JP2011091908A - ステッピングモータ - Google Patents
ステッピングモータ Download PDFInfo
- Publication number
- JP2011091908A JP2011091908A JP2009241999A JP2009241999A JP2011091908A JP 2011091908 A JP2011091908 A JP 2011091908A JP 2009241999 A JP2009241999 A JP 2009241999A JP 2009241999 A JP2009241999 A JP 2009241999A JP 2011091908 A JP2011091908 A JP 2011091908A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- terminals
- unit
- axial direction
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/525—Annular coils, e.g. for cores of the claw-pole type
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K37/00—Motors with rotor rotating step by step and without interrupter or commutator driven by the rotor, e.g. stepping motors
- H02K37/10—Motors with rotor rotating step by step and without interrupter or commutator driven by the rotor, e.g. stepping motors of permanent magnet type
- H02K37/12—Motors with rotor rotating step by step and without interrupter or commutator driven by the rotor, e.g. stepping motors of permanent magnet type with stationary armatures and rotating magnets
- H02K37/14—Motors with rotor rotating step by step and without interrupter or commutator driven by the rotor, e.g. stepping motors of permanent magnet type with stationary armatures and rotating magnets with magnets rotating within the armatures
Abstract
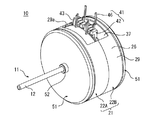
【解決手段】ステッピングモータ10は、軸中心に配置される円柱状のロータユニット11と、ロータユニット11の外周面側に軸方向に沿って配置されるステータユニット21と、ステータユニット21の中央外周側に配置される端子台ユニット41と、を備えている。端子台ユニット41は、4つの単位端子台43からなる端子台42、および、同4つの単位端子台43にそれぞれ固定される4つの端子46から構成されている。また、端子46は、コイルのいずれか一方の端末を接続するための接合部46a、および、同接合部46aと略平行に配置され駆動回路と接続するための中継部46bを有している。そして、4つの端子は、軸方向と略直交する方向に沿って配置され、かつ、端子の向く方向が軸方向と略平行となるように配置されている。
【選択図】図1
Description
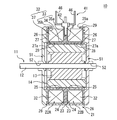
11 ロータユニット
12 シャフト
13 スペーサ
14 マグネット
21 ステータユニット
22(22A,22B) ステータ
23 内ヨーク
24 支持部
24a 内周縁
25 極歯
26 外ヨーク
27 支持部
27a 内周縁
27b 外周縁
28 極歯
29 外周側壁部
29a 切欠部
32 コイル部
33 ボビン
34 巻芯部
35(35a,35b) 鍔部
37 コイル
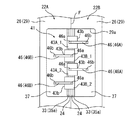
37a 巻き始め端(端末)
37b 巻き終わり端(端末)
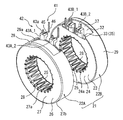
41 端子台ユニット
42 端子台
43(43A_1,43A_2,43B_1,43B_2) 単位端子台
43a 頂面
43b 先端側面
45 案内溝
46(46A,46B) 端子
46a 接合部(第1の端子部)
46b 中継部(第2の端子部)
46c 連結部
46d 固定部
51 一対のプレート
52 一対の軸受
F 背合わせ面
Claims (4)
- マグネットを有し軸中心に回転自在に配置されるロータと、
ヨークを構成する環状の支持部の内縁から軸方向に起立する複数の極歯を励磁するコイルを有し、前記支持部の平面を背合わせ面として前記ロータの外周側において軸方向に重ねて配置される第1および第2のステータと、
前記背合わせ面の外周側に配置され、外部に配置された駆動回路からの電気信号を前記コイルの各々に通電するための複数の端子を保持する端子台と、を備え、
前記複数の端子の各々が、前記コイルのいずれか一方の端末を接続するための第1の端子部と、前記第1の端子部と略平行に配置される前記駆動回路と接続するための第2の端子部と、を有するステッピングモータにおいて、
前記複数の端子が、軸方向と略直交する方向に沿って1列に配置され、
前記複数の端子の各々が、前記第1の端子部が前記第2の端子を向く方向が軸方向と略平行となるように配置されていることを特徴とするステッピングモータ。 - 前記第1の端子部は、上面視して、前記背合わせ面の近傍に配置され、
前記第2の端子部は、上面視して、前記背合わせ面よりも、前記第1の端子部に前記端末が接続される前記コイルが形成される側とは反対側に突き出るようにして配置されている請求項1に記載のステッピングモータ。 - 前記端子台は、前記複数の端子ごとに離散して形成され、
前記第1のステータの前記複数の端子と、前記第2のステータの前記複数の端子とが、交互に噛み合うように配置されている請求項1または2に記載のステッピングモータ。 - 前記端子台には、前記第1の端子部と前記第2の端子部とを連結する連結部を収納する溝が形成されており、
前記溝の長さが、前記連結部の長さの1/3以上である請求項1から3のいずれかに記載のステッピングモータ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009241999A JP5563272B2 (ja) | 2009-10-21 | 2009-10-21 | ステッピングモータ |
| US12/853,489 US8222779B2 (en) | 2009-10-21 | 2010-08-10 | Stepping motor |
| DE102010060084.9A DE102010060084B4 (de) | 2009-10-21 | 2010-10-20 | Schrittmotor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009241999A JP5563272B2 (ja) | 2009-10-21 | 2009-10-21 | ステッピングモータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011091908A true JP2011091908A (ja) | 2011-05-06 |
| JP5563272B2 JP5563272B2 (ja) | 2014-07-30 |
Family
ID=43797017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009241999A Active JP5563272B2 (ja) | 2009-10-21 | 2009-10-21 | ステッピングモータ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8222779B2 (ja) |
| JP (1) | JP5563272B2 (ja) |
| DE (1) | DE102010060084B4 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014180169A (ja) * | 2013-03-15 | 2014-09-25 | Honda Motor Co Ltd | 回転電機ユニットの配置構造 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9819241B2 (en) * | 2010-06-14 | 2017-11-14 | Black & Decker Inc. | Stator assembly for a brushless motor in a power tool |
| US9318932B2 (en) * | 2010-06-14 | 2016-04-19 | Black & Decker Inc. | Control unit for a power tool |
| JP6039976B2 (ja) * | 2012-09-12 | 2016-12-07 | ミネベア株式会社 | 多相コイル端子装置およびこれを備えたモータ |
| CN203522493U (zh) * | 2013-11-07 | 2014-04-02 | 大陆汽车电子(芜湖)有限公司 | 步进驱动电机 |
| KR102331082B1 (ko) * | 2015-01-30 | 2021-11-25 | 삼성전자주식회사 | 모터 |
| CN211830366U (zh) * | 2020-03-06 | 2020-10-30 | 瑞声通讯科技(常州)有限公司 | 一种步进电机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001286090A (ja) * | 2000-03-30 | 2001-10-12 | Minebea Co Ltd | モータ端子構造 |
| JP2006280041A (ja) * | 2005-03-28 | 2006-10-12 | Sanyo Electric Co Ltd | コイル装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH544441A (de) * | 1971-10-21 | 1973-11-15 | Saia Ag | Kleinsynchronmotor mit Drehrichtungsvorwahl |
| JPS6295462U (ja) * | 1985-12-03 | 1987-06-18 | ||
| JPS6339443A (ja) * | 1986-08-05 | 1988-02-19 | Brother Ind Ltd | モ−タの製造方法 |
| JPH0283681U (ja) * | 1988-12-09 | 1990-06-28 | ||
| JPH0354347U (ja) * | 1989-09-28 | 1991-05-27 | ||
| JPH10136632A (ja) * | 1996-10-25 | 1998-05-22 | Nippon Seiki Co Ltd | ステッピングモータ |
| JP4255306B2 (ja) * | 2002-09-02 | 2009-04-15 | ミネベア株式会社 | ステータ、モータおよびステータの組み立て方法 |
| JP4291789B2 (ja) * | 2004-03-30 | 2009-07-08 | ミネベア株式会社 | ステッピングモータ |
| JP5141861B2 (ja) | 2006-11-28 | 2013-02-13 | ミネベア株式会社 | ステッピングモータ |
| US7825556B2 (en) | 2006-11-28 | 2010-11-02 | Minebea Co., Ltd. | Stepping motor |
| US7880359B2 (en) * | 2007-03-30 | 2011-02-01 | Nidec Sankyo Corporation | Coil member, motor and manufacturing method for coil member |
| JP2008263691A (ja) * | 2007-04-11 | 2008-10-30 | Minebea Co Ltd | 小径ステッピングモータ、そのボビン、及びそのモータの組立方法 |
-
2009
- 2009-10-21 JP JP2009241999A patent/JP5563272B2/ja active Active
-
2010
- 2010-08-10 US US12/853,489 patent/US8222779B2/en active Active
- 2010-10-20 DE DE102010060084.9A patent/DE102010060084B4/de active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001286090A (ja) * | 2000-03-30 | 2001-10-12 | Minebea Co Ltd | モータ端子構造 |
| JP2006280041A (ja) * | 2005-03-28 | 2006-10-12 | Sanyo Electric Co Ltd | コイル装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014180169A (ja) * | 2013-03-15 | 2014-09-25 | Honda Motor Co Ltd | 回転電機ユニットの配置構造 |
| US9800124B2 (en) | 2013-03-15 | 2017-10-24 | Honda Motor Co., Ltd. | Electric rotary machine having dual axial stators with terminals and coil segment distributing members therebetween |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010060084B4 (de) | 2020-11-05 |
| US8222779B2 (en) | 2012-07-17 |
| DE102010060084A1 (de) | 2011-04-28 |
| JP5563272B2 (ja) | 2014-07-30 |
| US20110089776A1 (en) | 2011-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5563272B2 (ja) | ステッピングモータ | |
| US9472988B2 (en) | Rotary electric machine and method of manufacturing the same | |
| JPH10136632A (ja) | ステッピングモータ | |
| JP2018133934A (ja) | ブラシレスモータ | |
| JP2017055600A (ja) | 集中巻モータ | |
| US7193340B2 (en) | Low-profile stepping motor | |
| JP4806656B2 (ja) | 電機子及び直流モータ | |
| EP1341288B1 (en) | Electric rotary machine | |
| JP2013132176A (ja) | 固定子及び回転電機 | |
| JP2010183660A (ja) | ステータ、ブラシレスモータ、ステータの製造方法、及び、ブラシレスモータの製造方法 | |
| JP4770434B2 (ja) | モータ | |
| EP1471620A2 (en) | Low-profile stepping motor having coils wound rectangularly | |
| JP2015077024A (ja) | 電機子、回転電機、電機子の製造方法 | |
| JP2006129551A (ja) | モータ | |
| JPH10271795A (ja) | ステッピングモータ | |
| JP2011125127A (ja) | モータ | |
| JPH10285841A (ja) | 回転電機のステータ | |
| JP2004289939A (ja) | n相永久磁石形ステッピングモータ | |
| JP5207921B2 (ja) | ステッピングモータ | |
| JPH11235002A (ja) | クローポール形ステッピングモータ | |
| JP5230303B2 (ja) | ステッピングモータ | |
| JP5340662B2 (ja) | スッテピングモータ | |
| KR101881017B1 (ko) | 영구자석에 의한 주 계자자속과 계자권선에 의한 보조 계자자속을 이용하는 회전전기기계 | |
| JP2005110377A (ja) | ステッピングモータ | |
| JP2016054620A (ja) | 回転電機の固定子及び回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140612 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5563272 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |