を上記スカート(3)と付属物(4)によって形成する上記ユニット(2)の切断を行う領域上にオーバーモールドすることを特徴とする手順。
- 請求項1による製造手順に於いて、上記付属物(4)を部分的に切断することを特徴とする手順。
- 請求項1による製造手順に於いて、上記付属物(4)を全部切断することを特徴とする手順。
- 請求項4による製造手順に於いて、上記スカート(3)の一部も切断することを特徴とする手順。
- 請求項5による製造手順に於いて、上記切断段階(14)の前に、上記スカート付属物ユニットを代替印刷または装飾技術によって装飾すること、および上記切断段階(14)上記付属物(4)および上記スカート(3)の一部を、上記スカートの残部上の装飾が上記スカート(3)の縁に達するように、除去することを特徴とする手順。
- 請求項1による製造手順に於いて、上記射出段階(13)がインモールドラベル付けを含み、それによって上記スカート(3)にレベル(5)を供給することを特徴とする手順。
- 可撓性材料ででき且つスカート(3)とヘッド(10)を備えるチューブ(1)を製造するための手順で、このスカート(3)は、大体の形が円形、楕円形またはその他の断面のプリズムであり、このチューブ(1)の本体を形成し且つその対向する面が開き、およびこのヘッド(10)がこのスカート(3)の開いた面の少なくとも一つを閉じるカバーであり、上記ヘッド(10)は、任意にこのチューブの内容物を放出するためのおよびキャップ(6)またはその他の閉鎖部材を接続するための要素(7)を含む手順であって、以下の段階、即ち:
− スカート(3)と付属物(4)によって形成するユニット(2)を配置し、この付属物(4)をスカート(3)の一端に配置し且つ上記端を完全にまたは部分的に閉じ、およびこのまたはこれらの射出点が上記付属物(4)上に位置する;
− この付属物(4)を完全にまたは部分的に切断し、切断した部分を除去する切断段階(14);
− このヘッド(10)をこのスカート(3)と付属物(4)によって形成するユニット(2)の部分の、切断した部分を除去した後に残る何れかの領域上にオーバーモールドするオーバーモールド段階(15)を含むことを特徴とする手順。 - 請求項8による製造手順に於いて、上記ヘッド(10)を上記スカート(3)と付属物(4)によって形成する上記ユニット(2)の切断を行う領域上にオーバーモールドすることを特徴とする手順。
- 請求項8による製造手順に於いて、上記付属物(4)を部分的に切断することを特徴とする手順。
- 請求項8による製造手順に於いて、上記付属物(4)を全部切断することを特徴とする手順。
- 請求項11による製造手順に於いて、上記スカート(3)の一部も切断することを特徴とする手順。
- 請求項12による製造手順に於いて、上記切断段階(14)の前に、上記スカート付属物ユニットを代替印刷または装飾技術によって装飾すること、および上記切断中上記付属物(4)および上記スカート(3)の一部を、上記スカートの残部上の装飾が上記スカート(3)の縁に達するように、除去することを特徴とする手順。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/ES2008/000401 WO2009147254A1 (es) | 2008-06-04 | 2008-06-04 | Procedimiento de fabricación de un tubo de materiales flexibles |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013213528A Division JP5698818B2 (ja) | 2013-10-11 | 2013-10-11 | 可撓性材料でできたチューブを製造するための手順 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011521817A true JP2011521817A (ja) | 2011-07-28 |
Family
ID=41397756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011512156A Pending JP2011521817A (ja) | 2008-06-04 | 2008-06-04 | 可撓性材料でできたチューブを製造するための手順 |
Country Status (27)
| Country | Link |
|---|---|
| US (1) | US8444894B2 (ja) |
| EP (1) | EP2301744B1 (ja) |
| JP (1) | JP2011521817A (ja) |
| KR (1) | KR101542786B1 (ja) |
| CN (1) | CN102066099B (ja) |
| AR (1) | AR071998A1 (ja) |
| AU (1) | AU2008357336B2 (ja) |
| BR (1) | BRPI0822457B1 (ja) |
| CA (1) | CA2726479C (ja) |
| CL (1) | CL2009001352A1 (ja) |
| CY (1) | CY1121553T1 (ja) |
| DK (1) | DK2301744T3 (ja) |
| EA (1) | EA018561B1 (ja) |
| ES (1) | ES2555965T3 (ja) |
| HR (1) | HRP20151291T1 (ja) |
| HU (1) | HUE028219T2 (ja) |
| IL (1) | IL209429A (ja) |
| MA (1) | MA32454B1 (ja) |
| MX (1) | MX2010012908A (ja) |
| PL (1) | PL2301744T3 (ja) |
| PT (1) | PT2301744E (ja) |
| RS (1) | RS53728B1 (ja) |
| SI (1) | SI2301744T1 (ja) |
| TN (1) | TN2010000562A1 (ja) |
| TW (1) | TWI556938B (ja) |
| UA (1) | UA100894C2 (ja) |
| WO (1) | WO2009147254A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2787679C (en) | 2010-01-22 | 2018-05-22 | Tubi Pty Ltd | Modular pipe formation apparatus |
| ES2369809B1 (es) | 2010-05-10 | 2012-10-15 | Ctl-Th Packaging, S.L. Unipersonal | Tubo de material flexible, procedimiento de fabricación de tubos de material flexible, y formulación utilizada. |
| FR3005597B1 (fr) * | 2013-05-16 | 2015-08-21 | Stiplastics | Procede de fabrication d'un objet tubulaire revetu d'un film de fonctionnalisation, et objet obtenu par ledit procede |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03169608A (ja) * | 1989-11-30 | 1991-07-23 | Yoshino Kogyosho Co Ltd | チューブ容器及びその製造方法 |
| EP1710068A1 (en) * | 2004-01-28 | 2006-10-11 | Tuboplast Hispania, S.A. | Manufacture of tubes in flexible materials by prior injection of the tube body with labelling in the mould |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE647935A (ja) * | 1963-10-15 | 1964-11-16 | ||
| US3855380A (en) * | 1971-06-09 | 1974-12-17 | Wheeling Stamping Co | Method for manufacturing unitary, seamless, collapsible thermoplastic tubes |
| US5800770A (en) * | 1994-04-15 | 1998-09-01 | Owens-Brockway Plastic Products Inc. | Method of making a flexible tube |
| US5529743A (en) * | 1994-06-30 | 1996-06-25 | Steere Enterprises, Inc. | Methods for the manufacture of clean air ducts |
| AU2002311184B2 (en) * | 2001-07-03 | 2007-06-07 | Kabushiki Kaisha Top | Method of manufacturing outer tube of injector |
| KR100530586B1 (ko) * | 2004-02-27 | 2005-11-23 | 천효원 | 튜브 헤더부 성형장치 |
| US20090026221A1 (en) * | 2005-02-01 | 2009-01-29 | Tuboplast Hispania, S.A. | Tube made of flexible material, with pre-injected skirt and semihead, including in-mould labelling, and its manufacturing procedure |
-
2008
- 2008-06-04 RS RS20100521A patent/RS53728B1/en unknown
- 2008-06-04 UA UAA201015853A patent/UA100894C2/ru unknown
- 2008-06-04 KR KR1020117000003A patent/KR101542786B1/ko active IP Right Grant
- 2008-06-04 PT PT87754297T patent/PT2301744E/pt unknown
- 2008-06-04 JP JP2011512156A patent/JP2011521817A/ja active Pending
- 2008-06-04 SI SI200831542T patent/SI2301744T1/sl unknown
- 2008-06-04 BR BRPI0822457A patent/BRPI0822457B1/pt active IP Right Grant
- 2008-06-04 EA EA201071375A patent/EA018561B1/ru unknown
- 2008-06-04 MX MX2010012908A patent/MX2010012908A/es active IP Right Grant
- 2008-06-04 HU HUE08775429A patent/HUE028219T2/en unknown
- 2008-06-04 CA CA2726479A patent/CA2726479C/en active Active
- 2008-06-04 US US12/996,451 patent/US8444894B2/en active Active
- 2008-06-04 WO PCT/ES2008/000401 patent/WO2009147254A1/es active Application Filing
- 2008-06-04 CN CN200880129605.3A patent/CN102066099B/zh not_active Expired - Fee Related
- 2008-06-04 DK DK08775429.7T patent/DK2301744T3/en active
- 2008-06-04 EP EP08775429.7A patent/EP2301744B1/en active Active
- 2008-06-04 PL PL08775429T patent/PL2301744T3/pl unknown
- 2008-06-04 AU AU2008357336A patent/AU2008357336B2/en not_active Ceased
- 2008-06-04 ES ES08775429.7T patent/ES2555965T3/es active Active
-
2009
- 2009-06-02 TW TW098118165A patent/TWI556938B/zh active
- 2009-06-03 AR ARP090101991A patent/AR071998A1/es active IP Right Grant
- 2009-06-03 CL CL2009001352A patent/CL2009001352A1/es unknown
-
2010
- 2010-11-18 IL IL209429A patent/IL209429A/en active IP Right Grant
- 2010-12-03 TN TNP2010000562A patent/TN2010000562A1/fr unknown
-
2011
- 2011-01-04 MA MA33491A patent/MA32454B1/fr unknown
-
2015
- 2015-11-27 HR HRP20151291TT patent/HRP20151291T1/hr unknown
- 2015-12-11 CY CY20151101134T patent/CY1121553T1/el unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03169608A (ja) * | 1989-11-30 | 1991-07-23 | Yoshino Kogyosho Co Ltd | チューブ容器及びその製造方法 |
| EP1710068A1 (en) * | 2004-01-28 | 2006-10-11 | Tuboplast Hispania, S.A. | Manufacture of tubes in flexible materials by prior injection of the tube body with labelling in the mould |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ATE390999T1 (de) | Vorrichtung und verfahren zum auswerfen von spritzgussteilen aus einer spritzgiessform | |
| WO2008021751A3 (en) | Apparatus and method for forming a container having a receptacle and an integral cap and product formed thereby | |
| ATE412585T1 (de) | Verschlussvorrichtung für den hals eines behälters, mit solch einer vorrichtung versehener behälter, verfahren zum verschliessen solch eines behälters und verfahren zur herstellung solch einer vorrichtung | |
| JP2011521817A (ja) | 可撓性材料でできたチューブを製造するための手順 | |
| EP1844922A1 (en) | Tube made from a flexible material with prior injection of the skirt and half-head and in-mould labelling and production method thereof | |
| DE50002016D1 (de) | Verfahren zur herstellung von tubenförmigen behältern | |
| JP5698818B2 (ja) | 可撓性材料でできたチューブを製造するための手順 | |
| DE102005037274A1 (de) | Verfahren und Vorrichtung zur Herstellung von zylindrischen Formteilen nach dem Verfahren des In-Mold-Labeling | |
| US20120099918A1 (en) | Mass Producible Mascara Tube, Method For Producing Same, And Use Thereof | |
| US20040262818A1 (en) | Injection stretch blow molding method of a cylindrical narrow mouth container and a container | |
| EP1710068B1 (en) | Manufacture of tubes in flexible materials by prior injection of the tube body with labelling in the mould | |
| DE60105059T2 (de) | Spritzgegossene verpackung für kosmetisches produkt | |
| RU2638657C2 (ru) | Способ изготовления аппликатора и аппликатор | |
| US20170080620A1 (en) | Method for producing a receptacle, receptacle obtained according to said method and device for producing the receptacle | |
| JP3549467B2 (ja) | 複合成形品の成形方法 | |
| ITVI20060156A1 (it) | Procedimento per la realizzazione di tappi | |
| JPH01209128A (ja) | ネック部を有するプラスチック容器の製造および装飾方法およびその方法によって製造されたプラスチック容器 | |
| JP2005262635A (ja) | 肉厚部分と肉薄部分を有する成形物の射出樹脂成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121107 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130712 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140107 |