JP2011503254A - 耐火炉の加熱壁の補修 - Google Patents
耐火炉の加熱壁の補修 Download PDFInfo
- Publication number
- JP2011503254A JP2011503254A JP2010531578A JP2010531578A JP2011503254A JP 2011503254 A JP2011503254 A JP 2011503254A JP 2010531578 A JP2010531578 A JP 2010531578A JP 2010531578 A JP2010531578 A JP 2010531578A JP 2011503254 A JP2011503254 A JP 2011503254A
- Authority
- JP
- Japan
- Prior art keywords
- wall
- formwork
- new
- heating
- furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/16—Making or repairing linings increasing the durability of linings or breaking away linings
- F27D1/1626—Making linings by compacting a refractory mass in the space defined by a backing mould or pattern and the furnace wall
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B29/00—Other details of coke ovens
- C10B29/06—Preventing or repairing leakages of the brickwork
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/10—Monolithic linings; Supports therefor
Abstract
炉内の耐火煉瓦壁を補修する方法であって、(a)補修/再建が必要な耐火煉瓦壁またはその一部を特定し、構造寸法を事前設計し、さまざまな炉設計および炉加熱システムに対応するステップと、(b)ステップ(a)で特定された耐火煉瓦壁またはその壁部分を解体するステップと、(c)現場で、新たな壁またはその一部を画定する再使用可能外型枠を取り付けるステップと、(d)新たな壁またはその一部内に1つまたは複数の通路を画定する消耗内型枠を取り付けるステップと、(e)外型枠によって境界が画される1つまたは複数の領域内にキャスタブル材を流し込むステップと、(f)上記キャスタブル材を硬化させるステップと、(g)再使用可能外型枠を除去するステップと、を含む方法。
Description
[0001]
本発明は、概して、耐火炉における珪石煉瓦加熱壁の補修に関し、特に、非限定的かつ例示的実施形態では、コークス炉における珪石煉瓦加熱壁、屋根および/またはコーベル領域の補修に関する。
本発明は、概して、耐火炉における珪石煉瓦加熱壁の補修に関し、特に、非限定的かつ例示的実施形態では、コークス炉における珪石煉瓦加熱壁、屋根および/またはコーベル領域の補修に関する。
[0002]
発明の背景
一般に、コークスは、コークス炉で製造される。コークス炉は、複数の並置された炭化室または炭化炉を有し、それらは加熱壁によって互いに分離されており、加熱壁は炭化室の全長に延在している。炭化炉は、「押出炉」と呼ばれることもあり、それは、コークス化プロセスの後、コークスが長手方向に炭化炉から押し出されるためである。通常のコークス炉設備は、たとえば30から100を超える個々の炭化室または炭化炉を並置関係に備えている可能性があり、各炭化室は、高さが3メートル〜7メートル、長さが通常14メートル以上、幅がおよそ1/2メートル〜1メートルである。各加熱壁は、通常、複数の水平に延在する珪石煉瓦の段から構成されており、煉瓦は、加熱壁内に垂直にかつ/または水平に延在する内部煙道または排気口(および他の通路)を画定するように組み立てられている。
発明の背景
一般に、コークスは、コークス炉で製造される。コークス炉は、複数の並置された炭化室または炭化炉を有し、それらは加熱壁によって互いに分離されており、加熱壁は炭化室の全長に延在している。炭化炉は、「押出炉」と呼ばれることもあり、それは、コークス化プロセスの後、コークスが長手方向に炭化炉から押し出されるためである。通常のコークス炉設備は、たとえば30から100を超える個々の炭化室または炭化炉を並置関係に備えている可能性があり、各炭化室は、高さが3メートル〜7メートル、長さが通常14メートル以上、幅がおよそ1/2メートル〜1メートルである。各加熱壁は、通常、複数の水平に延在する珪石煉瓦の段から構成されており、煉瓦は、加熱壁内に垂直にかつ/または水平に延在する内部煙道または排気口(および他の通路)を画定するように組み立てられている。
[0003]
年月を経ると、おもに苛酷な熱サイクル環境、コークス用石炭圧力または操業のために、加熱壁、屋根および/またはコーベル領域のうちの一部またはすべてに対し、補修および/または再建が必要になる。
年月を経ると、おもに苛酷な熱サイクル環境、コークス用石炭圧力または操業のために、加熱壁、屋根および/またはコーベル領域のうちの一部またはすべてに対し、補修および/または再建が必要になる。
[0004]
目下、コークス炉の加熱壁は、通常、破損した領域において個々の煉瓦を交換することによって補修される。たとえば、米国特許第2,476,305号を参照されたい。より最近の特許、米国特許第4,452,749号は、キャスタブル耐火材から個々の交換煉瓦を成形することを開示している。しかしながら、これらプロセスは、非常に大きな労働力を必要とし、コストがかかり、かつ時間がかかる。
目下、コークス炉の加熱壁は、通常、破損した領域において個々の煉瓦を交換することによって補修される。たとえば、米国特許第2,476,305号を参照されたい。より最近の特許、米国特許第4,452,749号は、キャスタブル耐火材から個々の交換煉瓦を成形することを開示している。しかしながら、これらプロセスは、非常に大きな労働力を必要とし、コストがかかり、かつ時間がかかる。
[0005]
特に、設備の見積残存耐用年数が5年から20年の間である場合に、より単純かつコストのかからない補修プロセスが依然として必要とされている。
特に、設備の見積残存耐用年数が5年から20年の間である場合に、より単純かつコストのかからない補修プロセスが依然として必要とされている。
[0006]
本発明の簡単な説明
非限定的な例示的実施形態によれば、本明細書では、コークス炉において破損した加熱壁(および/または屋根およびコーベル領域)の補修または交換(再建)のための新たなプロセスを開示している。特に、補修/交換が必要な加熱壁の部分は、好適な解体手順を経て除去し、その際、関与する作業員の安全のためにすべての必要な予防措置をとる。本発明の目的上、1つの加熱壁の一部に再建が必要であるものとしているが、本明細書に記載する補修/再建プロセスを、壁全体、屋根(またはその一部)および/またはコーベル領域の交換が必要な状況に適用可能であることが理解されよう。したがって、「耐火煉瓦壁」に言及する場合、それは、垂直な壁とともに水平な屋根および床(コーベル)領域を包含することを意図している。
本発明の簡単な説明
非限定的な例示的実施形態によれば、本明細書では、コークス炉において破損した加熱壁(および/または屋根およびコーベル領域)の補修または交換(再建)のための新たなプロセスを開示している。特に、補修/交換が必要な加熱壁の部分は、好適な解体手順を経て除去し、その際、関与する作業員の安全のためにすべての必要な予防措置をとる。本発明の目的上、1つの加熱壁の一部に再建が必要であるものとしているが、本明細書に記載する補修/再建プロセスを、壁全体、屋根(またはその一部)および/またはコーベル領域の交換が必要な状況に適用可能であることが理解されよう。したがって、「耐火煉瓦壁」に言及する場合、それは、垂直な壁とともに水平な屋根および床(コーベル)領域を包含することを意図している。
[0007]
補修対象である壁部分の個々の珪石煉瓦を除去した後、必要に応じて好適なブレーシングを取り付けて、事前設計された組立式の型枠を造り、その型枠にキャスタブル耐火材を流し込むことにより、新たな壁部分を形成する。好ましい構成では、新たな壁部分を段階的に構成し、高さが約2フィート〜12フィートの外型枠を、補修対象の部分の全長に沿って取り付ける。内部の消耗型枠を追加して、たとえば垂直煙道排気口および他の任意の必要な通路を画定する。そして、型枠内に耐火キャスタブル材を流し込み、硬化させる。第1段の上に別の型枠段を積み重ね、新たな壁が室または炉の屋根に達するまでプロセスを繰り返す。屋根の高さにおける仕上げ処理については、本明細書において後述する。
補修対象である壁部分の個々の珪石煉瓦を除去した後、必要に応じて好適なブレーシングを取り付けて、事前設計された組立式の型枠を造り、その型枠にキャスタブル耐火材を流し込むことにより、新たな壁部分を形成する。好ましい構成では、新たな壁部分を段階的に構成し、高さが約2フィート〜12フィートの外型枠を、補修対象の部分の全長に沿って取り付ける。内部の消耗型枠を追加して、たとえば垂直煙道排気口および他の任意の必要な通路を画定する。そして、型枠内に耐火キャスタブル材を流し込み、硬化させる。第1段の上に別の型枠段を積み重ね、新たな壁が室または炉の屋根に達するまでプロセスを繰り返す。屋根の高さにおける仕上げ処理については、本明細書において後述する。
[0008]
したがって、一態様では、本発明は、炉内の耐火煉瓦壁を補修する方法であって、
(a)補修/再建が必要な耐火煉瓦壁またはその一部を特定するステップと、
(b)耐火煉瓦壁またはその一部を解体するステップであって、
(1)工学的研究から交換壁に対するベンチマークおよび構造寸法を確立する、ステップと、
(c)現場で、新たな壁またはその一部を画定する再使用可能外型枠を取り付けるステップと、
(d)新たな壁またはその一部内に1つまたは複数の通路を画定する消耗内型枠を取り付けるステップと、
(e)外型枠、既設の珪石煉瓦および鋼鉄構造によって境界が画される領域内に、かつ内型枠の周囲に、キャスタブル材を注入するステップと、
(f)キャスタブル材を硬化させるステップと、
(g)前記外型枠を除去するステップと、
(h)新たな耐火物の制御された加熱を行うステップと、
(i)新たな壁に対しバックステーばねで張力をかけるステップと、
(j)補修された炉の使用を再び開始する工場操業のスケジュールを展開するステップと、
を含む方法に関する。
したがって、一態様では、本発明は、炉内の耐火煉瓦壁を補修する方法であって、
(a)補修/再建が必要な耐火煉瓦壁またはその一部を特定するステップと、
(b)耐火煉瓦壁またはその一部を解体するステップであって、
(1)工学的研究から交換壁に対するベンチマークおよび構造寸法を確立する、ステップと、
(c)現場で、新たな壁またはその一部を画定する再使用可能外型枠を取り付けるステップと、
(d)新たな壁またはその一部内に1つまたは複数の通路を画定する消耗内型枠を取り付けるステップと、
(e)外型枠、既設の珪石煉瓦および鋼鉄構造によって境界が画される領域内に、かつ内型枠の周囲に、キャスタブル材を注入するステップと、
(f)キャスタブル材を硬化させるステップと、
(g)前記外型枠を除去するステップと、
(h)新たな耐火物の制御された加熱を行うステップと、
(i)新たな壁に対しバックステーばねで張力をかけるステップと、
(j)補修された炉の使用を再び開始する工場操業のスケジュールを展開するステップと、
を含む方法に関する。
[0009]
例示的な実施形態では、ステップ(c)〜ステップ(f)は、新たな壁またはその一部の完成高さを下回る高さである新たな壁またはその一部の第1部分を形成するように行われ、完成高さに達するまで、互いに積み重ねられる1つまたは複数の追加の部分を形成するようにステップ(c)〜ステップ(e)が繰り返される。
例示的な実施形態では、ステップ(c)〜ステップ(f)は、新たな壁またはその一部の完成高さを下回る高さである新たな壁またはその一部の第1部分を形成するように行われ、完成高さに達するまで、互いに積み重ねられる1つまたは複数の追加の部分を形成するようにステップ(c)〜ステップ(e)が繰り返される。
[0010]
別の態様では、本発明は、コークス炉の珪石煉瓦加熱壁のすべてまたは一部を交換する方法であって、加熱壁が一対の隣接する炉の間に位置し少なくとも1つの煙道通路を含む、方法であり、
(a)壁またはその一部を解体するステップであって、
(1)補修される壁に対する工学的なベンチマークおよび構造寸法を確立する、ステップと、
(b)隣接する炉の間に、現場で新たな壁またはその一部を画定する外型枠を取り付け、新たな壁またはその一部内に少なくとも1つの新たな煙道通路を画定する消耗内型枠を取り付けるステップと、
(c)外型枠内にかつ内型枠の周囲に耐火キャスタブル材を注入し、その材料を硬化させるステップと、
(d)外型枠を除去するステップと、
(e)制御された加熱を行うステップと、
(f)新たな壁にバックステーばねで張力をかけるステップと、
(g)補修された炉の使用を再び開始する工場操業を含むスケジュールを展開するステップと、
を含む方法に関する。
別の態様では、本発明は、コークス炉の珪石煉瓦加熱壁のすべてまたは一部を交換する方法であって、加熱壁が一対の隣接する炉の間に位置し少なくとも1つの煙道通路を含む、方法であり、
(a)壁またはその一部を解体するステップであって、
(1)補修される壁に対する工学的なベンチマークおよび構造寸法を確立する、ステップと、
(b)隣接する炉の間に、現場で新たな壁またはその一部を画定する外型枠を取り付け、新たな壁またはその一部内に少なくとも1つの新たな煙道通路を画定する消耗内型枠を取り付けるステップと、
(c)外型枠内にかつ内型枠の周囲に耐火キャスタブル材を注入し、その材料を硬化させるステップと、
(d)外型枠を除去するステップと、
(e)制御された加熱を行うステップと、
(f)新たな壁にバックステーばねで張力をかけるステップと、
(g)補修された炉の使用を再び開始する工場操業を含むスケジュールを展開するステップと、
を含む方法に関する。
[0011]
ここで、例示的な実施形態について、以下に特定する図面に関連して説明する。
ここで、例示的な実施形態について、以下に特定する図面に関連して説明する。
[0012]
複数の並置されたコークス炉の略側面図であり、補修対象の壁の両側の炉内に補修隔壁が取り付けられている。[0013]
図1に示す炉の略平面図である。[0014]
図2に類似する平面図であるが、補修領域に断熱ブランケットが取り付けられている。[0015]
図3に類似する平面図であるが、補修対象の壁との境界面に隣接して支持具が取り付けられている。[0016]
炉内の補修領域の端面図であり、追加の任意の長手方向のブレーシングが取り付けられている。[0017]
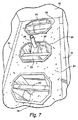
本発明のプロセスで採用される例示的な型枠の部分斜視図である。[0018]
補修された壁部分の一部の部分斜視図であり、下段に取り付けられた外型枠および内型枠を示し、その中に耐火キャスタブル材が流し込まれている。[0019]
新たな壁部分がいかに段階的に構成されかつ流し込まれるかを示す概略図である。[0020]
内部煙道通路がいかに段階的に構成されかつ流し込まれるかを示す概略図である。
内部煙道通路がいかに段階的に構成されかつ流し込まれるかを示す概略図である。[0021]
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
補修または交換プロセスで使用することができる特殊製品の事前設計された枠の図である。
[0022]
本発明の詳細な説明
最初に図1および図2を参照すると、大きいコークス炉の一部10が、加熱壁20、22、24、26および28によって分離された一続きのまたは複数の実質的に平行な並置された加熱室または炭化炉12、14、16および18を含むように示されている。床またはコーベル領域は、符号30で示されており、床構造はここで図示するものより複雑であることが理解される。加熱壁の最上部にわたって屋根32が延在している。図は、コークス炉のわずか一部のみを、本開示の理解を容易にするために幾分か簡略化して示していることも理解されよう。
本発明の詳細な説明
最初に図1および図2を参照すると、大きいコークス炉の一部10が、加熱壁20、22、24、26および28によって分離された一続きのまたは複数の実質的に平行な並置された加熱室または炭化炉12、14、16および18を含むように示されている。床またはコーベル領域は、符号30で示されており、床構造はここで図示するものより複雑であることが理解される。加熱壁の最上部にわたって屋根32が延在している。図は、コークス炉のわずか一部のみを、本開示の理解を容易にするために幾分か簡略化して示していることも理解されよう。
[0023]
図1および図2において、加熱壁は各々、壁の内部に複数の垂直に向けられた煙道34を有するように示されている。加熱壁内には、さらなる通路(たとえば、水平煙道部、水平または垂直配管等)が形成されていてもよく、それらのすべてが、「煙道」、「排気口」または「他の通路」という用語に包含されている。各加熱壁は、積み上げられた珪石煉瓦から構成されており、本開示の目的で、加熱壁24の煉瓦が破損しており、そのため、後述するように加熱壁24の少なくとも一部を再建する必要があるものとする。
図1および図2において、加熱壁は各々、壁の内部に複数の垂直に向けられた煙道34を有するように示されている。加熱壁内には、さらなる通路(たとえば、水平煙道部、水平または垂直配管等)が形成されていてもよく、それらのすべてが、「煙道」、「排気口」または「他の通路」という用語に包含されている。各加熱壁は、積み上げられた珪石煉瓦から構成されており、本開示の目的で、加熱壁24の煉瓦が破損しており、そのため、後述するように加熱壁24の少なくとも一部を再建する必要があるものとする。
[0024]
図2の平面図において、交互の加熱壁と加熱室または炉とが、図示するものを十分に越えて両方向に延在していることが理解されよう。加熱壁24の補修対象の部分を、点線36、38で示し、それは実線40で終端している。したがって、壁24の補修対象の部分は、4つの別個の実質的に垂直に向けられた煙道34を囲んでおり、壁構造には水平に向けられた通路も存在する可能性があることが理解される。
図2の平面図において、交互の加熱壁と加熱室または炉とが、図示するものを十分に越えて両方向に延在していることが理解されよう。加熱壁24の補修対象の部分を、点線36、38で示し、それは実線40で終端している。したがって、壁24の補修対象の部分は、4つの別個の実質的に垂直に向けられた煙道34を囲んでおり、壁構造には水平に向けられた通路も存在する可能性があることが理解される。
[0025]
最初に、再建対象の領域を密閉しなければならず、この目的で、隣接する室または炉16、18内において補修対象の領域を越えて隔壁42、44を構築する。隔壁42、44は、図1に最もよく示すように積み上げられた煉瓦46、たとえば4.5インチ×9インチ×3インチの断熱(1800°F以上に対する)粘土煉瓦から構成されている。煉瓦を、必要に応じて適合するようにのこぎりで切断し、互いに対して乾燥した状態でかつ密に敷設してもよい。隔壁は、実質的に屋根まで延在し、補修対象の領域を有効に隔離する。
最初に、再建対象の領域を密閉しなければならず、この目的で、隣接する室または炉16、18内において補修対象の領域を越えて隔壁42、44を構築する。隔壁42、44は、図1に最もよく示すように積み上げられた煉瓦46、たとえば4.5インチ×9インチ×3インチの断熱(1800°F以上に対する)粘土煉瓦から構成されている。煉瓦を、必要に応じて適合するようにのこぎりで切断し、互いに対して乾燥した状態でかつ密に敷設してもよい。隔壁は、実質的に屋根まで延在し、補修対象の領域を有効に隔離する。
[0026]
破損した壁領域の解体中および解体後に落下する残骸からの保護を提供するために、炉室に入る前に、いわゆる「ヘッドエイク(headache)」ラック(図示せず)を取り付ける。これらラックは、屋根からまたは他の好適な手段により懸吊される金網等を有していてもよい。
破損した壁領域の解体中および解体後に落下する残骸からの保護を提供するために、炉室に入る前に、いわゆる「ヘッドエイク(headache)」ラック(図示せず)を取り付ける。これらラックは、屋根からまたは他の好適な手段により懸吊される金網等を有していてもよい。
[0027]
任意に、隣接する加熱壁の露出した壁にかつ隔壁44、46にわたって、セラミックファイバブランケット48、50の形態をとり得る断熱材を貼付してもよい(図3)。セラミックファイバブランケットを、2つの1インチまたは1.5インチの層で継目を部分的に重ねて貼付し、任意の適当な方法で一時的に固定してもよい。断熱材は、中実の壁40に沿って省略されるか、または再建が進行するに従って段階的にそこから除去されることが理解されよう。断熱材は、特に、補修プロセス中、隣接する運転中の炉が高温に加熱されたままであるため有益である。
任意に、隣接する加熱壁の露出した壁にかつ隔壁44、46にわたって、セラミックファイバブランケット48、50の形態をとり得る断熱材を貼付してもよい(図3)。セラミックファイバブランケットを、2つの1インチまたは1.5インチの層で継目を部分的に重ねて貼付し、任意の適当な方法で一時的に固定してもよい。断熱材は、中実の壁40に沿って省略されるか、または再建が進行するに従って段階的にそこから除去されることが理解されよう。断熱材は、特に、補修プロセス中、隣接する運転中の炉が高温に加熱されたままであるため有益である。
[0028]
図4を参照すると、セラミックファイバブランケットを取り付けた後、隣接する加熱壁22、26と壁24の残っている、すなわち再建が不要である部分との間に、1つまたは複数のブレース52が取り付けられている。各ブレース52は、一対のねじ込み入れ子式ロッド54、56と締付ナット58とを有していてもよく、それによりブレースを、隣接する壁面に接触するように伸長させることができる。必要な数のブレース52を、床近くから天井近くまで垂直に隔置することができ、要求に応じて同様のブレース群を配置してもよい。必要に応じて天井支持具を利用してもよい、ということが理解されよう。これらブレースまたは支持具は、既設の壁および煙道を安定させる。
図4を参照すると、セラミックファイバブランケットを取り付けた後、隣接する加熱壁22、26と壁24の残っている、すなわち再建が不要である部分との間に、1つまたは複数のブレース52が取り付けられている。各ブレース52は、一対のねじ込み入れ子式ロッド54、56と締付ナット58とを有していてもよく、それによりブレースを、隣接する壁面に接触するように伸長させることができる。必要な数のブレース52を、床近くから天井近くまで垂直に隔置することができ、要求に応じて同様のブレース群を配置してもよい。必要に応じて天井支持具を利用してもよい、ということが理解されよう。これらブレースまたは支持具は、既設の壁および煙道を安定させる。
[0029]
この予備的な作業が完了すると、解体を開始することができ、破損した(かつ望まれる範囲で周囲の)耐火煉瓦を最上部から下方に除去する。解体プロセスのある時点で、補修中の加熱壁の既設の残りの部分を補強することが必要であるかまたは望ましい場合がある。より詳細には、図5に最もよく示すように、任意に、補修壁の既設の煙道62から離れて、垂直に向けられた「バックステー」(I形鋼)60を取り付けてもよい。1つまたは複数の調整可能な水平に向けられたブレース支持具64が、煉瓦ステー60と既設の煙道壁62との間に延在していてもよく、それにより、既設の煙道壁が、解体中に形成される開口部に向かって移動するのが防止される。支持具64は、この場合もまた、入れ子式ねじ込みロッド66、68と伸縮ナット70とを有していてもよく、より広い支持部72が既設の壁と係合するように適合されている。
この予備的な作業が完了すると、解体を開始することができ、破損した(かつ望まれる範囲で周囲の)耐火煉瓦を最上部から下方に除去する。解体プロセスのある時点で、補修中の加熱壁の既設の残りの部分を補強することが必要であるかまたは望ましい場合がある。より詳細には、図5に最もよく示すように、任意に、補修壁の既設の煙道62から離れて、垂直に向けられた「バックステー」(I形鋼)60を取り付けてもよい。1つまたは複数の調整可能な水平に向けられたブレース支持具64が、煉瓦ステー60と既設の煙道壁62との間に延在していてもよく、それにより、既設の煙道壁が、解体中に形成される開口部に向かって移動するのが防止される。支持具64は、この場合もまた、入れ子式ねじ込みロッド66、68と伸縮ナット70とを有していてもよく、より広い支持部72が既設の壁と係合するように適合されている。
[0030]
解体が進むに従い、必要に応じて追加のブレースを取り付けてもよい。破損した壁煉瓦および周囲の壁煉瓦のすべてを除去した後、その領域を清掃し、新たな壁構築の用意をする。これら新たな壁を、通常のコンクリート壁構築で用いられるものと同様の再使用可能型枠および消耗型枠の組合せを用いて構築する。
解体が進むに従い、必要に応じて追加のブレースを取り付けてもよい。破損した壁煉瓦および周囲の壁煉瓦のすべてを除去した後、その領域を清掃し、新たな壁構築の用意をする。これら新たな壁を、通常のコンクリート壁構築で用いられるものと同様の再使用可能型枠および消耗型枠の組合せを用いて構築する。
[0031]
特に図6を参照すると、外壁型枠74、76は、合板、アルミニウム、木材および金属の積層構造(たとえば、内側が合板、外側がアルミニウム等の金属)、または他の好適な材料から構成されてもよい。内型枠は、木材、ファイバボード、ボール紙、PVC、または再建作業の完了時に補修された炉が加熱された時に燃焼する他の好適な消耗材料であることが好ましい。型枠は段階的に構築されることが好ましく、型枠は、好ましくは高さが24インチ〜30インチであり、長さが補修対象の壁の適用される長さと等しい。
特に図6を参照すると、外壁型枠74、76は、合板、アルミニウム、木材および金属の積層構造(たとえば、内側が合板、外側がアルミニウム等の金属)、または他の好適な材料から構成されてもよい。内型枠は、木材、ファイバボード、ボール紙、PVC、または再建作業の完了時に補修された炉が加熱された時に燃焼する他の好適な消耗材料であることが好ましい。型枠は段階的に構築されることが好ましく、型枠は、好ましくは高さが24インチ〜30インチであり、長さが補修対象の壁の適用される長さと等しい。
[0032]
したがって、構築の第1段階は、消耗「箱形」型枠78、80および82と組み合せて外壁型枠74および76を配置することを含み、型枠78、80および82は、外型枠の範囲内に配置されることにより、別個の内部の垂直に向けられた煙道(または他の)通路を画定する。さまざまな内部箱形型枠内に、内型枠に支持を提供するため、または煙道内に追加の分岐路を画定するために、必要に応じてさらなる型枠またはブレースを追加してもよいということが理解されよう(たとえば、図6および図7のブレース83を参照されたい)。炉の側壁の場合、流し込まれた壁が既設の煉瓦積みと同一平面になるように、型枠を設置しなければならない。内部煙道の場合、流し込まれた壁が、既設の煉瓦積みの約1/8インチ内側になるように、型枠を設置しなければならない。図7に示すように、キャスタブル耐火材84を、密閉領域内にかつ内部煙道型枠の周囲に注入(ポンプ圧送)する。たとえば図7に示すように、内部箱形型枠の所定の画定された領域内にも耐火材を注入してもよく、そこでは、導管86が、より広い煙道通路のより小さい閉込め部88内において耐火材によって包囲されることが理解されよう。
したがって、構築の第1段階は、消耗「箱形」型枠78、80および82と組み合せて外壁型枠74および76を配置することを含み、型枠78、80および82は、外型枠の範囲内に配置されることにより、別個の内部の垂直に向けられた煙道(または他の)通路を画定する。さまざまな内部箱形型枠内に、内型枠に支持を提供するため、または煙道内に追加の分岐路を画定するために、必要に応じてさらなる型枠またはブレースを追加してもよいということが理解されよう(たとえば、図6および図7のブレース83を参照されたい)。炉の側壁の場合、流し込まれた壁が既設の煉瓦積みと同一平面になるように、型枠を設置しなければならない。内部煙道の場合、流し込まれた壁が、既設の煉瓦積みの約1/8インチ内側になるように、型枠を設置しなければならない。図7に示すように、キャスタブル耐火材84を、密閉領域内にかつ内部煙道型枠の周囲に注入(ポンプ圧送)する。たとえば図7に示すように、内部箱形型枠の所定の画定された領域内にも耐火材を注入してもよく、そこでは、導管86が、より広い煙道通路のより小さい閉込め部88内において耐火材によって包囲されることが理解されよう。
[0033]
耐火材は、Fosbel, Inc.(Brook Park,Ohio,USA)からFosKast FS-Pという名称で販売されている製品であってもよい。これは、最低使用温度が2800°F(1538℃)である、高い機械的強度と耐熱衝撃性を必要とする苛酷な使用用途に対して設計された、溶融シリカをベースとする、ゼロ膨張のポンプ圧送可能なキャスタブルである。この材料を、好ましくはそれぞれの型枠部の上方から型枠内に注入することにより、型枠内に導入し、その際、注入中の材料の均質性を確実にするために産業用のコンクリート振動機を用いる。その後、上述したものと実質的に同一の(または必要に応じて変更された)第2段型枠構造を、第1段の上部に積み重ね、注入プロセスを繰り返す。接合部のつなぎ目にセラミック溶接を行う。
耐火材は、Fosbel, Inc.(Brook Park,Ohio,USA)からFosKast FS-Pという名称で販売されている製品であってもよい。これは、最低使用温度が2800°F(1538℃)である、高い機械的強度と耐熱衝撃性を必要とする苛酷な使用用途に対して設計された、溶融シリカをベースとする、ゼロ膨張のポンプ圧送可能なキャスタブルである。この材料を、好ましくはそれぞれの型枠部の上方から型枠内に注入することにより、型枠内に導入し、その際、注入中の材料の均質性を確実にするために産業用のコンクリート振動機を用いる。その後、上述したものと実質的に同一の(または必要に応じて変更された)第2段型枠構造を、第1段の上部に積み重ね、注入プロセスを繰り返す。接合部のつなぎ目にセラミック溶接を行う。
[0034]
この型枠を積み重ね耐火材を流し込み/硬化させるプロセスを、新たな壁が実質的に屋根32の高さに達するまで繰り返す。この手順を、図8に概略的に示し、そこでは、型枠A、B、CおよびDがそれぞれの段階1〜4において連続して積み重ねられる。図9および図10は、たとえば複数の箱形型枠78を用いて、内部煙道または煙突通路を形成するために、同様の積重ね構成をいかに使用するかを示している。段階の数は、壁の高さと個々の型枠部のサイズによって決まる。屋根の高さにおいて、壁を完成させる2つのオプションがある。
この型枠を積み重ね耐火材を流し込み/硬化させるプロセスを、新たな壁が実質的に屋根32の高さに達するまで繰り返す。この手順を、図8に概略的に示し、そこでは、型枠A、B、CおよびDがそれぞれの段階1〜4において連続して積み重ねられる。図9および図10は、たとえば複数の箱形型枠78を用いて、内部煙道または煙突通路を形成するために、同様の積重ね構成をいかに使用するかを示している。段階の数は、壁の高さと個々の型枠部のサイズによって決まる。屋根の高さにおいて、壁を完成させる2つのオプションがある。
[0035]
一実施形態では、型枠を可能な限り屋根に近づけ、その後、屋根部を注入する第2注入段階を行う。別の実施形態では、補修された壁領域に対応する屋根の部分を除去し、型枠が屋根開口部を通って延在し、隣接する屋根側部が型枠の一部を形成する。この場合、型枠は、最後の流し込みが屋根の外面と実質的に同一平面になるようなサイズとなる。
一実施形態では、型枠を可能な限り屋根に近づけ、その後、屋根部を注入する第2注入段階を行う。別の実施形態では、補修された壁領域に対応する屋根の部分を除去し、型枠が屋根開口部を通って延在し、隣接する屋根側部が型枠の一部を形成する。この場合、型枠は、最後の流し込みが屋根の外面と実質的に同一平面になるようなサイズとなる。
[0036]
そして、材料の製造業者の推奨に従って、材料を硬化させる。その後、残りのすべてのブレースを除去し、内型枠を、乾燥および硬化のために60時間にわたって複合制御された加熱を通して燃焼させる。
そして、材料の製造業者の推奨に従って、材料を硬化させる。その後、残りのすべてのブレースを除去し、内型枠を、乾燥および硬化のために60時間にわたって複合制御された加熱を通して燃焼させる。
[0037]
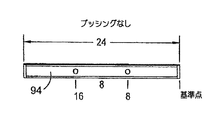
さまざまな炉の構成要素の周囲に鋳込みするために必要ないくつかのサイズおよび形状の異なる型枠があり得ることが理解されよう。図11〜図16は、これに関して例示している。図11〜図13は、たとえば96、98に示す内部ブレースと組み合わされた、一体フレーム94によって包囲された一体サイドパネル92から構成される正方形の型枠90を示す。図14〜図16は、同様に、一体フレーム104によって包囲された単一サイドパネル102から構成され、かつ同様に内部ブレース106、108を利用する、矩形の細長い外型枠100(48インチ×24インチ)を示す。型枠の一端は、符号110において角度が付けられ、すなわち屈曲しており、この構成は、いかなる分野の応用においても要求される可能性のあるあらゆる型枠形状を単に例示するものであることが理解される。同様な設備は2つとないため、各設備を、種々の加熱煙道設計および内部煉瓦積み設計ならびに寸法特性のすべてを包含するように個々に設計しなければならない。
さまざまな炉の構成要素の周囲に鋳込みするために必要ないくつかのサイズおよび形状の異なる型枠があり得ることが理解されよう。図11〜図16は、これに関して例示している。図11〜図13は、たとえば96、98に示す内部ブレースと組み合わされた、一体フレーム94によって包囲された一体サイドパネル92から構成される正方形の型枠90を示す。図14〜図16は、同様に、一体フレーム104によって包囲された単一サイドパネル102から構成され、かつ同様に内部ブレース106、108を利用する、矩形の細長い外型枠100(48インチ×24インチ)を示す。型枠の一端は、符号110において角度が付けられ、すなわち屈曲しており、この構成は、いかなる分野の応用においても要求される可能性のあるあらゆる型枠形状を単に例示するものであることが理解される。同様な設備は2つとないため、各設備を、種々の加熱煙道設計および内部煉瓦積み設計ならびに寸法特性のすべてを包含するように個々に設計しなければならない。
[0038]
本明細書で説明した補修/再建プロセスには、破損した珪石煉瓦を個々に交換するという従来の慣例に比べて多くの利点がある。たとえば、典型的なリードタイムを長くする煉瓦配送遅延がなくなり、再建はより単純で大きな労働力が不要となり、加熱サイクルが短縮化され、プロセスは拡張される炉壁に容易に適応し、望ましい場合は既設の屋根を保存することができる。さらに、製造日数、したがって製造コストの損失が低減する。
本明細書で説明した補修/再建プロセスには、破損した珪石煉瓦を個々に交換するという従来の慣例に比べて多くの利点がある。たとえば、典型的なリードタイムを長くする煉瓦配送遅延がなくなり、再建はより単純で大きな労働力が不要となり、加熱サイクルが短縮化され、プロセスは拡張される炉壁に容易に適応し、望ましい場合は既設の屋根を保存することができる。さらに、製造日数、したがって製造コストの損失が低減する。
[0039]
この開示は、コークス炉等において補修を行うために義務付けられまたは他の方法で適当であると考えられ得る安全予防策/手続きのすべてを、大まかにでさえも説明してはいないことが理解される。こうした予防策/手続きは、当業者には周知であり、したがって本明細書で説明する必要はない。
この開示は、コークス炉等において補修を行うために義務付けられまたは他の方法で適当であると考えられ得る安全予防策/手続きのすべてを、大まかにでさえも説明してはいないことが理解される。こうした予防策/手続きは、当業者には周知であり、したがって本明細書で説明する必要はない。
[0040]
すでに上述したように、本明細書で開示したプロセスは、炉の屋根(またはその一部)にかつコーベルまたは床領域(またはその一部)に等しく適用することができる。
すでに上述したように、本明細書で開示したプロセスは、炉の屋根(またはその一部)にかつコーベルまたは床領域(またはその一部)に等しく適用することができる。
[0041]
本発明を、目下最も実際的でありかつ好ましい実施形態であると考えられるものに関連して説明したが、本発明は、開示した実施形態に限定されるべきではなく、逆に、添付の特許請求の範囲の精神および範囲内に含まれるさまざまな変更および均等な構成を包含するように意図されていることが理解されるべきである。
本発明を、目下最も実際的でありかつ好ましい実施形態であると考えられるものに関連して説明したが、本発明は、開示した実施形態に限定されるべきではなく、逆に、添付の特許請求の範囲の精神および範囲内に含まれるさまざまな変更および均等な構成を包含するように意図されていることが理解されるべきである。
Claims (16)
- 炉内の耐火煉瓦壁を補修する方法であって、
(a)補修/再建が必要な耐火煉瓦壁またはその一部を特定するステップと、
(b)ステップ(a)で特定された前記耐火煉瓦壁またはその壁部分を解体するステップと、
(c)現場で、新たな壁またはその一部を画定する再使用可能外型枠を取り付けるステップと、
(d)前記新たな壁またはその一部内に1つまたは複数の通路を画定する消耗内型枠を取り付けるステップと、
(e)前記外型枠によって境界が画される1つまたは複数の領域内にキャスタブル材を流し込むステップと、
(f)前記再使用可能外型枠を除去するステップと、
(g)制御された60時間加熱サイクルを通して、導入された前記キャスタブル材を硬化させるステップと、
を含む方法。 - ステップ(c)〜ステップ(f)が、前記新たな壁またはその一部の完成高さを下回る高さである前記新たな壁またはその一部の第1部分を形成するように行われ、前記完成高さに達するまで、互いに積み重ねられる1つまたは複数の追加の部分を形成するようにステップ(c)〜ステップ(e)を繰り返すことをさらに含む、請求項1に記載の方法。
- 前記耐火煉瓦壁が、コークス炉の隣接する加熱室間の加熱壁の少なくとも一部を含む、請求項1に記載の方法。
- 前記内型枠が、少なくとも1つの垂直に向けられた煙道通路を画定する、請求項3に記載の方法。
- 前記内型枠が木材から構成される、請求項1に記載の方法。
- 前記内型枠がボール紙またはファイバボードから構成される、請求項1に記載の方法。
- 前記キャスタブル材が、溶融シリカ材料である、請求項1に記載の方法。
- 前記外型枠が金属材料からなる、請求項1に記載の方法。
- 前記外型枠が木材・金属積層板からなる、請求項1に記載の方法。
- 前記木材・金属積層板が、その内側に合板、その外側にアルミニウムを有する、請求項9に記載の方法。
- コークス炉のセラミック煉瓦加熱壁のすべてまたは一部を交換する方法であって、前記加熱壁が一対の隣接する炉の間に位置し少なくとも1つの煙道通路を含む、方法であり、
(a)前記壁またはその一部を解体するステップと、
(b)前記隣接する炉の間に、現場で新たな壁またはその一部を画定する外型枠を取り付け、前記新たな壁またはその一部内に少なくとも1つの新たな煙道通路を画定する消耗内型枠を取り付けるステップと、
(c)前記外型枠内にかつ前記内型枠の周囲に耐火キャスタブル材を流し込み、前記材料を硬化させるステップと、
(d)前記外型枠を除去するステップと、
(e)前記消耗内型枠を燃焼させるステップと、
を含む方法。 - 前記消耗内型枠がファイバボードまたはボール紙から構成される、請求項11に記載の方法。
- 前記消耗内型枠が合板から構成される請求項11に記載の方法。
- ステップ(b)およびステップ(c)が、前記新たな壁またはその一部の完成高さを下回る高さである前記新たな壁またはその一部の第1部分を形成するように行われ、前記完成高さに達するまで、互いに積み重ねられる1つまたは複数の追加の部分を形成するようにステップ(b)およびステップ(c)を繰り返すことをさらに含む、請求項11に記載の方法。
- 隣接する部分の間の接合部のつなぎ目にセラミック溶接を施すことを含む、請求項14に記載の方法。
- 前記炉の上の屋根の一部を除去して前記屋根の隣接する側部を外型枠として使用することと、前記屋根と実質的に同一平面の高さまで前記耐火キャスタブル材を流し込むこととを含む、請求項14に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US99610407P | 2007-11-01 | 2007-11-01 | |
| IN151DE2008 | 2008-01-18 | ||
| PCT/GB2008/003686 WO2009056843A1 (en) | 2007-11-01 | 2008-10-29 | Repair of heating walls in a refractory furnace |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011503254A true JP2011503254A (ja) | 2011-01-27 |
Family
ID=40229917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010531578A Pending JP2011503254A (ja) | 2007-11-01 | 2008-10-29 | 耐火炉の加熱壁の補修 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20110241237A1 (ja) |
| EP (1) | EP2203702B1 (ja) |
| JP (1) | JP2011503254A (ja) |
| KR (1) | KR20100075567A (ja) |
| CN (1) | CN101842655A (ja) |
| AU (1) | AU2008320668B2 (ja) |
| BR (1) | BRPI0818840A2 (ja) |
| CA (1) | CA2703759A1 (ja) |
| MX (1) | MX2010004749A (ja) |
| PL (1) | PL2203702T3 (ja) |
| RU (1) | RU2480697C2 (ja) |
| TW (1) | TW200938796A (ja) |
| WO (1) | WO2009056843A1 (ja) |
| ZA (1) | ZA201001516B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190064688A (ko) | 2015-03-30 | 2019-06-10 | 제이에프이 스틸 가부시키가이샤 | 코크스로의 건설 방법 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8266853B2 (en) * | 2009-05-12 | 2012-09-18 | Vanocur Refractories Llc | Corbel repairs of coke ovens |
| AU2013205094B2 (en) * | 2009-05-12 | 2015-05-28 | Vanocur Refractories, Llc. | Corbel repairs of coke ovens |
| CN102519259A (zh) * | 2011-12-27 | 2012-06-27 | 攀枝花钢城集团有限公司 | 中频感应炉坩埚修补方法 |
| CN106045278B (zh) * | 2016-04-27 | 2019-04-02 | 长兴旗滨玻璃有限公司 | 一种玻璃熔窑鼠洞热补方法 |
| CN109135773B (zh) * | 2018-08-24 | 2021-08-13 | 中国一冶集团有限公司 | 焦炉局部热修模块化绝热罩 |
| CN110806106A (zh) * | 2019-10-29 | 2020-02-18 | 首钢京唐钢铁联合有限责任公司 | 一种加热炉炉顶耐材塌陷修复方法以及修复结构 |
| CN110822911B (zh) * | 2019-11-19 | 2021-08-31 | 山东鲁阳节能材料股份有限公司 | 一种高温窑炉炉衬深度修补方法 |
| EP4116658A1 (en) * | 2021-07-06 | 2023-01-11 | SSAB Technology AB | A method for repairing a refractory wall of a furnace |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54139807A (en) * | 1978-04-24 | 1979-10-30 | Shinagawa Refractories Co | Continuous execution of nonnshaped refractory |
| US4364798A (en) * | 1980-12-30 | 1982-12-21 | Bmi, Inc. | Rebuilt coke oven heating chamber and method of making the same |
| JPS6017691A (ja) * | 1983-07-11 | 1985-01-29 | 新日本製鐵株式会社 | 不定形耐火材の熱間施工用金枠 |
| JPH08104876A (ja) * | 1994-10-04 | 1996-04-23 | Takamichi Iida | コークス炉の熱間補修工事用断熱ボックスの排気装置 |
| JP2000073066A (ja) * | 1998-08-27 | 2000-03-07 | Nippon Steel Chem Co Ltd | コークス炉蓋の補修法及び補修炉蓋 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU25710A1 (ru) * | 1931-07-10 | 1932-03-31 | А.Д. Гусинский | Пробка дл устройства в бетонных фундаментах колодцев дл анкерных болтов |
| US3870442A (en) * | 1972-06-07 | 1975-03-11 | Frank W Schaefer | Apparatus for applying refractory covering to skid rail |
| RU2040658C1 (ru) * | 1993-02-25 | 1995-07-25 | Владимир Александрович Белимов | Опалубка для образования проема в стене |
| IT1279293B1 (it) * | 1995-04-26 | 1997-12-09 | Enrico Favretto | Procedimento per la riparazione di forni per la fusione del vetro |
-
2008
- 2008-10-29 AU AU2008320668A patent/AU2008320668B2/en not_active Ceased
- 2008-10-29 CA CA2703759A patent/CA2703759A1/en not_active Abandoned
- 2008-10-29 CN CN200880114468A patent/CN101842655A/zh active Pending
- 2008-10-29 EP EP08844763.6A patent/EP2203702B1/en not_active Not-in-force
- 2008-10-29 MX MX2010004749A patent/MX2010004749A/es active IP Right Grant
- 2008-10-29 RU RU2010122057/02A patent/RU2480697C2/ru not_active IP Right Cessation
- 2008-10-29 WO PCT/GB2008/003686 patent/WO2009056843A1/en active Application Filing
- 2008-10-29 KR KR1020107009277A patent/KR20100075567A/ko not_active Application Discontinuation
- 2008-10-29 JP JP2010531578A patent/JP2011503254A/ja active Pending
- 2008-10-29 PL PL08844763T patent/PL2203702T3/pl unknown
- 2008-10-29 BR BRPI0818840 patent/BRPI0818840A2/pt not_active IP Right Cessation
- 2008-10-29 US US12/740,888 patent/US20110241237A1/en not_active Abandoned
- 2008-10-31 TW TW097142291A patent/TW200938796A/zh unknown
-
2010
- 2010-03-02 ZA ZA2010/01516A patent/ZA201001516B/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54139807A (en) * | 1978-04-24 | 1979-10-30 | Shinagawa Refractories Co | Continuous execution of nonnshaped refractory |
| US4364798A (en) * | 1980-12-30 | 1982-12-21 | Bmi, Inc. | Rebuilt coke oven heating chamber and method of making the same |
| JPS6017691A (ja) * | 1983-07-11 | 1985-01-29 | 新日本製鐵株式会社 | 不定形耐火材の熱間施工用金枠 |
| JPH08104876A (ja) * | 1994-10-04 | 1996-04-23 | Takamichi Iida | コークス炉の熱間補修工事用断熱ボックスの排気装置 |
| JP2000073066A (ja) * | 1998-08-27 | 2000-03-07 | Nippon Steel Chem Co Ltd | コークス炉蓋の補修法及び補修炉蓋 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190064688A (ko) | 2015-03-30 | 2019-06-10 | 제이에프이 스틸 가부시키가이샤 | 코크스로의 건설 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2010004749A (es) | 2010-10-15 |
| US20110241237A1 (en) | 2011-10-06 |
| RU2480697C2 (ru) | 2013-04-27 |
| CN101842655A (zh) | 2010-09-22 |
| EP2203702B1 (en) | 2015-08-26 |
| WO2009056843A1 (en) | 2009-05-07 |
| BRPI0818840A2 (pt) | 2015-04-22 |
| AU2008320668A1 (en) | 2009-05-07 |
| RU2010122057A (ru) | 2011-12-10 |
| PL2203702T3 (pl) | 2016-02-29 |
| TW200938796A (en) | 2009-09-16 |
| CA2703759A1 (en) | 2009-05-07 |
| AU2008320668B2 (en) | 2012-07-19 |
| EP2203702A1 (en) | 2010-07-07 |
| ZA201001516B (en) | 2011-05-25 |
| KR20100075567A (ko) | 2010-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011503254A (ja) | 耐火炉の加熱壁の補修 | |
| US8266853B2 (en) | Corbel repairs of coke ovens | |
| US6539602B1 (en) | Method of repairing coke oven | |
| EP3279290B1 (en) | Method for building coke oven | |
| JP6572485B2 (ja) | コークス炉の建設方法 | |
| US20080169578A1 (en) | Coke oven reconstruction | |
| JP3397723B2 (ja) | コークス炉の補修方法 | |
| JP6674352B2 (ja) | コークス炉の補修方法 | |
| JP6280453B2 (ja) | コークス炉燃焼室の壁体と天井およびその燃焼室に隣接する炭化室の天井の補修方法 | |
| CN111765768A (zh) | 一种烧结厂烧结机点火保温炉耐材砌筑施工方法 | |
| JP2019035024A (ja) | コークス炉の燃焼室を補修するための一体成形煉瓦、およびそれを用いた補修方法 | |
| CN105888097A (zh) | 一种梁柱一体化墙板 | |
| CN102373063A (zh) | 一种焦炉砌筑受料方法 | |
| US3148230A (en) | Refractory structure | |
| JP5890230B2 (ja) | 湿式コークス消火塔及び煙突の改修方法 | |
| JP5172525B2 (ja) | 建設用移動足場 | |
| JPH0949008A (ja) | 熱風炉補修工事方法 | |
| CN218443327U (zh) | 免拆木模浇筑快速修复炉窑内衬装置 | |
| CN106017104A (zh) | 焙烧炉火道墙的离线砌筑方法 | |
| WO2011159184A1 (ru) | Способ ремонта огнеупорной кладки коксовых батарей | |
| KR100223141B1 (ko) | 가열로 스키드 빔용 내화 케스터블 블록 | |
| AU2013205094B2 (en) | Corbel repairs of coke ovens | |
| JP2020070341A (ja) | コークス炉の解体建設方法 | |
| CN106979689A (zh) | 加热炉侧墙应急修复装置及方法 | |
| JPS6160783A (ja) | コ−クス炉フリユ−底部の補修方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130517 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131023 |