JP2011083788A - レーザ加工装置、レーザ加工方法、板金部材 - Google Patents
レーザ加工装置、レーザ加工方法、板金部材 Download PDFInfo
- Publication number
- JP2011083788A JP2011083788A JP2009237321A JP2009237321A JP2011083788A JP 2011083788 A JP2011083788 A JP 2011083788A JP 2009237321 A JP2009237321 A JP 2009237321A JP 2009237321 A JP2009237321 A JP 2009237321A JP 2011083788 A JP2011083788 A JP 2011083788A
- Authority
- JP
- Japan
- Prior art keywords
- product
- laser
- laser processing
- contour shape
- laser irradiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Abstract
【解決手段】 板状部材3である被加工物に対して、レーザ照射により形成されたレーザ加工軌跡4aにより板状部材3と区分された製品2を、輪郭形状の一部においてレーザ照射を停止することにより形成したジョイントによって板状部材3に保持した板金部材において、レーザ加工軌跡4aを介して板材3に対向する製品2の端面に対して製品2の内側方向に食い込んだ形状の食い込み部にジョイントを形成し、製品2の端面から食い込み部にかけてカーブを形成することとした。
【選択図】 図2
Description
図1は、本発明にかかるレーザ加工装置の構成を示す斜視図である。図1において、加工テーブル38上に、レーザ加工される金属製の板材3(被加工物)が載置される。板材3は材料クランプ33(レーザ照射位置決め部)に保持されて、加工テーブル38上をX軸方向37に沿って移動される。板材3に対してレーザを照射してレーザ加工を行う加工ヘッド34は、加工テーブル38上の板材3の上方に保持される。加工ヘッド34(レーザ照射部 レーザ照射位置決め部)は板材3に対してY軸方向35及びZ軸方向36に沿って移動される。板材3は、加工ヘッド34に対する相対位置が移動されることにより、レーザ照射位置が調整される。
実施の形態1では、レーザ加工装置を使用して金属製の板材に製品2の輪郭形状を形成する場合を示したが、レーザ加工装置以外でも例えば、パンチ・レーザ複合加工機、ワイヤーカット放電加工機、ウォータージェット加工機、プラズマ溶断加工機、電子ビーム加工機、ルーター加工機等、NC数値制御を使用して輪郭切断加工が可能な装置を用いて実施しても良い。この場合はパンチプレス加工での金型に関する制約がなく、自由曲線形状の加工や板厚及び材質も適宜選択可能であり、多くの製品種類への適用も可能となる。
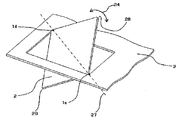
図9は製品を板材から分離する作業を示す斜視図である。図9において図5と同一の符号は同一又は相当部分を示すので、説明は省略する。図9において、ミクロジョイント1a及び1bは実施の形態1において説明された方法でレーザ加工により、製品2の任意の一辺25に設けられる。そして、開放辺26を板材3より持ち上げた状態で、往復動作24を繰り返す事により板材3から製品2の分離作業を行う事ができる。また、製品によって、特に薄板小物部品の場合などは製品2の任意の一辺25の中央に設けるミクロジョイント1cを一箇所のみとする事も可能である。
2 製品
3 金属製の板材
4a レーザ加工軌跡
4b レーザ加工が施された方向
5 レーザ加工軌跡の幅
6 カーブ
7 板材側端面
8 製品側輪郭形状の製品側端面
9 食い込み深さ
10 ミクロジョイントの幅
11a レーザ加工の開始点
11b レーザ加工の終了点
12 ミクロジョイントの残部
13 食い込み部を形成する形状の始点及び終点
14 食い込み部の幅
15 ワイヤージョイント
16 残部突起
17 コーナーミクロジョイント
18 残部突起
19 中心軸
20 開放辺
21 回転動作
22 軸線
23 開放辺
24 往復運動を示す矢印
25 製品の任意の辺
26 開放辺
27 対角線
28 頂点
29 製品
30 開口
31 捨て材
32 回転軸
33 材料クランプ
34 加工ヘッド
35 Y軸方向
36 Z軸方向
37 X軸方向
38 加工テーブル
39 レーザ発振器
40 NC制御装置
41 CAD/CAM装置
42 伝送ケーブル
43 バックゲージ
44 中心軸
45 曲げ線
46 パンチ
47 ダイ
Claims (11)
- 板状部材である被加工物に対してレーザを照射するレーザ照射部と、
前記被加工物及び前記レーザ照射部の相対位置を調整して前記被加工物上のレーザを照射する位置を調整するレーザ照射位置決め部と、
所望の製品輪郭形状を形成するように前記レーザ照射部によるレーザ照射の開始と終了、及び前記レーザ照射位置決め部による前記被加工物と前記レーザ照射部の移動を指示する命令を含む加工プログラムを生成するプログラム生成部と、
このプログラム生成部により生成された加工プログラムに基づいて、前記レーザ照射部及び前記レーザ照射位置決め部とを制御して前記被加工物上にレーザを照射するレーザ加工制御部とを設けたレーザ加工装置において、
前記プログラム生成部は、前記被加工物上にレーザ照射される製品輪郭形状の内側に設けられたレーザ加工開始点からレーザ照射を開始し、前記レーザ加工開始点からカーブを描きながら前記製品輪郭形状に沿ってレーザ照射を行う工程と、前記製品輪郭形状に沿ってレーザ照射を行い、前記レーザ加工開始点と所定長さを隔てて前記製品輪郭形状の内側に設けられたレーザ加工終了点に向かって、前記製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、前記レーザ加工終了点に到達するとレーザ照射を停止する工程とを実行させる命令を含む加工プログラムを生成することを特徴とするレーザ加工装置。 - プログラム生成部は、製品輪郭形状を2つに分割したうちの第一の製品輪郭形状の内側に設けられた第一のレーザ加工開始点からレーザ照射を開始し、前記第一のレーザ加工開始点からカーブを描きながら前記第一の製品輪郭形状に沿ってレーザ照射を行う工程と、
前記第一の製品輪郭形状に沿ってレーザ照射を行い、前記製品輪郭形状の対称軸を中心に折り返した場合に前記第一のレーザ加工開始点と重なる位置であって、前記第一の製品輪郭形状の内側に設けられたレーザ加工終了点に向かって、前記第一の製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、
前記第一のレーザ加工終了点に到達するとレーザ照射を停止する工程と、
前記製品輪郭形状を2つに分割したうちの第二の製品輪郭形状の内側に設けられ、前記第一のレーザ加工終了点と所定長さを隔てて前記第二の製品輪郭形状の内側に設けられた第二のレーザ加工開始点からレーザ照射を開始し、前記第二のレーザ加工開始点からカーブを描きながら前記第二の製品輪郭形状に沿ってレーザ照射を行う工程と、
前記第二の製品輪郭形状に沿ってレーザ照射を行い、前記製品輪郭形状の対称軸を中心に折り返した場合に前記第二のレーザ加工開始点と重なる位置であって、前記第二の製品輪郭形状の内側に設けられた第二のレーザ加工終了点に向かって、前記第二の製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、
前記第二のレーザ加工終了点に到達するとレーザ照射を停止する工程とを実行させる命令を含む加工プログラムを生成することを特徴とする請求項1に記載のレーザ加工装置。 - レーザ加工開始点及びレーザ加工終了点と製品輪郭形状間で形成されるカーブはR=0.5mm程度に形成され、前記レーザ加工開始点からのカーブが前記製品輪郭形状に達する位置と前記レーザ加工終了点からのカーブが前記製品輪郭形状に達する位置間の幅は2mm程度に形成されることを特長とする請求項1に記載のレーザ加工装置。
- 第一のレーザ加工開始点及び第二のレーザ加工終了点と第一及び第二の製品輪郭形状間で形成されるカーブ、第一のレーザ加工終了点及び第二のレーザ加工開始点と第一及び第二の製品輪郭形状間で形成されるカーブは、それぞれR=0.5mm程度に形成され、前記第一のレーザ加工開始点からのカーブが前記第一の製品輪郭形状に達する位置と前記第二のレーザ加工終了点からのカーブが前記第二の製品輪郭形状に達する位置間の幅、及び前記第一のレーザ加工終了点からのカーブが前記第一の製品輪郭形状に達する位置と前記第二のレーザ加工開始点からのカーブが前記第二の製品輪郭形状に達する位置間の幅は2mm程度に形成されることを特長とする請求項2に記載のレーザ加工装置。
- 板状部材である被加工物に対してレーザを照射するレーザ照射処理と、
前記被加工物及びレーザを照射するレーザ照射部の相対位置を調整して前記被加工物上のレーザを照射する位置を調整するレーザ照射位置決め処理と、所望の製品輪郭形状を形成するように前記レーザ照射処理によるレーザ照射の開始と終了、及び前記レーザ照射位置決め処理による前記被加工物と前記レーザ照射部の移動を指示する命令を含む加工プログラムを生成するプログラム生成処理と、このプログラム生成処理により生成された加工プログラムに基づいて、前記被加工物上にレーザを照射するレーザ加工制御処理とを含むレーザ加工方法において、
前記プログラム生成処理は、前記被加工物上にレーザ照射される製品輪郭形状の内側に設けられたレーザ加工開始点からレーザ照射を開始し、前記レーザ加工開始点からカーブを描きながら前記製品輪郭形状に沿ってレーザ照射を行う工程と、
前記製品輪郭形状に沿ってレーザ照射を行い、前記レーザ加工開始点と所定長さを隔てて前記製品輪郭形状の内側に設けられたレーザ加工終了点に向かって、前記製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、
前記レーザ加工終了点に到達するとレーザ照射を停止する工程とを実行させる命令を含む加工プログラムを生成することを特徴とするレーザ加工方法。 - プログラム生成処理は、製品輪郭形状を2つに分割したうちの第一の製品輪郭形状の内側に設けられた第一のレーザ加工開始点からレーザ照射を開始し、前記第一のレーザ加工開始点からカーブを描きながら前記第一の製品輪郭形状に沿ってレーザ照射を行う工程と、
前記第一の製品輪郭形状に沿ってレーザ照射を行い、前記製品輪郭形状の対称軸を中心に折り返した場合に前記第一のレーザ加工開始点と重なる位置であって、前記第一の製品輪郭形状の内側に設けられたレーザ加工終了点に向かって、前記第一の製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、
前記第一のレーザ加工終了点に到達するとレーザ照射を停止する工程と、
前記製品輪郭形状を2つに分割したうちの第二の製品輪郭形状の内側に設けられ、前記第一のレーザ加工終了点と所定長さを隔てて前記第二の製品輪郭形状の内側に設けられた第二のレーザ加工開始点からレーザ照射を開始し、前記第二のレーザ加工開始点からカーブを描きながら前記第二の製品輪郭形状に沿ってレーザ照射を行う工程と、
前記第二の製品輪郭形状に沿ってレーザ照射を行い、前記製品輪郭形状の対称軸を中心に折り返した場合に前記第二のレーザ加工開始点と重なる位置であって、前記第二の製品輪郭形状の内側に設けられた第二のレーザ加工終了点に向かって、前記第二の製品輪郭形状からカーブを描きながらレーザ照射を行う工程と、
前記第二のレーザ加工終了点に到達するとレーザ照射を停止する工程とを実行させる命令を含む加工プログラムを生成することを特徴とする請求項5に記載のレーザ加工方法。 - レーザ加工開始点及びレーザ加工終了点と製品輪郭形状間で形成されるカーブはR=0.5mm程度に形成され、前記レーザ加工開始点からのカーブが前記製品輪郭形状に達する位置と前記レーザ加工終了点からのカーブが前記製品輪郭形状に達する位置間の幅は2mm程度に形成されることを特長とする請求項5に記載のレーザ加工方法。
- 第一のレーザ加工開始点及び第二のレーザ加工終了点と第一及び第二の製品輪郭形状間で形成されるカーブ、第一のレーザ加工終了点及び第二のレーザ加工開始点と第一及び第二の製品輪郭形状間で形成されるカーブは、それぞれR=0.5mm程度に形成され、前記第一のレーザ加工開始点からのカーブが前記第一の製品輪郭形状に達する位置と前記第二のレーザ加工終了点からのカーブが前記第二の製品輪郭形状に達する位置間の幅、及び前記第一のレーザ加工終了点からのカーブが前記第一の製品輪郭形状に達する位置と前記第二のレーザ加工開始点からのカーブが前記第二の製品輪郭形状に達する位置間の幅は2mm程度に形成されることを特長とする請求項6に記載のレーザ加工方法。
- 板状部材である被加工物に対して、所望の輪郭形状に沿って前記板状部材から切り離され、前記輪郭形状の一部に形成されたジョイントにおいて前記板状部材と繋ぎ止められた製品を有する板金部材において、
前記板状部材に対向する前記製品の端面に対して前記製品の内側方向に食い込んだ形状の食い込み部に前記ジョイントは形成されており、前記製品の端面から前記食い込み部にかけてカーブが形成されていることを特徴とする板金部材。 - 食い込み部は、製品の対称軸を中心に折り返した場合に互いに重なりあう、製品の輪郭上の2箇所に形成されていることを特徴とする請求項9に記載の板金部材。
- 食い込み部のカーブはR=0.5mm程度に形成され、前記食い込み部の幅は2mm程度に形成されていることを特長とする請求項9に記載の板金部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009237321A JP2011083788A (ja) | 2009-10-14 | 2009-10-14 | レーザ加工装置、レーザ加工方法、板金部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009237321A JP2011083788A (ja) | 2009-10-14 | 2009-10-14 | レーザ加工装置、レーザ加工方法、板金部材 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013096897A Division JP5705265B2 (ja) | 2013-05-02 | 2013-05-02 | レーザ加工装置、レーザ加工方法、板金部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011083788A true JP2011083788A (ja) | 2011-04-28 |
| JP2011083788A5 JP2011083788A5 (ja) | 2011-06-16 |
Family
ID=44077138
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009237321A Pending JP2011083788A (ja) | 2009-10-14 | 2009-10-14 | レーザ加工装置、レーザ加工方法、板金部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011083788A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013116493A (ja) * | 2011-12-05 | 2013-06-13 | Amada Co Ltd | レーザ加工方法、自動プログラミング装置および加工システム |
| DE102012212566A1 (de) * | 2012-07-18 | 2014-01-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zur trennenden Bearbeitung eines plattenförmigen Werkstücks mit Microjoints |
| JP2016012698A (ja) * | 2014-06-30 | 2016-01-21 | 京セラサーキットソリューションズ株式会社 | 配線基板の製造方法 |
| WO2019025327A3 (de) * | 2017-08-02 | 2019-04-11 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum laserschneiden plattenförmiger werkstücke und zugehöriges computerprogrammprodukt |
| JP2019162693A (ja) * | 2018-03-20 | 2019-09-26 | 株式会社アマダホールディングス | 穴抜き加工方法及び金型 |
| DE102020210673A1 (de) | 2020-08-21 | 2022-02-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Laserschneiden eines Gutteils mit einem nach innen in das Gutteil zurückversetzten Microjoint |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06218445A (ja) * | 1993-01-28 | 1994-08-09 | Pfu Ltd | プレス加工方法およびジョイント生成型 |
| JP2000117472A (ja) * | 1998-10-12 | 2000-04-25 | Amada Co Ltd | 板材加工方法 |
| JP2001277058A (ja) * | 2000-03-28 | 2001-10-09 | Amada Co Ltd | レーザ加工とプレス加工を含む複合板金加工方法 |
-
2009
- 2009-10-14 JP JP2009237321A patent/JP2011083788A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06218445A (ja) * | 1993-01-28 | 1994-08-09 | Pfu Ltd | プレス加工方法およびジョイント生成型 |
| JP2000117472A (ja) * | 1998-10-12 | 2000-04-25 | Amada Co Ltd | 板材加工方法 |
| JP2001277058A (ja) * | 2000-03-28 | 2001-10-09 | Amada Co Ltd | レーザ加工とプレス加工を含む複合板金加工方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013116493A (ja) * | 2011-12-05 | 2013-06-13 | Amada Co Ltd | レーザ加工方法、自動プログラミング装置および加工システム |
| DE102012212566A1 (de) * | 2012-07-18 | 2014-01-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zur trennenden Bearbeitung eines plattenförmigen Werkstücks mit Microjoints |
| DE102012212566B4 (de) * | 2012-07-18 | 2014-02-13 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zur trennenden Bearbeitung eines plattenförmigen Werkstücks mit Microjoints |
| JP2016012698A (ja) * | 2014-06-30 | 2016-01-21 | 京セラサーキットソリューションズ株式会社 | 配線基板の製造方法 |
| WO2019025327A3 (de) * | 2017-08-02 | 2019-04-11 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum laserschneiden plattenförmiger werkstücke und zugehöriges computerprogrammprodukt |
| CN111432977A (zh) * | 2017-08-02 | 2020-07-17 | 通快机床两合公司 | 用于激光切割板状工件的方法和对应计算机程序的载体 |
| CN111432977B (zh) * | 2017-08-02 | 2022-09-09 | 通快机床两合公司 | 用于激光切割板状工件的方法和对应计算机程序的载体 |
| JP2019162693A (ja) * | 2018-03-20 | 2019-09-26 | 株式会社アマダホールディングス | 穴抜き加工方法及び金型 |
| JP7149085B2 (ja) | 2018-03-20 | 2022-10-06 | 株式会社アマダ | 穴抜き加工方法及び金型 |
| DE102020210673A1 (de) | 2020-08-21 | 2022-02-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Laserschneiden eines Gutteils mit einem nach innen in das Gutteil zurückversetzten Microjoint |
| DE102020210673B4 (de) | 2020-08-21 | 2022-03-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Laserschneiden eines Gutteils mit einem nach innen in das Gutteil zurückversetzten Microjoint |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011083788A (ja) | レーザ加工装置、レーザ加工方法、板金部材 | |
| JP5714017B2 (ja) | カッティングのための制御ルールおよび変数 | |
| EP1563940A1 (en) | Method and system for eliminating external piercing in nc cutting of nested parts | |
| JP2010207884A (ja) | 金型補修方法 | |
| JP5404408B2 (ja) | プレート状のワークピースからワークピース切片を取得する方法 | |
| CN101332573B (zh) | 用于加工板形工件的机床和方法 | |
| TW201420327A (zh) | 方形容器之修整方法及裝置 | |
| JP2017209726A (ja) | 複合加工システム及びレーザ切断加工方法 | |
| JP5705265B2 (ja) | レーザ加工装置、レーザ加工方法、板金部材 | |
| JP5891021B2 (ja) | レーザ加工方法、自動プログラミング装置および加工システム | |
| JP6077940B2 (ja) | 板金素材の剪断加工方法および剪断加工装置 | |
| JP6868440B2 (ja) | 加工品の切断分離加工方法 | |
| JPH0999327A (ja) | ミクロジョイント形成方法 | |
| JP2001315023A (ja) | 目的形状部切離し装置、該装置を搭載したロボット及び切離し方法 | |
| JPS5966934A (ja) | ワ−ク打抜法 | |
| JP6160815B2 (ja) | レーザ加工方法およびレーザ加工システム | |
| JP3616051B2 (ja) | 帯刃切断装置 | |
| JP6035551B2 (ja) | パンチ切断複合機における加工方法及びその自動プログラミング装置 | |
| JP3540339B2 (ja) | ワーク加工方法 | |
| JP2005144477A (ja) | パイプ部材の貫通穴加工方法及び加工装置 | |
| JP3724230B2 (ja) | ブランキングプレス加工装置 | |
| JPH09122766A (ja) | レーザ切断・面取り複合加工方法 | |
| JP2009022976A (ja) | パンチプレスの追抜き加工方法およびパンチプレス | |
| JP2013020436A (ja) | 加工装置および加工方法 | |
| KR20070026028A (ko) | 트리밍 가공 장치의 스크랩 커터 및 그 절단 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20110228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110325 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130205 |